Bahan Baku utama adalah Bijih Besi (Iron Ore) atau Pasir Besi (Iron Sand)
Umumnya terdapat di alam Indonesia mempunyai kadar besi (Fe) sekitar 35% – 40% berbentuk besi
oksida hematit (Fe2O3) dan bercampur dengan material ikutan seperti SIO2, Al2O3, CaO, MgO, TiO2,
Cr2O3, NiO2, P, S dan H2O
Untuk meningkatkan kadar besi (Fe) hingga 60-65% diperoleh melalui tahapan proses:
1. Proses Penghancuran (Crushing)
Bahan baku dalam bentuk batuan atau pasir dihancurkan sampai ukuran menjadi mesh
10. Dimaksudkan untuk memperbesar luas permukaan dari material sehingga memudahkan
untuk proses selanjutnya.
2. Proses Penghalusan (Grinding)
Dimaksudkan agar butiran halus bijihbesi lebih banyak lagi terpisah dengan kotoran atau mineral
mineral ikutan yang tidak diinginkan, proses ini sampai menhasilkan ukuran 120 mesh.
3. Proses Pemisahan (Magnetic Separator)
Untuk memisahkan material logam dan non logam dengan pencucian dengan menggunakan air
dalam mesin silender yang dilapisi magnet apabila bijih besi tersebut banyak mengandung
hematit Fe2O3 atau magnetit (Fe3O4) akan terpisah sempurna sehingga kemurnian dari oksida
besi meningkat.
4. Proses Pemanggangan (Roasting)
Proses ini dilakukan material bijih besi banyak mengandung bijih hematit (Fe2O3) diubah
menjadi magnetit (Fe3O4) yang mempunyai daya magnit lebih kuat sehingga terpisah antara
material yang non magnet dan dihasilkan kadar Fe sampai 65%.
Proses ini bertujuan untuk mengurangi kandungan air dalam material, material diumpankan ke
silinder yang berputar dengan arah yang berlawanan (counter current) Dihembuskan gas panas
dari burner (temp. 200-300 oC).
6. Proses Pembuatan Pellet (Pan Palletizer)
Sebelum masuk ke alat ini material bijih besi dicampur dalam alat mixer agitator dengan
komposisi tertentu ditambahkan batubara dan binder bentonit dengan tujuan agar konsentrat besi
oksida halus dapat merekat membentuk gumpalan-gumpalan (aglomerisasi yang disebut pellet
basah (green pellet) yang mempunyai kekuatan yang cukup kuat untuk dapat dibawa ke proses
selanjutnya, sedang batubara fungsinya untuk meningkatkan kadar besi dengan cara proses
reduksi dari internal pada proses selanjutnya.
Prinsip kerja dari alat ini adalah proses aglomerisasi konsentrat bijih besi yang telah bercampur
batubara dan binder bentonit dimasukkan secara kontinyu kedalam mesin pelletizing yang
berbentuk setengah drum/bejana yang berputar dengan kecepatan dan sudut kemiringan tertentu
sambil disemprotkan air secara kontinyu.
Akibat perputaran ini terjadilah gaya centrifugal yang menyebabkan partikel-partikel halus saling
mendekat dan menekan satu sama lain sehingga terbentuklah gumpalan-gumpalan pellet basah
(green pellet) sampai ukuran diameter 12 mm dan mempunyai kuat tekan 5 kg/pellet dan kuat
jatuh 5 kali, hal ini diperlukan agar tidak pecah selama proses handling atau tranportasi ke proses
berikutnya.
7. Proses Reduksi (Rotary Kiln)
Proses ini bertujuan untuk memurnikan kandungan besi oksida menjadi besi murni dengan cara
proses reduksi external dengan gas alam (gas CO) dan reduksi Internal dari Batubara
Dengan temperatur 1700ºC akibat dari proses ini material oksida besi akan terpisah membentuk
besi murni (Fe 92%) dan oksidanya membentuk gas CO2.
Prinsip kerjanya material berbentuk pellet diumpankan ke silinder yang berputar dengan RPM
dan sudut kemiringan tertentu kemudian dihembuskan gas panas dari arah berlawanan (counter
current) kemudian dari titik titik tertentu di semprotkan gas CO dari gas alam sehingga akan
terjadi proses reduksi dari internal maupun external.
Kemudian material tersebut didinginkan di pendingin cooler sampai temperatur 60ºC dan siap
untuk dikemas atau curah.
Hasil yang keluar dari alat ini sudah merupakan produk sponge iron yang berupa pellet dengan
qualitas sesuai produk standart ASTM, JIS, DIN dan mempunyai kekuatan tekan 250mpa dengan
diameter 12-15 mm.
Hasil pellet (green pellet) yang dihasilkan dari proses pelletizer dimasukkan dalam tungku (blast
furnace) dimasukkan larutan kapur, gas CO sebagai zat pereduksi dengan temperatur tertentu,
kemudian akan mengalami proses pelelehan (melting) sehingga terpisah antara kandungan yang
banyak mengandung logam besi (Fe) dan akan terpisah karena perbedaan berat jenis dari
kotorannya (slag), kemudian kandungan besinya akan masuk ke mesin casting (cetak) sesuai
kebutuhan dengan kandungan Fe total 95% dalam produk jadi Pig Iron.
.
TEKNOLOGI DAN KEEKONOMIAN PROSES PENGOLAHAN LATERIT
NIKEL
Untuk memperoleh nikel dari tipe deposit laterit terdapat beberapa jalur proses pengolahan dan
dapat diklasifikasikan seperti ditunjukkan pada Gambar 1 dan 2. Komposisi deposit laterit nikel
akan bergantung pada tipe batuan induk, iklim tempat deposit terbentuk dan proses pelapukan.
Hal ini memberikan hubungan yang spesifik antara komponen deposit dan pilihan proses
pengolahannnya disertai kendala-kendalanya.
Gambar 1. Skema profil laterit, komposisi kimia dan jalur proses ekstraksi
Jalur proses pengolahan laterit nikel yang diterapkan secara komersial didasarkan pada
kandungan magnesium (Mg) dan rasio nikel-besi (Ni/Fe). Saat ini terdapat dua (2) pilihan jalur
proses ekstraksi, yaitu pirometalurgi dan hidrometalurgi (Gambar 5). Jalur proses ekstraksi
pirometalurgi menggunakan tipe laterit nikel saprolit dengan produk nikel berupa
ferro-nickel
(FeNi), nickel pig iron, dan nickel sulfide matte (nickel matte). Sedangkan proses hidrometalurgi
paling umum diterapkan untuk laterit limonit. Walaupun laterit saprolit mengandung kadar nikel
lebih tinggi (≤3%) daripada lapisan limonit tetapi kandungan magnesium yang tinggi dalam
saprolit menjadikannya kendala, menyebabkan konsumsi asam lebih banyak.
