ANALISA KESELAMATAN KERJA DAN
HYGIENEPERUSAHAAN TERHADAP
KECELAKAAN KERJA DENGAN MENGGUNAKAN METODE
HAZARD ANDOPERABILITY STUDY (HAZOP)
DAN USULAN
STANDARD OPERATINGPROCEDURE
(SOP) DI PT. GOSEKI MANUFACTURING INDONESIA
Catherina Resmi Hapsari dan Wibawa Prasetya
Fakultas Teknik, Unika Atma Jaya
E-mail; [email protected] , [email protected]
PT.Goseki Manufacturing Indonesia merupakan salah satu perusahaan yang bergerak dalam bidang manufaktur dengan produksi berupa part – part penyusun mesin mobil dan baru berdiri sejak oktober 2016. PT.Goseki Manufacturing Indonesia memiliki tingkat kecelakaan kerja yang fluktuasi dari bulan April 2017 hingga Juni 2017. Selain itu perusahaan juga belum memiliki divisi K3 yang menangani permasalahan kecelakan kerja, oleh karena itu pada penelitian ini dilakukan untuk mengidentifikasi dan menganalisis masalah yang menyebabkan terjadinya kecelakaan serta menemukan solusi terbaik yaitu dengan membuat SOP sehingga kecelakaan kerja dapat berkurang di PT. Goseki Manufacturing Indonesia .
Penelitian ini dilakukan pada bagian produksi yang sangat rawan akan terjadinyan kecelakaan. Dengan memulai identifikasi titik-titik yang rawan akan kecelakaan. Identifikasi dilakukan dengan menggunakan metode Hazard and Operability (Hazop) yang dilakukan berdasarkan proses produksi yang terjadi pada PT. Goseki Manufacturing Indonesia . Setelah proses identifikasi, dilakukan penilaian risiko pada masing-masing titik hazard dengan menggunakan teknik Risk Level. Penelitian ini bertujuan untuk mengetahui sumber bahaya penyebab kecelakaan kerja sehingga dapat dilakukan tindakan pencegahan pada periode selanjutnya.
Penelitian yang dilakukan pada area produksi ini memberikan hasil penelitian berupa sumber-sumber bahaya yang perlu dianalisis lagi oleh penulis yang mencakup sikap kerja, kondisi lingkungan kerja, tumpahan oli, dan kabel crane terbelit. Solusi yang diberikan penulis berupa perancangan Standard Operating Procedure untuk APD pada tingkat risk level ekstrim dan tinggi pada PT. Goseki Manufacturing Indonesia. Maka, penulis menyarankan untuk melakukan uji coba terhadap SOP yang telah di rancang untuk diterapkan pada perusahaan dan melakukan pelatihan bagi tenaga kerja untuk dapat mengurangi tingkat kecelakaan.
Kata Kunci: Potensi Bahaya, Hazop, Risk Level, Standar Operating Procedure
PENDAHULUAN
Pesatnya perkembangan di bidang industri manufaktur menuntun perusahaan untuk terus melakukan pengembangan agar tetap terus mampu menghadapi ketatnya persaingan. Cara yang mampu dilakukan perusahaan dalam menghadapi persaingan yang ada adalah dengan meningkatkan efisiensi perusahaan agar tetap mampu bertahan dalam perkembangan yang pesat ini.
PT. Goseki Manufactruing Indonesia merupakan perusahaan manufaktur yang bergerak dalam bidang usaha memproduksi part pressed
penyusun mesin pada mobil yang berdiri sejak tahun 2016. Hasil produksi yang dibuat berupa
Pada kegiatan kerja praktek yang telah dilakukan oleh peneliti didapat bahwa data hasil wawancara terkait tingkat kecelakaan kerja pada PT. Goseki
Manufacturing Indonesia mengalami fluktuasi yang dapat dilihat pada grafik dibawah sebagai berikut:
(Sumber : PT. Goseki Manufacturing Indonesia)
Dari data tersebut dapat dilihat kecelakan kerja yang terjadi meningkat pada bulam Mei dengan jumlah dua kali lebih besar dari bulan sebelumnya. Selain itu penerapan dari manajemen K3 pada PT. Goseki Manufacturing Indonesia masih belum berjalan baik. Hal ini dikarenakan perusahaan masih belum memiliki tim manajemen K3 yang berguna untuk melakukan pengawasan terhadap masalah keselamatan dan kesehatan kerja. Saat ini manajemen K3 masih di kelola oleh divisi atau departemen lain untuk setiap kegiatannya.
