PEMETAAN KOROSI (CORROSION MAPPING)
PADA HIGH VACUUM UNIT (HVU) III
BERDASARKAN STANDAR API 581 DI
PT. PERTAMINA RU V BALIKPAPAN
LAPORAN TUGAS AKHIR JURUSAN TEKNIK MATERIAL DAN METALURGI FTI-ITS
Oleh:
David Iriyantono (2708 100 057)
Dosen Pembimbing : Prof.Dr.Ir.Sulistijono,DEA
INSTITUT TEKNOLOGI SEPULUH
NOPEMBER SURABAYA
LATAR BELAKANG
Feed Long Residue = Sulfur Tinggi Operasi pada Temperatur dan Tekanan TinggiData History Card : Shell Heat Exchanger dan
Tube sering terkorosi (ASTM A516 Grade 70 &
A179) Belum pernah dilakukan Corrosion Mapping (15 tahun operasi) HVU III
RUMUSAN MASALAH
Bagaimana tingkat kerawanan korosi berdasar jenis korosi yang terjadi pada peralatan High Vacuum Unit (HVU) III PERTAMINA RU V Balikpapan setelah peralatan tersebut bekerja pada kondisi
operasinya selama 15 tahun?
Bagaimana hasil / visualisasi pemetaan korosi (Corrosion
Mapping) pada peralatan High Vacuum Unit (HVU) III
PERTAMINA RU V Balikpapan?
Bagaimana hubungan antara besaran konsentrasi Sulphur yang terkandung dan laju alir Long Residue HVU III dengan
Corrosion Rate di shell and tube heat exchanger HVU III?
Bagaimana karakteristik korosi yang terjadi pada material shell dan tube heat exchanger HVU III yang dipengaruhi oleh
TUJUAN
1
• Menentukan tingkat kerawanan korosi pada peralatan High Vacuum Unit (HVU) III PERTAMINA RU V Balikpapan setelah peralatan tersebut bekerja pada kondisi operasinya selama 15 tahun.
2
• Menentukan hasil / visualisasi pemetaan korosi (Corrosion Mapping) pada peralatan
High Vacuum Unit (HVU) III PERTAMINA RU V Balikpapan melalui peta korosi.
3
• Menentukan hubungan antara antara laju alir dan konsentrasi sulfur yang terkandung pada Long Residue HVU III dengan Corrosion Rate di Main Equipment HVU III.
4
• Menentukan karakterteristik korosi yang terjadi pada material shell dan tube heat
BATASAN MASALAH
• Perancangan Corrosion Mapping terbatas pada peralatan dan perpipaan pada
Mainflow Stream di PFD High Vacuum Unit (HVU) III PERTAMINA RU V
Balikpapan saja
• Analisa dampak korosi pada peralatan HVU III terbatas pada tube dan shell saja • Mekanisme korosi yg terjadi sesuai API standard 581 terbatas pada Thinning dan
Stress Corrosion Cracking.
PEMETAAN
KOROSI
• Kehalusan permukaan benda uji dianggap homogen dan tidak mempengaruhi perilaku korosi yang terjadi.
• Parameter agitasi (pengadukan) diabaikan.
• Dimensi pemotongan material dianggap homogen.
• Pengujian dilakukan pada tekanan atmosfir dan temperatur kamar.
• Temperatur, pH larutan, tekanan dan kelembaban udara dianggap konstan selama penelitian berlangsung.
• Tidak terjadi perubahan volume larutan.
PENELITIAN
LAJU
MANFAAT
PERSEBARAN TINGKAT KERAWANAN KOROSI PENGARUH KONSENTRASI SULFUR & LAJU ALIR TERHADAP LAJU KOROSI HEATEXCHANGER
