PERHITUNGAN KINEMATIKA BALIK DENGAN ANALISIS LINTASAN TERPENDEK PADA MESIN PERKAKAS 5 AXIS
Moh. Imam Afandi1)
1)Puslit KIM-LIPI, Kawasan Puspiptek Serpong, Tangerang 15314
INTISARI
Mesin perkakas 5 axis telah banyak digunakan secara luas pada industri manufaktur untuk pembuatan benda-benda kerja dengan sembarang bentuk. Untuk membuat bentuk disain dari benda kerja dengan waktu pengerjaan yang efektif, telah dilakukan perhitungan kinematika balik pada mesin perkakas 5 axis untuk menentukan persamaan kinematika masing-masing axis dengan analisis perhitungan lintasan terpendek untuk mencapai posisi dan orientasi ujung tool yang diinginkan. Secara matematis, didapatkan hasil persamaan kinematika untuk masing-masing axis pada mesin Vertical Milling Center
5 Axis dengan rotary spindle dan rotary table dengan analisis perhitungan lintasan terpendek untuk
mencapai posisi dan orientasi ujung tool yang diinginkan.
Kata kunci : Mesin perkakas 5 axis, persamaan gerak axis, kinematika balik.
ABSTRACT
Five-axis tools machine has been used widely in manufacturing industries for producing freeform workpieces. In order to make a desired form of workpiece with an effective time order, the calculation of inverse kinematics of the five-axis tools machine has been done to determine each moving axis equation with the analysis of shortest path calculation to reach out a required tool-tip position and orientation. The result of equation for each moving axis of Vertical Milling Center 5 axis with rotary spindle and rotary table has been mathematically obtained with the analysis of shortest path calculation to reach out a required tool-tip position and orientation.
Keywords : Five-axis tools machine, moving axis equation, inverse kinematic.
1. PENDAHULUAN
Penggunaan mesin perkakas 5 axis dalam pembuatan alat-alat kerja yang kompleks dan presisi menjadi suatu kebutuhan penting dalam suatu proses industri manufaktur. Walaupun demikian, kemampuan mesin perkakas 5 axis masih sangat bergantung dari sistem pengoperasian kontrol yang digunakan, disamping kemampuan dari operator-nya. Pada mesin perkakas yang lama, sistem pengoperasiannya masih menggunakan bahasa STL(Structured Text List) atau G-Code sehingga membutuhkan waktu yang lama dalam pengoperasiannya. Sistem pengoperasian yang dipakai pada saat ini dapat menggunakan data masukan gambar teknik berupa data CAD/CAM(Computer Aided
Design/Computer Aided Manufacturing)[1]. Sehingga untuk meningkatkan kinerja
mesin perkakas yang lama, diperlukan suatu peremajaan(retrofiting) pada sistem kontrolnya sehingga mampu dijalankan secara otomatis dari data berupa gambar. Masih dalam proses penelitian mengenai pembuatan sistem kontrol dengan konfigurasi open architecture menggunakan PC(Personal Computer) dengan data masukan gambar berupa data CAD/CAM. Namun sebelum data CAD/CAM diolah
dan diterjemahkan ke dalam suatu perintah untuk menggerakkan ujung tool pada mesin perkakas 5 axis, perlu dilakukan kinematika balik pada mesin perkakas 5 axis untuk menentukan persamaan gerak masing-masing axis dalam mencapai posisi dan orientasi ujung tool yang digunakan dalam pemakanan benda kerja. Terdapat beberapa metode untuk menyelesaikan pemodelan kinematika mesin perkakas 5 axis yaitu menggunakan matrik transformasi homogenous[2] dan matrik screw[3].
Dalam tulisan ini dibahas perhitungan kinematika balik menggunakan konvensi persamaan Denavit-Hartenberg pada Mesin Vertical Milling Center 5 Axis dengan
Rotary Spindle dan Rotary Table dengan analisis perhitungan lintasan terpendek
untuk mencapai posisi dan orientasi yang diinginkan. Dalam pembuatan perangkat lunak mesin perkakas 5 axis berbasis PC(Personal Computer), hasil persamaan kinematika untuk setiap axis dengan analisis perhitungan lintasan terpendek ini akan digunakan sebagai persamaan setpoint dalam mencapai posisi dan orientasi ujung tool yang diinginkan.