Dengan melihat permasalah ini, maka perlu dilakukan analisa Keselamatan Kerja dan Hygiene Perusahaan terhadap kecelakaan kerja menggunakan metode Hazard and Operability Study (HAZOP) dan usulan berupa Standart Operating Procedure (SOP) pada PT. Goseki Manufacturing Indonesia.
Tujuan dari penelitian ini untuk mengidentifikasi dan menganalisis masalah penyebab terjadinya kecelakaan kerja pada perusahaan. Serta memberikan solusi terbaik dengan membuat Standard Operating Procedure
(SOP). Data yang dikumpulkan dalam penelitian ini terdapat dua jenis yaitu data primer dan data sekunder. Data primer diperoleh melalui observasi dan wawancara. Sementara data sekunder yang dikumpulkan merupakan data berupa gambaran umum perusahaan. Teknik pengolahan dan analisis data yang dilakukan berpedoman pada data hasil observasi dan wawancara.
PEMBAHASAN
Hazard
OHSAS 18001 (2007) hazard adalah sumber, situasi atau tindakan yang potensi mencederai pekerja atau menimbulkan penyakit atau kombinasi dari keduanya. Hazard atau bahaya merupakan sumber potensi kerusakan atau situasi yang berpotensi untuk menimbulkan kerugian. Sesuatu disebut sebagai sumber bahaya hanya jika memiliki resiko menimbulkan hasil yang negatif.
Menurut Treanter (1999) bahaya dapat diartikan sebagai potensi dari kerugian. Jika salah satu bagian dari rantai kejadian hilang, maka suatu kejadian tidak akan terjadi. Bahaya terdapat dimana-mana baik ditempat kerja atau di lingkungan, namun bahaya hanya akan menimbulkan efek jika terjadi sebuah kontak atau eksposur.
Operability
Menurut Safety Engineer Carear Workshop
(2003), operability adalah cara pengoperasian alat supaya tepat penggunaannya dengan berbagai macam masalah kemampuan operasional (operability) pada setiap proses akibat adanya penyimpangan-penyimpangan terhadap tujuan perancangan atau proses-proses dalam perusahaan
1 3 1
0 5
April Mei Juni
Jumlah Kecelakaan Kerja PT. Goseki Ma nufa cturingIndonesia
yang sudah beraktifitas maupun perusahaan yang baru atau akan di operasikan.
Karakteristik Hazop
Sebagai suatu Teknik yang digunakan untuk mempelajari kemungkinan penyimpangan dari operasi normal, HAZOP memiliki karakteristik sebagai berikut:
1. Sistematik, menggunakan struktur atau susunan yang tinggi dengan mengandalkan pada guide words dan gagasan tim untuk melanjutkan dan memastikan safe guards sesuai atau tidak dengan tempat dan objek yang sedang diuji. 2. Pengkhususan bentuk oleh berbagai macam
disiplin ilmu yang dimiliki oleh anggota tim. 3. Dapat digunakan untuk berbagai macam sistem
atau prosedur.
4. Penggunaannya lebih sebagai sistem Teknik penafsiran bahaya.
5. Perkiraan awal, sehingga mampu menghasilkan kualitas yang baik, meskipun kuantitas juga mempengaruhi.
Risk Assessment
Penilaian resiko mencakup dua tahapan penting yaitu Analisa resiko (risk analysis) dan evaluasi resiko (risk evaluation). Analisa resiko dilakukan untuk mengetahui besaran resiko yang mencakup kemungkinan dan tingkat keparahan. Teknik yang digunakan dalam analisis resiko dapat dilakukan secara kualitatif, semi kuantitatif, dan kuantitatif. Semakin kuantitatif maka semakin menjadi angka penilaian resiko yang kita lakukan, sedangkan kualitatif hanya berdasarkan kategorisasi semata.
Prabowo K.H (2005) menyatakan risk assessment (Analisa resiko) merupakan tahap
pengkalkulasian terhadap hazards (potensi bahaya) yang dapat terjadi. Bertujuan untuk mereduksi ketidakpastian dalam pengukuran resiko dan biasanya berkaitan dengan pengukuran tingkat keparahan (severity) dan tingkat probabilitas (frequency/probability).
