diajukan untuk memenuhi salah satu tugas Praktikum Mata Kuliah Sistem Pendingin I PRESENTED BY
M O H . A R I S A S ’ A R I
0 2 3 5 4 0
P R O G R A M S T U D I R E F R I G E R A S I D A N T A T A U D A R A
J U R U S A N P E N D I D I K A N T E K N I K M E S I N
F A K U L T A S P E N D I D I K A N T E K N O L O G I D A N K E J U R U A N
U N I V E R S I T A S P E N D I D I K A N I N D O N E S I A
2 0 0 6
CHAPTER I
COPPER TUBE PROPERTIES
A. Pendahuluan
Telah diketahui bahwa pipa tembaga sudah banyak digunakan dalam pengerjaan pemipaan yang berhubungan dengan sistem pemanasan, pendinginan dan sistem lainnya. Semua produksi pipa tembaga di Amerika yang digunakan untuk memenuhi semua kebutuhan, harus sesuai standar dan spesifikasi dari American Society for Testing
and Materials (ASTM). Dan semua pipa tembaga ber‐standar ASTM harus berkomposisi
minimal 99,9 % tembaga murni.
Berdasarkan pada Tabel 1, terdapat enam tipe standar pipa tembaga dan spesifikasi penggunaannya. Pada tabel juga, menunjukkan standar ASTM untuk produksi pipa tembaga dengan beragam ukuran dan tempers. Terdapat tipe K, L, M, DWV dan Medical Gas tube yang sesuai dengan standar ASTM. Tiap tipe pipa merepresentasikan tingkat ketebalan pipa. Pipa tipe K akan lebih tebal daripada pipa tipe L, dan pipa tipe L akan lebih tebal daripada pipa tipe M untuk semua ukuran diameter pipa. Sedangkan ukuran diameter dalam, dipengaruhi oleh ukuran pipa serta ketebalan pipa tersebut.
Temper, dideskripsikan sebagai tingkat kekuatan dan kekerasan dari pipa. Drawn temper tube biasa dikatakan sebagai hard tube/pipa keras sedangkan annealed temper tube lebih sering dikatan soft tube/pipa lunak.
Untuk penyambungan pipa (joining), pipa keras biasanya disambung dengan jalan soldering atau brazing. Sedangkan untuk pipa lunak, selain bisa menggunakan perlakuan yang sama dengan pipa keras, proses penyambungan pipa juga bisa menggunakan flare dan compression fitting.
Berikut ini tujuh keuntungan dari penggunaan pipa tembaga, :
1. Ekonomis. Pipa tembaga mudah untuk diperlakukan, dibentuk, dan disambung
sehingga akan mengurangi biaya instalasi, material dan waktu.
2. Ringan. Untuk diameter dalam yang sama, pipa tembaga lebih ringan
dibandingkan pipa ferros karena itu mudah untuk dipindahkan dan menghemat tempat.
3. Mudah dibentuk. Pipa tembaga mudah diarahkan dan dibentuk, sehingga bisa
mengurangi sambungan pipa dan elbow. Dengan proses bending, pipa bisa kita arahkan mengikuti kontur dan sudut sesuai keinginan kita.
4. Mudah disambung. Penyambungan pipa bisa menggunakan adapter, soldering,
brazing ataupun welding.
5. Aman. Pipa tembaga tidak terbakar atau pemicu terbakar, dan tidak bereaksi
menjadi gas beracun kecuali untuk campuran organik yang mudah menguap, seperti amoniak (NH3), tidak diperbolehkan memakai pipa tembaga.
6. Standar. Pipa tembaga diproduksi sesuai standard dan diberi tanda secara
permanen, sehingga kita bisa tahu apa dan siapa yang memproduksinya.
7. Resistansi korosi. Pipa tembaga memiliki angka resistansi korosi yang cukup
tinggi.
