LAPORAN AKHIR
PENELITIAN DOSEN PEMULA
Optimasi Multirespon Proses Wire Electrical Discharge
Machining untuk Pengerjaan Komponen Punch and Dies
Bracket Konstruksi Kapal Alumunium
Tahun ke-1 dari rencana 1 tahun
TIM PENGUSUL
Fipka Bisono, SST., MT / NIDN: 0008078805
Dhika Aditya P., SST., MT / NIDN: 0007108902
POLITEKNIK PERKAPALAN NEGERI SURABAYA
2019
Direktorat Riset dan Pengabdian Masyarakat Direktorat Jenderal Riset dan Pengembangan Kementerian Riset, Teknologi, dan Pendidikan Tinggi
Gedung BPPT II Lantai 19, Jl. MH. Thamrin No. 8 Jakarta Pusat http://simlitabmas.ristekdikti.go.id/
PROTEKSI ISI LAPORAN AKHIR PENELITIAN
Dilarang menyalin, menyimpan, memperbanyak sebagian atau seluruh isi laporan ini dalam bentuk apapun kecuali oleh peneliti dan pengelola administrasi penelitian
LAPORAN AKHIR PENELITIAN TAHUN TUNGGAL
ID Proposal: 4a1399b6-36e2-4b9b-82e2-3c50bd000f08 Laporan Akhir Penelitian: tahun ke-1 dari 1 tahun
1. IDENTITAS PENELITIAN A. JUDUL PENELITIAN
Optimasi Multirespon Proses Wire Electrical Discharge Machining untuk Pengerjaan Komponen Punch and Dies Bracket Konstruksi Kapal Alumunium
B. BIDANG, TEMA, TOPIK, DAN RUMPUN BIDANG ILMU
Bidang Fokus RIRN / Bidang Unggulan Perguruan
Tinggi
Tema Topik (jika ada) Rumpun Bidang Ilmu
Kemaritiman Teknologi penguatan infrastruktur maritim Pengembangan teknologi infrastruktur pantai dan lepas pantai
Teknik Produksi (dan Atau Manufakturing)
C. KATEGORI, SKEMA, SBK, TARGET TKT DAN LAMA PENELITIAN
Kategori (Kompetitif Nasional/ Desentralisasi/ Penugasan) Skema Penelitian Strata (Dasar/ Terapan/ Pengembangan) SBK (Dasar, Terapan, Pengembangan) Target Akhir TKT Lama Penelitian (Tahun) Penelitian Kompetitif Nasional Penelitian Dosen Pemula SBK Riset Pembinaan/Kapasitas SBK Riset Pembinaan/Kapasitas 4 1 2. IDENTITAS PENGUSUL Nama, Peran Perguruan Tinggi/ Institusi Program Studi/
Bagian Bidang Tugas ID Sinta H-Index
FIPKA BISONO Ketua Pengusul Politeknik Perkapalan Negeri Surabaya Tenik Permesinan Kapal 6026776 0 DHIKA ADITYA PURNOMO S.ST, M.P Anggota Pengusul 1 Politeknik Perkapalan Negeri Surabaya Teknik Desain Dan Manufaktur 6177290 0
3. MITRA KERJASAMA PENELITIAN (JIKA ADA)
Pelaksanaan penelitian dapat melibatkan mitra kerjasama, yaitu mitra kerjasama dalam melaksanakan penelitian, mitra sebagai calon pengguna hasil penelitian, atau mitra investor
Mitra Nama Mitra
4. LUARAN DAN TARGET CAPAIAN Luaran Wajib
Tahun
Luaran Jenis Luaran
Status target capaian (
accepted, published, terdaftar atau granted, atau status
lainnya)
Keterangan (url dan nama
jurnal, penerbit, url paten, keterangan sejenis lainnya)
1 Metode penerapan
-Luaran Tambahan
Tahun
Luaran Jenis Luaran
Status target capaian (accepted,
published, terdaftar atau granted, atau status lainnya)
Keterangan (url dan nama jurnal,
penerbit, url paten, keterangan sejenis lainnya)
5. ANGGARAN
Rencana anggaran biaya penelitian mengacu pada PMK yang berlaku dengan besaran minimum dan maksimum sebagaimana diatur pada buku Panduan Penelitian dan Pengabdian kepada Masyarakat Edisi 12.