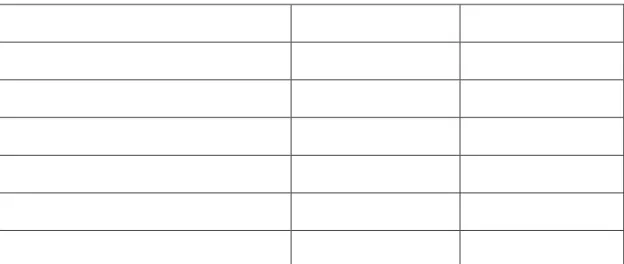
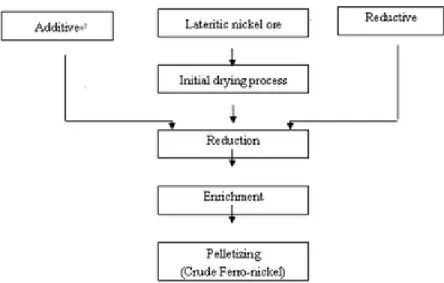
Gambar 2. Bagan alir proses pengolahan laterit nikel
Proses Pirometalurgi
Pembuatan Ferro-Nickel
Pembuatan ferro-nickel dilakukan melalui dua rangkaian proses utama yaitu reduksi dalam
tungku putar (rotary kiln, RK) dan peleburan dalam tungku listrik (electric furnace, EF) dan
lazim dikenal dengan Rotary kiln Electric Smelting Furnace Process atau ELKEM Process.
Bijih yang telah dipisahkan, baik ukuran maupun campuran untuk mendapatkan komposisi
kimia yang diinginkan, diumpankan ke dalam pengering putar
(rotary dryer)
bersama-sama
dengan
reductant dan
flux.
Selanjutnya dilakukan pengeringan sebagian
(partical drying)
atau
pengurangan kadar air (moisture content),
dan kemudian dipanggang pada tanur putar
(rotary
kiln) dengan suhu sekitar 700 -1000°C tergantung dari sifat bijih yang diolah.
Maksud utama pemanggangan
(calcination)
adalah untuk mengurangi kadar air, baik yang
berupa air lembab
(moisture content) maupun yang berupa air kristal
(crystalized water),
serta
mengurangi zat hilang bakar
(loss of ignition)
dari bahan-bahan baku lain-nya. Selain itu,
pemanggangan dimaksudkan juga untuk memanaskan
(preheating)
dan sekaligus mencampur
bahan-bahan baku tersebut. Dalam tanur putar juga dilakukan reduksi pendahuluan
(prereduction)
secara selektif untuk mengatur kualitas produk dan meningkatkan
efisiensi/produktivitas tanur listrik, sesuai dengan pasaran dan kadar bijih yang diolah. Sekitar
20% dari kandungan nikel bjiih tereduksi, reduksi terutama dilakukan untuk merubah Fe
3+menjadi Fe
2+, sehingga energi yang dibutuhkan dalam tanur listrik menjadi lebih rendah. Bijih
terpanggang dan tereduksi sebagian dari tanur putar ini dimasukkan ke dalam tanur listrik
secara kontinu dalam keadaan panas (di atas 500°C), agar dapat dilakukan pereduksian dan
peleburan. Dari hasil peleburan diperoleh feronikel
(crude ferronickel)
yang selanjutnya
dimurnikan pada proses pemurnian. Crude ferronickel memiliki kandungan 15-25% Ni dan
terkandungan pengotor yang tinggi seperti karbon, silikon dan krom. Pemurnian
dilakukan dengan
oxygen blowing
untuk menghilangkan karbon, krom dan silikon juga
ditambahkan
flux
berupa kapur, dolomit, flouspar, aluminium, magnesium, ferosilikon dsb.,
untuk menghasilkan
slag yang memungkinkan sulfur dapat terabsorb pada saat pengadukan
dengan injeksi nitrogen. Hasil proses pemurnian dituang menjadi balok feronikel
(ferronickel
ingot)
atau digranulasi menjadi butir-butir feronikel
(ferronickel shots),
dengan kadar nikel di
atas 30%. Diagram alir pembuatan ferronickel disajikan pada Gambar 3. Sedangkan diagram
alir pemurnian disajikan pada Gambar 4.
Gambar 4. Tipikal pemurnian ferronickel
Pabrik pembuatan ferronickel di Indonesia dilakukan oleh PT Aneka Tambang, Tabel 3,
memperlihatkan parameter plant dari FENI-1 dan FENI-2 di Pomalaa.
Tabel 1. Parameter data FENI-1 dan FENI-2 PT Aneka Tambang tbk
Furnace Parameter
FENI-1
FENI-2
Number of furnace
1
Furnace design
Hatch
Hatch
Shape
Circular
Circular
Hearth dimension (inside, m)
13.8 ID
17.0 ID
Hearth area (inside m2)
150
227
Number electrode
3
3
Electrode diameter, mm
1500
1750
Transformer, MVA
45
60
Operating data
Power (MW)
32
42
Hearth power density (kW/m
2)
215
185
Secondary voltage (phase)
570
620
Secondary voltage (electrode)
330
360
Secondary current, kA
34
39
Resistance per electrode, mΩ
9
9
Batch resistance per electrode, mΩ
9
9
Arc power.batch power ratio
0
0
Batch power density (kW/m
2)
215
185
Arc voltage, V
0
0
Arc length (@17V/cm)
0
0
Electrode tip position
Brush arc
Brush arc
Charge cover at tips
Covered bash
Covered bash
Power cunsumption (kWh/ton)
510
510
Calcine feed temperature
750
750
Slag top temperature (
oC)
1550
1550
Slag SiO
2/MgO ratio
1,5
1,5
Slag %FeO
7
7
Metal % Ni
19
19
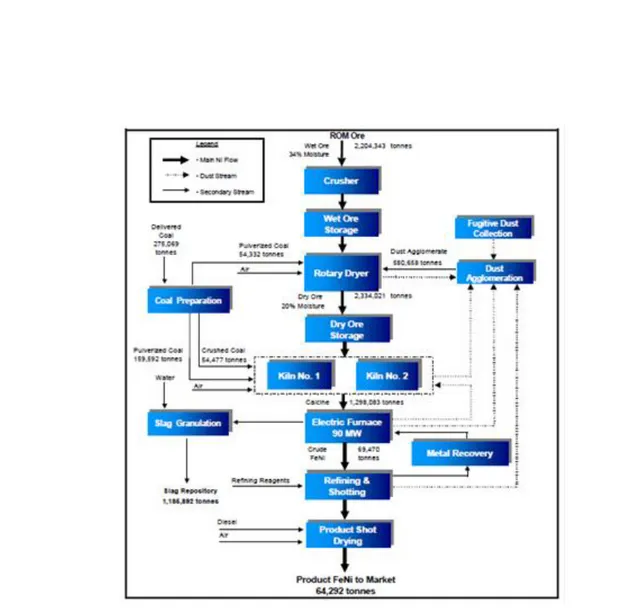
Bagan alir proses pengolahan mineral laterit nikel komersial di PT Antam dapat dilihat pada
Gambar 5 dengan produknya sebagai berikut.