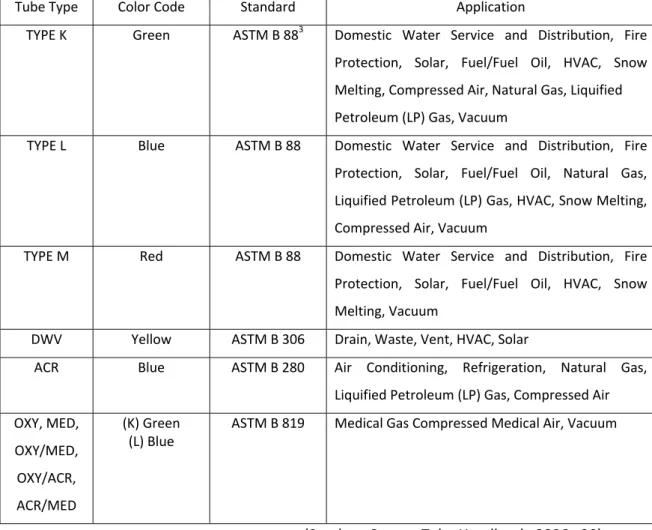
Tabel 1. Copper tube : type, standard, application
Tube Type Color Code Standard Application
TYPE K Green ASTM B 883 Domestic Water Service and Distribution, Fire Protection, Solar, Fuel/Fuel Oil, HVAC, Snow Melting, Compressed Air, Natural Gas, Liquified Petroleum (LP) Gas, Vacuum
TYPE L Blue ASTM B 88 Domestic Water Service and Distribution, Fire Protection, Solar, Fuel/Fuel Oil, Natural Gas, Liquified Petroleum (LP) Gas, HVAC, Snow Melting, Compressed Air, Vacuum
TYPE M Red ASTM B 88 Domestic Water Service and Distribution, Fire Protection, Solar, Fuel/Fuel Oil, HVAC, Snow Melting, Vacuum
DWV Yellow ASTM B 306 Drain, Waste, Vent, HVAC, Solar
ACR Blue ASTM B 280 Air Conditioning, Refrigeration, Natural Gas, Liquified Petroleum (LP) Gas, Compressed Air OXY, MED, OXY/MED, OXY/ACR, ACR/MED (K) Green (L) Blue
ASTM B 819 Medical Gas Compressed Medical Air, Vacuum
B. Standar Radius dan Panjang pipa untuk coil
C. Berbagai jenis sambungan
a. Adapter Name Figure Adapter (male) Adapter (female) Adapter (male) Adapter (female)
Coil-loop
U-bend
Union Tee b. Elbow Name Figure 45° Elbow 90° Elbow 45° Elbow 90° Elbow
180° Elbow Tee Tee c. Coupling Name Figure Roll Stop Stake Stop No Stop Reducing
d. Ukuran untuk soldering joint
Tabel. 2. Dimensi Solder Joint untuk sambungan Wrought (W) dan Cast (C) Pressure Nominal or
standard fitting (inches)
Type Male end (inches) Female end (inches) For use with tube size (under ASTM B 88) (inches) Outside diameter (A) Length (K) Inside diameter (F) Depth (G) min max min max max min
¼ C W 0.373 0.376 0.38 0.377 0.381 0.31 ¼ ½ C W 0.622 0.626 0.56 0.627 0.631 0.50 ½ ¾ C W 0.872 0.876 0.81 0.877 0.881 0.75 ¾ (Sumber: Copper Tube Handbook, 2006 : 37)
CHAPTER II
WORKING WITH COPPER TUBE
Pada dasarnya terdapat 4 pekerjaan dasar pemipaan. Berikut ini merupakan deskripsi dari pekerjaan dasar pemipaan dengan pipa tembaga!
A. Measuring and cutting
Mengukur pipa dengan akurat berguna untuk mengurangi kesalahan terlalu pendek atau terlalu panjang terhadap pipa yang akan kita potong. Hal ini akan mempengaruhi proses selanjutnya, seperti nilai ekonomis ataupun pada proses joining yang bisa berakibat hasil penyambungan pipa kurang begitu baik.
Pemotongan pipa bisa dilakukan melalui berbagai alat, seperti menggunakan disk‐
type tube cutter atau gergaji besi. Untuk pipa dengan diameter besar dan tebal, gunakan
gergaji untuk memotongnya. Harus berhati‐hati dalam memotong pipa supaya pipa tidak berubah bentuk/rusak.
Gambar 2.1 Tube Cutter beserta bagian‐bagiannya
Working with Copper Tube
Measuring and Cutting
Swaging and Flaring
Bending
Reaming
Fitting
Berikut ini beberapa prosedur pengukuran dan pemotongan pipa!
1. Luruskanlah pipa yang masih dalam bentuk rol/gulungan pada bidang datar, jangan menarik pipa dari bagian sisi koil untuk mencegah pipa bengkok.
2. Ukurlah panjang pipa yang akan dipotong dan beri tanda yang jelas.
Gambar 2.2 Proses pengukuran pipa
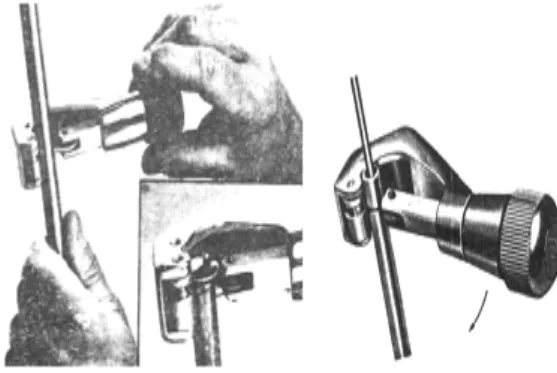
3. Letakan pipa yang akan dipotong tersebut pada rol beralur yang ada pada tubing cutter seperti pada gambar 2.3, putarlah knob pengatur tekanan pisau sehingga pisau pemotong menyentuh pipa dan tepat pada tanda ukuran yang telah dibuat.