Total RAB 1 Tahun Rp. 19,760,000 Tahun 1 Total Rp. 19,760,000
Jenis Pembelanjaan Item Satuan Vol. Biaya
Satuan Total
Analisis Data HR Pengolah Data P
(penelitian) 1 1,540,000 1,540,000 Analisis Data Transport Lokal OK (kali) 2 130,000 260,000 Analisis Data Biaya analisis sampel Unit 12 500,000 6,000,000 Analisis Data Biaya konsumsi rapat OH 15 40,000 600,000 Bahan ATK Paket 1 1,188,000 1,188,000
Bahan Bahan Penelitian (Habis
Pakai) Unit 1 2,760,000 2,760,000 Pelaporan, Luaran Wajib, dan
Luaran Tambahan
Biaya Publikasi artikel di
Jurnal Nasional Paket 1 750,000 750,000 Pengumpulan Data Transport OK (kali) 5 130,000 650,000 Pengumpulan Data Biaya konsumsi OH 10 40,000 400,000 Pengumpulan Data HR Petugas Survei OH/OR 14 8,000 112,000
Pengumpulan Data HR Pembantu
Lapangan OH 14 75,000 1,050,000 Sewa Peralatan Peralatan penelitian Unit 1 3,800,000 3,800,000 Sewa Peralatan Transport penelitian OK (kali) 5 130,000 650,000
6. HASIL PENELITIAN
A. RINGKASAN: Tuliskan secara ringkas latar belakang penelitian, tujuan dan tahapan metode penelitian, luaran
Pemotongan logam adalah salah satu proses manufaktur yang sangat penting dalam dunia industri perkapalan. Kecepatan proses manufaktur dan produk yang berkualitas sangat diperlukan dalam industri ini. Salah satu komponen untuk konstruksi kapal alumunium yang banyak diperlukan dalam proses fabrikasi adalah bracket. Agar dapat diproduksi secara masal, maka untuk pembuatan bracket dibutuhkan punch and dies. Wire electrical discharge machining adalah salah satu proses pemesinan non-konvesional yang paling populer dan banyak diaplikasikan untuk pembuatan punch and dies maupun cetakan plastik. Proses ini digunakan dalam dunia industri untuk proses pemotongan logam dengan tingkat kekerasan bahan yang tinggi dan dengan bentuk geometri yang kompleks. Pengaturan variabel-variabel proses wire electrical discharge machining yang tidak tepat dapat menyebabkan terjadinya kekasaran permukaan benda kerja yang tinggi, tingkat kepresisian yang rendah dan waktu proses pemesinan yang lama, serta juga dapat menurunkan kekuatan bahan pada permukaan benda kerja. Tujuan dilakukan penelitian ini adalah untuk menentukan kombinasi variabel-variabel proses wire electrical discharge machining agar tercapai respon yang optimum, dengan menggunakan rancangan percobaan yang tepat, maka proses coba-coba akan berkurang, sehingga waktu dan biaya proses pemesinan dapat diminimumkan. Penelitian tentang optimasi proses wire electrical discharge machining dilakukan pada baja perkakas dengan menggunakan kawat elektroda zinc coated brass wire. Percobaan dilakukan dengan memvariasikan variabel-variabel proses, seperti arc on time, on time, open voltage dan servo voltage. Material yang digunakan adalah baja perkakas SKD11 atau AISI D2. Penelitian ini dilakukan untuk mengetahui pengaruh dari parameter-parameter proses wire electrical discharge machining terhadap respon seperti surface integrity dan lebar pemotongan. Aspek-aspek dari surface integrity yang dievaluasi adalah tebal white layer dan kekasaran permukaan. Selain itu juga dilakukan optimasi multirespon untuk menentukan pengaturan dari parameter-parameter proses wire electrical discharge machining agar diperoleh respon yang optimum. Karakteristik respon optimal yang digunakan adalah semakin kecil semakin baik untuk respon tebal white layer, kekasaran permukaan, lebar pemotongan. Grey relational analysis dalam penelitian ini digunakan untuk melakukan optimasi multirespon. Luaran yang ditargetkan