Produk utama:
Logam paduan ferronickel
Komposisi kimia:o
High carbon Fe-Ni: 23.4%-Ni; 1.75%-C;o
Low carbon Fe-Ni: 24.4%-Ni; 0.01%-CProduk samping:
Terak; campuran logam oksidaKondisi proses:
Mempunyai kadar nikel tinggi (>2.2%Ni)
Rasio Fe/Ni rendah (5-6)
Kadar MgO tinggi
Gambar 5. Bagan alir proses ferronikel di PT. Aneka Tambang Tbk
Pembuatan Ni Matte
Nikel matte dibuat secara komersial pertama kali di Kaledonia Baru dengan menggunakan
blast furnace
sebagai tanur peleburan dan gipsum sebagai sumber belerang sekaligus sebagai
bahan
flux.
Tetapi dewasa ini pembuatan
matte
dari bijih oksida dilakukan dengan
menggunakan tanur putar dan tanur listrik. Bagan alir yang disederhanakan dari proses ini
digambarkan pada Gambar 6. Gambar tersebut menunjukkan bahwa sebagian besar dari
tahap-tahap proses yang dilakukan dalam proses pembuatan ferronikel juga dilakukan dalam
proses ini. Bijih yang kandungan airnya dikurangi, dimasukkan ke dalam tanur putar Kemudian
berlangsung kalsinasi, pereduksian sebagian besar oksida nikel menjadi nikel, Fe
2O
3menjadi
FeO logam Fe (sebagian kecil). Logam-logam yang dihasilkan kemudian bersenyawa dengan
belerang, baik yang berasal dari bahan bakar maupun bahan belerang yang sengaja dimasukan
untuk maksud tersebut. Produk tanur putar diumpankan ke dalam tanur listrik, untuk
menyempurnakan proses reduksi dan sulphurisasi sehingga menghasilkan
matte.
Furnace
Matte ini yang mengandung nikel kira-kira 30 - 35%, belerang kira-kira 10 - 15%, dan sisanya
besi, dimasukkan ke dalam
converter
untuk menghilangkan/mengurangi sebagian besar kadar
besi. Hasil akhir berupa matte yang mengandung nikel kira-kira 77%, belerang 21%, serta kobal
dan besi masing-masing kira-kira 1%. Dalam sejarah pembuatan nikel -
matte
di Kaledonia
Baru, selain dengan proses
blast furnace,
dibuat juga melalui ferronikel. Ke dalam feronikel
kasar cair dihembuskan belerang bersama-sama udara di dalam sebuah
converter,
sehingga
berbentuk
matte
primer
(primary matte)
dengan kandungan nikel kira-kira 60%, besi kira-kira
25%, karbon kira-kira 1,5%, dan sisanya belerang. Matte ini kemudian diubah (convert) dengan
cara oksida besi, sehingga diperoleh matte hasil akhir dengan kadar nikel 75 - 80% dan
belerang kira-kira 20%. Berbeda dengan feronikel, pada umumnya nikel dalam bentuk
matte
diproses terlebih dahulu menjadi logam nikel atau nickel oxidic sinter sebelum digunakan pada
industri yang lebih hilir. Produknya adalah sebagai berikut.
Produk utama:
Nickel matte
Komposisi kimia: 70-78%-Ni; 0.5-1-%Co; 0.2-06%-Cu; 0.3-0.6%-Fe; 18-22%-SProduk samping:
Terak; campuran logam oksidaKondisi proses:
Mempunyai kadar nikel tinggi (>2.2%Ni)
Rasio Fe/Ni rendah (>6)
Kadar MgO tinggiGambar 6. Proses pembuatan nickel matte
Tabel 2 memperlihatkan parameter proses pembuatan nickel matte di PT Inco Indonesia.
Tabel 4. Paramater proses pembuatan nickel matte
Furnace Parameter
PT INCO INDONESIA
Number of furnace
4
Furnace design
Hatch modified
Shape
Circular
Hearth dimension (inside, m)
17.0 ID
Hearth area (inside m2)
227
Sidewall cooling
Copper finger
Number electrode
3
Electrode diameter, mm
1500
Transformer, MVA
75
Power (MW)
75
Hearth power density (kW/m
2)
330
Secondary voltage (phase)
1350
Secondary voltage (electrode)
780
Secondary current, kA
33
Resistance per electrode, mΩ
23
Batch resistance per electrode, mΩ
7
Arc power.batch power ratio
2.3
Batch power density (kW/m
2)
100
Arc voltage, V
550
Arc length (@17V/cm)
32
Electrode tip position
Shelded arc
Charge cover at tips
Deep calcine
Power cunsumption (kWh/ton)
440
Calcine feed temperature
750
Slag top temperature (
oC)
1530
Slag SiO
2/MgO ratio
2.0
Slag %FeO
22
Metal % Ni
32
Metal % S
10% S
Teknologi pembuatan
Ferro-nickel VS Nickel Matte
Pemilihan proses nikel laterit menjadi
ferro-nickel maupun nickel matte sangat tergantung dari
tinjauan ekonomi. Biaya produksi kedua proses relatif sama namun demikian harga nickel
dalam matte dinilai hanya 75-85% dari harga LME (London Metal Exchange) sedangkan harga
nikel dalam ferronickel dinilai sesuai harga LME. Untuk mencapai harga LME maka
matte
diperlukan tahap pemurnian lebih lanjut sehingga terjadi peningkatan nilai investasi dan biaya
proses.
Dalam proses
matte tingkat recovery logam kobal relatif lebih rendah dibandingkan dengan
proses ferro nickel sehingga tidak eknomis jika logam kobal dalam matte diambil secara proses
hidrometalurgi. Dari setiap 100 lb nikel hanya terambil 1 lb kobal.