REKOMENDASI
PENJADWALAN &
METODE INSPEKSI
PERALATAN &
PERPIPAAN HVU III
PROSEDUR PENGERJAAN PEMETAAN KOROSI
SUMBER DATA
Sumber data yang diperoleh antara lain dari :
1. Data perancangan yang ditulis di Contactor’s Data Book
2. Data Piping & Instrument Diagram (P&ID)
3. Data Process Flow Diagram (PFD)
4. Data Hasil Analisis Laboratorium
5. Data Plant Test dari Laboratorium
6. Laporan Inspeksi Turn-Around tahun 2009
7. Data Kondisi Operasi HVU III
8. History Card tahun 2003-2011
9. Diskusi Teknis
10. Literatur
Penipisan setempat (Localized Thinning) Penipisan merata (General Thinning)
Thinning
Kerawanan terhadap Thinning
Screening Questions untuk Thinning Mekanisme Korosi dan
Kerusakan berdasarkan API
PENENTUAN TINGKAT KERAWANAN
TERHADAP THINNING
Laju Korosi Terhitung Berdasarkan Data Operasi, Rc
(Calculated Corrosion Rates)
Laju Korosi Yang Dibolehkan, Ra, = Corrosion Allowance / 20
(Allowable Corrosion Rate)
Tingkat Kerawanan (Ra / Rc )
Laju korosi terhitung, Rc (mm/y)
Allowable Corrosion Rate, Ra = CA/20 (mm/y) Ra / Rc < 1 Bahaya Ra / Rc = 1–2 Waspada Ra / Rc > 2 Aman Contoh : Rc = 2 mm/y
Corrosion Allowance (CA) = 3 mm Ra / Rc = (1,5/2) < 1
Bahaya
Ra = CA/20 = 3/20= 1,5 mm/y Contoh :
Rc = 1 mm/y
Corrosion Allowance (CA) = 3 mm Ra / Rc = (1,5/1) = 1,5
Waspada
Ra = CA/20 = 3/20= 1,5 mm/y Contoh :
Rc = 0,5 mm/y
Corrosion Allowance (CA) = 3 mm Ra / Rc = (1,5/0,5) = 3
Aman
Stress Corrosion Cracking (SCC)
Tingkat kerawanan Stress Corrosion Cracking (SCC) Screening Question untuk SCC
PENENTUAN TINGKAT KERAWANAN TERHADAP
STRESS CORROSION CRACKING
Environmental Severity
Kerawanan terhadap HIC/SOHIC
Kerawanan terhadap SSC
PROSEDUR PENELITIAN LAJU KOROSI
ALA
T
• Jangka Sorong dan Penggaris • Bor • Kertas Stiker • Timbangan Digital • Gelas Ukur • Labu Ukur • Pinset • Benang • Stirer Bars • Kuas cat• Alat uji Potensiostat • Magnetic Stirer
B
AHAN
• Material Standar
ASTM A516 Grade
70 & A179
• Larutan Sulphur
0.09%, 0.14%,
0.17%, 0.22% dan
0.26%
• Aquades
• Alkohol 70%
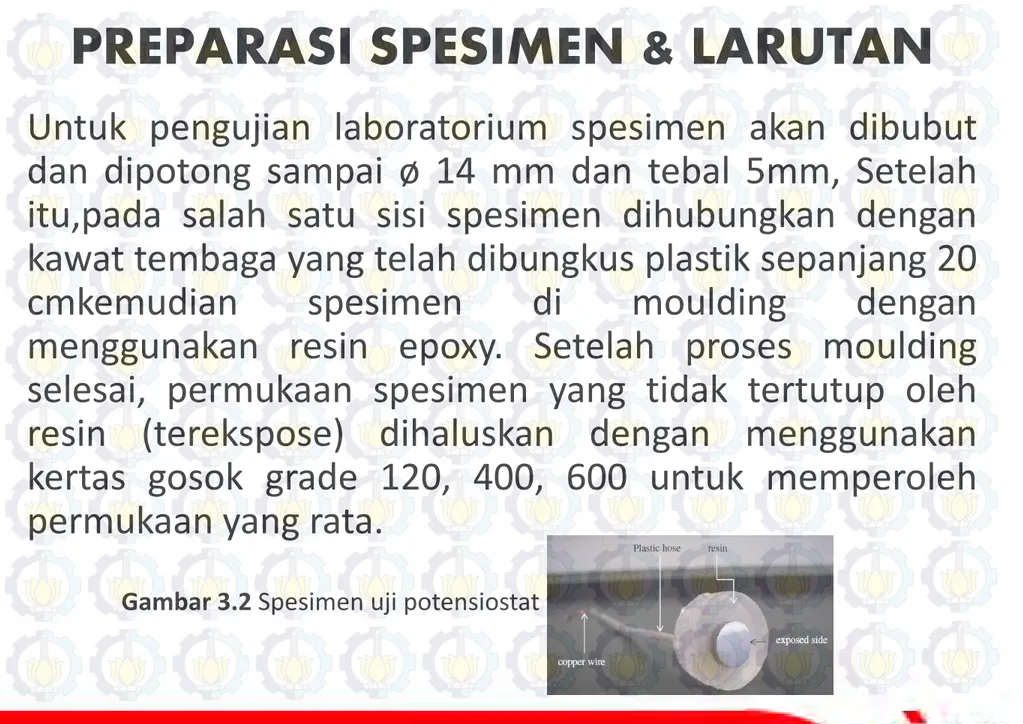
PREPARASI SPESIMEN & LARUTAN
Untuk pengujian laboratorium spesimen akan dibubut
dan dipotong sampai ø 14 mm dan tebal 5mm, Setelah
itu,pada salah satu sisi spesimen dihubungkan dengan
kawat tembaga yang telah dibungkus plastik sepanjang 20
cmkemudian
spesimen
di
moulding
dengan
menggunakan resin epoxy. Setelah proses moulding
selesai, permukaan spesimen yang tidak tertutup oleh
resin (terekspose) dihaluskan dengan menggunakan
kertas gosok grade 120, 400, 600 untuk memperoleh
permukaan yang rata.
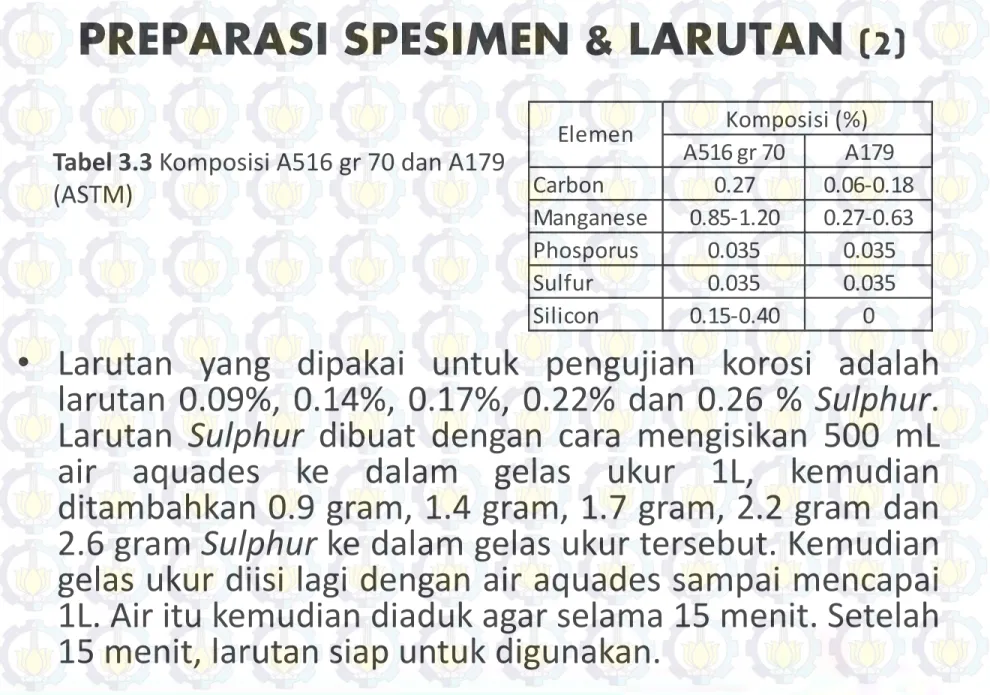
PREPARASI SPESIMEN & LARUTAN (2)
• Larutan yang dipakai untuk pengujian korosi adalah
larutan 0.09%, 0.14%, 0.17%, 0.22% dan 0.26 % Sulphur.