Standard Operating Procedure
Standar operasional prosedur (SOP) merupakan dokumen yang berkaitan dengan prosedur yang dilakukan secara kronologis untuk menyelesaikan suatu pekerjaan yang bertujuan untuk memperoleh hasil kerja yang paling efektif dari para pekerja dengan biaya yang serendag-rendahnya. SOP biasanya terdiri dari manfaat, kapan dibuat dan direvisi, metode penulisan prosedur, serta dilengkapi oleh bagan flowchart
dibagian akhir.
Tabel 1 Data Kecelakaan Kerja 3 Bulan Terkahir
Berdasarkan metode yang digunakan yaitu metode Hazard and Operability Study (HAZOP) ada beberapa langkah – langkah dalam pengolahan data yang harus dilakukan, yaitu:
a. Identifikasi Hazard and Risk
Bagian ini dilakukan proses identifikasi terhadap adanya bahaya pada area produksi dari awal proses hingga akhir proses dengan melihat adanya segala penyimpangan yang ada dan resiko yang ditimbulkan.
No Nama Jabatan
Waktu Kejadian (dd/mm/yy)
Tempat
Kecelakaan Jenis Kecelakaan Jenis Cedera
1 Fahmi Stamping
OP 11 April 2017 Mesin 150T
Material terkena tangan
Tangan mengalami goresan/sobek 2 Adhitya Stamping
OP 15 Mei 2017 Mesin 200T
Terkena pantulan
sca rp Bagian muka tergores 3 Geiskha Dies MT 24 Mei 2017 Mesin 200T Material terkena
tangan
Tangan mengalami goresan/sobek 4 Irwan Stamping
OP 30 Mei 2017 Mesin 200T
Material terkena tangan
Tangan mengalami goresan/sobek 5 Sumaryo Ma chine
MT 28 Juni 2017 Mesin 200T
Material terkena tangan
Tabel 2 Identifikasi Hazard dan Risk
b. Menentukan kriteria Likehood
Menilai resiko yang timbul dengan cara mendefinisikan kriteria likehood. Kriteria likehood
yang digunakan merupakan frekuensi dimana dalam perhitungan secara kuantitatif.
Tabel 3 Kriteria Likehood
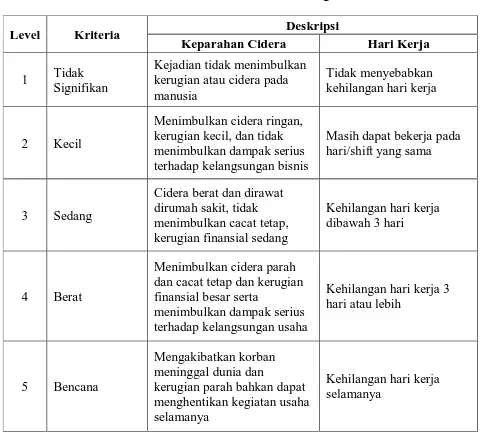
c. Menentukan kriteria Consequences
Kriteria consequences yang digunakan adalah akibat yang akan diterima pekerja yang didefinisikan secara kualitatif mempertimbangkan hari kerja yang hilang
Tabel 4 Kriteria Consequences
Dari hasil identifikasi yang telah dibuat maka selanjutnya menentukan keriteria likehood dan
consequences yang digunakan untuk memperoleh
risk level (tingkat bahaya) yang terjadi dengan cara mengalikan dari masih-masing kriteria yang telah dibuat. Maka hasil dari perkalian tersebut akan menghasilkan risk level (tingkat bahaya) yang nantinya akan digunakan dalam melakukan perangkingan terhadap sumber potensi bahaya yang akan dijadikan acuan dalam melakukan rekomendasi perbaikan yang sesuai dengan masalah yang ada. Untuk penilaian dari risiko itu
