Mata Kuliah:
SIL 621
. Bangunan dan Lingkungan
Tugas No.:
#2
Topik:
Aplikasi LCA dalam Pemilihan Material Konstruksi
Nama:
Ifah Latifah
NRP:
F451110071
Tanggal selesai:
08 Maret 2012
1.
Goal defi itio a d scopi g
Atap genteng berglasur (G)
Atap seng (S)
D
e
fi
n
is
i
d
an
d
e
sk
ri
p
si
Tujuan dari pekerjaan ini adalah untuk mengidentifikasi
dan memperkirakan dampak lingkungan yang
berhubungan dengan produksi atap genteng berglasur
dari awal terbentuknya sampai habis masa pakainya
(cradle to gate). Termasuk didalamnya ekstraksi bahan
baku, produksi material dan transportasinya, serta
produksi material atap genteng berglasur.
Data diperoleh dari beberapa pabrik pembuat genteng
berglasur yang terseleksi dan berlokasi di Portugal
Tujuan dari pekerjaan ini adalah untuk mengidentifikasi
dan memperkirakan dampak lingkungan yang
berhubungan dengan produksi atap seng dari awal
terbentuknya sampai habis masa pakainya (cradle to
gate). Termasuk didalamnya penambangan bijih sampai
menjadi seng halus (fine zinc), pengolahan bahan baku lain
dan bahan tambahan, proses produksi lembaran seng,
transportasi bijih dan seng murni yang digunakan untuk
memproduksi lembaran seng.
Data diperoleh dari pabrik pembuat atap seng RHEINZINK
GmbH & Co. KG, Jerman dan merupakan paduan seng
halus dengan aditif dari tembaga, titanium dan aluminium,
P
Proses pembuatannya terdiri dari :
1. Raw material preparation : bahan baku yang
digunakan untuk membentuk genteng berglasur
merupakan hasil tambang mineral tanah liat.
Bahan baku harus ditumbuk dan diklasifikasikan
berdasarkan ukuran butirannya. Alat penghancur
primer biasa digunakan untuk mengurangi material
yang ukurannya besar. Bisa menggunakan jaw
crusher atau gyratory crusher.
2. Component mixing and Grinding : langkah awal
dalam pembuatan genteng melibatkan
pencampuran bahan. Kadang-kadang, air
ditambahkan dan bahan-bahan yang sudah basah
digiling atau ditumbuk dalam ball mill. Jika
kelebihan air, maka air dibuang menggunakan filter
bertekanan diikuti dengan pengeringan semprot.
3. Forming and shaping of ware : Kebanyakan
pembentukan genteng oleh dry pressing. Dalam
metode ini, aliran bebas bahan yang mengandung
pengikat bahan organik atau kelembaban rendah
mengalir dari hopper ke cetakan. Material
dikompresi dalam rongga baja dan kemudian
dikeluarkan. Penekan otomatis yang digunakan
mempunyai tekanan sebesar 2.500 ton.
4. Drying of ware : Genteng berglasur biasanya harus
dikeringkan (pada kelembaban tinggi) setelah
pembentukan. Pengeringan dapat memakan waktu
beberapa hari untuk mencegah susut karena
retakan.
5. Glazingand Firing: Pengglasuran dilakukan dengan
melekatkan material gelas khusus (flint, feldspat,
kaolin dan kapur) pada permukaan genteng pada
saat genteng dibakar pada temperatur tinggi.