dalam penelitian ini adalah penerapan metode optimasi multirespon hasil penelitian diharapkan bisa dijadikan acuan untuk proses pemesinan wire electrical discharge machining, sehingga dampak negatif dari proses pemesinan yang salah dapat dikurangi. Hasil penelitian menunjukkan dengan pengaturan nilai variabel proses arc on time pada 1μs, on time pada 4μs, open voltage pada 70V dan servo voltage pada 40V dapat menghasilkan nilai lebar pemotongan, kekasaran permukaan, dan tebal lapisan white layer paling optimum secara serentak. Sedangkan kontribusi dari masing-masing variabel proses terhadap total variansi respon lebar pemotongan, kekasaran permukaan, dan tebal lapisan white layer yang diamati secara serentak berturut-turut adalah on time sebesar 65,09%, open voltage sebesar 11,35%, arc on time sebesar 7,71% dan servo voltage sebesar 5,61%. Metode dan penerapan dari penelitian ini dipublikasikan dalam artikel ilmiah yang dimuat di jurnal nasional tidak terakreditasi, dalam hal ini jurnal yang dituju adalah Jurnal Energi dan Manufaktur. Status dari artikel ilmiah dalam penelitian ini adalah published di Jurnal Energi dan Manufaktur vol. 12 no. 2 Oktober 2019. Adapun Tingkat Kesiapan Teknologi (TKT) dalam penelitian ini adalah level 3. Dimana dilakukan pembuktian konsep, fungsi dan/atau karakteristik penting secara analitis dan eksperimental. Sedangkan target TKT adalah level 4, yaitu validasi komponen/subsistem dalam lingkungan laboratorium.
GRA, kekasaran permukaan, lebar pemotongan, wire-EDM, white layer
Pengisian poin C sampai dengan poin H mengikuti template berikut dan tidak dibatasi jumlah kata atau halaman namun disarankan seringkas mungkin. Dilarang menghapus/memodifikasi template ataupun menghapus penjelasan di setiap poin.
C. HASIL PELAKSANAAN PENELITIAN: Tuliskan secara ringkas hasil pelaksanaan penelitian yang telah dicapai
sesuai tahun pelaksanaan penelitian. Penyajian dapat berupa data, hasil analisis, dan capaian luaran (wajib dan atau tambahan). Seluruh hasil atau capaian yang dilaporkan harus berkaitan dengan tahapan pelaksanaan penelitian sebagaimana direncanakan pada proposal. Penyajian data dapat berupa gambar, tabel, grafik, dan sejenisnya, serta analisis didukung dengan sumber pustaka primer yang relevan dan terkini.
Pengisian poin C sampai dengan poin H mengikuti template berikut dan tidak dibatasi jumlah kata atau halaman namun disarankan seringkas mungkin. Dilarang menghapus/memodifikasi template ataupun menghapus penjelasan di setiap poin.
Data Hasil Percobaan
Hasil percobaan diperoleh berdasarkan rancangan percobaan Taguchi berupa matriks ortogonal L18(21x33). Yaitu dengan mengkombinasikan variabel-varibel proses pada proses pemesinan WEDM
yang diduga memiliki pengaruh terhadap respon yang diteliti. Variabel-variabel proses tersebut meliputi
arc on time (AN), on time (ON), open voltage (OV) dan servo voltage (SV). Percobaan dilakukan secara
acak dengan dua kali replikasi. Proses pemotongan dilakukan dengan jarak yang telah ditentukan. Selama proses berlangsung waktu proses pemotongan diukur dengan menggunakan stopwatch. Setelah semua percobaan selesai kemudian dilakukan pengukuran lebar pemotongan (LP) dan panjang pemtongan sesungguhnya dengan menggunakan measurescope. Pengukuran berikutnya adalah pengukuran kekasaran permukaan (KP) dan yang terakhir adalah pengukuran tebal lapisan white layer (TW) yang diukur dari foto SEM dengan bantuan perangkat lunak AutoCAD.
Hasil percobaan secara
keseluruhan ditunjukkan pada Tabel 1.