Mesin Proses Uraian Temuan
Hazard Resiko
Sumber
Hazard
1. Pekerja tidak menggunakan sarung tangan
1. Tangan berdarah terkena ujung
dies Sikap
pekerja
2. Pekerja tidak menggunakan APD yaitu
sa fety helmet
2. Kepala terbentur mesin bagian atas saat pemasangan dies Sikap
pekerja
3. Kabel cra ne terbelit 3. Pekerja salah arah dalam mengangkat dies yang akan di pasang.
Kabel
cra ne
1. Pekerja tidak menggunakan APD yaitu sarung tangan
1. Tangan berdarah tergores plat
besi Sikap
pekerja
2. Pekerja tidak menggunakan APD yaitu
sa fety shoes
2. Kaki terkena pinggiran plat yang
tajam. Sikap
pekerja
1. Pekerja tidak menggunakan APD yaitu sarung tangan
1. Tangan berdarah tergores
material Sikap
pekerja
2. Pekerja tidak menggunakan APD yaitu
sa fety gla sses
2. Serpihan hasil pemotongan
(scra p) terpantul keluar area kerja. Sikap pekerja
3. Pekerja tidak menggunakan APD yaitu
ea r plug
3. Tekanan yang dihasilkan dari pemotongan sangat keras. Sehingga menyebabkan kebisingan dan gangguan pendengaran.
Sikap pekerja
4. Pekerja secara manual memasukan plate besi ke mesin untuk dipotong
4. Tangan/jari pekerja putus terkena
mesin. Sikap
pekerja
1. Pekerja tidak menggunakan APD yaitu
sa fety shoes
1. Pekerja terpeleset
Sikap pekerja
2. Oli berjatuhan ke lantai produksi
2. Pekerja terpeleset
Oli
1. Pekerja tidak menggunakan APD yaitu sarung tangan
1. Tangan berdarah tergores
material Sikap
pekerja
2. Pekerja memindahkan barang jadi secara manual
2. Tangan dapat terluka atau cedera karena pemindahan barang terus menerus dengan ukuran yang berat.
Sikap pekerja
1. Pekerja tidak menggunakan atribut untuk menaiki tempat tinggi
1. Terjatuh karena tidak menggunakan tali pengaman
Sikap pekerja
2. Pekerja tidak menggunakan APD yaitu
sa fety shoes
2. Terpeleset akibat tangga yang licin
Level Kriteria Deskripsi
Kualitatif Semi Kualitatif
1 Jarang Terjadi
Dapat dipikirkan tetapi tidak hanya saat keadaan
ekstrim
Terdapat ≥ 1 kejadian dalam 10 tahun atau
lebih
2 Kemungkinan Kecil
Belum terjadi tetapi bisa muncul/terjadi pada suatu
waktu
Terdapat ≥ 1 kejadian dalam 5 tahun atau
lebih
3 Mungkin
Seharusnya terjadi dan mungkin telat menjadi/muncul disini atau
ditempat lain
Terdapat ≥ 1 kejadian dalam setahun atau
lebih
4 Kemungkinan Besar
Dapat terjadi dengan mudah, mungkin muncul dalam keadaan yang paling
banyak terjadi
Terdapat ≥ 1 kejadian dalam setiap bulan
5 Hampir Pasti
Sering terjadi, diharapkan muncul dalam keadaan yang paling banyak terjadi
Terdapat ≥ 1 kejadian dalam setiap minggu
Level Kriteria Deskripsi
Keparahan Cidera Hari Kerja
1 Tidak Signifikan
Kejadian tidak menimbulkan kerugian atau cidera pada manusia
Tidak menyebabkan kehilangan hari kerja
2 Kecil
Menimbulkan cidera ringan, kerugian kecil, dan tidak menimbulkan dampak serius terhadap kelangsungan bisnis
Masih dapat bekerja pada hari/shift yang sama
3 Sedang
Cidera berat dan dirawat dirumah sakit, tidak menimbulkan cacat tetap, kerugian finansial sedang
Kehilangan hari kerja dibawah 3 hari
4 Berat
Menimbulkan cidera parah dan cacat tetap dan kerugian finansial besar serta menimbulkan dampak serius terhadap kelangsungan usaha
Kehilangan hari kerja 3 hari atau lebih
5 Bencana
Mengakibatkan korban meninggal dunia dan kerugian parah bahkan dapat menghentikan kegiatan usaha selamanya
sendiri dilakukan dengan menggunakan risk matrix
seperti pada Gambar 1.
