ISSN 1411-1284
Proceedings
The
4thQuality in Research Seminar
Volume VII:
Mechanical Design
&
Manufacturing
Held under the coordination of
Fakultas Teknik Universitas Indonesia
Kampus UI Depok, Indonesia 16424
Phone.: (62-21) 7863503-05, Fax (62-21) 7270050, 7863508
Email:
[email protected]
or
[email protected]
Proceedings Quality in Research
The 2001 FTUI Seminar
Agustus 2001
Seminar Nasional FTUl merupakan salah satu program implementasi riset ilmiah
yang dilakukan oleh Fakultas Teknik Universitas Indonesia (FTUl), sejak tahun
1998. Kegiatan ini merupakan kegiatan yang dilakukan secara rutin setiap tahun,
pada bulan Agustus, untuk para peneliti, teknisi dan praktisi dari berbagai
Universitas/institusi, Institusi Penelitian, dan Kalangan Industri baik Internasional,
Regional, maupun Nasional. Disiplin
ilmu keteknikan
yang dapat diakomodasi di sini
menggambarkan ke- 7 jurusan yang ada di FTUI, yaitu:
Teknik Sipil. Arsitektur.
Teknik Elektro, Teknik Mesin, Teknik Metalurgi, Teknik Gas dan Petrokimia. dan
Teknik Industri.
Pelindung Rektor Universitas Indonesia
Penasehat Dekan Fakultas Teknik Universitas Indonesia Penanggung Jawab Pembantu Dekan IV, Fakultas Teknik
Universitas Indonesia Pemimpin Umum/Redaksi Ir. A. Indra Siswantara Ph.D Anggota Dewan Redaksi Ir. Anondho Wijanarko, M.Eng.
Ir. Sigit Sudarmaji Ir. Oki Sugama Sekretaris Agustine Wenestia Bendahara Veny Apriola
Alamat Redaksi Fakultas Teknik Universitas Indonesia Kampus Baru UI Depok, Indonesia 16424 Telp. (+62-21) 7863503-05, 7863508 Fax (+62-21) 7270050, 7863508
Email: [email protected] [email protected] Web page: www.eng.ui.ac.id
www.puskomftui.com Terbit Pertama kali Agustus1998
Frekuensi Terbit Satu tahun sekali, bulan Agustus Penerbit Fakultas Teknik Universitas Indonesia
Kampus Baru UI Depok, Indonesia 16424
PREFACE
The Proceedings contains all papers accepted to be presented in the forum of The
2001
FTUI Seminar. Two kinds of presentation will be contributed in seminar
session. That is oral presentation and poster session. The 2001 FTUI Seminar is held
in Kampus UI Depok from August 23-24, 2001.
The 200l FTUI Seminar is one of the implementation of scientific research programs
designed by Faculty of Engineering University of Indonesia (FTUI), since 1998. The
event is designed to be annually forum for International, Regional and National
Engineers and or researcher in universities, institutes, research institutions, and
industries.
The matters addressed in the forum are featured by current studies, research
developments, and new technologies in engineering field. The seven area or
engineering disciplines of FTUI, which occupies fifty research groups, are
contributing the event, that are:
1.
Civil Engineering
2.
Architecture
3.
Electrical Engineering
4.
Mechanical Engineering
5.
Metallurgical Engineering
6.
Gas and Petrochemical Engineering, and
7.
Industrial Engineering
The organizing committee hopes that papers contained here will provide an important
snapshot of work in major research and development areas in engineering fields, and
gratefully acknowledges the effort of all members of scientific board and steering
committee, moderators, keynotes speakers, and sponsors whose contribution and
support enabled the seminar to go along with plans set long before.
Depok, August 2001
Message
From Dean of The Faculty of Engineering, University of Indonesia
On
The 4
thQuality in Research (QIR) Seminar
Urbanization in the Information Age: New Perspectives on the Transformation
of Fast Growing Cities in the Pacific Rim
August 22°d-23rd 2001
Depok, Indonesia
On behalf of the Faculty of Engineering, University of Indonesia, I would like to
welcome The Rector of The University of Indonesia, also our honourable guests, The
Dean of the Faculty of Architecture Building and Planning from the University of
Melbourne, Professor Ross King and the Governor of Jakarta Mr. Sutiyoso. I also
humbly welcome our Keynote Speakers, the President Director of PT PGN Mr. A.
Qoyum Tjandranegara and the President Director of PT Caltex Pacific Indonesia Mr.