Tabel 1 Data hasil percobaan
Komb. Variabel proses
Lebar pemotongan (LP) (mm)
Kekasaran permukaan (KP) (μm)
Tebal lapisan white layer (TW) (μm) AN ON OV SV R1 R2 R1 R2 R1 R2 1 1 4 70 40 0.359 0.330 1.39 1.42 5.801 5.131 2 1 4 90 50 0.332 0.341 1.69 1.95 5.998 7.298 3 1 4 110 60 0.337 0.382 1.47 1.38 6.923 5.415 4 1 6 70 40 0.349 0.334 1.76 1.97 7.165 6.166 5 1 6 90 50 0.346 0.376 1.94 1.85 7.172 7.541 6 1 6 110 60 0.383 0.367 1.85 1.92 9.890 7.002 7 1 8 70 50 0.362 0.351 2.17 2.12 6.480 6.962 8 1 8 90 60 0.374 0.346 2.31 2.15 7.121 8.665 9 1 8 110 40 0.356 0.355 2.40 2.41 8.935 8.354 10 2 4 70 60 0.378 0.380 1.21 1.43 7.392 5.618 11 2 4 90 40 0.356 0.351 1.75 1.63 6.778 5.285 12 2 4 110 50 0.334 0.347 1.93 2.25 8.514 7.345 13 2 6 70 50 0.352 0.359 2.31 1.96 5.213 6.516 14 2 6 90 60 0.391 0.374 1.85 1.87 9.412 8.906 15 2 6 110 40 0.364 0.341 2.24 2.26 10.102 7.650 16 2 8 70 60 0.383 0.380 2.23 2.31 10.324 8.753 17 2 8 90 40 0.317 0.376 2.77 2.60 11.714 8.331 18 2 8 110 50 0.358 0.361 1.94 2.38 11.221 9.862 Perhitungan Rasio S/N
Metode Taguchi menggunakan pendekatan rasio S/N untuk meneliti faktor noise terhadap variasi yang timbul. Perhitungan nilai rasio S/N tergantung dari jenis karakteristik kualitas dari masing-masing respon. Rasio S/N LP, KP dan TW memiliki karakteristik kualitas respon semakin kecil semakin baik. Contoh perhitungan rasio S/N LP dengan karakteristik kualitas respon semakin kecil semakin baik pada kombinasi pertama adalah sebagai berikut.
C. HASIL PELAKSANAAN PENELITIAN: Tuliskan secara ringkas hasil pelaksanaan penelitian yang telah dicapai sesuai tahun pelaksanaan penelitian. Penyajian dapat berupa data, hasil analisis, dan capaian luaran (wajib dan atau tambahan). Seluruh hasil atau capaian yang dilaporkan harus berkaitan dengan tahapan pelaksanaan penelitian sebagaimana direncanakan pada proposal. Penyajian data dapat berupa gambar, tabel, grafik, dan sejenisnya, serta analisis didukung dengan sumber pustaka primer yang relevan dan terkini.
S/N = -10
= n 1 i 2 in
y
log
S/N = -10 𝑙𝑜𝑔 [
0.3592+0.3302 2]
S/N = -10 log0,11889
S/N = 9.249
Sesuai dengan rumus pehitungan rasio S/N untuk setiap karakteristik kualitas pada masing-masing respon, nilai rasio S/N untuk LP, KP dan TW ditunjukkan pada Tabel 2.
Tabel 2 Data rasio S/N
Komb. Variabel proses LP KP TW
AN ON OV SV 1 1 4 70 40 9.249 -2.954 -14.770 2 1 4 90 50 9.460 -5.224 -16.495 3 1 4 110 60 8.869 -3.081 -15.869 4 1 6 70 40 9.330 -5.427 -16.501 5 1 6 90 50 8.842 -5.555 -17.336 6 1 6 110 60 8.517 -5.508 -18.658 7 1 8 70 50 8.958 -6.629 -16.554 8 1 8 90 60 8.867 -6.972 -17.986 9 1 8 110 40 8.983 -7.622 -18.740 10 2 4 70 60 8.427 -2.442 -16.345 11 2 4 90 40 9.032 -4.563 -15.675 12 2 4 110 50 9.356 -6.428 -18.008 13 2 6 70 50 8.983 -6.617 -15.418 14 2 6 90 60 8.345 -5.390 -19.240 15 2 6 110 40 9.052 -7.044 -19.046 16 2 8 70 60 8.370 -7.122 -19.619 17 2 8 90 40 9.175 -8.583 -20.141 18 2 8 110 50 8.886 -6.734 -20.476 Normalisasi Rasio S/N
Normalisasi dilakukan untuk mentransformasi nilai rasio S/N menjadi nilai yang besarnya antara nol sampai satu. Proses normalisasi dilakukan berdasarkan karakterisistik kualitas respon rasio S/N. Karakteristik kualitas untuk rasio S/N adalah semakin besar semakin baik. Karakteristik kualitas respon semakin besar semakin baik berlaku untuk masing-masing rasio S/N LP, KP dan TW.