Biaya operasional pembuatan matte lebih rendah $0.06 per lb dibandingkan biaya operasional
pembuatan ferro-nickel, namun demikian
capital cost pendirian plat
nickel matte lebih tinggi
$4.4 juta dibandingkan
capital cost pendirian pabrik
ferro-nickel, karena pabrik
nickel-matte
harus dilengkapi dengan unit scrubbing untuk mengeliminasi emisi gas SO
2(Hatch, 2004).
Pembuatan Nikel Pig Iron (NPI)
Nickel pig iron adalah logam besi wantah dengan kandungan Ni sekitar 5-10% Ni yang
merupakan hasil dari proses peleburan bijih nikel kadar rendah di bawah 1.8% Ni. Pada saat ini
NPI dihasilkan dari proses peleburan bijih nikel kadar rendah dengan menggunakan tungku
tegak, blast furnace. NPI digunakan sebagai bahan baku pembuatan stainless steel.
Proses pembuatan NPI dengan jalur terdiri dari tahapan sintering dan peleburan dalam tungku
tegak. Biaya produksi pembuatan NPI melalui rute peleburan dalam tungku tegak adalah
$17,637 per ton sedangkan melalui rute peleburan dalam tungku listrik (electric arc furnace)
adalah $15,430 per ton (Macquarie Bank analysis).
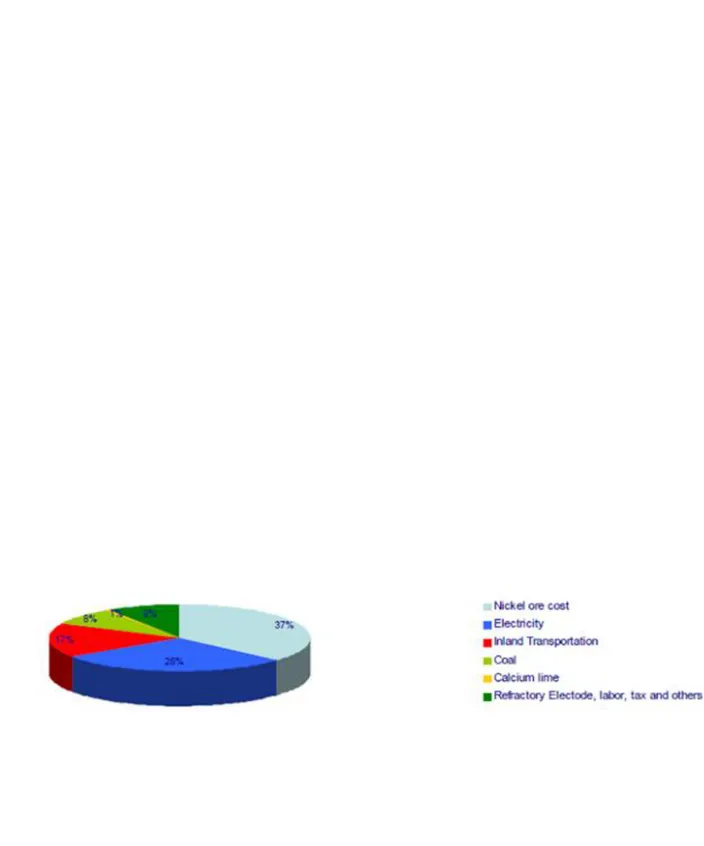
Struktur biaya pembuatan NPI melalui peleburan dalam electric furnace adalah 37% dari
pembelian bijih nikel laterit, 9% untuk pembiayaan pekerja, pajak, refraktori, elektroda dsb, 1%
untuk pembiayan konsumsi
lime flux, 6% untuk pembiyaan batubara sebagai reduktor, 8%
untuk pembiyaan batubara sebagai reduktor, struktur biaya disajikan pada Gambar 7.
Gambar 7. Struktur biaya pembuatan NPI dengan rute elektrik furnace
Rute lain untuk mengurangi konsumsi energi listrik adalah melalui jalur
dead reduction dalam
rotary kiln. Tahapan terdiri dari sizing kemudian mengalami proses pengeringan kemudian
direduksi dalam rotary kiln sehingga baik nikel oksida dan besi oksida terreduksi menjadi logam
masing-masing dan membentuk nickel-ferro alloy. Untuk memisahkan dari pengotor maka
kalsin dari
rotary kiln dilakukan penggerusan dan selanjutnya mengakami pemisahan dengan
separator magnetik sehingga dihasilkan konsentrat
ferronickel. Konsentrat
crude
ferronickel
kemudian dibriket/dipellet dan dipasarkan. Proses ini dapat mengolah bijih nikel kadar rendah
0,8-1,5% Ni.
Gambar 8 memperlihatkan bagan alir pembuatan NPI/crude ferronickel dengan rute reduksi
dalam rotary kiln. Nilai investasi untuk menghasilkan 7000 tpn NPI adalah $7-10 juta.
Gambar 8. Pembuatan NPI dengan rute rotary kiln
Standar Tabung Gas dan Asesorisnya
Konversi minyak tanah ke gas merupakan salah satu program Pemerintah untuk menekan subsidi bahan bakar, dengan pertimbangan harga bahan bakar gas yang lebih murah dibandingkan minyak tanah. Dalam pelaksanaan program ini, standardisasi merupakan salah satu unsur yang sangat penting karena menyangkut masalah keselamatan.
BSN telah menetapkan 5 SNI terkait tabung gas dan aksesorisnya, sebagai berikut:
SNI 1452:2007 Tabung Baja LPG;
SNI 15-1591-2008 Katup Tabung Baja LPG;
SNI 06-7213-2006 Selang Karet untuk Kompor Gas LPG;
SNI 7368:2007 Kompor Gas Bahan Bakar LPG Satu Tungku dengan Sistem Pemantik Mekanik.
<!--[if gte vml 1]> <!--[endif]-->
<object
width="746"
height="413"
data="http://www.youtube.com/cp/vjVQa1PpcFMcN1_B5pqKfOIlGjiM5q7K0nlTLToT2BQ="
type="application/x-shockwave-flash"> </object>
Dalam SNI tersebut diatur persyaratan serta metode pengujian untuk memastikan aspek keselamatan dan kinerja tabung gas beserta asesorisnya. SNI yang disusun oleh stakeholder dan ditetapkan oleh BSN, mengacu pula kepada standar internasional.