Gambar 2.3 Proses peletakkan pipa pada tubing cutter
4. Putarlah pemotong pipa ini secara mengelilingi pipa sampai putaran terasa ringan, setelah itu putarlah knob pengatur tekanan pisau ¼ atau ½ putaran seperti diperlihatkan pada gambar di bawah, setelah itu putarkanlah pemotong pipa sampai pipa terpotong.
B. Reaming
Reaming adalah proses perluasan pada pipa untuk menghilangkan ketajaman sisi‐
sisi pipa setelah dipotong dan membuang serpihan tembaga yang masih menempel pada bagian dalam pipa untuk menghindari terbawa masuk ke dalam sistem. Proses
reaming tidak boleh terlalu kasar karena bisa membuat bentuk dan diameter dalam pipa
berubah. Proses reaming bisa menggunakan (a) reamer, (b) cutting pocket ataupun (c)
deburring tools.
Gambar 2.3 Proses reaming dengan berbagai peralatan
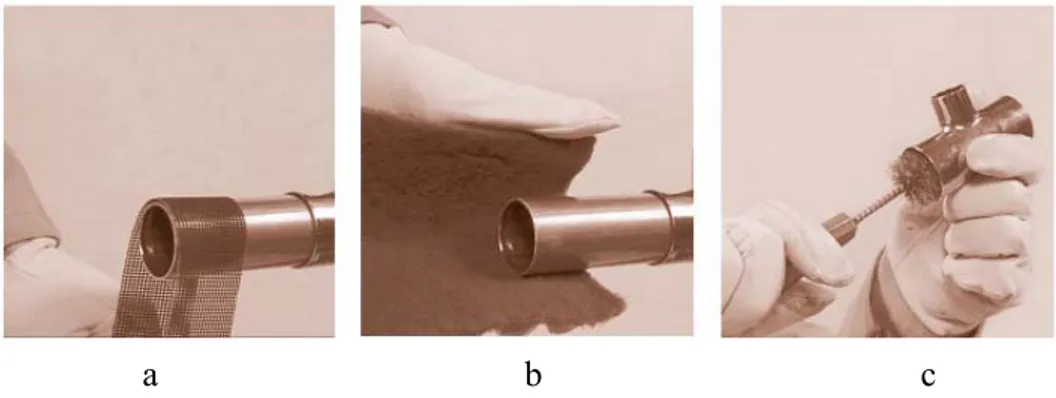
Bersihkan pipa dari kotoran yang menempel pada pipa dengan peralatan tambahan seperti (a) sand cloth, (b) abrasive pad dan (c) fitting brush.
Gambar 2.4 Proses cleaning dengan menggunakan peralatan tambahan
C. Swaging dan Flaring
Salah satu cara untuk menyambung pipa tembaga pada suatu sistem pemipaan adalah penyambungan dengan menggunakan flare dan jenis yang paling umum yang dipakai adalah flare 45°. Flaring dan swaging adalah proses pengembangan pipa yang akan disambung atau diinstalasi. Supaya hasil flare pipa tepat maka diperlukan peralatan yang baik. Gambar 2.5menunjukkan gambaran hasil flaring!
a
b
c
Gambar 2.5 Berbagai hasil proses flaring
Flare‐block adalah salah satu alat untuk flaring yang mempunyai diameter lubang
yang berlainan agar mampu mengakomodasi bermacam ukuran pipa. Setelah pipa dijepit dalam posisi yang benar barulah ulir pengatur flare dipasang. Batang ulir pengatur diputar perlahan sehingga cone bertemu dengan ujung pipa, setelah itu barulah proses flare dilakukan sampai ujung pipa membentuk flare. Dalam praktik yang baik, gunakan sedikit oli pada konis agar flare menjadi halus dan mudah dilepas. Yakinkan bahwa sambungan telah berada pada posisi tepat sebelum flaring dilakukan untuk menghindari pipa terlalu panjang/pendek.
Gambar 2.6 Proses flaring menggunakan flare‐block.