2. DASAR TEORI
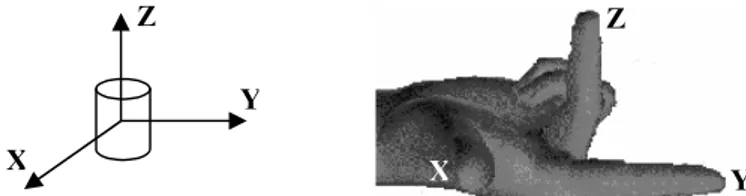
Untuk menyelesaikan permasalahan kinematika, harus mempunyai pengetahuan dasar mengenai matrik transformasi homogenous[4]. Selanjutnya, penyelesaian permasalahan kinematika dari suatu sistem dapat diselesaikan dengan menggunakan konvensi parameter Denavit-Hartenberg[5]. Konvensi ini dapat dijelaskan dengan beberapa langkah. Langkah pertama adalah menentukan lokasi sendi dengan menamakan sumbu sendi Z0 . . . Zn-1 dengan n = jumlah sendi, dengan menggunakan kaidah tangan kanan seperti yang diberikan pada Gambar 1.
Gambar 1. Koordinat Sumbu Sendi
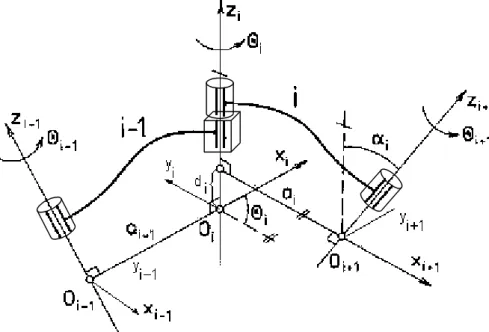
Selanjutnya pada langkah kedua, menentukan lokasi titik asal Oi pada perpotongan Zi-1 dengan keadaan bidang normal ke Zi-1 dan Zi seperti yang diberikan pada Gambar 2. Jika Zi-1 adalah paralel dan sendi i adalah sendi putar(revolute), yang diilustrasikan dalam bentuk tabung, maka tentukan Oi sehingga di = 0. Namun jika sendi i adalah sendi translasi(prismatic), yang diilustrasikan dalam bentuk kubus, maka tentukan Oi pada posisi referensi dari sendi i - 1.
Z X Y Y X Z
Gambar 2. Transformasi Link Konvensi Parameter Denavit-Hartenberg
Kemudian dengan tetap mengacu pada Gambar 2, pada langkah ketiga, adalah menentukan sumbu Xi yang mempunyai garis normal terhadap sumbu Zi dan Zi-1 yang mempunyai arah terhadap sendi i ke sendi i + 1. Langkah keempat, menentukan Yi dengan kaidah tangan kanan seperti yang ditunjukkan pada Gambar 1. Langkah
kelima, menentukan tabel dari parameter lengan ai, di, αi dan θi dimana ai menyatakan jarak sepanjang Xi dari Oi ke perpotongan Oi+1, sedangkan di menyatakan jarak sepanjang Zi-1 dari Oi-1 ke perpotongan Oi dan di merupakan variabel jika sendinya translasi(prismatic). Selanjutnya αi menyatakan sudut antara Zi-1 dan Zi terhadap sumbu Xi yang nilainya positif jika rotasi berlawanan arah jarum jam. Untuk θi menyatakan sudut antara Xi-1 dan Xi terhadap sumbu Zi-1 yang nilainya positif jika berlawanan arah jarum jam dan juga parameter θi merupakan variabel jika sendinya putar(revolute).
Langkah keenam, dilakukan dengan cara mensubstitusikan parameter ai, di, αi dan θi ke dalam persamaan matrik transformasi homogeneous i1
i
A seperti yang diberikan pada Persamaan (1). Selanjutnya, dilakukan perkalian seluruh matrik transformasi
homogeneous i1
i
A sehingga membentuk persamaan kinematika maju 0 1 1
0 ... n
n n A A
T ,
yang memberikan posisi dan orientasi dari kerangka ujung terhadap kerangka dasar.