Pembakaran genteng glasur memerlukan dua
tahapan. Pembakaran pertama dilakukan untuk
memperoleh genteng dalam keadaan setengah
matang dan pembakaran kedua dilakukan setelah
genteng diberi warna. Pada umumnya warna dalam
glasur diperoleh dengan jalan menambahkan
bahan-bahan pewarna kepada gelasur dasar yang
tidak berwarna. Teknik pengglasuran kira-kira
menggunakan suhu pembakaran 1.000oC yang
disebut glasur frit, bahan-bahan glasur sebelum
dipulaskan pada bodi (genteng), dileburkan dahulu,
supaya menjadi kristal-kristal gelas. Proses
pembakaran genteng yang sudah diberi glasur
berguna untuk memperkuat dan membentuk
porositas yang diinginkan
Secara skematik, proses pembuatan genteng berglasur
ini dapat dilihat pada Gambar 1a, 1b, 1c
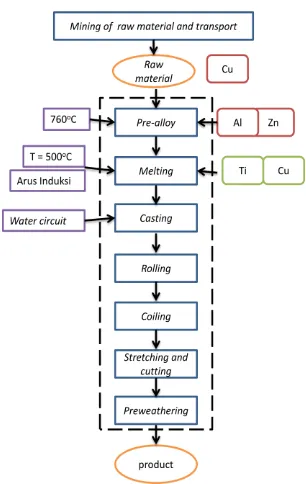
Proses pembuatannya terdiri dari:
1. Pre-alloy : untuk meningkatkan kualitas dan
penghematan energi. Proses ini dilakukan pada suhu
760oC pada pemanas induksi logam (melelehkan seng,
tembaga, dan aluminium) . Sehingga menjadi paduan
dari titanium dan tembaga (pre-alloy blocks).
2. Melting : paduan blok (titanium dan tembaga)
dilelehkan bersama dengan seng pada tempat
pemanas induksi dengan suhu 500-550oC dan diberi
arus induksi.
3. Casting : hasil akhir dari paduan seng, tembaga, dan
aluminium didinginkan dibawah titik leleh dengan
water circuit yang tertutup pada mesin pengecoran,
sehingga menjadi padat (solid).
4. Rolling : Pengerolan dilakukan dengan 5 pasang roller,
yang disebut rak rol. Dengan tekanan yang memadai,
ketebalan bahan berkurang hingga 50% pada setiap
rak rol. Secara bersamaan, bahan didinginkan dan
diberi minyak pelumas khusus.
5. Coiling : Selanjutnya, bahan hasil no.4 digulung ke
dalam gulungan besar. Bahan masih pada suhu 100°C
dan disimpan untuk pendinginan lebih lanjut.
6. Stretching and cutting : Tegangan yang dikembangkan
dalam RHEINZINK selama pengerolan ditarik dengan
menggunakan
stretching-bending-straightening-process .
7. Preweathering : Setelah pembersihan, material hasil
no 6 diukir dan dibilas. Proses pengukiran yang
lengkap dilaksanakan secara kontinu pada proses
operasi yang tertutup.
Secara skematik, proses pembuatan genteng berglasur ini
M
as
al
a
h
l
in
g
k
u
n
g
an
y
an
g
d
iti
n
jau
1. Global Warming Potential (GWP) : sebuah sistem index yang membandingkan potensi gas rumah kaca untuk
memanaskan bumi, dibandingkan dengan potensi karbon dioksida. Angka GWP ini tergantung dari daya serap
infra-merahnya, panjang gelombang dari infra-merahnya sendiri, dan usia gasnya di atmosfer. Hubungan antara
GWP dan ketiga faktor ini kompleks dan tidak linear. GWP diperoleh dengan menjumlahkan emisi dari gas rumah
kaca dikalikan dengan faktor masing-masing GWP.
2. Ozon Depletion Potential (ODP) : Relatif nilai yang menunjukkan potensi untuk menghancurkan lapisan ozon
dibandingkan dengan potensi chlorofluorocarbon-11 (CFC-11) yang diberi nilai referensi 1. Dengan demikian,
suatu zat dengan ODP 2 berarti dua kali lebih berbahaya dari CFC-11.
3. Acidification Potential (AP) : didasarkan pada kontribusi dari SO2, NOx, HCl, NH3 dan HF untuk pengendapan asam
potensial dalam bentuk H+ (proton).