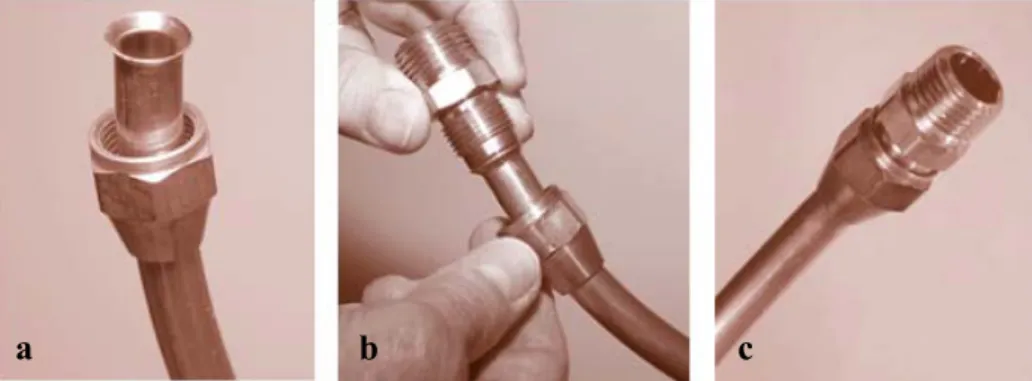
Gambar 2.7(a) Ujung pipa yang di‐flare 45° (b) Proses pemasangan flare joint (c) Sambungan flare lengkap
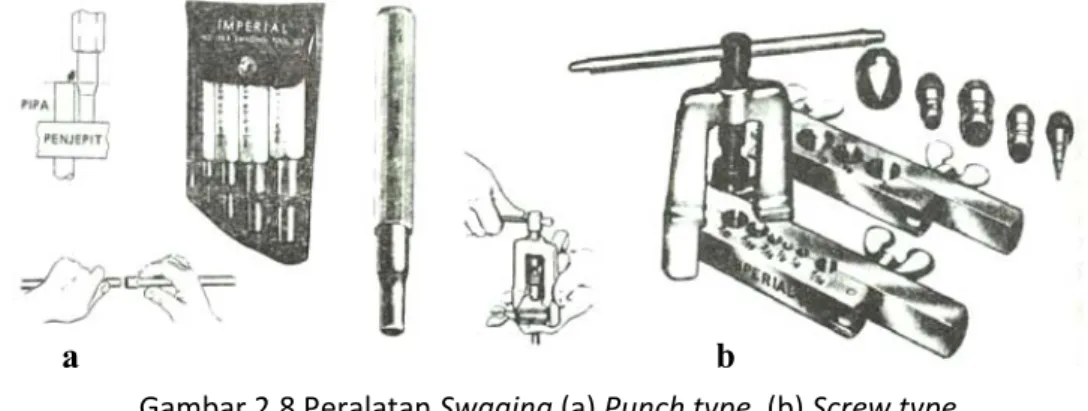
Swaging digunakan untuk membesarkan ujung pipa, agar dua buah pipa yang
sama diameternya dapat disambung dengan solder timah atau las perak. Panjang sambungan untuk tiap pipa berbeda, pada umumnya diambil sepanjang diameter dari pipa yang akan disambung. Swagging tool ada 2 macam :
1. Model dipukul (Punch type) 2. Model diputar (Screw type)
Pemakaiannya hampir sama dengan flaring tool. Di sini flare cone ditukar dengan
swaging punch (swaging dies atau swage adaptor).
Gambar 2.8 Peralatan Swaging (a) Punch type, (b) Screw type
D. Bending
Alat pembengkok pipa diantaranya adalah bending tools, lever‐type hand bender atau pegas pembengkok. Proses bending tidak akan merusak bagian dalam dan luar pipa jika dilakukan dengan benar. Berdasarkan hasil pengujian, tingkat kekuatan pipa yang sudah di bending jauh lebih besar dibandingkan sebelumnya.
Gambar 2.9 Pegas pembengkok
Pada pegas pembengkok, pembengkok pipa tersebut ada 2 macam yaitu lilitan pegas di luar (outside spring) dan lilitan pegas di dalam (inside spring). Yang pertama pipa dimasukan ke dalam pegas dan untuk yang kedua pegas dimasukan ke dalam pipa. Inside spring hanya dapat dipakai untuk membengkokan ujung pipa, sedangkan outside
spring dapat dipakai untuk membengkokan semua bagian dari pipa.