Larutan Sulphur dibuat dengan cara mengisikan 500 mL
air aquades ke dalam gelas ukur 1L, kemudian
ditambahkan 0.9 gram, 1.4 gram, 1.7 gram, 2.2 gram dan
2.6 gram Sulphur ke dalam gelas ukur tersebut. Kemudian
gelas ukur diisi lagi dengan air aquades sampai mencapai
1L. Air itu kemudian diaduk agar selama 15 menit. Setelah
15 menit, larutan siap untuk digunakan.
A516 gr 70 A179 Carbon 0.27 0.06-0.18 Manganese 0.85-1.20 0.27-0.63 Phosporus 0.035 0.035 Sulfur 0.035 0.035 Silicon 0.15-0.40 0 Komposisi (%) Elemen
Tabel 3.3 Komposisi A516 gr 70 dan A179
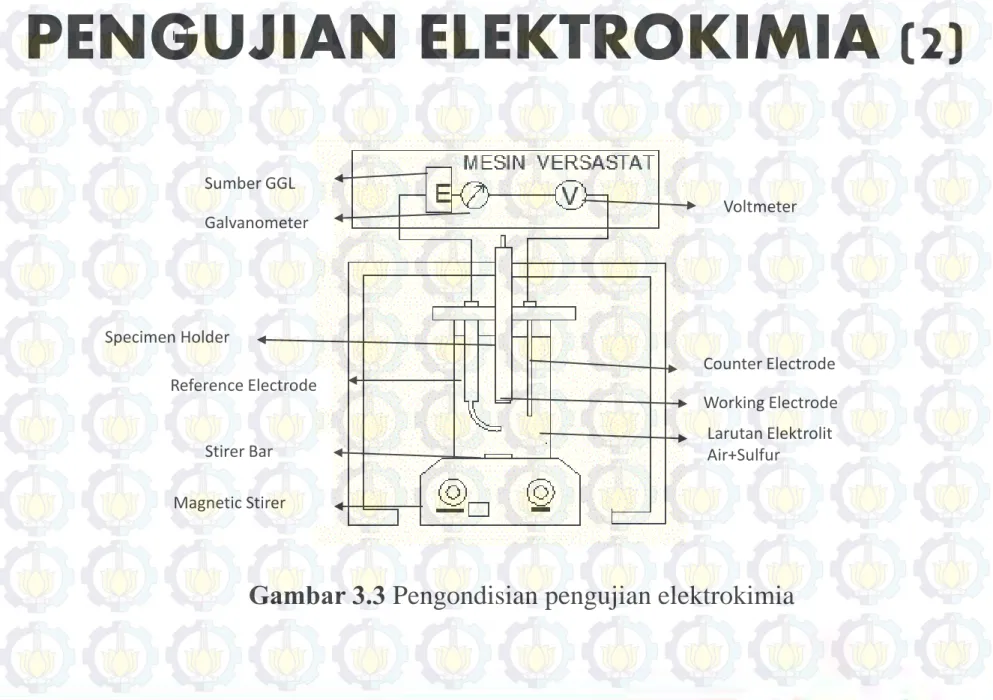
PENGUJIAN ELEKTROKIMIA
Pengujian elektrokimia menggunakan sel tiga – elektroda (potensiostate) yakni perangkat laboratorium untuk penelitian kuantitatif terhadap sifat – sifat korosi bahan. Mesin ini memiliki tiga elektroda yakni elektroda kerja (spesimen uji), elektroda pembantu (Karbon) dan elektroda acuan ( KCl jenuh). Dari pengujian tersebut akan didapatkan Icorr yang digunakan untuk menghitung laju korosi dengan menggunakan rumus :
CR =
Dimana :
CR : Laju Korosi (mm/year) untuk Icorr (μA/Cm2).
K1 : 3,27 x 10-3 mm g/ μA Cm.
Icorr : Rapat arus saat Ecorr (exchange current density). Ρ : density ( g/ cm3).
PENGUJIAN ELEKTROKIMIA (2)
Stirer Bar Counter Electrode Working Electrode Reference Electrode Magnetic Stirer Specimen Holder Sumber GGL Galvanometer Voltmeter Larutan Elektrolit Air+SulfurPENGUJIAN WEIGHT LOSS
Pengujian korosi dilakukan dengan cara merendam spesimen uji di dalam larutan sulfur dengan berbagai variasi konsentrasi dengan tujuan untuk mensimulasi korosi yang terjadi pada ASTM A516 Grade 70 dan ASTM A179 di lingkungan aliran yang mengandung sulfur sebagai impurities. Perendaman dilakukan selama 5, 15 dan 25 hari serta sampel dibersihkan dengan menggunakan metode chemical menurut ASTM G1.
Mpy =
Dimana :
W : Berat yang hilang (grams). T : waktu perendaman (jam).
A : Luas permukaan sampel (cm2).
K : Konstanta mils per year (mpy) 3,45 x 106.
PENGUJIAN XRD
Analisa difraksi sinar X dilakukan untuk mengetahui senyawa yang terbentuk pada baja ASTM A516 Grade 70 dan ASTM A179 yang telah mengalami pengujian korosi yakni dengan direndam selama 25 hari dalam larutan sulfur dengan konsentrasi 0.26 wt%. Alat yang digunakan adalah alat uji XRD PanAlytical milik Jurusan Teknik Material dan Metalurgi FTI-ITS.