1 0 0 0 cos sin 0 sin . sin . cos cos . cos sin cos . sin . sin cos . sin cos 1 i i i i i i i i i i i i i i i i i i i d a a A untuk i1,...,n ... ( 1 )
Hasil perkalian matrik homogeneous 0
n
T ini memiliki vektor-vektor yang relatif terhadap sumbu utama yang dapat dijabarkan sebagai berikut :
1 0 0 0 0 z z z z y y y y x x x x n n s a d d a s n d a s n T ... ( 2 )
dimana : n = vektor arah sumbu OnXn terhadap O0X0Y0Z0 (normal)
s = vektor arah sumbu OnYn terhadap O0X0Y0Z0 (sliding)
a = vektor arah sumbu OnZn terhadap O0X0Y0Z0 (approach)
d = vektor pergeseran On terhadap O0 (translasi)
Dari parameter-parameter tersebut di atas selanjutnya dapat diturunkan persamaan model kinematika sesuai dengan sistem yang didisain.
3. PEMODELAN KINEMATIKA MESIN PERKAKAS 5 AXIS
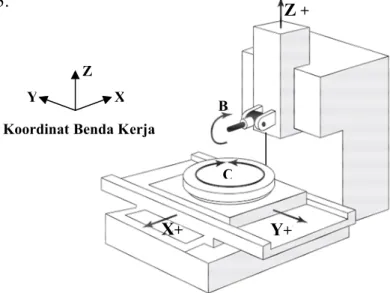
Mesin perkakas 5 axis yang digunakan adalah mesin vertical milling center 5 axis dengan rotasi pada spindel dan rotasi pada meja kerja seperti yang diberikan pada Gambar 3.
Gambar 3. Mesin Vertical Milling Center 5 Axis dengan Rotary Spindle dan Rotary Table
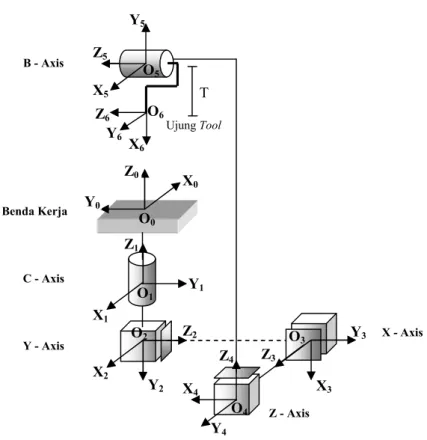
Selanjutnya berdasarkan Gambar 3., dapat dibuat pemodelan kinematika mesin perkakas dengan 5 derajad kebebasan seperti yang diberikan pada Gambar 4.
Z+ Y+ C B Z Y X
Koordinat Benda Kerja
X+ ─
Gambar 4. Susunan Sendi Pada Mesin Vertical Milling Center 5 Axis dengan Rotary Spindle dan Rotary Table
Pada Gambar 4., susunan sendi ditentukan dari bentuk pergerakan masing-masing
axis yang terdiri dari C, Y, X, Z, B dengan variabel T merupakan panjang tool.
Susunan sendi ini berlaku dengan ketentuan bahwa posisi X = 0 dan Y = 0 harus berada tepat di atas sumbu poros rotasi axis C.
4. HASIL DAN PEMBAHASAN
Dengan menerapkan langkah-langkah yang telah ditetapkan oleh konvensi parameter
Denavit-Hartenberg(D-H), maka dengan mengacu pada Gambar 4. akan didapatkan
hasil yang diberikan pada Tabel 1.