Humayun Bosha and all participants who are taking part in this event.
Since 1988, The Faculty of Engineering at the University of Indonesia has worked
together to organize projects and activities in scientific engineering researches to
improve the quality of our graduates and forming incomparable engineers.
This Seminar is just one of simultaneous development programs designed to gather
productive views and information from an array yet associated field of study. We
hope that the contributions given will make positive effects and develop synergism
to help elevate engineering research in Indonesia and abroad.
In dosing I would also like to express gratitude for the efforts and hard work that has
been dedicated to the organization of the
4
thQuality in Research (QIR) Seminar,
and
thank all contributors, associates and attendees for joining our Seminar. I wish all
participants fruitful deliberations.
The Committee
The 4
thQuality in Research Seminar
Table of Contents
Volume VII: Mechanical Design and Manufacturing
No
Title
Page1. Intelligent On-Line System To Identify And Select Coated And Uncoated Drills (Vishy Kam, Michael Alarcon)
Vol VII1-1-1
2. Model Reference Neural Pi Control On Process Trainer (Danny M, Gandana)
Vol VII1-2-1
3. Software Perancangan Produk (I Made Londen Batan) Vol VII1-3-1
4. Simulasi Proses Pembentukan Logam Lembaran Stretching Dengan Menggunakan Perangkat Lunak Element Hingga (Benecditus, Dedi Priadi, Budi Ibrahim)
Vol VII1-4-1
5. Simulasi Numerik Proses Pembekuan Aluminium Pada Pengecoran Cetakan Pasir (Vsoejono Tjitro, Tresna P Soemardi, Bustanul Arifin)
Vol VII1-5-1
6. Modelling Of Friction In Cold Strip Rolling Under Hydrodynamic Lubrication (Qomaruddin, E.S. Siradj, H.D.S. Budiono)
Vol VII1-6-1
7. Desain Dan Simulasi Gating System Pengecoran Pasir (Case Study: Brake Drum-Mercedes Benz) (Dedi Priadi, Lukito, Ahmad Indra S, Yanuar)
Vol VII-2-1-1
8. Design Analysis Between On And Off-Centre Bearing For Race Car Wheel Using Finite Element Method (David Butler, Vishy Kam.
Vol VII-2-2-1
9. An Lnvestiqation On Plastic Failure Mechanism Of An Axially Compressed-Thin.-Walled Box Section (Harkali Setiyono)
Vol VII-2-3-1
10. Analisis Bentuk Pisau Dan Posisi Pemotongan Dalam Perancangan Mesin Penghancur Dokumen Jenis Portable
(Sugiharto, Gatot Santoso)
Vol VII-2-4-1
11. Pengaruh Kecepatan Potong_ Terhadap Kualitas Permukaan_Benda Kerja Pada Proses Bubut (Danardono A.S, Hlengky S Nugroho, Rosehan)
Vol VII-2-5-1
12. Analisa Kekuatan Struktur Gerbong Barang (Ballast Hopper Wagen) Akibat Beban Impak (Anwar, Agus Sugiana Dan Raymond Amir)
Vol VII-2-6-1
13. Penyusunan Persamaan Gerak Sistem Benda Jamak Pada Mekanisme Tertutup Dengan Salah Satu Batang Merupakan Batang Elastic (Sugiharto)
Vol VII-2-7-1
14. Studi Eksperimental Peningkatan Kualitas Proses Bor (High Speed Cutting Process) Pada Berrnacam-Macam Baja (Mohruni, Amrifan Saladin)
Vol VII-2-8-1
15. The Analysis Of Independent Suspensions System Using Multibody Dynamic Program (Farid Rizayana, H. Indra Nurhadi, Andi Isra Mahyuddin)
Vol VII-2-9-1
16. Analisis Pemodelan Elemen Hingga Penarnbat Elastis Rel Tipe Ka Clip Dihubungkan Dengan Diagram Goodman (Hempi N Prayudi, Jhony W. Soedarsono, Elind I Wibowo)
Vol VII-2-10-1
17. Studi Eksperirnental Peiapisen Logam Chromiurn (Hard Chromium Plating Dengan Variasi Parameter Proses (Mohruni, Amrifan Saladin)
Vol VII-2-11-1
18. Rancang Alat Ukur Pada Kalibrasi Robot Menggunakan Laser Daya Rendah (Agus Halim, Danardono A.S., Henky S. Nugroho
ISSN 1411-1284
Proceedings The 4
thQuality in Research (QiR) Seminar
21-23 August 2001 Faculty of Engineering, University of IndonesiaVol VII-2-8-1
Studi Eksperimental Peningkatan Kualitas Proses Bor
(High Speed Cutting Process) pada bermacam-macam baja.
