A.236
RANCANG BANGUN MESIN BURRY TORY OTOMATIS GUNA MENGURANGI
CYCLE TIME PEMBERSIHAN BURRY PRODUK REFLECTOR TIPE 4L45W
PADA BAGIAN PLASTIC INJECTION DI PT. INDONESIA STANLEY ELECTRIC Zaenal Abidin*, Raditiya Huda Atmaja
Jurusan Teknik Mesin, Politeknik Negeri Semarang Jl. Prof. H. Soedarto S.H., Tembalang, Semarang, 50275
*E-mail: zenpolines@gmail.com
Abstrak
PT Indonesia Stanley Electric (ISE) adalah perusahaan yang begerak di dalam bidang manufaktur yang memproduksi lampu untuk aplikasi kendaraan roda dua maupun roda empat. Salah satu produk lampu roda empat yang diproduksi di PT. Indonesia Stanley Electric adalah reflector 4L45W. Latar belakang permasalahan ini yaitu Proses burry tory produk reflector 4L45W yang masih dilakukan secara manual menggunakan kikir sehingga menyebabkan cycle time yang tinggi (62,6 detik) pada line plastic injection. Hal ini berakibat menyebabkan overtime atau waktu lembur guna mencapai target produksi reflector 4L45W. Problem solving dari permasalahan tersebut adalah pembuatan rancang bangun mesin burry tory otomatis dengan cara kerja operator hanya meletakan reflector pada jig lalu menekan tombol start kemudian mesin burry tory akan bergerak mengikis sisa injeksi (burry) sesuai dengan bentuk reflector. Tujuan penelitian ini yaitu menurunkan cycle time dan meminimalisir overtime melalui pembuatan rancang bangun mesin burry tory otomatis. Metode penelitian yang digunakan adalah Root Cause Analysis (RCA) yang meliputi identifikasi masalah, menentukan masalah, pemahaman masalah, identifikasi masalah, tindakan korektif, dan pemantauan sistem. Pengujian yang dilakukan terhadap hasil rancang bangun mesin ini adalah pengujian waktu proses dengan parameter variasi feedrate yang digunakan yakni 60 m/menit, 80 m/menit, dan 100 m/menit. Pengujian terbaik diperoleh pada feedrate 100 m/menit dengan hasil penurunan cycle time proses burry tory produk reflector 4L45W sebesar 10,6 detik atau 16,9%.
Kata Kunci: burry tory; reflect; cycle time; plastic injection.
PENDAHULUAN
PT Indonesia Stanley Electric (ISE) adalah perusahaan yang begerak di dalam bidang manufaktur yang memproduksi lampu untuk aplikasi kendaraan roda dua maupun roda empat. Kendaraan bermotor, khususnya mobil dan motor merupakan transportasi darat yang menjadi pilihan dikalangan masyarakat saat ini. Lampu merupakan salah satu
Prosiding Seminar Nasional NCIET Vol.1 (2020) A236-A243
1st National Conference of Industry, Engineering and Technology 2020,
A.237 komponen penting pada alat transportasi yang berfungsi sebagai penerangan. Bagian-bagian lampu yang diproduksi antara lain Housing, Reflector, Extention, Lens, dan Inner
Lens. Proses inti dari produksi lampu di PT. ISE terdiri dari tiga proses yaitu Plastic Injection, Evaporation, dan Lamp Assy.