PENGUJIAN SEM-EDAX
Pengujian SEM menggunakan mesin jenis inspect s50 milik Jurusan Teknik Material dan Metalurgi FTI-ITS dilakukan untuk mengamati profil permukaan yang terkorosi distribusi produk korosi dan pertumbuhan korosi yang terbentuk pada spesimen baja ASTM A516 Grade 70 dan ASTM A179 yang telah direndam dalam larutan sulfur dengan konsentrasi 0.26 wt% selama 25 hari. Untuk mengetahui komposisi unsur apa sajakah yang terbentuk, dilakukan pengujian EDAX.
HASIL PENELITIAN DAN
PENENTUAN LAJU KOROSI
PEMETAAN KOROSI
Penentuan Laju Korosi pada Thinning
1. High Temperature Sulfidic / Naphthenic Acid Corrosion
Tag No. Deskripsi Alat Equipment
Temperatur, [oF] Fluida Kerja
Materia l Corrosio n Allowanc e [mm] Korosi
Max Min Jenis Komposisi
[kg-mol/hr] Mekanisme Laju [mmpy ] F-202-01 Vacuum Heater Furnace 737.6 689 Reduced Crude 0.205 % Sulfur 0.15 % H2S PH : 7 TAN : 0.44 mgKOH/gr Carbon Steel A355 P5 3 Thinning : - HT Sulfidic/Na phtenic Corr (Localized) Contoh Perhitungan :
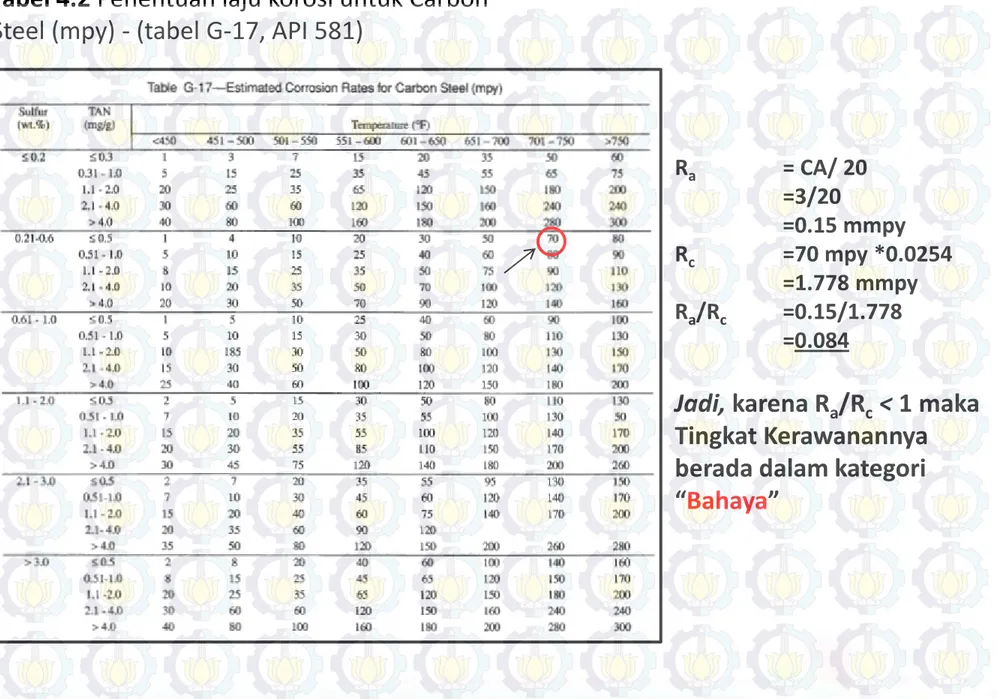
Material = Carbon Steel
Wt% Sulfur = 0.205 %
TAN = 1.0 mg/g
Tabel 4.2 Penentuan laju korosi untuk Carbon
Steel (mpy) - (tabel G-17, API 581)
Ra = CA/ 20 =3/20 =0.15 mmpy Rc =70 mpy *0.0254 =1.778 mmpy Ra/Rc =0.15/1.778 =0.084
Jadi, karena Ra/Rc < 1 maka
Tingkat Kerawanannya berada dalam kategori “Bahaya”
Penentuan Laju Korosi pada Thinning
2. High Temperature H2S / H2 Corrosion
Tag No. Deskripsi Alat Equipment
Temperatur, [oF] Fluida Kerja
Materia l Corrosio n Allowan ce [mm] Korosi
Max Min Jenis Komposisi [kg-mol/hr] Mekanisme [mmpyLaju ] C-202-04 Medium Pressure Steam Drum Drum 455 248 Non Condensabl e Gas 0.15 % Sulfur 0.15 % H2S PH : 7 TAN : 0 mgKOH/gr Carbo n Steel A516 Grade 70 3 Thinning : - HT H2S/H2 Corr (General) Contoh Perhitungan :
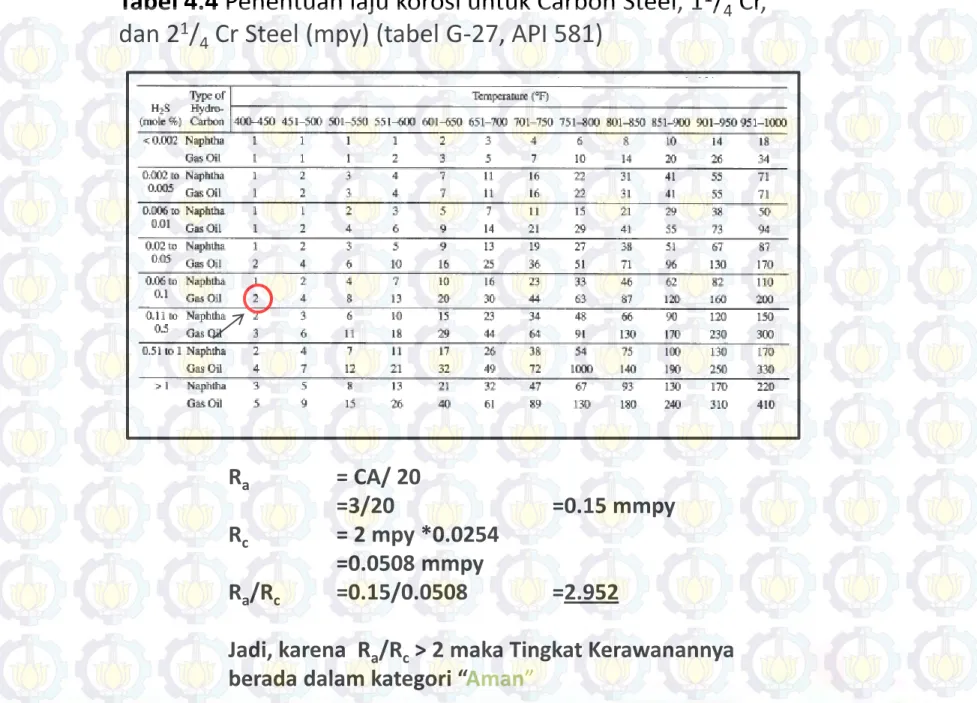