Mohruni, Amrifan Saladin
Jurusan Teknik Mesin, Unsri Palembang, Indralaya 30662, Indonesia E-Mail:
[email protected]
Abstrak
Penelitian pada Institut fuer Produktionstechnik und Spanende Werkzeugmaschinen (Institut untuk Teknik Produksi dan Mesin-mesin perkakas potong) di TH Darmstadt (Jerman) dan juga tempat-tempat lainnya menunjukkan bahwa pada pada metode pemboran terdapat potensial pengembangan dalam hal peningkatan ketelitian proses dan penurunan waktu kerja (proses).
Dengan kata kunci pengerjaan secara lengkap dalam kecepatan tinggi (High Speed Cutting) dan secara bersamaan dengan ketelitian tinggi, maka penelitian ini dilakukan untuk mendapatkan data-data yang akurat sekaligus menyelidiki potensial yang mungkin muncul dalam proses ini.
Proses pemboran HSC merupakan sebuah proses pemesinan yang agak lain dibandingkan dengan proses bubut atau fres, dimana pada proses pemboran ini proses pembuangan geram menjadi lebih sulit, terutama pada lubang-lubang buntu.
Pemboran dengan alat bor yang mempunyai pendinginan dalam mata bor merupakan persyaratan untuk sebuah proses pemboran HSC yang effektif. Dengan peralatan ini dibutuhkan tekanan minimal 50 bar, zat pendingin dalam jumlah besar dan filter yang sangat halus.
Oleh karena itu dilakukan pengujian pada dua buah jenis baja 42CrMo4V dan 58CrMoV4 dengan mata bor Hardmetal yang dilapisi bermacam-macam lapisan mata bor seperti TiAlN, TiN dll. Sebagai kesimpulan dalam penelitian ini didapatkan bahwa pada proses pemboran dengan berbagai macam lapisan mata bor, lapisan mata bor TiN baik sebagai lapisan tunggal ataupun lapisan ganda seperti Al2O3 mempunyai hasil yang paling baik.
Abstract
Research in Institut fuer Produktionstechnik und Spanende Werkzeugmaschinen (Institute of Production Engineering and Machine Tools) at Technische Hochschule Darmstadt (Germany) and also other institutes show that by drilling is recognized a development potential in increasing of process precision and reducing of cutting time.
With key word complete machining with high speed cutting and at the same time with high precision, this research is conducted to obtain accurate data and to find the possible potential occurred in this process.
HSC-Drilling is machining process, that is different to HSC-turning or milling. By HSC-Drilling the chip removal is more difficult than the others, especially at sack hole. For effective HSC-Drilling, tools with inner coolants are required. This tools need minimal pressure 50 bars, a lot of coolants, and fine filters. Therefore the experiments are carried out at two type of steels 42CrMo4V and 58CrMoV4 with carbide tools coated with diverse tools coating such as TiAlN, TiN, etc.
ISSN 1411-1284
Vol VII-2-8-2
Studi Eksperimental Peningkatan Kualitas Proses Bor (High Speed Cutting Process) pada Bermacam-macam Baja.
Mohruni, Amrifan Saladin
1. Pendahuluan
Tujuan dari teknik manufaktur adalah memberikan bentuk yang diinginkan dengan proses yang sesuai sehingga menghasilkan produk yang optimal secara teknis maupun ekonomi. Yang dimaksud dengan produksi ekonomis adalah produksi dengan biaya yang minimal dengan cara pemakaian mesin yang sesuai (benar), sedikit mungkin kerja manual, pemakaian material yang benar dan organisasi produksi yang benar. Sedangkan untuk hasil (produk) yang optimal secara teknis yang dimaksud adalah kualitas produk yang mencukupi dengan fleksibilitas produk yang tinggi.