4. Eutrophication Potential (EP) : potensi nutrisi menyebabkan over-fertilisasi pada air dan tanah yang pada
gilirannya dapat mengakibatkan peningkatan pertumbuhan biomassa
5. Photochemical Ozone Creation Potential (POCP) : terkait dengan potensi VOCs dan oksida nitrogen yang
menghasilkan fotokimia atau kabut panas. Hal ini biasa dinyatakan dalam nilai relatif terhadap faktor klasifikasi
POCP untuk etilen.
Gambar 1a. Tahapan proses pembuatan genteng berglasur
(BREF Ceramics, 2007)
Gambar 1c. Tahapan proses dan alat yang digunakan saat pengglasuran menjadi produk
jadi
(http://www.madehow.com)
Gambar 2. Tahapan proses produksi genteng seng
2.
I ve tory a alysis
a.
Atap genteng berglasur
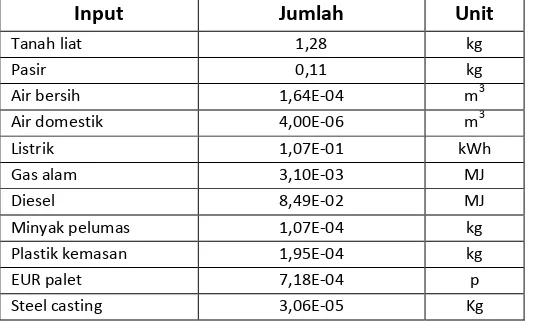
Tabel.1: Data primer pada inputan proses(unit referensi: 1 kg genteng berglasur)
Input
Jumlah
Unit
Tanah liat 1,28 kg
Pasir 0,11 kg
Air bersih 1,64E-04 m3
Air domestik 4,00E-06 m3
Listrik 1,07E-01 kWh
Gas alam 3,10E-03 MJ
Diesel 8,49E-02 MJ
Minyak pelumas 1,07E-04 kg
Plastik kemasan 1,95E-04 kg
EUR palet 7,18E-04 p
Steel casting 3,06E-05 Kg
Tabel.2: Data primer pada outputan proses(unit referensi: 1 kg genteng berglasur)
Output
Jumlah
Unit
CO 1,98E-01 Kg
CO2 1,98E-01 Kg
NO 2,27E-04 Kg
SO2 2,74E-05 Kg
F 1,80E-04 Kg
As 1,55E-08 Kg
Cd 7,50E-09 Kg
Cr 2,50E-08 Kg
Cu 1,11E-09 Kg
Hg 3,75E-09 Kg
Ni 1,40E-04 Kg
Pb 2,25E-07 Kg
Zn 3,80E-08 Kg
HCl 8,50E-05 Kg
PM10 1,16E-04 Kg
NMVOC 1,20E-05 Kg
CQO 6,39E-09 Kg
SST 2,19E-08 Kg
Oli 1,66E-09 Kg
Total limbah 5,35E-02 Kg
b.
Atap seng
Tabel 3. Penggunaan energi primer pada siklus hidup 1 kg lembaran titanium seng
Parameter
Unit per kg
Jumlah produksi dan
potensi daur ulang
Produksi
Potensi
daur ulang
Energi primer, tidak
terbarukan
MJ 16,3 45,5 -29,2
Energi primer,
terbarukan MJ 0,94 3,81 -2,87
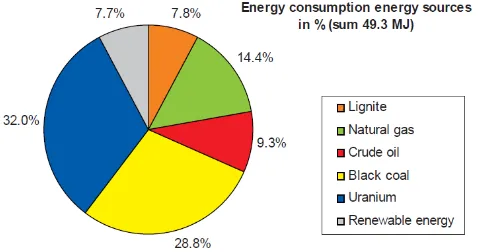
Evaluasi dari permintaan energi tidak terbarukan untuk memproduksi 1 kg lembaran
seng (Gambar 3) menunjukan bahwa sumber utama energi primer adalah uranium
dan batu bara, yang secara keseluruhan menutup sekitar 60% dari kebutuhan energi
primer. Secara relatif, nilai tinggi dari uranium berasal dari konsumsi energi untuk
produksi seng halus yang ditutup dengan tenaga listrik campuran yang juga termasuk
didalamnya tenaga nuklir.