Material = Carbon Steel
(%volume) H2S = 0.15%
Type Hydrocarbon = Gas Oil
Tabel 4.4 Penentuan laju korosi untuk Carbon Steel, 11/ 4 Cr,
dan 21/
4 Cr Steel (mpy) (tabel G-27, API 581)
Ra = CA/ 20
=3/20 =0.15 mmpy
Rc = 2 mpy *0.0254 =0.0508 mmpy
Ra/Rc =0.15/0.0508 =2.952
Jadi, karena Ra/Rc > 2 maka Tingkat Kerawanannya berada dalam kategori “Aman”
Tag No. Deskripsi Alat Equipment
Temperatur,
[oF] Fluida Kerja
Material PWHT (Y/N) Brinnel Max
Hardness Environm ental Severity Susceptib ility to SSC Max Min Jenis [kg-mol/hr] Komposisi
F-202-01 Vacuum Heater Furnace 737. 6 689 Non Conden sable Gas 0.205 % Sulfur 0.15 % H2S PH : 7 TAN : 0.44 mgKOH/gr Carbon Steel A355 P5 Yes 269 Contoh Penentuan : H2S Content = 250 ppm (T>100oC) pH = 7 PWHT = Yes
Max Brinnell Hardness = 269
Penentuan Tingkat Kerawanan terhadap Stress Corrosion Cracking (SCC)
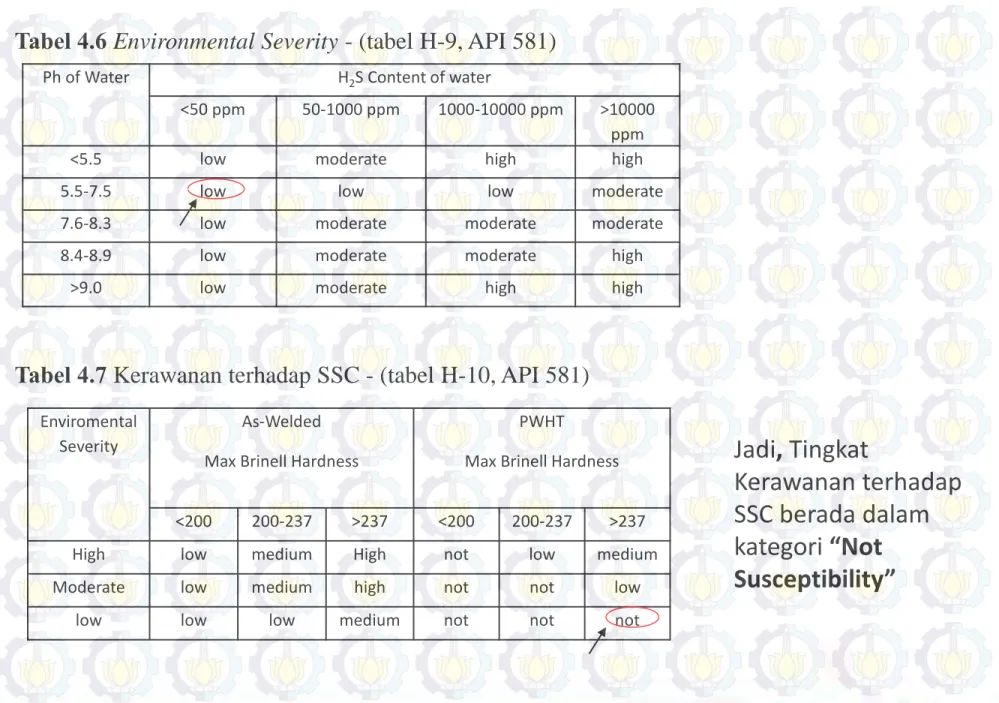
Ph of Water H2S Content of water
<50 ppm 50-1000 ppm 1000-10000 ppm >10000 ppm <5.5 low moderate high high 5.5-7.5 low low low moderate 7.6-8.3 low moderate moderate moderate 8.4-8.9 low moderate moderate high
>9.0 low moderate high high
Enviromental Severity
As-Welded Max Brinell Hardness
PWHT
Max Brinell Hardness
<200 200-237 >237 <200 200-237 >237 High low medium High not low medium Moderate low medium high not not low
low low low medium not not not
Tabel 4.6 Environmental Severity - (tabel H-9, API 581)
Tabel 4.7 Kerawanan terhadap SSC - (tabel H-10, API 581)
Jadi, Tingkat
Kerawanan terhadap SSC berada dalam kategori “Not
Tag No. Deskripsi Alat Equipment
Temperatur,
[oF] Fluida Kerja
Material PWHT (Y/N) Brinnel Max
Hardness Environ mental Severity Suscepti bility to HIC Max Min Jenis [kg-mol/hr] Komposisi
F-202-01 Vacuum Heater Furnace 737.6 689