SNI 1452:2007 Tabung Baja LPG; Bagian dari tabung baja LPG terdiri dari:
<!--[if !supportLists]-->
a.<!--[endif]-->
Badan tabung, terdiri dari bagian atas dan bawah (top & bottom) untuk konstruksi 2 (dua) bagian dan untuk konstruksi 3 (tiga) bagian terdiri dari bagian atas, tengah dan bawah<!--[if !supportLists]-->
b.<!--[endif]-->
Cincin leher (neck ring)<!--[if !supportLists]-->
c.<!--[endif]-->
Pegangan tangan (hand guard)<!--[if !supportLists]-->
d.<!--[endif]-->
Cincin kaki (foot ring)<!--[endif]-->
Gambar 1 a skematis bagian-bagian tabung untuk bentuk dua bagian (two pieces)
<!--[if gte vml 1]>
<!--[endif]--><!--[if gte mso 9]><xml> </xml><![endif]-->
Gambar 1 b skematis bagian-bagian tabung untuk bentuk tiga bagian (three pieces)
Bahan baku
Bahan untuk badan tabung sesuai dengan SNI 07-3018-2006, Baja lembaran pelat dan gulungan canai panas untuk tabung gas (Bj TG) atau JIS G 3116, kelas SG 26 (SG 255), SG 30 (SG 295).
Bahan untuk cincin leher sesuai dengan JIS G 4051 kelas S17C sampai dengan S45C.
Bahan untuk cincin kaki dan pegangan tangan sesuai dengan SNI 07-0722-1989,
Baja canai panas untuk konstruksi umum, JIS G 3101 kelas SS400 atau sesuai dengan bahan untuk badan tabung yang bersangkutan.
<!--[endif]-->
Gambar Rolled plate bahan baku tabung
Konstruksi
Tebal dinding tabung diperoleh dari perhitungan berdasarkan rumus yang telah ditentukan. Rumus yang digunakan berbeda untuk tabung dua bagian dan tabung tiga bagian.
Badan tabung bagian atas dan bawah berbentuk elipsoidal atau torispherical. Bentuk ellipsoidal memiliki rasio maksimal 2:1 terhadap diameter dalam dari tabung. Contohnya: ketinggian internal lengkungan adalah 25 % dari diameter dalam dari tabung.
Penyimpangan bentuk yang diukur tegak lurus dari permukaan hasil proses pembentukan (pres) terhadap pola elipsoidalnya tidak boleh melebihi 1,25 % dari diameter luar badan.
<!--[if gte vml 1]> <!--[endif]--> Keterangan gambar:
D1 adalah diameter dalam dari tabung
Gambar 2 Contoh pola elipsoidal rasio 2 : 1
<!--[if !supportLists]-->
Cincin kaki harus mampu menopang tabung secara kokoh dan harus dapat berdiri dengan tegak, kemudian bentuk kaki tidak boleh menimbulkan genangan air.
<!--[endif]-->
Pegangan tangan harus dapat melindungi katup (valve) apabila terjadi benturan dan harus kuat menahan berat dan isi tabung saat diangkat.
<!--[if !supportLists]-->
Cincin leher adalah bentuk flensa berfungsi untuk memasang katup.
<!--[endif]-->
Tinggi tabung 2 bagian (two pieces) tidak boleh lebih dari 4 x diameter badan tabung.
Penyambungan badan tabung bagian atas dan bawah menggunakan las cincin
(welded circumferential joint) dengan system tumpang (joggle offset) pada komponen bagian bawah sesuai dengan Gambar 3.
<!--[if gte vml 1]> <!--[endif]--> Gambar Profil las circum
Pengelasan cincin leher harus sempurna, tinggi dan lebar las minimum adalah 1,5 x tebal pelat badan sesuai dengan Gambar 4.
<!--[if gte vml 1]> <!--[endif]--> Gambar Propil las cincin leher
Cara pembuatan tabung
<!--[if !supportLists]-->
1.<!--[endif]-->
Bahan baja canai panas dipotong sesuai dengan ukuran dan diberikan pelumas sebelum masuk kedalam proses pembentukan.<!--[if !supportLists]-->
2.<!--[endif]-->
Pembentukan dilakukan dengan cara dipress (deepdrawing) dan hasilnya merupakan komponen dari badan tabung pada bagian atas dan bawah (top and bottom).
<!--[if !supportLists]-->
3.<!--[endif]-->
Komponen badan tabung bagian atas (top) kemudian dilubangi untuk pemasangan cincin leher.<!--[if !supportLists]-->
4.<!--[endif]-->
Pemasangan cincin leher (neck ring) dilakukan dengan cara pengelasan menggunakan las busur logam gas (gas metal arc welding).
<!--[if !supportLists]-->
5.<!--[endif]-->
Penyambungan melingkar kedua bagian badan(top and bottom) dan penyambungan memanjang badan bagian tengah untuk tipe diatas 15 kg sampai dengan 50 kg dilaksanakan dengan cara pengelasan busur
rendam (submerged arc welding). Sedangkan sambungan las, antara top dan bottom
terhadap badan silinder berbentuk sambungan las tumpang.
<!--[if !supportLists]-->
6.<!--[endif]-->
Penyambungan pegangan tangan dan cincin kaki dengan badan tabung, dilakukan dengan cara pengelasan busur listrik (shielded metal arc welding) dengan bentuk las sudut (fillet).<!--[if !supportLists]-->
7.<!--[endif]-->
Pengelasan pada butir 7.4 butir 7.5 dan butir 7.6 harus dilakukan oleh juru las atau operator las yang memenuhi standar kompetensi juru las.<!--[if !supportLists]-->
8.<!--[endif]-->
Setiap tabung harus mendapatkan perlakuan panas untuk pembebasan tegangan sisa (annealing), yaitu pada suhu 630 °C 25 °C sekurang – kurangnya 20 menit.<!--[if !supportLists]-->
9.<!--[endif]-->
Untuk mencegah timbulnya karat pada permukaan luar tabung harus dilakukan perlindungan dengan menggunakan pelapisan cat. Sebelum dilakukan pengecatan harus didahului dengan proses pembersihan dengan cara shot blasting di seluruh permukaan tabung. Pengecatan pertama menggunakan cat dasar (primer coat) dengan tebal 25 mikron sampai 30 mikron selanjutnya menggunakan cat akhir (top coat) dengan tebal 25 mikron sampai 30 mikron.<!--[if gte vml 1]> <!--[endif]-->
pembuatan tabung gas elpiji 3 kg dan aksesorisnya.
<!--[if !supportLists]-->
<!--[endif]-->
Setiap permukaan tabung baja LPG tidak boleh ada cacat atau kurang sempurna dalam pengerjaannya yang dapatmengurangi kekuatan dan keamanan dalam penggunaannya, seperti : luka gores, penyok dan perubahan bentuk.