1.1 High-Speed-Drilling
HSC-Drilling dibandingkan dengan HSC-Turning dan Milling merupakan sebuah pengerjaan kasar (scrub). Perolehan waktu utama yang didapat dengan cara meningkatkan kecepatan potong dan kecepatan makan didalam proses HSC-Drilling terbentur pada problem berat yaitu penyaluran (pembuangan) geram terutama pada proses pemboran lubang buntu. Pada proses manufaktur berseri (massal) HSC-Drilling berkompetisi dengan proses pemesinan memakai banyak spindel. Pada proses ini dalam kasus tertentu muncul resiko perpanjangan waktu utama yang diimbangi oleh fleksibilitas yang tinggi.
Mata bor dengan coolants dari dalam memerlukan tekanan tinggi (min. 50 bar) pada saluran coolants, jumlah coolants yang banyak dan filter halus (<20m). Hal ini merupakan persyaratan yang harus dipenuhi untuk proses HSC-Drilling yang efektif.
Dalam perjalanan waktu proses gurdi dan reaming memperoleh tempat yang semakin berarti disamping metode HSC-Milling yang sudah merupakan contoh klasik dari metode ini. Oleh karena itu
timbul pertanyaan “Mulai kapan proses gurdi dapat disebut sebagai HSC-Drilling?”. Dalam rangka
proyek penelitian terpadu “HSC-Drilling and Reaming” yang dilakukan oleh Institut fuer Produktionstechnik und Spanende Werkzeugmaschinen (PTW) di Technische Hochschule Darmstadt
ditetapkan bahwa “HSD2” ini berarti nilai-nilai gurdi pada metode HSC-Drilling harus minimal 2 kali lebih besar dari nilai gurdi yang normal.
Pada proses HSC-Drilling seperti sudah disinggung sebelumnya terbentur pada problem berat berupa transportasi geram yang dihasilkan pada proses ini dari kedalaman lubang bor ke luar lubang tersebut melalui nut geram pada mata bor. Selain itu panas yang dibangkitkan tidak dapat secepatnya bersamaan dengan geram dibuang/dikeluarkan dari proses seperti pada proses bubut dan freis, melainkan sebagian dihantarkan ke dinding lubang bor dan poros mata bor. Oleh karena itu penempatan mata bor dengan inner coolants (IC) dimana coolants disalurkan melalui mata bor langsung ke dasar lubang bor, dalam banyak kasus membawa perbaikan terutama efek penyemprotan pada transportasi dari geram. Sampai saat ini dalam banyak kasus HSC-Drilling tanpa inner coolants belum dapat direalisaikan (seperti HSC-Drilling pada Titan –Alloy). Atas dasar ini pada proses HSC-Drilling cita-cita yang diinginkan yaitu HSC-HSC-Drilling tanpa coolants sampai saat ini belum merupakan teknologi standar.
1.2 Permasalahan pada penelitian HSC-Drilling
Dibandingkan dengan proses manufaktur yang lain dalam High Speed Cutting, HSC-Drilling merupaka cabang proses yang paling muda. Atas dasar ini pada proses ini dilakukan penelitian dari sudut pandang optimasi umur pahat dan kualitas dari proses gurdi. Kualitas ditentukan dari faktor-faktor sebagai berikut: kualitas permukaan (Ramax, Rz, Ra, Wt), kebulatan lubang, diameter dan penyimpangan bentuk silinder lubang.
ISSN 1411-1284
Proceedings The 4
thQuality in Research (QiR) Seminar
21-23 August 2001 Faculty of Engineering, University of IndonesiaVol VII-2-8-3
2. Dasar Teori Proses Gurdi
Disamping pengerjaan bubut maka proses gurdi yang menguasai 30% dari seluruh pengerjaan pemesinan merupakan salah satu metode pemesinan yang paling penting. Bersama-sama dengan metode pemesinan yang mirip dengannya seperti reaming, sinking dan bor ulir maka proses gurdi pada banyak kasus merupakan penentu waktu ritmus (tact time) dari operasi pemesinan dalam rantai manufaktur. Selain itu proses gurdi sering merupakan proses pemesinan yang paling akhir dilaksanakan pada komponen-komponen hasil produksi. Oleh karena itu keamanan proses pada saat membuat lubang bor merupakan focus dari pengembangan proses gurdi ini, karena komponen-komponen (produk) pada saat pembuatan lubang bor sudah mengalami pertambahan nilai yang sangat tinggi (proses pemesinan yang lain biasanya sudah dilaluinya).
Proses gurdi merupakan proses pemesinan yang ditandai dengan gerak utamanya berupa gerak rotasi, dengan gerakan makan dari mata bor hanya kearah sumbu putar saja. Tidak tergantung dari gerakan makan, sumbu putar dari gerakan potong posisinya tetap terhadap mata bor dan benda kerja. Variasi proses gurdi yang paling utama digambarkan pada DIN 8589 bagian kedua.