Proses Plastic Injection atau sering di singkat proses PO merupakan awal dari proses pembuatan lampu di PT. ISE. Bahan dasar pembuatan yang berasal dari biji plastik dengan berbagai jenis, antara lain yaitu ABS (Acrylonitrile Butadiene Styrene), Acrylic,
policarbonat, polipropelin dan BMC (Bulk Moulding Compound). Mekanisme dari proses Plastic Injection yaitu biji plastik dimasukan kedalam mesin anneling untuk mengurangi
kandungan air biji plastik, proses berikutnya yaitu biji plastik dialirkan ke mesin hooper untuk proses pelelehan biji plastik, biji plastik yang sudah leleh kemudian di injeksikan kedalam cetakan lampu yang ada di mesin injection, langkah berikutnya produk diambil menggunakan lengan robot dengan cara di cekam pada bagian gate runner dan diletakkan di atas conveyor, conveyor tersebut mengarah ke operator yang sudah siap untuk proses pengecekan NG (NotGood) dan proses pembersihan sisa injeksi (burry tory) dengan menggunakan nipper atau kikir segi empat, dan terakhir produk diletakkan dalam lorry untuk diproses ke tahap berikutnya. Proses Plastic Injection pada produk reflector menggunakan jenis plastik BMC (Bulk Moulding Compound) diproses pada ruangan khusus yang tertutup, diproduksi dengan mesin injeksi berjumlah dua buah. Perbedaan lain dari proses produksi berbahan BMC yaitu pada proses pembersihan sisa injeksi (burry
tory). Mekanisme proses (burry tory) pada produk reflector berbahan BMC yaitu operator
menggunakan kikir segi empat untuk menghilangkan sisa injeksi yang terdapat pada produk reflector. Produk reflector yang menggunakan bahan BMC yaitu reflector kendaraan roda empat tipe 4L45W.
Gambar 1. Proses burry tory Reflector tipe 4L45W (Sumber: PT. Indonesia Stanley
A.238 Permasalahan yang ditemukan pada produksi reflector tipe 4L45W yaitu lamanya waktu proses burry tory. Penyebab dari permasalahan ini yaitu proses burry tory yang masih manual menggunakan kikir. Rata rata waktu yang dibutuhkan dalam proses ini 63 detik. Akibat dari permasalahan ini yaitu menyebabkan overtime atau waktu lembur guna mencapai target produksi. Waktu produksi pada produk reflector tipe 4L45W ini hanya pada shift pertama saja, hal ini dikarenakan masih banyak tipe lampu lain yang harus diproduksi oleh PT. Indonesia Stanley Electric.
Berdasarkan latar belakang permasalahan yang ditemukan, maka diajukan pemecahan masalah berupa “Rancang Bangun Mesin Burry Tory Otomatis guna Mengurangi Cycle
Time Proses Pembersihan Burry Produk Reflector Tipe 4L45W pada Bagian Plastic Injection di PT. Indonesia Stanley Electric” dengan tujuan untuk mengurangi cycle time
proses burry tory, dan mencapai target produksi dengan meminimalisir overtime.
METODE PENELITIAN
Penelitian ini berlangsung dalam kurun waktu 7 (tujuh) bulan. Tiga bulan observasi dan pengumpulan data, serta 4 bulan pengolahan data yang meliputi penyajian dalam bentuk data. Tempat dilaksanakannya penelitian ini adalah industri PT. Indonesia Stanley Electric dan Politeknik Negeri Semarang. Observasi dan pengumpulan data dilaksanakan di PT. Indonesia Stanley Electric.
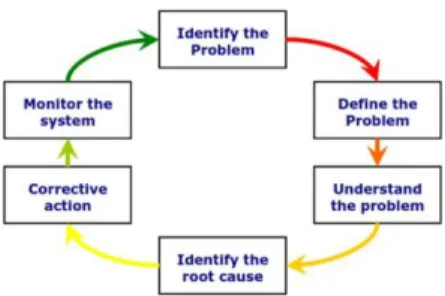
Metode penelitian pada penelitian ini mengacu kepada metode Root Cause Analysis (RCA) untuk menyelesaikan permaasalahan yang ditemukan. Root Cause Analysis (RCA) adalah metode yang digunakan untuk mengatasi masalah atau ketidaksesuaian, untuk mendapatkan "akar penyebab" dari masalah tersebut (Vorley, 2008). Tujuan dari penggunaan RCA adalah untuk mengetahui penyebab masalah atau kejadian untuk mengidentifikasi akar-akar penyebab masalah tersebut. Jika akar penyebab dari suatu masalah tidak teridentifikasi, maka hanya akan mengetahui gejalanya saja dan masalah itu sendiri akan tetap ada.