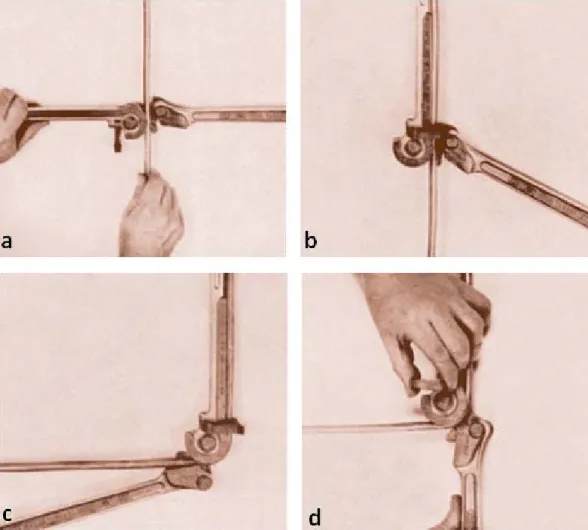
Gambar 2.10 menunjukkan langkah‐langkah dalam pembengkokkan pipa menggunakan lever‐type hand bender. Ilustrasi ini hanya salah satu dari banyak alat yang telah diproduksi proses bending.
Gambar 2.10 Proses bending
a. Regangkan lever‐type hand bender sampai 180°, kemudian masukkan pipa ke bagian tengah bender.
b. Tempatkan holder clip pada pipa, kemudian putar salah satu handle bender ke kanan sampai sejajar dengan pipa. Ini adalah posisi pipa yang akan kita bengkokan berada pada sudut kelengkungan pipa masih 0°.
c. Putar handle bender kedua untuk membengkokan sesuai sudut yang kita inginkan dengan perlahan, dimana pada roda bender sudah tersedia indikator sudut kelengkungan.
d. Putar ٛke arah kanan handle bender kedua setelah kita mendapatkan bentuk dan sudut kebengkokan pipa yang kita inginkan kemudian lepaskan holder clip pada pipa.
E. Fitting
1. Applying Flux
Flux digunakan untuk mengurangi proses oksidasi dari permukaan yang akan
disambung, mencegah proses oksidasi pada saat proses pemanasan, mempercepat penyatuan antar permukaan ketika dipanaskan. Oleskan flux jangan terlalu tebal dengan mengggunakan sikat pada pipa dan sambungannya. Kelebihan dalam menggunakan flux akan mengakibatkan korosi akibat sisa flux. Untuk kasus yang lebih besar, kelebihan flux akan mengakibatkan lubang pada pipa dan sambungannya.
Pada saat mengoleskan flux pada pipa, jangan menggunakan jari tangan karena bahan kimia yang terkomposisi pada flux berbahaya untuk mata, mulut atau luka yang terbuka.
Gambar 2.11 Proses pengolesan flux pada pipa dan sambungan
2. Soldering dan Brazing
Soldering dan brazing merupakan langkah terakhir dari proses penyambungan
pipa. Soldering biasanya digunakan pada bahan‐bahan lunak seperti tembaga, seng, alumunium dan lain‐lain. Bahan tambahan untuk soldering biasanya timah dan perak selain itu bahan ini harus memiliki titik didih lebih rendah dari bahan yang akan disambung. Sedangkan brazing, hampir sama dengan soldering, perbedaannya penyambungan dengan cara ini menggunakan bahan yang lebih keras seperti baja atau sejenisnya. Jadi busur api yang digunakan pada brazing lebih besar daripada soldering.
Sebelum kita melakukan proses soldering dan brazing, terlebih pasang kedua pipa dan bersihkan sisa‐sisa flux pada pipa. Lihat gambar 2.12 untuk lebih jelas!
Gambar 2.12 Proses penyambungan pipa dan pembersihan sisa flux
Pre‐heating adalah proses pemanasan awal yang diperlakukan pada pipa beserta
sambungannya. Pre‐heating berfungsi untuk menyamakan temperatur pipa dengan sambungannya sehingga akan menghasilkan sambungan yang kuat. Pada saat melakukan pre‐heating pada sambungan, jangan panaskan terlalu lama karena akan mengakibatkan terbakarnya flux sehingga akan hilang keefektifan dari flux selain itu juga akan mengakibatkan cairan solder tidak akan masuk ke dalam sambungan.