Gambar 1: Variasi proses gurdi menurut DIN 8589
2.1 Proses Gurdi dengan Mata Bor Spiral
Mata bor spiral merupakan mata bor yang mempunyai arti yang paling besar pada peralatan bor, karena mata bor spiral berlaku sebagai alat yang paling penting untuk menghasilkan lubang silinder dari benda kerja padat atau perluasan bor pada benda kerja yang sudah dilubangi sebelumnya.
Secara sederhana bor spiral terdiri dari pegangan dan mata potong, hanya bila diamatai secara seksama dapat dilihat bentuk yang kompleks terutama pada ujung mata bornya.
ISSN 1411-1284
Vol VII-2-8-4
Studi Eksperimental Peningkatan Kualitas Proses Bor (High Speed Cutting Process) pada Bermacam-macam Baja.
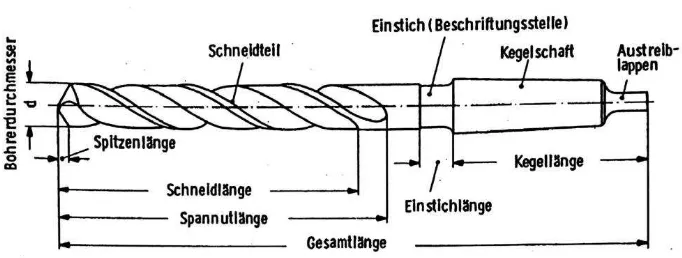
Mohruni, Amrifan Saladin Pada gambar berikut ini ditunjukkan penamaan bidang-bidang, mata potong dan sudut potong pada bor spiral.
Gambar 3: Bidang-bidang, mata potong dan sudut potong pada bor spiral.
2.2 Proses Gurdi dengan Mata Bor Plat Sisipan
Bor dengan plat sisipan kebanyakan disusun oleh dua plat sisipan yang membagi kedalaman potong (setengah dari diameter). Oleh karena itu plat-plat sisipan ini disusun tidak simetris yang berakibat penyeimbangan dari gaya radial menjadi berlainan dengan bor spiral. Melalui plat sisipan yang berbentuk seperti atap maka sedikitnya gaya radial dapat sebagian diseimbangkan yang berakibat membaiknya penyesuaian pusat (sumbu) dari mata bor . Mata potong yang sebelah luar mempunyai sedikit kelebihan ukuran kearah luar dari poros bor. Faser penuntun yang meluncur sepanjang lubang bor dan mata potong lintang tidak terdapat pada mata bor jenis ini. Biasanya bor plat sisipan kebanyakan mempunyai kanal (saluran) coolants dipusat (center) yang pada ujung mata bor terbagi kearah kedua mata potong. Dengan begitu geram yang terjadi dapat disemprot keluar melalui nut geram pada mata bor.
ISSN 1411-1284
Proceedings The 4
thQuality in Research (QiR) Seminar
21-23 August 2001 Faculty of Engineering, University of IndonesiaVol VII-2-8-5
Untuk menjaga kestabilan yang dituntut melawan gaya radial, maka bor plat sisipan mempunyai bentuk yang pendek (kedalaman bor hanya diizinkan maksimal sebesar 3 kali diameter). Sedangkan penggunaan kecepatan potong tergantung dari pasangan benda kerja dan mata pahat.
2.3 Pembentukan Geram dan macamnya
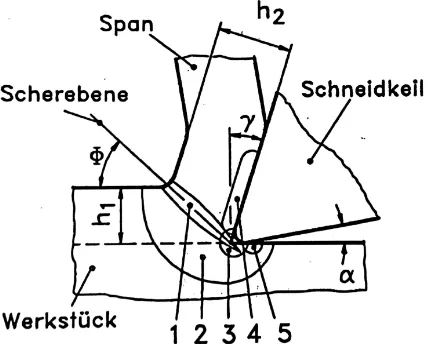
Pembentukan geram terjadi karena adanya interaksi antara proses tunggal kompleks yang bermacam-macam dan untuk dapat mengerti perlu diadakan penyederhanaan-penyederhanaan. Dalam gambar berikut dijelaskan phase terjadinya geram dalam pandangan ortoganal.