Contoh
perhitungan normalisasi rasio S/N untuk respon LP pada kombinasi pertama adalah sebagai
berikut:
Xi*(k)= Xi(k)- min∀k Xi(k) max ∀k Xi(k) - min∀k Xi(k) Xi*(1)=9,249 - 8,345 9,460 - 8,345 Xi*(1)= 0,8106Hasil perhitungan normalisasi rasio S/N masing-masing respon pada setiap kombinasi ditunjukkan pada Tabel 3 sebagai berikut.
Tabel 3 Data normalisasi rasio S/N
Komb Rasio S/N 𝑋𝑖∗ LP KP TW LP KP TW 1 9.249 -2.954 -14.770 0.8106 0.9166 1.0000 2 9.460 -5.224 -16.495 1.0000 0.5470 0.6976 3 8.869 -3.081 -15.869 0.4701 0.8959 0.8074 4 9.330 -5.427 -16.501 0.8838 0.5139 0.6966 5 8.842 -5.555 -17.336 0.4461 0.4931 0.5502 6 8.517 -5.508 -18.658 0.1545 0.5008 0.3186 7 8.958 -6.629 -16.554 0.5497 0.3182 0.6873 8 8.867 -6.972 -17.986 0.4686 0.2624 0.4363 9 8.983 -7.622 -18.740 0.5725 0.1565 0.3043 10 8.427 -2.442 -16.345 0.0736 1.0000 0.7239 11 9.032 -4.563 -15.675 0.6163 0.6545 0.8414 12 9.356 -6.428 -18.008 0.9072 0.3509 0.4324 13 8.983 -6.617 -15.418 0.5722 0.3201 0.8864 14 8.345 -5.390 -19.240 0.0000 0.5199 0.2166 15 9.052 -7.044 -19.046 0.6345 0.2507 0.2505 16 8.370 -7.122 -19.619 0.0223 0.2379 0.1502 17 9.175 -8.583 -20.141 0.7443 0.0000 0.0586 18 8.886 -6.734 -20.476 0.4853 0.3011 0.0000
Perhitungan Grey Relational Coefficient (GRC)
Sebelum menghitung nilai GRC harus dihitung terlebih dahulu nilai deviation squence ∆0,𝑖(𝑘) pada
masing-masing respon. Contoh perhitungan nilai ∆0,𝑖(𝑘) respon LP pada kombinasi pertama adalah sebagai berikut:
∆0,i(k)=|X0(k)-Xi*(k)|
∆0,i(1)=|1-0.8106| ∆0,i(1)=0,1894
Nilai GRC dihitungan berdasarkan nilai ∆0,𝑖(𝑘) pada masing-masing responnya. Contoh perhitungan
nilai GRC respon LP pada kombinasi pertama adalah sebagai berikut:
ξi(k)= ∆min+ζ ∆max ∆0,i(k)+ζ ∆max ξi(1)= 0,000 + 0.5 x 1,000
0,1894 + 0.5 x 1,000 ξi(1)= 0,7253
Hasil perhitungan nilai ∆0,𝑖(𝑘) masing-masing respon untuk setiap kombinasi ditunjukkan pada Tabel
4. Nilai GRC dihitung untuk kemudian hasilnya pada tiap-tiap respon di rata-rata menjadi nilai Grey
Relational Grade (GRG). Nilai GRG ini yang nantinya mewakili nilai semua respon secara serentak