Non Conden sable Gas 0.205 % Sulfur 0.15 % H2S PH : 7 TAN : 0.44 mgKOH/gr Carbon Steel A355 P5 No 269 Contoh Penentuan : H2S Content = 250 ppm (T>100oC) pH = 7 PWHT = Yes
Max Brinnell Hardness = 269
Material = Carbon Steel A355 P5 (High Sulfur Steel)
Penentuan Tingkat Kerawanan terhadap Stress Corrosion Cracking (SCC)
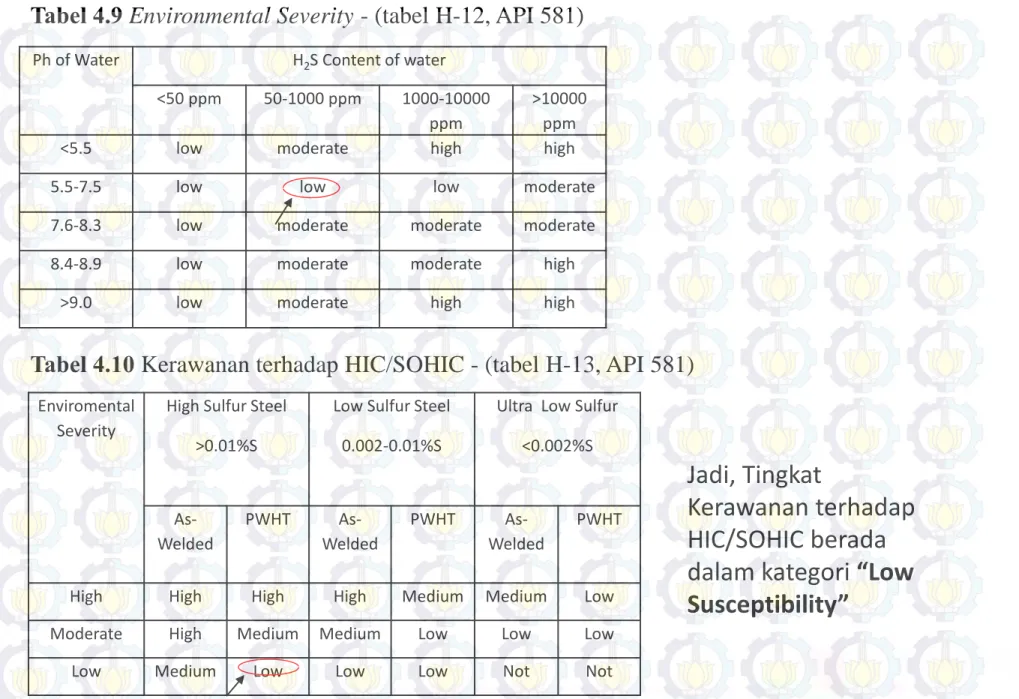
2. Hydrogen-Induced Cracking dan Stress-Oriented Hydrogen Induced Cracking dalam Hydrogen Sulfide Service (HIC/SOHIC-H2S)
Ph of Water H2S Content of water
<50 ppm 50-1000 ppm 1000-10000 ppm
>10000 ppm <5.5 low moderate high high 5.5-7.5 low low low moderate 7.6-8.3 low moderate moderate moderate 8.4-8.9 low moderate moderate high
>9.0 low moderate high high
Enviromental Severity
High Sulfur Steel >0.01%S
Low Sulfur Steel 0.002-0.01%S
Ultra Low Sulfur <0.002%S As-Welded PWHT As-Welded PWHT As-Welded PWHT
High High High High Medium Medium Low Moderate High Medium Medium Low Low Low Low Medium Low Low Low Not Not
Tabel 4.9 Environmental Severity - (tabel H-12, API 581)
Tabel 4.10 Kerawanan terhadap HIC/SOHIC - (tabel H-13, API 581)
Jadi, Tingkat
Kerawanan terhadap HIC/SOHIC berada dalam kategori “Low
PEMBERIAN SIMBOL WARNA
Pemberian Simbol Warna Untuk Thinning pada Process Flow Diagram (PFD) HVU III
•Bila kondisi alat dinyatakan “bahaya”, maka pada PFD diberi warna merah.
•Bila kondisi alat dinyatakan “waspada”, maka pada PFD diberi warna kuning..
•Bila kondisi alat dinyatakan “aman”, maka pada PFD diberi warna hijau.
Pemberian Simbol Warna Untuk Stress Corrosion Cracking pada Process Flow Diagram (PFD) HVU III
☆ Bila kondisi alat dinyatakan “high susceptibility”, maka pada PFD diberi warna merah.
☆ Bila kondisi alat dinyatakan “medium susceptibility”, maka pada PFD diberi warna kuning.. ☆ Bila kondisi alat dinyatakan “low susceptibility”, maka pada PFD diberi warna hijau.