Gambar 5: Zone kerja pada saat terjadinya geram
Dalam gambar 5 diperlihatkan terjadinya geram. Zona kerja terdiri dari 1. zona geser primer dan sekunder, 2. zone perubahan bentuk awal, 3. pada pinggir mata potong, 4. pada bidang geram, 5. pada bidang bebas.
Menurut Hosoi tahapan terjadinya geram pada proses bor adalah seperti yang digambarkan pada gambar berikut.
ISSN 1411-1284
Vol VII-2-8-6
Studi Eksperimental Peningkatan Kualitas Proses Bor (High Speed Cutting Process) pada Bermacam-macam Baja.
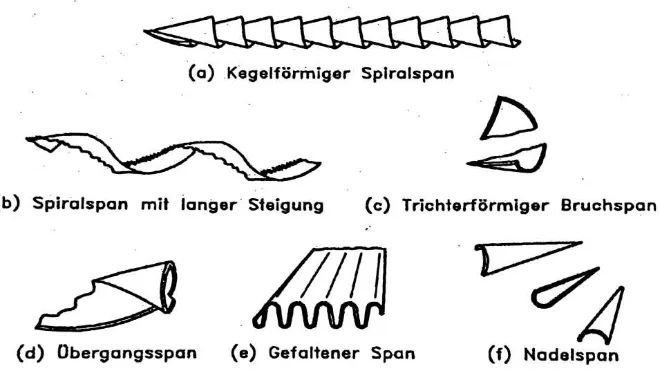
Mohruni, Amrifan Saladin Sedangkan Nakayama membagi jenis-jenis geram pada proses pemboran sebagai berikut
Gambar 7: Jenis geram pada proses pemboran (gurdi)
2.4 Lapisan-lapisan logam untuk mata pahat
Untuk meningkatkan unjuk kerja dari bor HSS dan Hardmetal dikembangkan lapisan dari bahan-bahan keras seperti Titannitrid dan Carbonnitrid . Pada pelapisan dari hardmetal, pelapisan dilakukan dengan lapisan tipis dari bahan-bahan keras, yang berbutir halus dan yang tinggi ketahanannya terhadap keausan pada benda asal yang relatif liat seperti P20. Pelapisan dari bahan-bahan keras ini dapat dilakukan baik dengan cara kimiawi maupun fisika. Metoda pelapisan yang tersedia adalah CVD (Chemical Vapor Deposition) dan PVD (Physical Vapor Deposition).
Metode CVD pada pengendapan/pelapisannya menggunakan reaktan yang berbentuk gas. Reaktan tersebut mengalir mengelilingi pahat yang akan dilapisi pada temperatur 850 oC sampai 1200 oC, menghujani permukaan pahat dan membentuk lapisan yang melekat dengan kuat. Dengan metode ini proses yang sudah matang adalah untuk bahan-bahan keras seperti TiN, TiC,Ti(C,N), Al2O3, AlON dan lainnya, seperti juga sekarang umum melapisi dengan bermacam-macam kombinasi dari fase gas sebagai multi layers.
Atas dasar pembuangan panas yang tidak mencukupi pada proses pemboran maka mata bor terutama dipakai pada system lapisan yang secara termal stabil. Selain itu proses gurdi menuntut sebuah keliatan lapisan yang tinggi, karena harus menghindari pecahnya lapisan mata bor. Untuk itu metode PVD dapat digunakan. Pada metode ini digunakan material yang mampu melekatkan lapisan secara fisika. Yang paling menguntungkan dari metode ini adalah kemungkinan pelapisan dengan material yang mempunyai bermacam-macam temperatur leleh, sehingga lapisan seperti Ti Al N dapat terjadi dan digunakan.
3 Peralatan Pengujian dan Metode Penelitian 3.1 Mesin Bor yang dipakai dalam penelitian
ISSN 1411-1284
Proceedings The 4
thQuality in Research (QiR) Seminar
21-23 August 2001 Faculty of Engineering, University of IndonesiaVol VII-2-8-7
Gambar 8: Mesin bor untuk HSC-Drilling dari IXIONM
3.2 Bahan yang dipakai dalam penelitian
Untuk proses gurdi ini tersedia baja (vergutungsstaehle) 42CrMo4V dan 58CrMoV4 dalam berbagai bentuk dan ukuran. Baja 42CrMo4V yang digunakan dalam penelitian ini mempunyai dua jenis kekuatan tarik yaitu D=300 mm kekuatan tariknya 900 N/mm2, sedangkan D=400 mm kekuatan tariknya 800 N/mm2. Baja 58CrMoV4 juga mempunyai bermacam-macam kekuatan tarik 770 N/mm2 dan 700 N/mm2.