Gambar 1 Risk Matrix
Bedasarkan risk matrix diatas maka dapat diketahui skor risiko dari hasil perkalian yang telah diperoleh dari kriteria likehood dan consequences untuk melakukan tindakan perbaikan. Berikut rumus untuk menghitung skor resiko:
Skor resiko = likehood x consequences
Tabel 5 Risk Level
Berdasarkan risiko bahaya yang ditimbulkan pada area proses produksi, maka terdapat 4 (empat)
risk level dan risk matrix, yaitu: 1. Risiko rendah
Terjadi ketika pekerja salah arah dalam proses pengangkatan dies yang dapat mengakibatkan kabel crane terlilit. Selain itu terlukanya bagian kaki yang dikarenakan tidak
menggunakan APD lengkap berupa
penggunaan safety shoes
2. Risiko sedang
Uraian risiko ini terdapat pada area kerja seperti terpeleset yang disebabkan dimana pekerja tidak menggunakan APD secara lengkap berupa safety shoes, serta kurangnya pencahayaan membuat pekerja menjadi tidak maksimal dalam melakukan pekerjaan. 3. Risiko tinggi
Terdapat di beberapa area kerja dengan uraian risiko, sebgai berikut:
a.Tangan berdarah terkena ujung dies
b.Kepala terbentur mesin bagian atas saat pemasangan dies
c.Tangan tergores material
1 2 3 4 5
Mesin Proses Uraian Temuan
Hazard Resiko
1. Pekerja tidak menggunakan sarung tangan
1. Tangan berdarah terkena ujung
dies
Sikap
pekerja 4 3 12 Tinggi
2. Pekerja tidak menggunakan APD yaitu
safety helmet
2. Kepala terbentur mesin bagian atas saat pemasangan dies
Sikap
pekerja 3 3 9 Tinggi
3. Kabel crane terbelit 3. Pekerja salah arah dalam mengangkat dies yang akan di
pasang. Kabel
crane 2 2 4 Rendah
1. Pekerja tidak menggunakan APD yaitu sarung tangan
1. Tangan berdarah tergores plat besi
Sikap
pekerja 4 3 12 Tinggi
2. Pekerja tidak menggunakan APD yaitu
safety shoes
2. Kaki terkena pinggiran plat yang tajam.
Sikap
pekerja 2 2 4 Rendah
1. Pekerja tidak menggunakan APD yaitu sarung tangan
1. Tangan berdarah tergores material
Sikap
pekerja 5 3 15 Ekstrim
2. Pekerja tidak menggunakan APD yaitu
safety glasses
2. Serpihan hasil pemotongan (scrap) terpantul keluar area kerja.
Sikap
pekerja 3 4 12 Tinggi
3. Pekerja tidak menggunakan APD yaitu
ear plug
3. Tekanan yang dihasilkan dari pemotongan sangat keras. Sehingga menyebabkan kebisingan dan gangguan pendengaran.
Sikap
pekerja 5 4 20 Ekstrim
4. Pekerja secara manual memasukan plate besi ke mesin untuk dipotong
4. Tangan/jari pekerja putus terkena mesin.
Sikap
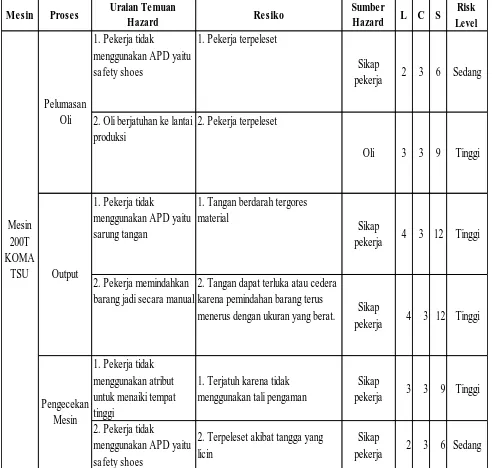
pekerja 3 4 12 Tinggi Mesin
Mesin Proses Uraian Temuan
Hazard Resiko
Sumber
Hazard L C S Risk Level 1. Pekerja tidak
menggunakan APD yaitu
safety shoes
1. Pekerja terpeleset
Sikap
pekerja 2 3 6 Sedang
2. Oli berjatuhan ke lantai produksi
2. Pekerja terpeleset
Oli 3 3 9 Tinggi
1. Pekerja tidak menggunakan APD yaitu sarung tangan
1. Tangan berdarah tergores material
Sikap
pekerja 4 3 12 Tinggi
2. Pekerja memindahkan barang jadi secara manual
2. Tangan dapat terluka atau cedera karena pemindahan barang terus menerus dengan ukuran yang berat. Sikap
pekerja 4 3 12 Tinggi
1. Pekerja tidak menggunakan atribut untuk menaiki tempat tinggi
1. Terjatuh karena tidak menggunakan tali pengaman
Sikap
pekerja 3 3 9 Tinggi 2. Pekerja tidak
menggunakan APD yaitu
safety shoes
2. Terpeleset akibat tangga yang licin
Sikap
d.Serpihan hasil pemotongan (scrap) terpantul keluar area kerja
e.Tangan atau jari terputus terkena mesin f. Pekerja terpeleset oli
g.Tangan terluka atau cedera dikarenakan pemindahan barang yang dilakukan terus menerus dengan ukuran yang berat
h.Terjatuh dikarenakan tidak menggunakan tali pengaman saat melakukan kegiatan di tempat tinggi.