Tabel 4 Deviation sequence Komb. LP KP TW 1 0.1894 0.0834 0.0000 2 0.0000 0.4530 0.3024 3 0.5299 0.1041 0.1926 4 0.1162 0.4861 0.3034 5 0.5539 0.5069 0.4498 6 0.8455 0.4992 0.6814 7 0.4503 0.6818 0.3127 8 0.5314 0.7376 0.5637 9 0.4275 0.8435 0.6957 10 0.9264 0.0000 0.2761 11 0.3837 0.3455 0.1586 12 0.0928 0.6491 0.5676 13 0.4278 0.6799 0.1136 14 1.0000 0.4801 0.7834 15 0.3655 0.7493 0.7495 16 0.9777 0.7621 0.8498 17 0.2557 1.0000 0.9414 18 0.5147 0.6989 1.0000 Maks 1 1 1 Min 0 0 0
Tabel 5 Grey relational coefficient
Komb. GRC GRG LP KP TW 1 0.7253 0.8570 1.0000 0.8608 2 1.0000 0.5247 0.6232 0.7159 3 0.4855 0.8277 0.7219 0.6784 4 0.8115 0.5070 0.6224 0.6470 5 0.4744 0.4966 0.5265 0.4992 6 0.3716 0.5004 0.4232 0.4317 7 0.5262 0.4231 0.6152 0.5215 8 0.4848 0.4040 0.4701 0.4530 9 0.5391 0.3722 0.4182 0.4431 10 0.3505 1.0000 0.6443 0.6649 11 0.5658 0.5914 0.7592 0.6388 12 0.8434 0.4351 0.4684 0.5823 13 0.5389 0.4238 0.8149 0.5925 14 0.3333 0.5101 0.3896 0.4110 15 0.5777 0.4002 0.4002 0.4594 16 0.3384 0.3962 0.3704 0.3683 17 0.6616 0.3333 0.3469 0.4473 18 0.4927 0.4171 0.3333 0.4144 Hasil Optimasi
Rancangan percobaan Taguchi berupa matriks ortogonal mampu untuk mengelompokkan pengaruh dari masing-masing variabel pada pada level yang berbeda. Contoh perhitungan rata-rata nilai GRG variabel proses AN pada level 1 adalah sebagai berikut:
η̅V= 0,8608 + 0,7159 + 0,6784 + 0,6470 + 0,4992 + 0,4317 + 0,5215 + 0,4530 + 0,4431
9 η̅V= 0,5834
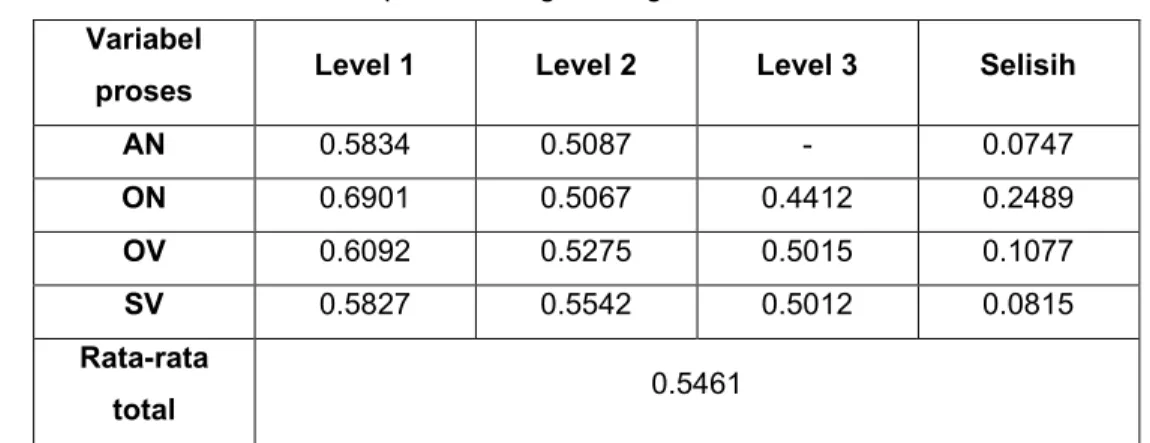
Perhitungan rata-rata nilai GRG pada masing-masing variabel proses untuk setiap levelnya ditunjukkan pada Tabel 6.
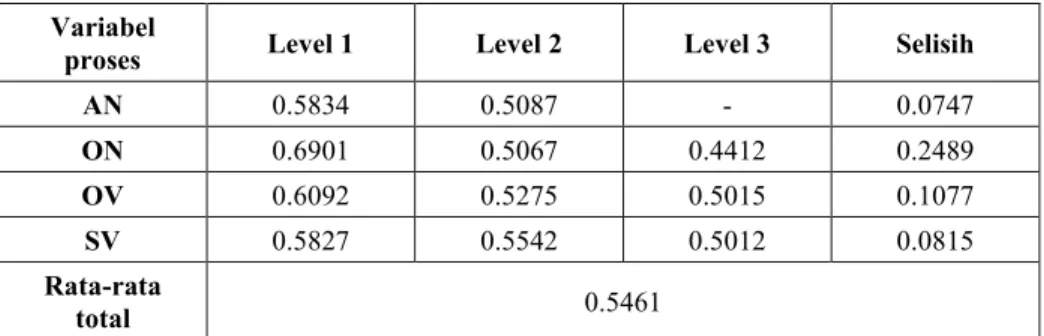
Tabel 6 Rata-rata nilai GRG pada masing-masing level
Variabel
proses Level 1 Level 2 Level 3 Selisih
AN 0.5834 0.5087 - 0.0747 ON 0.6901 0.5067 0.4412 0.2489 OV 0.6092 0.5275 0.5015 0.1077 SV 0.5827 0.5542 0.5012 0.0815 Rata-rata total 0.5461
Plot untuk nilai rata-rata dari GRG pada masing-masing level dari variabel proses AN, ON, OV dan SV ditunjukkan pada Gambar 1.