3.3 Pengukuran dan metode analisa
Pengukuran yang dilakukan dalam penelitian ini adalah pengukuran terhadap keausan mata bor, gaya dan momen proses gurdi, penyimpanganbentuk dan diameter lubang bor dan kekasaran permukaan. Dalam makalah ini pembahasan dan analisa yang dilakukan hanya untuk parameter proses gurdi untuk variasi lapisan mata bor. Hal ini dilakukan karena terbatasnya panjang makalah yang hanya 10 lembar/makalah.
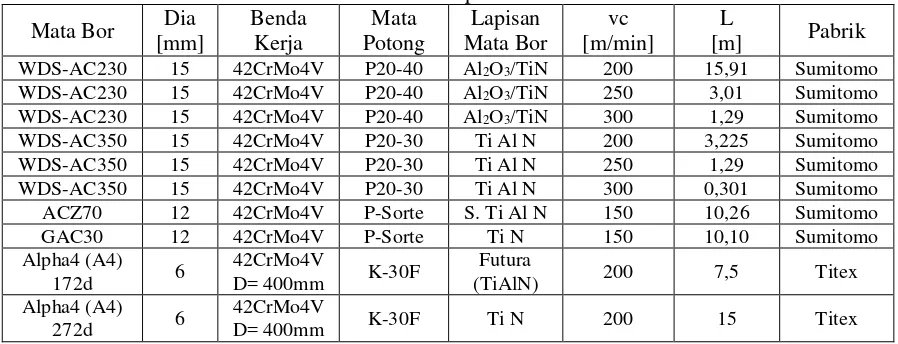
Adapun urutan percobaan yang dilakukan untuk mengetahui diberikan dalam table percobaan berikut ini.
ISSN 1411-1284
Vol VII-2-8-8
Studi Eksperimental Peningkatan Kualitas Proses Bor (High Speed Cutting Process) pada Bermacam-macam Baja.
Mohruni, Amrifan Saladin bab 2.4 bahan-bahan keras seperti TiN(Titan nitrid), TiAlN(Titan aluminium nitrid), TiCN (Titan Carbon Nitrid) merupakan bahan-bahan keras yang sering digunakan.
Selain lapisan tunggal digunakan juga lapisan yang disusun dari bermacam-macam urutan lapisan, dimana setiap lapisan masing-masing mempunyai fungsi yang diinginkan. Sehingga misalnya lapisan TiN digunakan untuk menurunkan gesekan dan kecenderungan las (menyatu) dengan geram dan dibawahnya lapisan TiC untuk meninggikan ketahanan keausan terhadap abrasi pada bidang bebas. Kedua bahan tersebut bahan tersebut masih dibawah kemampuan dari TiCN (Titan Carbon Nitrid) dalam komposisi yang sesuai, dalam hal ketahanan keausan pada bidang bebas dan bidang geram. Sedangkan pada lapisan Al2O3 mempunyai kelakuan keausan lebih baik yang disebabkan oleh ktahanan terhadap oksidasi dan kekerasan panas. Perkembangan selanjutnya digambarkan oleh lapisan multi layers dengan bahan keramik (Al-O-N-ikatan), yang dikombinasikan dengan lapisan titan karbid dan nitrid. Sering juga atas dasar untuk keindahan (dekorasi) terakhir kali dilapisi dengan TiN atau TiN campuran kristal berwarna keemasan.
Untuk perbandingan mata bor percobaan disortir menurut kondisi pemotongan yang sama. Tetapi pada mata bor dengan plat sisipan, bahan bor tidak persis identik. Menurut table grup penggunaan ISO untuk hardmetal maka perbedaan antara P20-30 dan P20-40 sangat kecil keduanya mirip sekali. Oleh karena itu perbandingan antara lapisan pada WDS-AC230 dan WDS-ACZ350 dapat berlaku.
