1
Faktor-faktor yang
Mempengaruhi Desain
Vessel
“Mesin” yang Paling Banyak Digunakan
Bejana (vessel) adalah bagian dasar dari berbagai peralatan proses Bejana mungkin menjadi “mesin” yang paling banyak digunakan
dalam sektor industri yang berbeda-beda
Banyak peralatan proses yang dapat dikategorikan sebagai bejana
dengan berbagai modifikasi yang diperlukan untuk dapat melakukan berbagai fungsi
Contoh
An AUTOCLAVE
Dapat disebut sebagai bejana bertekanan tinggi yang dilengkapai dengan
pengaduk dan sumber panas
A DISTILLATION or ABSORPTION column
Dapat disebut sebagai bejana yang mengandung rangkaian kontaktor uap-cair
A HEAT EXCHANGER (HE)
Dapat disebut sebagai bejana yang mengandung bagian untuk perpindahan
panas melalui dinding tube
An EVAPORATOR
Dapat disebut sebagai bejana yang mengandung HE yang digabung dengan
Pemilihan Tipe Vessel
Faktor utama yang mempengaruhi pemilihan
adalah:
Fungsi dan lokasi vessel
Sifat cairan
Suhu operasi dan tekanan
Tipe Vessel Yang Umum Digunakan
“Vessel seperti diatas kebanyakan digunakan untuk liquid yang tidak bersifat toksik. Jika liquid bersifat toksik, mudah terbakar, tekanannya tinggi, maka sebaiknya menggunakan
closed vessel”
Open tanks
Dasar vessel berbentuk datar, tangki berbentuk silinder
vertikal
Silinder vertikal dan horizontal vessel
Open Vessel
• Tanki untuk sistem operasi
batch
• Sebagai
settling tank (sedimentation tank or
clarifier)
•
Decanters
• Reaktor kimia
•
Reservoir
Clossed Vessel
Untuk fluida yang bersifat mudah terbakar,
bersifat toksik, dan gas harus menggunakan
clossed vessel
Bahan-bahan kimia yang berbahaya
Standard Yang Digunakan
Tanki yang digunakan untuk penyimpanan
produk crude oil dan petroleum umumnya
menggunakan API Standard 12 C, API
Cylindrical Vessel dengan Flat Bottoms dan Conical
Merupakan desain yang paling ekonomis untuk closed
vessel yang beroperasi pada tekanan atm
Jenis vessel ini langsung berdiri di atas permukaan
tanah dengan pondasi berupa pasir, kerikil, dan
batau-batuan.
Vessel ini dilengkapi dengan ventilasi yang
memungkinkan ekspansi dari cairan sebagai akibat dari
fluktuasi suhu dan volume
Dimensional Cylindrical Vessel dengan Flat Bottoms dan Conical
Diameter maksimum = 24 ft
Diameter yang lebih besar = 48 ft
Secara umum tangki dengan atap kerucut terbatas
pada tekanan atmosfer
Jika atap berbentuk kubah yang digunakan maka
Cylindrical Vessel with Formed Ends
Banyak digunakan dimana tekanan uap of the
stored liquid may diclate a stronger design
Standar yang digunakan adalah API dan ASME
Vessel ini biasanya kurang dari 12 ft untuk
Spherical and Modified Spherical Vessels
Digunakan untuk storage container untuk volume
yang besar dan dibawah tekanan rata2
Kapasitas dan Tekanan yang digunakan pada tipe
ini:
Contoh Spherical and Modified Spherical Vessels Pada
Indistri Petroleum dengan Pressure 100 lb/sq.in gage
Metode Fabrikasi (Pembuatan)
Pembuatan Equipment proses melalui perhitungan fusin
welding, casting, forging, machining, brazing, and
soldering, and sheet-metal forming
Gray-iron banyak digunakan untuk produksi secara
massal alat kelengkapan pipe fitting, dan digunakan
untuk alat-alat seperti cast-iron pipe, HE shell, dan
evaporator karena ketahanan korosi yang unggul