Gambar 1 Plot nilai GRG masing-masing level variabel proses
Level variabel proses yang paling optimum dapat dilihat dari nilai GRG yang paling besar. Berdasarkan plot rata-rata nilai GRG masing-masing level dari variabel proses yang ditunjukkan pada Gambar 1, maka dapat ditentukan kombinasi level-level variabel proses yang menghasilkan respon optimum. Kombinasi level dari variabel proses tersebut ditunjukkan pada Tabel 7.
Tabel 7 Kombinasi variabel proses respon optimum
Variabel proses Level Nilai
AN 1 1 A
ON 1 4 µs
OV 1 70 V
Analisis Variansi dan Persen Kontribusi
Analisis variansi (ANAVA) digunakan untuk mengetahui variabel-variabel proses yang memiliki pengaruh secara signifikan dan besarnya kontribusi terhadap respon yang diteliti. Pada penelitian ini ANAVA dilakukan terhadap data GRG yang mewakili semua respon secara serentak. Contoh perhitungan ANAVA GRG adalah sebagai berikut:
SS
T= ∑ (y
i-y̅)
2 n i=1SS
T=
(0,8297-0,5315)2+(0,6659-0,5315)2+(0,6197-0,5315)2+(0,6219-0,5315)2 +(0,4749-0,5315)2+(0,4251-0,5315)2+(0,5019-0,5315)2+(0,4438-0,5315)2+(0,4310-0,5315)2 +(0,6570-0,5315)2+(0,6233-0,5315)2+(0,5724-0,5315)2+(0,5929-0,5315)2 +(0,4006-0,5315)2 +(0,4586-0,5315)2+(0,3767-0,5315)2+(0,4359-0,5315)2+(0,4352-0,5315)2SS
T=
0,25058SS
AN=n
AN∑ (A
i-y̅)
2 n i=1SS
AN=
9 x [(0,5571-0,5315)2+(0.5058-0,5315)2]SS
AN=
0,01182MS
AN=
SS
ANdf
ANMS
AN=
0,01182 1MS
AN=
0,01182Hasil perhitungan ANAVA untuk GRG secara keseluruhan ditunjukkan pada Tabel 8. Tabel 8 ANAVA dan kontribusi GRG
Source DF SS MS F P value AN 1 0.02506 0.025060 13.81 0.004 7.71 % ON 2 0.19979 0.099896 55.04 0.000 65.09 % OV 2 0.03784 0.018921 10.42 0.004 11.35 % SV 2 0.02053 0.010266 5.66 0.023 5.61 % Error 10 0.01815 0.001815 10.24 % Total 17 0.30137 100 %
Nilai Fhitung yang lebih besar dari Ftabel menunjukkan bahwa variabel proses tersebut memiliki pengaruh
yang signifikan terhadap respon yang diteliti. Hipotesis nol (H0) dan hipotesis alternatif (H1) yang
1. Variabel proses AN H0 : µ1 = µ2
H1 : µ1 ≠ µ2
Kesimpulan: Fhitung = 13,81 > F(0.05;1;10) = 4,96 maka H0 ditolak, artinya rata-rata variabel proses
AN pada level satu tidak sama dengan rata-rata variabel proses AN pada level dua. Dengan kata lain variabel proses AN memiliki pengaruh yang signifikan terhadap respon GRG.