Tabel 1. Parameter Denavit-Hartenberg Pada Mesin Perkakas 5 Axis
Sendi i axis ai αi di θi 0 Benda kerja 0 0 0 -1800 1 C 0 -900 0 θC 2 Y 0 900 -Y 900 3 X 0 900 -X -900 4 Z 0 900 Z 900 5 B T 0 0 θB-900 Z0 Ujung Tool T X0 Y0 Z4 X1 Y1 Z2 X2 Y2 Y3 Z3 X3 X4 Y4 Z1 Y5 Z5 X6 Benda Kerja C - Axis Y - Axis X - Axis Z - Axis B - Axis Z6 Y6 X5 O0 O1 O2 O3 O4 O5 O6
Data yang ditampilkan pada Tabel 1. dapat dijelaskan dengan cara sederhana, misalnya pada axis C pada sendi 1, parameter a1 bernilai nol karena tidak jarak antara O1 dan O2 sepanjang sumbu x1. Kemudian parameter α1 bernilai -900 karena terjadi perputaran searah jarum jam dari z1 ke z2 jika dilihat dari sumbu x2. Selanjutnya parameter d1 juga bernilai nol karena tidak ada jarak antara O1 dan O2 sepanjang sumbu z1. Sedangkan untuk parameter θ1 bernilai variabel sebesar θc karena merupakan sendi putar(revolute) dengan sudut yang berlawanan dengan axis C. Parameter θ1 juga tidak ada penambahan konstanta sudut karena sumbu x1 dan sumbu x2 tidak membentuk sudut jika dilihat dari sumbu z1. Dengan cara yang sama juga akan didapatkan parameter-parameter axis lainnya.
Selanjutnya data pada Tabel 1. dimasukkan ke dalam Persamaan (1), sehingga didapatkan hasil matrik transformasi kinematika homogenous sebagai berikut :
1 0 0 0 0 1 0 0 0 0 1 0 0 0 0 1 0 1 A , 1 0 0 0 0 0 1 0 0 cos 0 sin 0 sin 0 cos 1 2 C C C C A , 1 0 0 0 0 1 0 0 0 0 1 0 1 0 0 2 3 Y A , 1 0 0 0 0 1 0 0 0 0 1 0 1 0 0 3 4 X A , 1 0 0 0 0 1 0 0 0 0 1 0 1 0 0 4 5 Z A , 1 0 0 0 0 1 0 0 cos . 0 sin cos sin . 0 cos sin 5 6 B B B B B B T T A (3)
Kemudian dapat dihitung persamaan kinematika maju yang diperoleh dari hasil perkalian matrik dari Persamaan (3), didapatkan hasil sebagai berikut :
1 0 0 0 T.cos 0 sin cos Y.cos X.sin .sin T.sin cos .cos sin .sin sin Y.sin X.cos .sin T.cos sin .cos cos .sin cos B B B C C B C C B C B C C C B C C B C B C 0 6 Z T (4)
Dengan melihat Persamaan (2), maka dapat diperoleh posisi ujung tool terhadap landasan diwakili oleh kolom ke-4 dari Persamaan (4). Dengan memisalkan P adalah posisi ujung tool maka diperoleh,
Z P P P P z y x B C C B C C C B C T.cos Y.cos X.sin .sin T.sin Y.sin X.cos .sin T.cos ... (5)
Selanjutnya dengan melihat pada Gambar 4., akan didapatkan bahwa orientasi ujung tool diwakili oleh koordinat sumbu x6 yang relatif terhadap sumbu koordinat benda kerja Ooxoyozo. Sehingga orientasi ujung tool terhadap koordinat landasan direpresentasikan oleh kolom pertama dari Persamaan (4). Dengan memisalkan S
B B C B C cos .sin sin .sin cos z y x S S S S ... (6) Dalam proses pemakanan benda kerja, sudut orientasi ujung tool pada Persamaan (6) ini diusahakan mempunyai vektor yang berlawanan terhadap sumbu normal benda kerja. Jika ujung tool mendapat halangan(collision), maka sudut orientasi ujung tool dibolehkan mempunyai vektor yang tidak berlawanan terhadap sumbu normal benda kerja dengan sudut minimal dari kemiringan ujung tool yang diijinkan dalam proses pemakanan benda kerja.