Gambar 2.13 Proses pre‐heating pada pipa dan sambungan
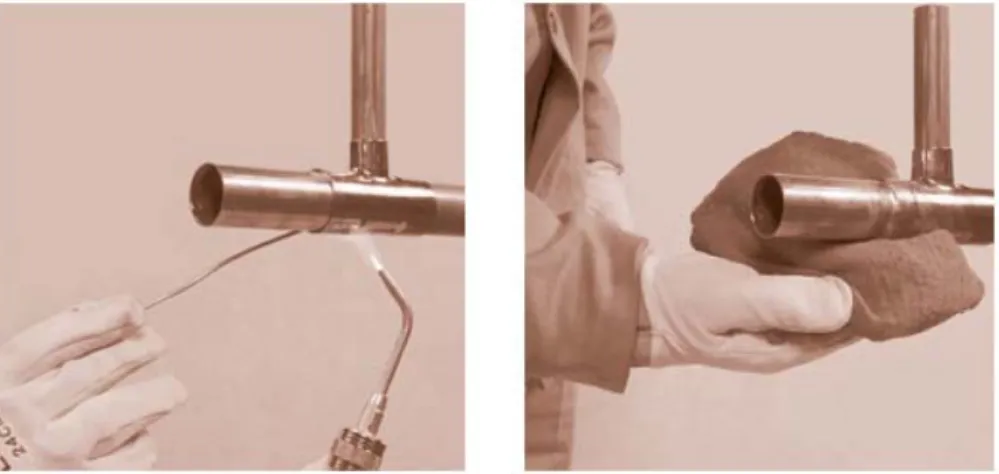
Sumber bahan bakar pada proses brazing bisa menggunakan gas acetylene ataupun liquid petroleum gas (LPG). Logam penyambung yang sering digunakan dalam brazing adalah jenis campuran logam BCuP yang mengandung phosphor serta jenis campuran logam BAg yang mengandung silver. Sebelum kita menempelkan logam penyambung pada bagian yang akan kita sambung, pastikan bahwa pipa beserta sambungannya sudah panas merata sehingga akan menghasilkan sambungan yang kuat. Setelah kedua pipa telah disambungkan, dinginkan secara natural serta bersihkan bagian
luar pipa tersebut. Pendinginan pipa dengan menggunakan air akan menyebabkan sambungan menjadi regas.
Gambar 2.14 Proses penyambungan pipa dan cleaning
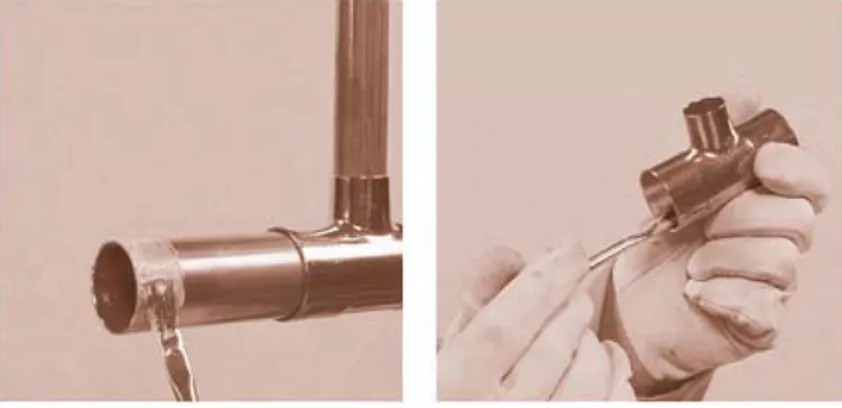
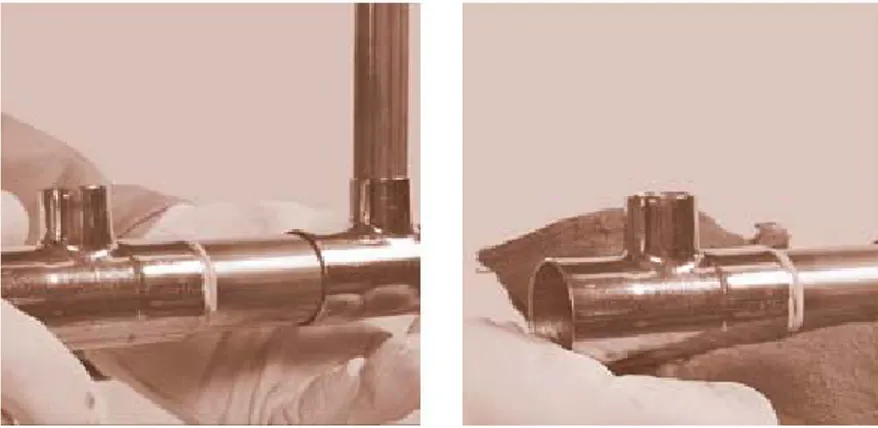
Metode lain penyambungan adalah dengan menggunakan (a) mechanical
coupling, (b) Tee‐pulling tools, dan (c) electric resistance hand tools.
Gambar 2.15 Metode penyambungan lainnya
Hal‐hal yang perlu diperhatikan ketika kita kerja las pemipaan!
a. Tabung acetylene
Tabung acetylene adalah tabung yang terbuat dari logam baja yang didalamnya selain berisi gas acetylene juga berisi bahan berpori seperti kapas, sutra tiruan, atau asbes yang berfungsi sebagai penyerap aseton yang merupakan bahan dimana acetylene dapat larut dengan baik dan aman dibawah pengaruh tekanan. Botol ini dapat berisi antara 40‐60 liter gas acetylene. Bentuk botol pendek gemuk. Tekanan isinya mencapai 15 kg/cm. Untuk membuka katupnya digunakan kunci sok. Baut dan mur pengikatnya menggunakan sistem ulir kiri. Warna botol merah.