dibanding baja
Standar Pengelasan (Welding Standards)
Variabel pengelasan (welding) dikontrol agar
menghasilkan sambungan (joints) yang kuat pada peralatan dimana sejumlah kode dan standar telah ditetapkan untuk tujuan ini, antara lain:
ASME Code Welding Qualifications (Section IX ASME
Boiler Code)
ASA Code for Pressure Piping (B 131.1, Section 6
and Appendices I and II)
Standard Qualification Procedures of the American
Welding Society
API Standard 12 C, API Specification for Welded Oil
Storage Tanks (Section 7 and 8)
Untuk memenuhi standar pengelasan, weld
yang dibuat harus diuji untuk menentukan gaya tarik (tensile strength), keelastisan (ductility), serta kekuatan (soundness)
Ketentuan-ketentuan dalam standar
pengelasan:
Gaya tarik dalam uji reduced-section-tension tidak
boleh kurang dari 95% dari gaya tarik minimum material yang di-las
Elongasi minimum yang diizinkan pada uji free-bend
adalah 20%
Kekuatan geser pada uji transverse-shear tidak boleh
kurang dari 87% dari gaya tarik minimum material yang di-las
Dalam berbagai uji kekuatan. Permukaan konveks
spesimen diperiksa untuk melihat retakan atau kecacatannya. Jika retakan melebihi 1/8 in pada arah tertentu, sambungan dianggap gagal
Tipe welded joints dalam Pembuatan Vessel
Gambar disamping merupakan kode
API-ASME untuk unfired pressure vessel yang mengilustrasikan beberapa tipe welded joints yang digunakan pada pengelasan plat baja untuk pembuatan pressure vessel
Pemilihan tipe sambungan tergantung pada
peralatan (service), ketebalan logam, prosedur pembuatan (fabrication), serta persyaratan kode
Simbol Welding Standar
(rekomendasi API Standard 12 C)
Tipe Kriteria dalam Desain Vessel
Pemilihan tipe vessel utamanya didasarkan pada functional service yang
dibutuhkan vessel, seperti temperatur, tekanan, batasan dimensi, serta
berbagai masukan (loads)
Jika vessel tidak didesain dengan benar maka vessel dapat gagal
dalam service yang disebakan oleh:
Deformasi plastis yang dihasilkan dari stress berlebih, patah, serta
ketidakstabilan elastis
Korosi, pemakaian, atau keletihan (fatigue)
Desain vessel melidungi dari kegagalan service dengan melibatkan
Pertimbangan Ekonomi
Material murah (kayu, beton, dan
baja) dapat mengeliminasi
kebutuhan fabrikasi vessel dari
material yang lebih mahal (logam
atau alloy)
Peningkatan ukuran tangki akan
membuat biaya relatif
penggunaan alloys dan logam
non-besi menjadi meningkat
Beton kadang dimanfaatkan untuk
Harga Baja (Pabrik Baja vs. Gudang Baja)
Pabrik dan gudang baja memiliki
harga dasar untuk setiap kelas produk baja (seperti terlihat pada tabel)
Harga berlaku untuk pemesanan
10.000 lb atau lebih dari ukuran yang dipesan pada satu waktu (satu ketebalan dan satu lebar dianggap satu ukuran)
Biaya tambahan dikenakan untuk
tambahan heat –treatment,
surface-finish, pengujian, peralatan kimia,
spesifikasi, persyaratan khusus, dimensi, pengakapalan, tanda khusus,
loading, serta pengikatan pelat
Harga baja untuk satu gudang dengan
yang lain bervariasi tergantung jarak dari pabrik dan service yang diinginkan
Gudang akan menyuplai baja dengan
ukuran yang disesuaikan dengan keinginan konsumen
Pembuatan/ Fabrikasi
Biaya lansung untuk produksi sebuah