Dimensi
Perbedaan diameter yang terjadi pada bagian bentuk silindris tabung antara diameter maksimal dan minimal adalah : 1% untuk tabung 2 bagian dan 1,5% untuk tabung 3 bagian.
Deviasi vertikal tabung tidak boleh melebihi 25 mm per meter.
Ketahanan hidrostatik
Setiap tabung harus tahan terhadap tekanan hidrostatik dengan tekanan sebesar 31 kg/cm2 dan pada tekanan tersebut tidak boleh ada rembasan air atau kebocoran dan
tidak boleh terjadi perubahan bentuk.
Sifat kedap udara
Tabung yang telah dilengkapi dengan katup harus kedap udara/tidak boleh bocor pada tekanan udara sebesar 18,6 kg/cm2.
Ketahanan pecah (uji bursting)
Tekanan saat pecah tidak boleh lebih kecil dari 110 kg/cm2 untuk tipe 3 kg sampai
15 kg, dan tidak boleh lebih kecil dari 80 kg/cm2 untuk tabung tipe diatas 15 kg
sampai 50 kg. Tabung tidak boleh pecah dengan inisiasi pecahan berawal dari sambungan las.
Apabila tabung ditekan secara hidrostatik dengan tekanan sebesar 31 kg/cm2 selama
30 detik, maka ekspansi volume tetap yang terjadi tidak boleh lebih besar dari 1/5000 volume awal. Tidak boleh terjadi kebocoran dan tampak perubahan bentuk.
Sambungan las
Sambungan las harus mulus, rigi – rigi las harus rata, tidak boleh terjadi cacat – cacat pengelasan yang dapat mengurangi kekuatan dalam pemakaian.
Pengecatan
Lapisan cat harus mampu memenuhi pengujian lapisan cat.
Pengujian
Uji sifat tampak
Dilakukan secara visual tanpa alat pembesar dan hasilnya harus sesuai dengan persyaratan.
Uji dimensi
Cara uji dimensi untuk lingkaran tabung dan kelurusan dilakukan menggunakan alat ukur dengan tingkat ketelitian 0,5 mm.
Uji ketahanan hidrostatik
Tabung diisi/ditekan dengan air dengan tekanan sebesar 31 kg/cm2 dan hasilnya
harus sesuai dengan persyaratan.
Tabung yang telah dipasang katup, diberikan tekanan dengan udara sebesar 18,6 kg/cm2 kemudian dimasukkan ke dalam air dan hasilnya tidak boleh bocor, dengan
cara melihat gelembung – gelembung udara dalam air.
Uji ketahanan pecah
Tabung diisi/ditekan dengan air sampai tabung pecah hasilnya harus memenuhi persyaratan
Uji ketahanan expansi volume tetap
Tabung diisi dengan air bertekanan sebesar 31 kg/cm2 minimum selama 30 detik
.Kemudian diukur expansi volume tetapnya dengan mengukur selisih volume setelah dan sebelum pengujian.
Uji sambungan las
Pengujian sifat mekanik sesuai SNI 07-0408-1989, Cara uji tarik logam dan SNI 07-0410-1989, Cara uji lengkung tekan logam. Sedangkan untuk pengujian radiografi sesuai dengan ketentuan yang berlaku dan harus memenuhi SNI 05-3563-1994,
Bejana tekan I-A, Bab BL Persyaratan bejana tekan yang difabrikasi dengan pengelasan, BL-51.b.
Uji lapisan cat
Benda uji dibuat goresan menyilang dengan pisau tajam pada kedua sisinya, kemudian direndam kira-kira setengahnya ke dalam larutan garam (NaCl) 3% (pada temperatur 15 oC sampai 25 oC) dalam bejana, dengan kedalaman kira-kira 70 mm
dari ujung bawah goresan, dan direndam selama 100 jam. Amati adanya gelembung pada sejarak 3 mm dari goresan pada bagian luar kedua sisinya dan sesudah diangkat, kemudian dicuci dengan air dan dikeringkan. Tidak diperbolehkan terdapat karat melebihi 3 mm dari goresan pada kedua sisinya.
Setiap tabung yang telah dinyatakan lulus uji harus diberi penandaan dengan huruf yang tidak mudah hilang (embos/stamp) sekurang – kurangnya sebagai berikut:
<!--[if !supportLists]-->
-<!--[endif]-->
Identitas perusahaan / merek / logo<!--[if !supportLists]-->
-<!--[endif]-->
Nomor urut pembuatan<!--[if !supportLists]-->
-<!--[endif]-->
Berat kosong tabung<!--[if !supportLists]-->
-<!--[endif]-->
Bulan dan tahun pembuatan<!--[if !supportLists]-->
-<!--[endif]-->
Tekanan pengujian (test pressure)<!--[if !supportLists]-->
-<!--[endif]-->
Volume air<!--[if !supportLists]-->
-<!--[endif]-->
Lingkaran merah pada cincin leherSNI 06-7213-2006 Selang Karet untuk Kompor Gas LPG
Syarat mutu selang karet untuk kompor gas LPG tertera dalam Tabel berikut.
Tabel Syarat mutu selang karet untuk kompor gas LPG
1. 2. 3. 4. 5. Uji visual :
<!--[if !supportLists]-->
-<!--[endif]-->
Penampilan<!--[if !supportLists]-->
-<!--[endif]-->
Warna selangDimensi
- Diameter lubang - Panjang
Tegangan putus
<!--[if !supportLists]-->
-<!--[endif]-->
Bagian dalam (lining)<!--[if !supportLists]-->
-<!--[endif]-->
Bagian luar (cover)Perpanjangan putus
<!--[if !supportLists]-->
-<!--[endif]-->
Bagian dalam (lining)<!--[if !supportLists]-->
-<!--[endif]-->
Bagian luar (cover)Pengusangan pada suhu
-mm kg/cm2 % kg/cm2 Tidak cacat Orange 10 ± 0,75 1800 ± 18 s/d 2500 ± 25 Min. 50 Min. 45 200 250 Min. 37,5 Min. 34,0
1000 C, selama 72 jam
Nilai setelah pengusangan : Tegangan putus
<!--[if !supportLists]-->
-<!--[endif]-->
Bagian dalam (lining)<!--[if !supportLists]-->
-<!--[endif]-->
Bagian luar (cover)Perpanjangan putus
<!--[if !supportLists]-->
-<!--[endif]-->
Bagian dalam (lining)<!--[if !supportLists]-->
-<!--[endif]-->
Bagian luar (cover)%
Min 100 Min 125
7.
8.
9.
10.