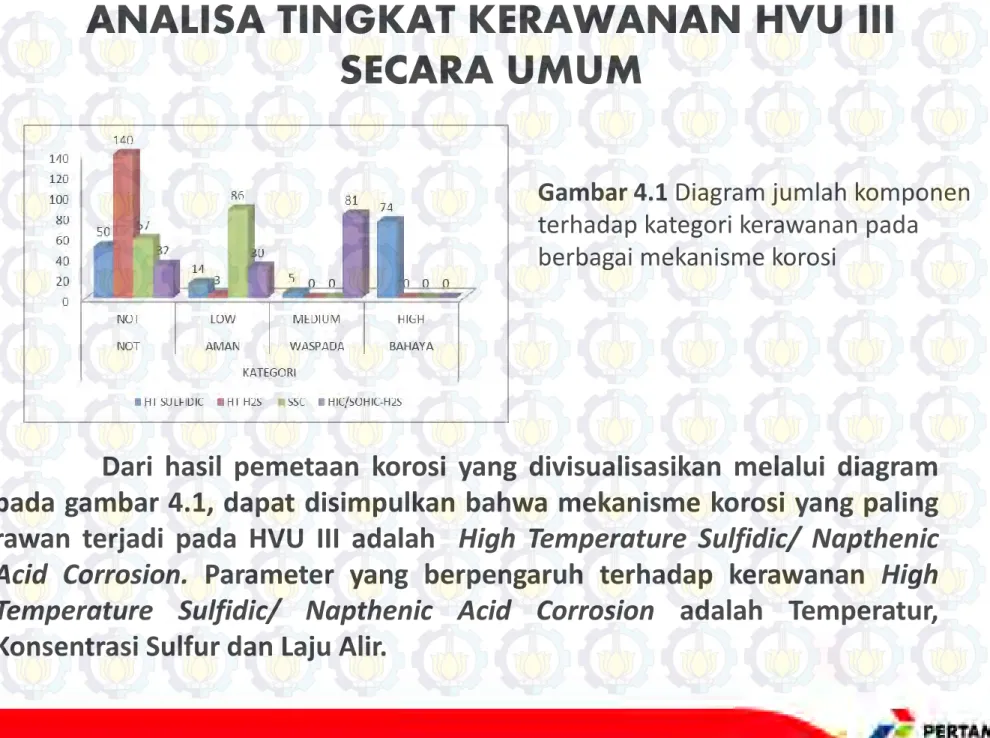
ANALISA TINGKAT KERAWANAN HVU III
SECARA UMUM
Dari hasil pemetaan korosi yang divisualisasikan melalui diagram pada gambar 4.1, dapat disimpulkan bahwa mekanisme korosi yang paling rawan terjadi pada HVU III adalah High Temperature Sulfidic/ Napthenic
Acid Corrosion. Parameter yang berpengaruh terhadap kerawanan High Temperature Sulfidic/ Napthenic Acid Corrosion adalah Temperatur,
Konsentrasi Sulfur dan Laju Alir.
Gambar 4.1 Diagram jumlah komponen
terhadap kategori kerawanan pada berbagai mekanisme korosi
HASIL PENELITIAN DAN
PEMBAHASAN (PENELITIAN LAJU
KOROSI SHELL & TUBE HEAT
PENGUJIAN ELEKTROKIMIA
Variasi CR Spesimen A516 gr 70 (mpy) CR Spesimen A179 (mpy) KonsentrasiSulfur (wt%) Laju Alir 0.09 125 1.091 1.2337 237.5 1.88 1.65 350 3.053 2.594 0.14 125 1.4 1.98 237.5 3.2557 3.7488 350 3.92 4.823 0.17 125 3.59 2.4178 237.5 6.399 3.1907 350 8.734 7.3499 0.22 125 6.7978 4.2374 237.5 9.7177 7.178 350 11.064 9.5398 0.26 125 24.028 29.754 237.5 31.123 40.6 350 38.976 48.112
Grafik 4.2 Grafik pengaruh konsentrasi sulfur terhadap laju korosi
ASTM A516 gr 70 pada berbagai laju alir hasil uji elektrokimia
Grafik 4.3 Grafik pengaruh konsentrasi sulfur terhadap laju korosi ASTM
PENGUJIAN WEIGHT LOSS
Material Spesimen
Konsentrasi Sulfur (wt%)
Laju korosi (mpy)
Spesimen 1 (5hari) Spesimen 2 (15 hari) Spesimen 3 (25 hari) ASTM A516 gr 70 1 0.09 2.91 6.58 7.06 2 0.14 7.62 10.81 13.31 3 0.17 11.08 21.48 20.09 4 0.22 13.23 21.48 26.33 5 0.26 14.55 23.01 36.03 ASTM A179 1 0.09 3.51 6.65 9.05 2 0.14 5.35 7.85 12.01 3 0.17 8.49 13.21 24.01 4 0.22 14.5 25.86 32.32 5 0.26 15.51 30.48 42.48
Grafik 4.4 Grafik pengaruh konsentrasi sulfur terhadap laju korosi ASTM
A516 gr 70 dengan variasi waktu perendaman hasil uji weight loss
Grafik 4.5 Grafik pengaruh konsentrasi sulfur terhadap laju korosi ASTM
A179 dengan variasi waktu perendaman hasil uji weight loss
PENGUJIAN XRD
Fe Fe
Gambar 4.12 Hasil XRD dan peak list
dari material ASTM A516 grade 70 yang terkorosi
Gambar 4.13 Hasil XRD dan peak list dari
PENGUJIAN SEM-EDAX
A B
C D
Gambar 4.14 Hasil Pengujian SEM pada permukaan (A) Material ASTM A516 gr 70 perbesaran 50x (B) Material ASTM A516 gr 70 perbesaran 500x (C) Material
PENGUJIAN SEM-EDAX (2)
Gambar 4.15 Hasil Pengujian EDAX specimen
ASTM A516 gr 70 pada gambar SEM dengan perbesaran 250x
Tabel 4.16 Hasil EDAX A516
PENGUJIAN SEM-EDAX (3)
Gambar 4.16 Hasil Pengujian EDAX specimen
ASTM A179 pada gambar SEM dengan perbesaran 250x
Tabel 4.17 Hasil EDAX A179
KESIMPULAN DAN
REKOMENDASI
KESIMPULAN
Pada umumnya korosi pada peralatan dan perpipaan High Vacuum Unit (HVU) III PERTAMINA RU V Balikpapan yang mengikuti mekanisme Thinning (general
corrosion dan localized corrosion) yaitu High Temperature Sulfidic / Naphthenic
Acid Corrosion dan High Temperature H2S / H2 Corrosion. Peta Korosi
menunjukkan bahwa sebagian besar peralatan dan perpipaan di HVU III (74 buah) rawan dalam kategori Bahaya terhadap mekanisme korosi High
Temperature Sulfidic / Naphthenic Acid Corrosion namun sebagian besar tidak
teridentifikasi rawan terhadap mekanisme korosi High Temperature H2S / H2 Corrosion. Selain itu, sebagian besar peralatan dan perpipaan HVU III ini rawan
(dalam kategori Low dan Medium Susceptibility) terhadap Stress Corrosion
Cracking yaitu Sulfide Stress Cracking (86 buah) dan HIC/SOHIC-H2 (111 buah).