A.239 Tahap identifikasi masalah dilakukan untuk mencari informasi tentang penyebab-penyebab dan efek yang ditimbulkan dari permasalahan yang ditemukan, kemudian merencanakan solusi dari permasalahan tersebut. Proses identifikasi masalah dilakukan dengan studi lapangan, wawancara dan studi pustaka.
Hasil identifikasi masalah dianalisis untuk menentukan masalah. Tahap ini bertujuan mengetahui dan mendefinisikan secara jelas masalah yang sedang terjadi. Proses menentukan masalah dapat dilakukan dengan wawancara untuk memperoleh data pendukung. Tahap ini harus diketahui dan terdefinisi secara jelas masalah apa yang sedang terjadi saat ini. Proses ini menggunakan prinsip-prinsip SMART, yaitu Specific (khusus),
Measurable (terukur), Actions oriented (aksi orientasi), Realistic (realistis), Time constrained (waktu terbatas). Corrective Action Request (CAR) adalah penentuan masalah
berdasarkan permintaan operator. Sistem Corrective Action Request (CAR) dapat digunakan untuk menentukan tindakan korektif jangka pendek dan jangka panjang. Kecuali apabila masalah didefinisikan secara akurat, seluruh proses RCA mungkin rentan terhadap kegagalan. Fase ini akan menentukan bagaimana RCA akan dijalankan.
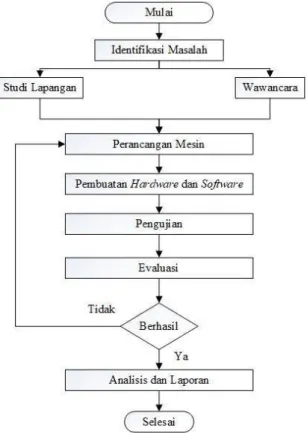
Gambar 3. Diagram Alir Penelitian
Pemahaman masalah berupa memeriksa ulang data yang didapatkan, mencocokkan data hasil studi lapangan dan wawancara, serta mencari tau penyebab dan efek yang
A.240 ditimbulkan dengan mempelajari literature- literature yang telah didapat. Pengolahan dan analisa data bertujuan untuk mengetahui keseluruhan proses plastic injection reflector tipe 4L45W, khususnya proses pembersihan burry dan memahami permasalahan yang terjadi pada proses tersebut.
Flowchart diagram dibuat pada langkah ini untuk mengetahui tahapan- tahapan untuk
melaksanakan RCA. Sebagian besar proses yang kita ikuti saat ini dipetakan oleh diagram alir. Diagram alir mengatur informasi tentang suatu proses secara grafis sehingga memperjelas apa yang terpengaruh. Apakah suatu masalah memiliki proses yang terdokumentasi atau tidak, diagram alir ini bisa menjadi alat yang sangat berguna untuk memahami apa yang sedang terjadi. Diagram alir untuk proses penelitian ini digambarkan seperti pada gambar 3.
HASIL DAN PEMBAHASAN
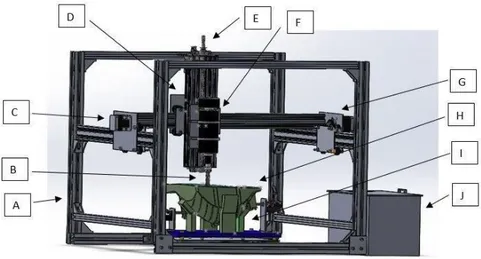
Prinsip kerja mesin burry tory otomatis. yaitu pembersihan sisa injeksi menggunakan
cutter endmill diameter 6 mm. Cutter endmill diletakan pada ujung motor spindle (sebagai
pemutar cutter). Pergerakan cutter dapat disesuaikan sesuai dengan bentuk Reflector dengan mengatur putaran motor stepper menggunakan control motor driver dan Arduino uno. Motor stepper dipasangkan pada beberapa bracket dan menggunakan transmisi v belt. Khusus untuk gerakan kearah sumbu z selain menggunakan v belt, dihubungkan lagi dengan leadscrew.