Gambar 3. Rincian dari penggunaan energi primer untuk memproduksi 1 kg lembaran
titanium seng
Analisis limbah yang diproduksi selama proses produksi 1 kg lembaran seng
diperlihatkan dalam tiga bagian; 1) lapisan penutup / cadangan tempat pembuangan
(berisi pengolahan bijih residu), 2) sampah perkotaan (berisi limbah rumah tangga dan
sampah komersial), 3) limbah berbahaya termasuk limbah radioaktif (Tabel 5).
Dapat dikatakan bahwa tempat persediaan pembuangan merupakan jumlah terbesar
dari lapisan penutup. Tempat pembuangan persediaan ini terutama dikaitkan dengan
pembangkit listrik (ekstraksi batubara). Pengolahan bijih residu diperoleh dari
ekstraksi dan pengolahan bijih konsentrat.
Parameter yang paling penting bagi sampah kota adalah sampah tidak spesifik. Semua
parameter lainnya kurang penting.
Limbah berbahaya sebagian besar terdiri dari limbah dari proses awal, dan yang
terpenting lumpur dari produksi konsentrat seng dan juga dari tenaga listrik. Limbah
radioaktif secara eksklusif dihasilkan dari konsumsi listrik (tenaga nuklir).
Tabel 4. Produksi limbah selama siklus 1 kg lembaran seng
Parameter
Unit per kg
Jumlah produksi
dan potensi daur
ulang
Produksi
Potensi
daur ulang
Lapisan
penutup/cadangan tempat pembuangan
kg 3,66 8,42 -4,76
Sampah perkotaan kg 0,209E-03 0,3E-3 -91.1E-6
3.
I pact Assess e t
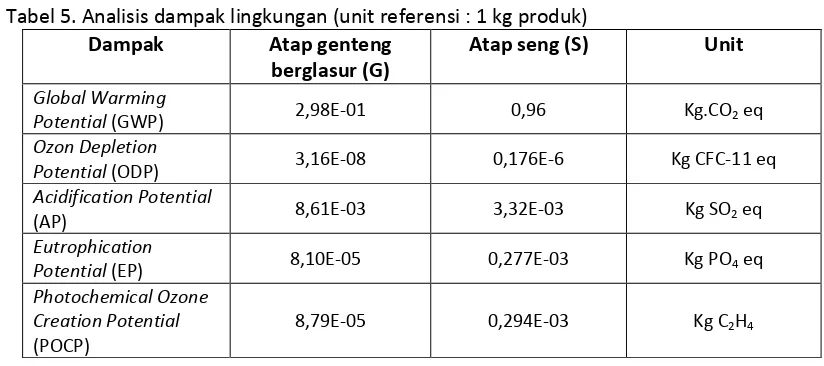
Analisis dampak lingkungan pada masin-masing produk diperlihatkan pada Tabel 5. Data
tersebut diambil dari sumber yang berbeda. Namun dikarenakan dalam unit referensi
yang sama, maka bisa dibandingkan diantara keduanya.
Tabel 5. Analisis dampak lingkungan (unit referensi : 1 kg produk)
Dampak
Atap genteng
berglasur (G)
Atap seng (S)
Unit
Global Warming
Potential (GWP) 2,98E-01 0,96 Kg.CO2 eq
Ozon Depletion
Potential (ODP) 3,16E-08 0,176E-6 Kg CFC-11 eq
Acidification Potential
(AP) 8,61E-03 3,32E-03 Kg SO2 eq
Eutrophication
Potential (EP) 8,10E-05 0,277E-03 Kg PO4 eq
Photochemical Ozone Creation Potential
(POCP)
8,79E-05 0,294E-03 Kg C2H4