Hasil / visualisasi pemetaan korosi pada peralatan dan perpipaan High Vacuum
Unit (HVU) III PERTAMINA RU V Balikpapan ditunjukkan dalam gambar peta
korosi dengan pemberian simbol warna pada Process Flow Diagram (PFD) (lebih lengkap di halaman lampiran).
KESIMPULAN (2)
Dari hasil pengujian dengan metode elektrokimia (potensiostat) dan metode weight loss dapat disimpulkan bahwa konsentrasi sulfur dan laju alir mempengaruhi laju korosi material ASTM A516 grade 70 dan ASTM A179. Semakin besar konsentrasi sulfur menyebabkan semakin besar pula laju korosi yang terjadi. Dan peningkatan laju alir juga akan menyebabkan peningkatan laju korosi yang terjadi pada material shell dan tube heat exchanger tersebut.
Dari hasil pengujian XRD dan SEM-EDAX dapat disimpulkan bahwa karakteristik korosi yang terjadi pada material shell dan tube heat
exchanger HVU III (ASTM A516 grade 70 dan ASTM A179) dengan
pengaruh konsentrasi sulfur adalah merupakan korosi merata dengan
REKOMENDASI
Pemetaan korosi High Vacuum Unit (HVU) III PERTAMINA RU V Balikpapan memberikan indikasi peralatan yang berada pada kondisi Bahaya, Waspada dan Aman. Peralatan dengan kondisi Bahaya perlu diinspeksi dengan intensitas lebih sering daripada inspeksi rutin, yaitu dilakukan pada setiap shutdown dan turnaround. Peralatan dengan kondisi Waspada perlu diinspeksi dengan intensitas lebih sering daripada inspeksi rutin, namun tidak sekerap pada peralatan dengan kondisi Bahaya, yaitu pada shutdown/turnaround besar.
Untuk peralatan pada kondisi BAHAYA maka tingkat kategori inspeksi harus dinaikkan menjadi kategori Highly Effective yang berarti harus mencakup 50 - 100% coverage. Bila diperlukan maka disarankan untuk mengganti material peralatan dengan material yang immune terhadap modus kerusakan yang berkaitan. Untuk peralatan pada kondisi WASPADA maka tingkat kategori inspeksi juga harus dinaikkan menjadi kategori Highly Effective yang berarti harus mencakup 50 - 100% coverage. Untuk peralatan pada kondisi AMAN maka tingkat kategori inspeksi masih cukup dengan
Fairly Effective yang berarti mencakup 20 -30 % coverage.
Perlu dilakukan pemeriksaan ketebalan alat (remaining wall thickness) pada seluruh peralatan proses HVU III, untuk mengetahui kondisi masing-masing peralatan proses dan menentukan sisa umur pakai peralatan proses. Selain itu, juga perlu dilakukan Hardness Test untuk mengetahui tingkat kekerasan material yang nantinya berpengaruh dalam menentukan kerawanan terhadap
cracking.
Metoda pengendalian korosi dan monitoring yang disarankan adalah sebagai berikut : Intensifikasi sampling pada inlet dan outlet peralatan yang rawan korosi
Pengujian skala laboratorium dengan mensimulasikan kondisi operasi proses yang sesuai dengan kondisi operasi peralatan yang rawan korosi
REKOMENDASI (2)
Untuk peralatan yang rawan terhadap Stress Corrosion Cracking maka perlu segera dilakukan Post Weld Heat Treatment (PWHT) agar menghilangkan tegangan sisa pada saat setelah pengelasan sehingga mengurangi tingkat kerawanan terhadap SCC.
Dalam program pemetaan korosi yang merupakan bagian dari program Risk Based
Inspection (RBI), keberadaan dan akurasi data (terutama data fluida proses, data operasi,
data peralatan dan data inspeksi) menjadi parameter yang sangat penting. Oleh karena itu kompilasi data yang rapi dan akurat dan keterlibatan seluruh pihak yang berkepentingan dengan operasi kilang High Vacuum Unit (HVU) III PERTAMINA RU V Balikpapan sangat perlu dilakukan agar program pemetaan korosi dapat menghasilkan suatu analisa yang handal. Perlu dilakukan inspeksi secara rutin dan intensif terhadap peralatan dan perpipaan agar
kondisi operasi di lapangan seperti temperature dan laju alir tetap berada pada batas yang aman sesuai data desain terutama pada kondisi operasi peralatan heat exchanger.
Pada penelitian laju korosi akibat pengaruh konsentrasi sulfur selanjutnya jika dilakukan perendaman/imersi disarankan dalam dalam jangka waktu yang lebih lama (lebih dari 25 hari) agar didapatkan bentuk kristalin dari senyawa yang diprediksi kehadiranya pada hasil pengujian XRD.