peralatan proses termasuk biaya material dan biaya tenaga kerja
Biaya pelat baja biasanya
mengandung sebagian besar porsi biaya material untuk vessel
Biaya tenaga kerja yang terlibat
dalam fabrikasi vessel kenyataannya sulit untuk ditetapkan secara akurat
1. Persiapan kerangka bejana/ vessel shell
menggunakan 40-ft planner machining a double “U” edge pada 1 ¾-in dengan panjang potongan 29 ft
2. Pengerutan (crimping) pinggiran pelat yang
akan disambungkan dengan longitudinal weld. Tahapan ini dibutuhkan karena gulungan tidak bisa digunakan untuk membentuk tutup curva yang diinginkan
3. Penyesuaian dan pemasangan komponen
vessel dengan pengelasan (welding)
Estimasi Biaya
Biaya yang harus diestimasikan dalam mendesain vesel adalah:
Indeks Harga (Diterangkan lebih lanjut)
Variasi Biaya Pekerja Biaya pekerja selalu naik setiap tahunnya Biaya Eksploitasi (Shop Overhead)/Beban meliputi biaya
bimbingan, administrasi, teknik, penjualan, utilitas, pemeliharaan, depresiasi, pajak dan biaya fix serta tek langsung lainnya
Keuntungan
Perbandingan biaya peralatan berdasarkan ukuran Biaya ukuran
alat kedua sama dengan biaya ukuran alat pertama dikalikan rasio ukuran (kapasitas)-nya dan dipangkatkan dengan 0.6
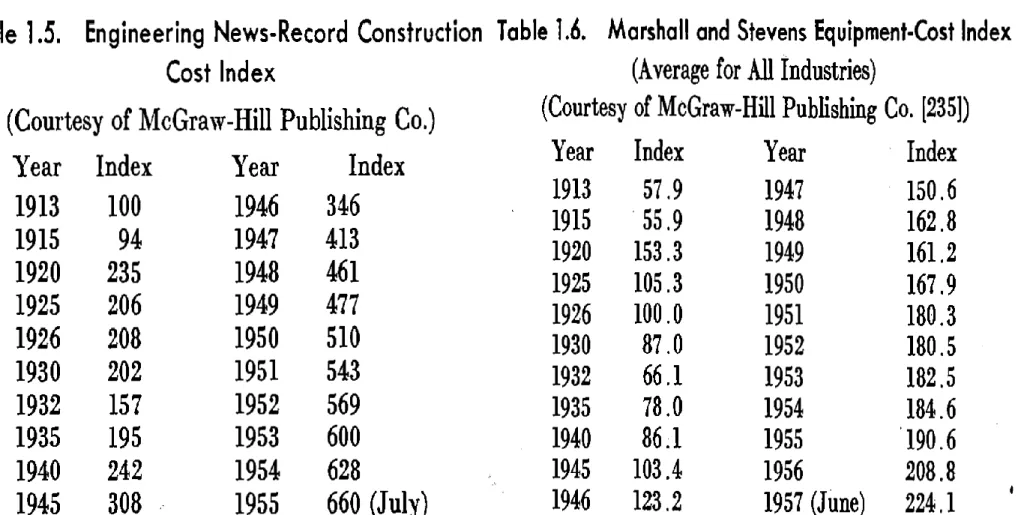
Indeks Harga (Cost Indeks)
Indeks harga (Cost Index) jumlah harga relatif yang
memberikan variasi kelompok harga dengan basis tahun.
Indeks harga yang paling sering digunakan adalah
Engineernibg News Recird (ENR) construction Cost Index, The Marshall and Stevens Equipment Cost Index dan The Nelson Refinery Index
Untuk menggunakan mengalikan harga saat ini rasio indeks
COMPRESS
Salah satu perangkat lunak yang digunakan untuk
melakukan perhitungan desain bejana tekan (Pressure
Vessel).
COMPRESS digunakan untuk mermudahkan dalam
melakukan perhitungan, dari bagian-bagian utama
pressure vessel sampai kepada bagian assesoris yang
digunakan pada sebuah bejana tekan seperti, lifting
lug, manhole, nozzle, dan skirt
Perhitungan Ketebalan Dinding silinder (Shell)
Perencanaan tebal dinding silinder (shell) yang diatur dalam standar
ASME Section VIII Divisi I 2010 ayat UG-27, untuk ketebalan
berdasarkan tekanan maksimum atau minimum yang terjadi melalui
persamaan
Perhitungan Ketebalan
Tegangan Circumferential (sambungan longitudinal) untuk t<0,5 R atau
P < 0,385SE
Tegangan Longitudinal (Sambungan circumferential) Untuk t < 0,5 R
atau P < 1,25 SE
P
.
SE
PR
t
6
0
t
.
R
t.
SE
P
6
0
atau
Notasi
t = Tebal bahan
P = Tekanan internal (pressure gauge)
D = Diameter dinding silinder (shell)
S = Kekuatan tarik izin bahan (Tabel 13.2)
E = Efisiensi sambungan las
K = D/2h Faktor formula ellipsoidal head.
R = Jari-jari dalam dinding
Perhitungan ketebalan dinding kepala (Head)
CA
D
h
h
D
K
4
2
2
6
1
2Contoh
Ukuran = 914 mm I.D × 2400
Fluida = Compressed air
Kondisi Desain Pressure Vessel :
Kondisi desain tekanan = 1280
kPa
Kondisi desain temperature = 65
Kondisi kerja Pressure Vessel :
Kondisi kerja tekanan = 840 KPa Kondisi kerja temperature = 40 Batasan korosi = 3 mm
Dimensi pressure vessel :
Diameter dalam Shell = 914 mm Tinggi shell (T.L to T.L) = 2400 mm Head (Top Head) = Ellipsoidal
Head
(Bottom Head) = Ellipsoidal Head Tinggi dish head = D/4 = 914/4