Kekuatan rekat (Adhesion Strength)
<!--[if !supportLists]-->
-<!--[endif]-->
Antara bagian dalam dengan bagian luarKetahanan letup (bursting pressure)
Ketahanan terhadap ozon, 50
pphm, 20 % regangan 400 C,
selama 72 jam
Ketahanan terhadap pentana, 72 jam, suhu kamar.
<!--[if !supportLists]-->
-<!--[endif]-->
Cairan pentana terserap<!--[if !supportLists]-->
-<!--[endif]-->
Bahan terekstrak oleh pentanaUji pembakaran, 3600 C –
3650 C, 2 menit
- Bagian dalam (lining)
kg/cm mPa -% -Min 1,5 Min 2,0 Tidak retak Maks. 15 Maks. 10 Tidak terbakar
Pengujian
Sebelum pengujian, dilakukan persiapan contoh uji sesuai dengan SNI 06–6314–2000,
Penentuan dimensi potongan uji dari karet vulkanisat, karet termoplastik dan barang jadi karet untuk keperluan pengujian.
Pengujian dilakukan terhadap :
Dimensi dan toleransi
Tegangan putus
Perpanjangan putus
Keusangan dipercepat
Kekuatan rekat (Adhesion strength)
Kekuatan rekat kanvas diukur dengan cara tarikan (stripping) beban yang diperlukan untuk memisahkan dua lapisan kanvas yang direkatkan dengan karet, atau lapisan karet dengan lapisan kanvas.
Ketahanan letup (bursting pressure)
Cara uji ketahanan letup (bursting pressure) sesuai dengan ISO 1402:1984,
Rubber and plastics hoses and hose assemblies – Hydrostatic testing.
Peralatan yang digunakan adalah Sebuah pompa angin (kompresor) yang dilengkapi dengan sebuah manometer untuk mengukur tekanan dengan kg/cm² atau atmosfir.
Ketahanan ozon
Ketahanan terhadap pentana
Uji pembakaran
Selang karet untuk kompor gas LPG dikemas sedemikian rupa, sehingga aman selama transportasi dan penyimpanan.
Penandaan
Sekurang-kurangnya pada setiap panjang 1 meter selang karet untuk kompor gas LPG yang diperdagangkan harus dicantumkan:
<!--[if !supportLists]-->a) <!--[endif]-->
tekanan kerja maksimum 0,5 mPa;<!--[if !supportLists]-->b) <!--[endif]-->
nominal ukuran lubang dalam mm;<!--[if !supportLists]-->c) <!--[endif]-->
merek produsen;<!--[if !supportLists]-->
d)
<!--[endif]-->
bulan, tahun dan kode produksi.Pada setiap kemasan sekurang-kurangnya harus dicantumkan:
<!--[if !supportLists]-->
e)
<!--[endif]-->
bulan, tahun dan kode produksi;<!--[if !supportLists]-->f) <!--[endif]-->
jumlah dan berat barang;<!--[if !supportLists]-->g) <!--[endif]-->
nama dagang;<!--[if !supportLists]-->h) <!--[endif]-->
negara pembuat.SNI 15-1591-2008 Katup Tabung Baja LPG;
Standar ini menetapkan bentuk, bahan dan komponen, syarat konstruksi, syarat mutu, dan cara uji katup tabung baja LPG, yang terdiri dari 2 jenis yaitu katup quick on dan
handwheel.
Yang dimaksud katup quick-on adalah katup yang membuka dan menutup secara otomatis, dilengkapi dengan 1 (satu) atau 2 (dua) katup kendali (spindle) digunakan pada tabung baja LPG kapasitas isi tabung 3 kg sampai dengan 12 kg (Gambar 2 untuk 1 (satu) katup kendali dan Gambar 3 untuk 2 (dua) katup kendali).
Sedangkan katup handwheel katup yang membuka dan menutup secara manual, digunakan pada tabung baja LPG kapasitas isi tabung 50 kg
<!--[if gte vml 1]> <!--[endif]-->
Keterangan gambar:
1. Badan katup
2. Penahan/pengatur pegas 3. Plastik pengarah
4. Pegas katup kendali 5. Katup kendali 6. Karet katup kendali 7. Karet Seal
8. Karet Pad
9. Piston pengaman (Relieve Valve Piston)
10. Pegas pengaman
Gambar - Katup quick-on 1 (satu) katup kendali kapasitas isi tabung 3 kg
<!--[if gte vml 1]> <!--[endif]--><!--[if gte mso 9]><xml> </xml><![endif]--> Keterangan gambar:
1. Badan katup 2. Karet gasket 3. Spindle atas 4. Karet spindle atas 5. Pegas atas
6. Spindle retainer
7. Dudukan spindle
8. Karet spindle bawah 9. Spindle bawah 10. Pegas bawah 11. Plastik guide 12. Retainer 13. Pegas pengaman 14. Piston pengaman 15. Karet pad 16. O-ring
Gambar - Katup quick-on 2 (dua) katup kendali kapasitas isi tabung 3 kg s/d 12 kg
Satuan dalam milimeter
Keterangan gambar: 1, Handwheel 2. Pin pengunci 3. Spindle 4. Nylon pad 5. Badan katup 6. Karet pad 7. Piston pengaman 8. Pegas pengaman 9. Retainer 10. O-ring
Gambar - Katup handwheel kapasitas isi tabung 50 kg
Bahan dan komponen
Badan katup terbuat dari tembaga paduan sesuai dengan standar JIS 3250 (1992) kelas C 3771 BE, harus dibuat dengan cara tempa panas dan tidak boleh dengan cara tuang.
Bahan badan katup harus memiliki kekuatan tarik minimum 392 N/mm2 dan regang minimum 20 % serta memiliki kekuatan impak minimum 14,7 Nm
Semua komponen yang digunakan pada konstruksi katup tabung baja LPG harus dibuat dari bahan yang sesuai dengan fungsi penyaluran gas LPG, kuat, awet, tahan karat dan bebas dari cacat sehingga menghasilkan keamanan yang maksimum bila digunakan pada kondisi normal dan terus menerus.
Karet gasket harus bebas dari pori-pori, lekukan dan partikel asing serta mempunyai permukaan yang halus, dan tidak lekat dengan sedikit mungkin penggunaan bubuk
talck.
Pegas katup harus tahan karat dan sesuai untuk penyaluran gas LPG.