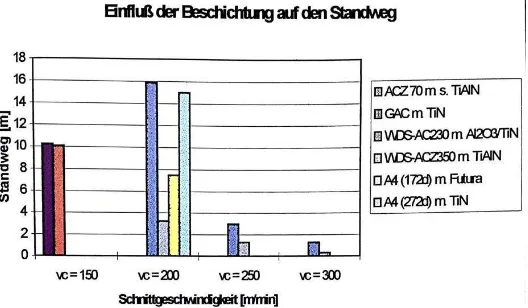
Berikut ini ditunjukkan hasil dari percobaan berupa pengaruh lapisan bor terhadap umur pahat (standweg), kualitas permukaan (Ramax, Rz, Ra) dan simpangan bentuk dan diameter. Didalam gambar 9 dapat dilihat, bahwa lapisan Al2O3/TiN dalam hal umur pahat menghasilkan hasil yang paling baik bila dibandingkan dengan lapisan lainnya.
Gambar 9: Pengaruh lapisan bor terhadap umur pahat bor
ISSN 1411-1284
Proceedings The 4
thQuality in Research (QiR) Seminar
21-23 August 2001 Faculty of Engineering, University of IndonesiaVol VII-2-8-9
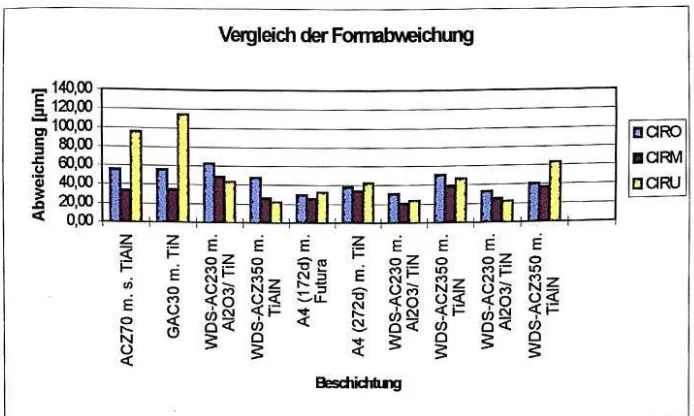
Gambar 11: Perbandingan simpangan bentuk lubang bor tergantung dari lapisan
Gambar 12: Perbandingan simpangan diameter tergantung dari lapisan
Pada gambar 10 dapat dilihat bahwa bor spiral ACZ70 dan GAC30 yang dijalankan dengan kecepatan 150 m/min mempunyai Rz < 3,5 m. Perbedaan kualitas permukaan antara kedua mata bor sangat kecil, dimana bor GAC30 yang dilapisi TiN memiliki Rz yang lebih kecil. Bor spiral yang lain seperti A4(172d) dan A4 (272d), yang dijalankan dengan 200 m/min mempunyai perbedaan yang sangat besar dalam hal kekasaran permukaan Rz. Disitu sangat jelas untuk dikenali, bahwa bor dengan lapisan TiN A4(272d) mempunyai Rz yang lebih baik daripada yang dilapisi Futura (TiAlN). Pada perbandingan mata bor dengan plat sisipan Al2O3/TiN AC230 dengan mata bor dengan plat sisipan TiAlN ACZ350 dapat dilihat dengan jelas mata bor dengan lapisan Al2O3/TiN sampai dengan kecepatan potong vc = 250 m/min mempunyai Rz yang sedikit lebih baik, tetapi pada kecepatan 300 m/min hasilnya merupakan kebailkannya. Penyebab dari fenomena ini sampai saat ini masih belum jelas.
ISSN 1411-1284
Vol VII-2-8-10
Studi Eksperimental Peningkatan Kualitas Proses Bor (High Speed Cutting Process) pada Bermacam-macam Baja.
Mohruni, Amrifan Saladin
4 Kesimpulan
Dalam penelitian proses gurdi dengan bermacam-macam lapisan mata bor dapat disimpulkan, bahwa lapisan TiN baik sebagai lapisan tunggal maupun lapisan jamak (multi layers) Al2O3/TiN menghasilkan hasil yang paling baik dalam hal umur pahat. Hal ini dapat diduga dipengaruhi oleh sifat dari lapisan TiN, karena lapisan TiN menyebabkan efek pengurangan gesekan dan las (menyatu) terhadap geram. Pada pengukuran kualitas permukaan Rz semua mata bor mempunyai hasil yang baik. Dari hasil pengukuran mata bor menunjukkan nilai yang rendah (<8m). Tetapi pada simpangan bentuk dan diameter ditemukan beberapa problem. Problem pada simpangan bentuk yaitu terdapat nilai simpangan yang besar (>20m), sedangkan pada simpangan diameter selain terdapat nilai yang besar juga terjadi penyusutan ukuran.