4. Risiko ekstrim
Terjadi pada proses pemotongan dimana kurangnya kesadaran pekerja terhadap APD sehingga dapat membuat tangan berdarah saat mengangkat material.
Perancangan SOP untuk APD (Alat Pelindung
Diri)
1. Pengertian
1.1Merupakan seperangkat alat yang digunakan oleh tenaga kerja untuk melindungi seluruh atau sebagian tubuhnya terhadap kemungkinan adanya potensi bahaya atau kecelakaan kerja.
1.2Merupakan cara untuk menggunakan alat pelindung diri sesuai standar sehingga tenaga kerja dapat terlindung dari bahaya dan keselamatan kerja.
2. Tujuan
2.1Melindungi tenaga kerja dan juga merupakan salah satu upaya mencegah terjadinya kecelakaan kerja dan penyakit akibat kerja oleh bahaya potensial pada suatu perusahaan yang tidak dapat dihilangkan atau dikendalikan
2.2Memaksimalkan alat bantu kerja untuk digunakan ditempatnya sesuai dengan kegunaannya.
2.3Penggunaan alat pelindung diri yang tepat saat bekerja merupakan usaha terakhir untuk mengurangi atau menghilangkan resiko di tempat kerja.
3. Tanggung Jawab 3.1Divisi K3
3.1.1 Melakukan program pelatihan penggunaan APD yang mencakup pemilihan, cara pemakaian yang benar, pemeriksaan, pembersihan, dan perawatan APD yang tepat.
3.1.2 Melakukan proses inspeksi secara berkala untuk memastikan bahwa APD dilakukan sebagaimana mestinya. 3.1.3 Memberikan program penyuluhan
tentang pencegahan, dan juga penanganan kecelakaan.
3.2Pekerja dan Karyawan
3.2.1 Membaca seluruh ketentuan mengenai penggunaan APD
3.2.2 Memakai APD yang sudah disediakan secara lengkap dan mematuhi seluruh aturan penggunaan APD
3.3Tamu
3.3.1 Membaca dan memahami seluruh peraturan dan cara penggunaan APD yang baik dan benar sebelum masuk kedalam area produksi atau lingkungan berbahaya lainnya
4. Fungsi Operasi
4.1 Memastikan ketersedian APD yang tepat untuk para pekerja, yang sesuai dengan lingkungan kerja, dan melakukan pemilihan APD berdasarkan dari bahaya tempat kerja yang ada, baik dalam lini produksi, maupun lingkungan sekitar produksi
4.2 Melakukan pencatatan terhadap penggunaan APD sesuai dengan jumlah karyawan, kebutuhan APD, dan juga penggunaan APD yang digunakan oleh setiap orang.
4.3 Melakukan inspeksi dan pengawasan terhadap penggunaan K3 dilapangan baik sebelum dan sesudah melakukan proses produksi
4.4 Menyiapkan tempat penyimpanan khusus APD seperti pada lemari atau loker khusus agar pekerja dapat dengan mudah mengambilnya.
5. Pemilihan
5.1 Langkah awal yang dilakukan merupakan aktivitas dalam pemilihan alat ini adalah melakukan evaluasi bahaya ditempat kerja. 5.2 Hal lain yang perlu dipertimbangkan adalah
kebutuhan pemakai dna derajat perlindungan yang diberikan oleh peralatan.