Selanjutnya untuk menggerakkan masing-masing axis pada mesin perkakas yang sesuai dengan posisi dan orientasi ujung tool yang diinginkan, maka diperlukan perhitungan kinematika balik, dimana dari Persamaan (6) akan didapatkan,
B C B C .sin cos .sin sin x y S S
→
x y S S C C cos sin x y S S an C T x y S S an 1 C T
untuk menghindari nilai tak tentu, dapat dijabarkan menjadi
0 90 . 0 T 0 1 C x y x x y S untuk S sign S untuk S S an ... (7)masih mengacu pada Persamaan (6), juga didapatkan
B 2 B C 2 B C 2 2 cos .sin sin -.sin cos - z y x S S S B 2 B 2 C 2 B 2 C cos .sin sin .sin cos
B 2 B 2 C 2 C cos .sin sin cos B B B 2 B cos sin cos 1.sin →
z y x S S S an 2 2 B T z y x S S S an 2 2 1 B T
untuk menghindari nilai tak tentu, dapat dijabarkan menjadi
0 90 . . 0 T 0 2 2 1 B z y x z z y x S untuk S sign S sign S untuk S S S an ... (8)Dimana perputaran pada axis C mempunyai sudut batasan -1800 ≤ θB ≤ 1800 dan perputaran pada axis B mempunyai sudut batasan -900 ≤ θA ≤ 900. Kemudian dari Persamaan (5) dapat diperoleh persamaan axis yang lainnya, dimana untuk axis Z,
B z T.cos
P
Z ... (9) selanjutnya dari persamaan axis Y, didapatkan
C C B C y cos X.sin .sin T.sin P Y ... (10) Persamaan (10) disubstitusikan ke dalam persamaan axis X, dan diperoleh
C C
B C
x T.cos .sin X.cos Y.sin
P C C C B C y C B C cos .sin X.sin .sin T.sin P X.cos .sin T.cos
yang kemudian dengan mengalikan dengan cos , didapatkanC
C 2 B C 2 C y B 2 B C 2 C
x.cos T.cos .sin X.cos P .sin T.sin .sin X.sin
P B C 2 C y B C 2 C x C 2 C
2 +X.cos P .cos T.cos .sin P .sin T.sin .sin
X.sin C y B C 2 C 2 C x B 2 B
2 +cos ) P .cos T.(sin +cos ).sin P .sin
X.(sin
selanjutnya juga akan didapatkan persamaan axis X sebagai berikut,
C y B C
x.cos T.sin P .sin
P
X ... (11) Persamaan (11) kemudian disubstitusikan kembali ke Persamaan (10), sehingga akan didapatkan, C C B C y cos X.sin .sin T.sin P Y C C C y C B C C x B C y cos .sin sin . P .sin T.sin .sin .cos P .sin T.sin P Y C C 2 y C C x y cos sin . P .sin .cos P P Y ... (12)
untuk menghindari bilangan tak tentu maka Persamaan (12) dapat dijabarkan menjadi, 0 cos 0 cos cos sin . P .sin .cos P P Y C C C C 2 y C C x y untuk P untuk x ... (13)
Persamaan (7),(8),(9),(11) dan (13) dapat dijadikan persamaan masing-masing axis dalam mencapai posisi dan orientasi ujung tool yang diinginkan.
Sebagai contoh implementasi, misalkan setpoint titik pemakanan benda kerja adalah
cm
Px1 30 , Py1 50cm, Pz130cm dengan sumbu normal titik pemakanan
] 1 , 0 , 0 [
N dan panjang tool T 10 cm sedangkan posisi ujung tool saat ini berada pada posisi Px0 50cm, Py0 30cm, Pz0 30cm dengan S [0,0,1]. Dengan menganggap tool tidak mendapat halangan untuk sudut orientasi S N , maka diperoleh T 1
0 0 0 C an dan -T 1
0 0 1
0 B an . Selanjutnya dapat dihitung persamaan axis X,Y dan Z untuk menjangkau posisi yang diinginkan sebagai berikut : Untuk kondisi awal persamaan axis X,Y dan Z diperoleh
cm 50 ) 0 ( sin . 30 ) 0 ( sin . 10 ) 0 ( cos . 50 X0 cm 30 0) ( cos ) 0 ( sin . 30 0) ( 0).sin ( .cos 0 5 0 3 Y 2 0 cm Z0 3010.cos(0)40
sedangkan kondisi akhir pada setpoint adalah