Petunjuk dalam praktek :
1. Hindarkan botol acetylene ini dari botol oksigen.
2. Lindungi botol acetylene ini dari terik matahari dan panas. 3. Usahakan jangan sampai jatuh atau kejatuhan benda lain.
4. Hindarkan dari tempat‐tempat yang berminyak. 5. Pemakaian gas harus selalu melalui regulator. 6. Bukalah regulatornya bila tidak digunakan.
7. Jangan merubah tanda‐tanda yang ada pada regulator. 8. Tempatkan tabung ini berdiri tegak.
9. Bila tabung asetilin tiba‐tiba menjadi panas, segeralah tutup katup silindernya, kemudian siramlah dengan air sampai dingin.
10. Dilarang merokok selama berdekatan dengan acetylene.
b. Tabung oksigen
Tabung oksigen terbuat dari bahan baja. Bentuknya tinggi ramping. Mempunyai tekanan isi maksimum 150 kg/cm. Baut serta mur pengikatnya adalah ulir kanan. Botol ini berisi zat asam (O2) sekitar 40 – 60 liter. Warna botol biru atau hitam.
Petunjuk dalam praktek :
1. Jauhkan tabung oksigen dengan tabung acetylene.
2. Tutuplah katup tabung oksigen ini, buang gasnya hingga manometer tekanan kerja menunjukan angka nol, bila pengelasan telah selesai atau istirahat.
3. Ikatlah tabung oksigen ini dengan kokoh pada kereta dorong waktu dipindah‐ pindahkan.
4. Bukalah dahulu regulatornya dari tabung oksigen, bila terpaksa memindahkan oksigen tanpa kereta.
5. Bersihkanlah tempat kerja pada radius kurang lebih 8 meter sebelum memulai kegiatan mengelas.
6. Tempatkan alat pemadam kebakaran pada tempat yang mudah dicapai.
c. Regulator tabung gas
Regulator merupakan perlengkapan tabung las dan pengatur tekanan isi menjadi tekanan kerja yang tetap besarnya sesuai yang dikehendaki oleh operator las. Pada regulator terdapat 2 (dua) buah alat pengukur tekanan yaitu manometer tekanan isi dan manometer tekanan kerja. Dimana :
1. Tekanan isi sampai 30 kg/cm 2. Tekanan kerja sampai 3 kg/cm
Gambar 2.16 Regulator Oksigen (kiri) dan regulator acetylene (kanan)
Petunjuk dalam praktek :
1. Jangan memegang regulator dengan sarung tangan berminyak. 2. Pegang regulator pada badannya jangan pada manometernya.
3. Sebelum membuka katup tabung, tutuplah dahulu katup regulator dengan memutar baut pengatur berlawanan jarum jam hingga terasa longgar.
4. Putarlah baut pengatur perlahan‐lahan searah putaran jarum jam ketika mengatur tekanan kerja.
5. Berdirilah di samping, jangan dimuka manometer ketika mengatur tekanan kerja. 6. Apabila regulator rusak segera diganti dengan yang baik.
d. Brander las
Brander las adalah alat untuk mencampur gas acetylene dengan oksigen serta alat pengatur pengeluaran hasil campuran gas tersebut ke mulut brander.
Gambar 2.17 Brander las Petunjuk dalam praktek :
1. Jangan memegang pembakar dengan sarung tangan berminyak.
2. Mulut pembakar jangan digunakan untuk memukul‐mukul atau mencungkil sesuatu. 3. Bila lubang mulut tersumbat, tusuklah dengan alat penusuk khusus yang pas
4. Untuk membersihkan bibir mulut pembakar, gosokannlah pada balok kayu yang bersih sambil katup oksigen dibuka agar tidak tersumbat.
5. Matikan pembakar bila tidak dipakai.
6. Jangan membiasakan menggantungkan pembakar pada tabung las.
e. Nyala api las
Memilih atau menentukan nyala api las yang dipergunakan merupakan bagian yang penting pada pengelasan dengan acetylene. Pembakaran yang telah terjadi dapat menimbulkan nyala api yang berbeda beda bentuk dan warnanya. Pada praktek pengelasan ada 3 (tiga) jenis nyala api yang dipergunakan, yaitu :
1. Nyala karburasi
Nyala karburasi adalah nyala api las yang berlebihan acetylene. Nyala api ini dipergunakan pada proses pengelasan batang‐ batang permukaan yang keras.