A.241 Keterangan:
A. Rangka F. Spindle Motor
B. Cutter Endmill G. Penggerak Sumbu X C. Penggerak Sumbu Y H. Reflector 4L45W D. Penggerak Sumbu X I. Jig Reflector 4L45W
E. Penggerak Sumbu Z J. Panel box
Analisis dan pembahasan yang dilakukan pada tahap identifikasi masalah adalah pembahasan mengenai hasil identifikasi mengenai aliran proses kerja, waktu proses kerja, dan target hasil produksi.
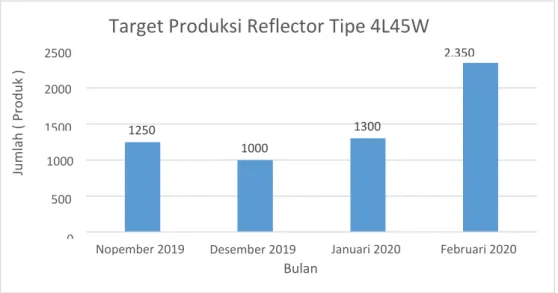
Gambar 5. Perbandingan Target Produksi Reflector Tipe 4L45W (Sumber: Departemen Plastic Injection PT. Indonesia Stanley Electric)
Gambar 5 memperlihatkan bahwa target produksi reflector tipe 4L45W mengalami peningkatan produktivitas pada bulan Januari 2020 dan bulan Februari 2020. Target bulan Januari 2020 sebesar 1300 produk, hal ini meningkat 300 produk dari bulan sebelumnya. Bulan Februari mengalami peningkatan produksi sebesar 1.050 produk. Target produksi meningkat disebabkan oleh meningkatnya permintaan konsumen untuk produk Reflector tipe 4L45W. Salah satu solusi untuk memenuhi target produksi tersebut yaitu dengan mempercepat cycle time pada proses produksi reflector tipe 4L45W.
Analisis Data Pengujian Mesin Burry Tory Otomatis
Berdasarkan tindakan rancang bangun mesin burry tory otomatis dengan penggerak motor stepper berbasis kontrol Arduino Uno, percobaan yang dilakukan dengan 3 variasi
Februari 2020 Januari 2020 Desember 2019 Bulan Nopember 2019 1000 500 0 1000 1300 1250 2000 1500
Target Produksi Reflector Tipe 4L45W
2.350 2500 Ju m lah ( Pro d u k )
A.242 kecepatan pemakanan yaitu 1018 mm/menit, 1358 mm/menit dan 1697 mm/menit terhadap hasil waktu yang dihasilkan. Berdasarkan tabel 4.6, 4.7 dan 4.8 merupakan tabel hasil pengujian dengan tekanan 1018 mm/menit, 1358 mm/menit dan 1697 mm/menit. Berdasarkan perbandingan data ke tiga pengujian tersebut dapat disimpulkan bahwa waktu proses burry tory produk reflector tipe 4L45W dengan kecepatan pemakanan 1697 mm/menit adalah waktu tercepat yang dihasilkan dibandingkan waktu burry tory dengan variasi kecepatan pemakanan 1018 mm/menit ataupun 1358 mm/menit waktu rata - rata yang dihasilkan pada variasi kecepatan pemakanan 1697 mm/menit adalah 52 detik.
Perbandingan Cycle Time Sebelum dan Sesudahm Improvement
Pengujian penelitian mesin burry tory otomatis dengan penggerak motor stepper berbasis kontrol Arduino Uno ini telah dilakukan menggunakan 3 variasi feedrate yaitu 1018 mm/menit, 1358 mm/menit dan 1697 mm/menit. Pengujian dengan feedrate 1697 mm/menit merupakan pengujian terbaik yang menghasilkan waktu tercepat dibandingkan yang lain. Dapat diketahui bahwa perbandingan proses burry tory produk reflector tipe 4L45W sebelum dan sesudah dilakukan kegiatan improvement dengan mesin burry tory otomatis yang ditunjukkan pada gambar dibawah ini:
Gambar 6. Perbandingan Cycle Time Sebelum dan Sesudah Improvement
Berdasarkan gambar 6, dapat dilakukan analisis proses kerja yang berbeda sebelum dan sesudah improvement. Perbedaan tersebut terletak pada proses kerja ke-3 yakni proses
burry tory yang sebelumnya membutuhkan waktu 62,6 detik dan setelah modifikasi
menjadi 52 detik atau menurunkan cycle time sebesar 16,9%.