cm 30 ) 0 ( sin . 50 ) 0 ( sin . 10 ) 0 ( cos . 30 X1 cm 50 0) ( cos ) 0 ( sin . 50 0) ( 0).sin ( .cos 0 3 0 5 Y 2 0 cm Z1 3010.cos(0)40
sehingga dapat dihitung total jarak yang ditempuh(d) sebagai berikut :
cm Z Z Y Y X X d 1 0 1 0 1 0 3050 5030 4040 40
Hasil perhitungan pada contoh implementasi diatas masih merupakan perhitungan konvensional dalam menjangkau posisi yang diinginkan, karena perhitungannya belum memanfaatkan keunggulan alternatif pergerakan dari mesin perkakas 5 axis. Salah satu alternatif pergerakan adalah dengan memaksimalkan sendi putar pada axis C, dimana jika berdasarkan koordinat kartesian pada benda kerja akan didapatkan koordinat sudut polar untuk benda kerja sebagai berikut,
C x r
P cos , Py rsinC dengan 2 2
y x P
P
sehingga untuk alternatif pergerakannya diperoleh
0 90 . 0 T 0 1 C x y x x y P untuk P sign P untuk P P an ... (14)sehingga jika Persamaan (14) diterapkan pada contoh implementasi diatas, Untuk kondisi awal untuk transformasi persamaan r, θc dan Z diperoleh,
cm P P r x y 2 502 302 58,3 0 2 0 0 0 1 0 0 1 C0 30,96 50 30 T T an P P an x y
sedangkan kondisi akhir pada setpoint adalah
cm P P r x y 2 302 502 58,3 1 2 1 1 0 1 1 1 1 C1 59,03 30 50 T T an P P an x y
jarak yang ditempuh untuk sudut axis C adalah keliling dari irisan lingkaran, sehingga untuk jarak total yang ditempuh(d) adalah
0 1 0 C0 C1 min 0 1 360 . . . 2 r Z Z r r d 40 40 28,56cm 360 96 , 30 03 , 59 . 3 , 58 . . 2 50 50 0 0 0
Untuk contoh implementasi diatas, didapatkan bahwa untuk koordinat polar mempunyai jarak tempuh yang lebih pendek dari koordinat kartesian. Hasil perbandingan jarak tempuh ini tidak mutlak berlaku di semua titik setpoint karena pada titik-titik tertentu sangat mungkin mendapatkan hasil perbandingan yang sebaliknya. Alternatif pergerakan yang dipilih adalah pergerakan yang mempunyai jarak lintasan terpendek dalam mencapai posisi yang diinginkan, yang dapat dirumuskan dalam persamaan,
C1 0C0 1 0 min 0 1 0 1 0 1 360 . . . 2 min X X Y Y or r r r Z Z d ... (15) 5. KESIMPULANDAFTAR PUSTAKA
[1] Rosso Jr, R.S.U., Allen, R.D. dan Newman, S.T., 2002. Future Issues for CAD/CAM and Intelligent CNC Manufacture, Proceedings of the 19th International Manufacturing Conference – IMC19 Queen’s University Belfast -Belfast, Northern Ireland, pp. 115-124, ISBN 0-85389-8227
URL: http://www.joinville.udesc.br/portal/professores/roberto/materiais/
Future_Issues_Queens_Univ.pdf
[2] Rahman, Mahbubur, 2004. Modeling and Measurement of Multi-axis Machine Tools to Improve Positioning Accuracy in a Software Way, Academic Dissertation of the Faculty of Technology, University of Oulu, Finlandia. ISBN 951-42-7331-1.
URL: http://herkules.oulu.fi/isbn951427332X/isbn951427332X.pdf
[3] Moon, S.K., Moon, Y.M., Kota, S., Landers, R.G., 2001. Screw Teory Based Metrology For Design And Error Compensation of Machine Tools, Proceedings of ASME 2001 Design Engineering Technical Conferences Pittsburgh, Pennsylvania.
URL: http://erc.engin.umich.edu/publications/PubFiles/TA2/ProjM1/
DETC01_DAC21083.pdf
[4] Selig, J.M., 1992. Introductory Robotics, Prentice Hall International Ltd., UK. [5] Sciavicco, L., Siciliano, B., 1996. Modeling And Control of Robot