2. Nyala Netral
Nyala api dimana pengaturan pengeluaran oksigen dan acetylene seimbang. Nyala api ini sering dipergunakan pada pengelasan : baja, baja tahan karat, aluminium dan tembaga.
3. Nyala oksidasi
Nyala api las yang berlebihan oksigen nya. Nyala oksidasi ini dapat terjadi dengan mengurangi pengeluaran acetylene setelah nyala netral. Nyala api ini biasa dipergunakan untuk pengelasan kuningan atau perunggu
f. Perlengkapan Las
Perlengkapan las Oxy – Acetylene tekanan tinggi yang terdiri dari : 1. Tabung acetylene
2. Tabung Okigen
3. Pipa hembus dengan pipa pancarnya 4. Regulator tekanan asetilin
5. Regulator tekanan oksigen 6. Pipa karet atau selang (house) 7. Satu set kunci ring/kunci sok 8. Kaca mat alas
9. Pemantik/penyulut api (flint lighter) 10. Batang kawat las
11. Fluks (borak) 12. Trolly (roda dorong)
g. Perakitan peralatan Las dan Pengoperasiannya
1. Simpanlah kedua tabung pada roda secara tegak lurus, dimana tabung hitam adalah tabung Oksigen dan tabung berwarna merah bata adalah tabung asetilin.
2. Pasanglah ujung‐ujung pipa karet/selang pada pipa hembus dan ujung yang lainnya pasangkan pada regulator. Ikatlah dengan menggunakan klem pengikat, dimana selang yang berwarna merah untuk acetylene dan selang berwarna hitam atau hijau untuk saluran oksigen.
3. Bersihkan permukaan ulir cylinder valve dan regulator yang akan disambung dari kotoran oli atau gemuk.
4. Bukalah kran pada tabung oksigen sedikit saja untuk mengeluarkan kotoran yang ada pada saluran, begitu pula untuk tabung acetylene lalu tutup kembali.
5. Pasanglah regulator oksigen pada tabung oksigen dengan catatan bahwa ulir sekrup regulator oksigen adalah ulir kanan.
6. Pasanglah regulator asetilin pada tabung acetylene dengan catatan bahwa ulir sekrup regulator acetylene adalah ulir kiri.
7. Keraskan dengan menggunakan kunci, lalu periksalah semua kran atau valve semuanya harus dalam keadaan tertutup.
8. Pasanglah pipa pancar sesuai kebutuhan.
9. Bukalah kran tabung secara perlahan‐lahan satu putaran saja, agar tidak merusak meter regulator, ini berlaku untuk kedua tabung tersebut, maka disini akan terlihat meter regulator menunjukan isi/volume tabung itu sendiri.
10. Aturlah kran regulator acetylene maupun oksigen secara perlahan‐lahan sehingga didapatkan tekanan yang sesuai dengan kebutuhan dengan melihat meter tekanan saluran keluar. Untuk kran regulator oksigen maupun acetylene untuk membuka saluran arah putaran kanan dan menutup arah putaran kiri.
11. Bukalah kran acetylene dan oksigen yang ada pipa hembus (blow pipe) sedikit saja, lalu nyalakan dengan menggunakan penyulut api.
12. Setelah menyala aturlah nyala apinya dengan mengatur lagi kran yang ada di pipa hembus, sehingga didapatkan nyala api yang sesuai dengan kebutuhan. Adapun bentuk nyala api yang ada pada systim pengelasan adalah ada 3 (tiga) jenis, sebagai berikut : Nyala oksidasi, Nyala Netral dan Nyala karburasi.
13. Pengelasan siap untuk dikerjakan dan jangan lupa memakai kacamata las untuk pengaman.
14. Jika pengelasan telah selesai, matikanlah nyala api dengan menutup kran acetylene yang ada pada pipa hembus terlrbih dahulu setelah itu baru tutup kran oksigen. 15. Tutuplah keran yang ada pada kedua tabung, lalu bukalah kran yang ada pada pipa
hembus untuk mengeluarkan acetylene dan oksigen yang tersisa. 16. Tutuplah semua kran yang ada.
17. Bukalah regulator dari tabungnya.
DAFTAR PUSTAKA
Copper Development Association. (2006). The Copper Tube Handbook. New York : Copper Development Association Inc.
Hasan, Syamsuri. (2006). Sistem refrigerasi dan Tata Udara jilid 2. Jakarta : Direktorat Pembinaan Sekolah Menengah Kejuruan.
Mitrakusuma, W.H. (2006). Panduan Praktikum Instalasi Sistem Refrigerasi. Bandung : Polban (Tidak diterbitkan).
Taqwali, Ega. (2005). Job sheet Sistem Pendingin I : Pekerjaan Dasar Pipa. Bandung : Universitas Pendidikan Indonesia (Tidak diterbitkan).