5.3 Alat pelindung diri dirancang agar memenuhi persyaratam standar yang digunakan perusahaan dengan ketentuan OSHAS, ISO dan SNI.
6. Ketentuan Mengenai Alat Pelindung Diri 6.1 Alat pelindung diri haruslah cukup untuk
seluruh pekerja, dan juga tamu
6.2 Alat pelindung diri harus disimpan dalam keadaan bersih dan sehat seperti didalam lemari atau loker
6.3 Setiap pekerja akan diberikan APD dalam ukuran dan model yang sesuai sehingga dapat dikenakan dengan baik.
7. Inspeksi dan Pemeliharaan
7.1 Sebelum dan setelah digunakan, seluruh alat pelindung diri harus diperiksa apakah ada kerusakan
7.2 Bila terdeteksi adanya kerusakan pada alat pelindung diri, alat tersebut harus ditarik dari penggunaan hingga selesai dilakukan perbaikan atau diganti dengan alat bantu.
8. Pelatihan
8.1Pelatihan penggunaan alat pelindung diri harus diberikan pada seluruh pekerja yang karena tugasnya diharuskan memilih dan/atau menggunakan alat tersebut
8.2Penyuluhan mengenai K3 dan bahaya yang dapat ditimbulkan dilingkungan produksi, serta konsekuensi yang akan diakibatkan baik kepada pegawai maupun perusahaan 8.3Training langsung dilapangan, serta
pencatatan hasil pelatihan
Hasil
Klasifikasi penyebab terjadi nya kecelakaan berdasarkan sumber bahaya:
1. Sikap Kerja
a. Kurangnya pengetahuan pekerja mengenai bahaya kerja yang berpengaruh pada terjadinya kecelakaan kerja meski.
b. Tidak adanya divisi K3 yang melakukan proses inspeksi terhadap kondisi kerja yang baik dan aman.
c. Tidak adanya sanksi yang dibuat sehingga para pekerja tidk mematuhi tentang penggunaan APD.
2. Kondisi lingkungan
Penyebab adanya risiko kecelakaan sedang salah satu nya dapat dilihat dari kondisi lingkungan kerja. Kurangnya pencahayaan pada saat proses pengecekan mesin membuat para pekerja menjadi tidak maksimal dalam melakukan pekerjaannya serta tidak fokus kepada mesin yang sedang di cek nya.
3. Tumpahan Oli
Kurangnya kesadaran akan kondisi lingkungan yang terjadi pada PT. Goseki Manufacturing
Indonesia, sehingga diberikannya usulan perbaikan kepada perusahaan dengan harapan dapat membantu pencegahan kecelakaan yang terjadi dengan cara:
a. Mengeringkan lantai yang bsah dengan oli dengan menggunakan serbuk gergaji yang kemudian disapu dan di pel.
b. Membuat saluran pembuangan oli yang sudah tidak terpakai agar tidak tercecer di area tertentu.
4. Kabel crane terlilit.
Pada saat proses penggantian dies yang digunakan pekerja sering menggunakan crane
untuk membantu membawa dies dalam
memindahkan dari rak dies ke mesin yang akan digunakan. Hal tersebut perlu diperhatikan karena jika membawa crane dengan posisi yang salah arah akan menyebabkan kabel terlilit dan membuat kondisi crane menjadi tidak seimbang.
PENUTUP
Kesimpulan
1. Sumber bahaya yang dapat menyebabkan kecelakaan kerja yang terjadi pada area produksi digolongkan menjadi 4 sumber, yaitu: Sikap Kerja, Kondisi Lingkungan Kerja, Tumpahan Oli, dan Kabel Crane terlilit. 2. Perancangan SOP untuk Alat Pelindung Diri
dibuat secara terstruktur dan terperinci dapat digunakan sebagi pedoman dalam melakukan prosedur guna mengurangi tingkat kecelakaan yang terjadi pada PT. Goseki Manufacturing
Indonesia.
DAFTAR PUSTAKA
A.M. Sugeng Budiono, (2005). Pengenalan Potensi Bahaya Industrial Dan Analisis Kecelakaan Kerja. Depnaketrans.
Anizar, (2009). Teknik Keselamatan dan Kesehatan Kerja di Industri. Graha Ilmu. Yogyakarta.
Ashfal, R.C. (1999). Industrial Safety and Health Management. Fourth Edition. New Jersey: Prentice Hall, Inc.