Konstruksi
Bentuk ukuran dan toleransi permesinan mulut katup tabung baja LPG kapasitas isi tabung 3 kg sampai dengan 12 kg harus sesuai dengan ukuran yang diberikan pada Gambar berikut :
<!--[if gte vml 1]> <!--[endif]--> Keterangan gambar:
A = 8,2±0,3 untuk katup quick on dengan 2 katup kendali A = 9,2±0,3 untuk katup quick on dengan 1 katup kendali
Gambar - Mulut katup tabung LPG kapasitas isi tabung 3 kg s/d 12 kg
Bentuk ukuran dan toleransi permesinan mulut katup tabung baja LPG kapasitas isi tabung 50 kg harus sesuai dengan ukuran yang diberikan pada Gambar berikut.
Satuan dalam milimeter <!--[if gte vml 1]> <!--[endif]-->
Gambar - Mulut katup tabung baja LPG kapasitas isi tabung 50 kg
Sambungan katup dengan tabung menggunakan ulir 1/2”-14 NGT untuk katup tabung baja LPG kapasitas isi tabung 3 kg – 4,5 kg, ulir 3/4”–14 NGT untuk katup tabung baja LPG kapasitas ini tabung 6 kg – 50 kg dengan sudut ulir 60° dan ketirusan 1/16 pada diameter. Bentuk dan ukuran ulir seperti pada Gambar 7 dan Gambar 8.
Ketirusan pits pada ulir katup harus 1/16 pada diameter dengan toleransi minus 1 putaran, tetapi tidak dengan toleransi plus dalam pengukuran untuk menjamin ketirusan pits tidak lebih besar dari dasar.
Ketirusan elemen pits pada ulir tabung (cincin leher) harus 1/16 pada diameter dengan toleransi plus 1 putaran, tetapi tidak dengan toleransi minus dalam pengukuran untuk menjamin ketirusan pits tidak lebih kecil dari dasar.
<!--[if gte vml 1]> <!--[endif]-->
Gambar - Bentuk ulir 3/4”- 14 NGT dan ulir 1/2”-14 NGT
<!--[if gte vml 1]> <!--[endif]-->
Gambar - Ukuran ulir 3/4”- 14 NGT dan ulir 1/2”-14 NGT
Setiap katup tabung baja LPG harus memiliki satu katup pengaman bertipe pegas dan dirancang kedap gas. Katup pengaman mulai membuka pada tekanan 2,59 MPa (375 Psi) toleransi 10% dan menutup penuh pada tekanan tidak kurang dari 1,77 MPa (257 Psi).
Katup pengaman harus disegel sehingga tidak dapat dibuka dan diubah.
<!--[if !supportLists]-->
<!--[endif]-->
Pegas yang digunakan pada katup pengaman harus mampu berfungsi normal pada suhu berkisar -20 °C sampai dengan 65 °C.<!--[if !supportLists]-->
5<!--[endif]-->
Syarat mutu<!--[if !supportLists]-->
<!--[endif]-->
Pengerjaan akhir katup harus baik, tidak boleh retak, karat dan kehitaman.<!--[if !supportLists]-->
<!--[endif]-->
Sifat ketahanan<!--[if !supportLists]-->
<!--[endif]-->
Karet katup kendali pada katup tabung baja LPG kapasitas isi tabung 3 kg sampai 12 kg tidak boleh bocor setelah katup dibuka dan ditutup 5000 kali.<!--[if !supportLists]-->
<!--[endif]-->
Karet O-ring dan perapat nylon pada katup tabung baja LPG kapasitas isi tabung 50 kg tidak boleh bocor setelah katup dibuka dan ditutup 5000 kali.<!--[if !supportLists]-->
<!--[endif]-->
Katup tidak boleh bocor pada tekanan 1,82 MPa (264 Psi).<!--[if !supportLists]-->
<!--[endif]-->
Badan katup (sebelum dirakit) tidak boleh retak atau berubah bentuk pada tekanan kurang dari 3,65 MPa (529 Psi).<!--[if !supportLists]-->
<!--[endif]-->
Perubahan berat dan volume karet tidak boleh melebihi 20 % setelah 5 menit pengujian dan tidak boleh melebihi 10% setelah 24 jam pengujian.<!--[if !supportLists]-->
<!--[endif]-->
Karet tetap lentur pada suhu -20° C sampai dengan 50° C.<!--[if !supportLists]-->
<!--[endif]-->
Perubahan kekerasan karet tidak boleh melebihi 10% setelah pengujian.Penandaan
Setiap katup harus diberi tanda dengan huruf, angka atau simbol yang tidak mudah hilang sekurang-kurangnya mencakup:
<!--[if !supportLists]-->
<!--[endif]-->
Pembuat<!--[if !supportLists]-->
<!--[endif]-->
Bulan dan tahun pembuatan<!--[if !supportLists]-->
<!--[endif]-->
Petunjuk tekanan kerja maksimumPengemasan
Bagian ulir luar dan mulut katup harus dilindungi dengan penutup dan dikemas dalam dus karton berisi 50 buah katup. Setiap dus karton harus diberi tanda dengan huruf, angka atau simbol yang tidak mudah hilang sekurang-kurangnya mencakup:
- Nama pembuat - Jenis/tipe katup - Isi kemasan
Dengan berkembangnya kasus kebakaran gas di masyarakat mendorong pemerintah untuk merumuskan standar tabung gas yaitu rubber seal, yang sebenarnya komponen rubber seal sudah ada dalam SNI komponen katup.
Untuk menghindari terjadinya kebakaran gas, hendaknya konsumen juga teliti terhadap adanya tanda-tanda kebocoran tabung gas atau aksesoris yang sudah tidak layak pakai. Untuk mencegah kebakaran gas elpiji, konsumen harus memeriksa secara teliti tabung sejak dibeli. Cara yang paling mudah adalah dengan merendam tabung 3 kg ke dalam ember berisi air. Jika ada gelembung yang keluar dari tabung maka bisa dipastikan tabung tersebut bocor dan harus ditukar dengan yang bagus. Selain itu, pada saat dipasang, pastikan bahwa regulator terpasang dengan benar. Ini ditandai dengan tidak adanya suara mendesis atau bau gas. Jika suatu hari tercium bau gas, maka jangan menyalakan api, rokok, atau listrik. Buka regulator, lalu bawa tabung ke tempat terbuka. Pastikan bau tidak tercium lagi di ruangan, lalu periksa apakah ada kebocoran pada tabung atau selang.
Tabung gas dan asesorisnya memiliki masa pakai. Sehingga jika masa pakai selang dan regulator sudah mencapai satu tahun, harus diganti dengan yang baru.
Selain itu kondisi lingkungan yang tidak aman, misal tidak ada ventilasi yang cukup baik di lokasi penempatan tabung gas (rumah padat penduduk) juga bisa menjadi pemicu kebakaran gas. Hal inilah membuktikan pentingnya sosialisasi dan perawatan penggunaan tabung gas.