Sesudah Improvement Sebelum Improvement 50 40 30 20 10 0 52 60 62, 6 70
Perbandingan Cycle
Time
Wa kt u (d etik )A.243
KESIMPULAN
Kesimpulan dari rancang bangun mesin burry tory otomatis dengan penggerak motor
stepper berbasis kontrol Arduino Uno adalah sebagai berikut:
1. Rancang bangun mesin burry tory otomatis dengan penggerak motor stepper berbasis kontrol Arduino Uno merupakan solusi pemecahan masalah (problem
solving), inovasi serta improvement pada proses injection molding reflector tipe
4L45W di PT. Indonesia Stanley Electric mampu menrunkan cycle time pada proses
burry tory yang sebelumnya membutuhkan waktu 58,7 detik dan setelah modifikasi
menjadi 52 detik atau menurunkan cycle time sebesar 11,4%.
2. Pengujian mesin burry tory otomatis dilakukan menggunakan 3 variasi feedrate yaitu 60 m/menit, 80 m/menit, dan 100 m/menit. Hasil terbaik diperoleh pada pengujian feedrate 100 m/menit dengan rata rata waktu proses burry tory tercepat yaitu sebesar 52 detik.
DAFTAR PUSTAKA
Ady, D. K., 2015. Perancangan Sistem Mekanik Penggerak Sumbu pada Modifikasi Mesin Bubut Konvensional Menjadi Mesin Bubut CNC. Universitas Negeri Yogyakarta. Aldianto, A., 2015. Prototype Mesin CNC Berbasis Arduino Uno Dengan Software GBRL
Controller. S1 Thesis,Universitas Mercu Buana..
Basori, Syafrizal & Suharwanto, 2015. Analisis Defleksi Batang Lentur Menggunakan Tumpuan Jepit dan Rol pada Material Aluminium 6063 Profil U dengan Beban Terdistribusi. Jurnal Konversi Energi dan Manufaktur UNJ.
Budynas, R. G. & Nisbett, J. K., 2011. Shigley’s Mechanical Engineering Design.Ninth ed. New York: McGraw-Hill series in mechanical engineering.
Choiriyah , V. U., AR., M. D. & Hidayat, R. R., 2016. Analisis Break Even Point Sebagai Alat Perencanaan Penjualan pada Tingkat Laba yang Diharapkan. Jurnal
Administrasi Bisnis (JAB), XXXV(1).
Cross, N., 2005. Engineering Design Methods strategies for product design fourth. England: John Wiley & Sons, Ltd.
Dey, D., Mondal, S. & Barik, A. K., 2016. 3-Axis CNC Router Modifiable to 3D Printer.
IJIRSET , V(9).
Hermawan, A., Hartono, P. & Robbi, N., 2018. Analisis Perencanaan Mesin CNC Router (Mesin Ukir) Otomatis Rakitan Sendiri Untuk Industri Rumahan. Jurusan Teknik
Mesin, Fakultas Teknik, Universitas Islam Malang.
Wijana, M., Triadi, A. A. & Kholiq, M., 2015. Aplikasi Break Even Point pada Pembuatan Roti Studi Kasus: Usaha Kecil Menengah (UKM) Roti (Rotiku Rotimu) Desa Babakan. Dinamika Teknik Mesin , V(1).
Wijanarka, B., 2011. Teknik permesinan frais CNC. Yogyakarta: Universitas Negeri Yogyakarta.
Yudhyadi, I. N., Rachmanto, T. & Ramadan, A. D., 2016. Optimasi Parameter Permesinan Terhadap Waktu Proses Pada Pemrograman CNC Milling dengan Berbasis CAD/CAM. Dinamika Teknik Mesin, VI(1).