2. Variabel proses ON H0 : µ1 = µ2 = µ3
H1 : µ1 ≠ µ2 ≠ µ3 (paling sedikit ada satu µ yang tidak sama)
Kesimpulan: Fhitung = 55,04 > F(0.05;2;10) = 4,10 maka H0 ditolak, artinya paling sedikit ada satu
rata-rata level variabel proses ON yang tidak sama. Dengan kata lain variabel proses ON memiliki pengaruh yang signifikan terhadap respon GRG.
3. Variabel proses OV H0 : µ1 = µ2 = µ3
H1 : µ1 ≠ µ2 ≠ µ3 (paling sedikit ada satu µ yang tidak sama)
Kesimpulan: Fhitung = 10,42 > F(0.05;2;10) = 4,10 maka H0 ditolak, artinya paling sedikit ada satu
rata-rata level variabel proses OV yang tidak sama. Dengan kata lain variabel proses OV memiliki pengaruh yang signifikan terhadap respon GRG
4. Variabel proses SV H0 : µ1 = µ2 = µ3
H1 : µ1 ≠ µ2 ≠ µ3 (paling sedikit ada satu µ yang tidak sama)
Kesimpulan: Fhitung = 5,66 > F(0.05;2;10) = 4,10 maka H0 ditolak, artinya paling sedikit ada satu
rata-rata level variabel proses SV yang tidak sama. Dengan kata lain variabel proses SV memiliki pengaruh yang signifikan terhadap respon GRG.
Berdasarkan uji hipotesis dengan menggunakan distribusi F, menunjukkan bahwa seluruh variabel proses memiliki pengaruh yang signifikan terhadap GRG. Kondisi H0 untuk masing-masing variabel
proses ditunjukkan pada Tabel 9.
Tabel 9 Kondisi hipotesis nol multi respon
Sumber variasi Kondisi H0
AN ditolak
ON ditolak
OV ditolak
SV ditolak
Persen kontribusi menunjukkan porsi dari masing-masing variabel proses terhadap total variasi respon yang diamati. Jika besar persen kontribusi error kurang dari lima belas persen, maka tidak ada variabel proses yang berpengaruh terabaikan. Jika besar persen kontribusi error lebih dari lima belas persen, maka mengindikasikan ada variabel proses yang berpengaruh terabaikan.
Prediksi Respon Optimum
Prediksi dari nilai GRG optimum dapat dihitung berdasarkan kombinasi nilai rata-rata GRG pada masing-masing level dari variabel proses yang menghasilkan respon optimum seperti yang ditunjukkan pada Tabel 6. Kombinasi dari variabel proses yang berpengaruh secara signifikan dan menghasilkan nilai GRG yang optimum adalah sebagai berikut:
1. Variabel proses AN pada level 1 2. Variabel proses ON pada level 1 3. Variabel proses OV pada level 1 4. Variabel proses SV pada level 1
Nilai prediksi GRG dihitung dengan menggunakan persamaan berikut:
μ̂=γ
m+ ∑(γ̅
i-γ
m)
oi=1
μ̂=0,5460 +(0,5834 - 0,5460) + (0,6902 - 0,5460) + (0,6092 - 0,5460) + (0,5827-0,5460)
μ̂=
0,8272Dari perhitungan diperoleh nilai rata-rata GRG prediksi untuk kombinasi variabel proses yang menghasilkan respon optimum adalah sebesar 0.8272.
Jumlah pengamatan efektif dihitung dengan menggunakan persamaan sebagai berikut:
n
eff=
rata -rata menduga untuk proses variabel kebebasan derajat jumlah 1 percobaan al jumlah tot +n
eff=
) 2 2 2 1 ( 1 2 18 + + + +n
eff=
4,5Perhitungan interval keyakinan rata-rata GRG prediksi hasil optimasi adalah sebagai berikut: CIp=√F(∝,1,dfE)MSE neff CIp=√F(0.05,1,10) 0,001815 4,5 CIp=√4,96 x 0,001815 4,5 CIp=±0,04473
Dengan demikian interval keyakinan nilai rata-rata GRG prediksi yang menghasilkan respon optimum dengan tingkat keyakinan 95% adalah 0,8272 ± 0,04473 (0,7825 ≤ μ̂GRG ≤ 0,8719).
Percobaan Konfirmasi
Untuk memvalidasi hasil percobaan yang telah dilakukan maka perlu dilakukan pembandingkan antara nilai rata-rata GRG hasil percobaan konfirmasi dengan interval keyakinan rata-rata GRG prediksi. Oleh karena itu perlu dilakukan percobaan konfirmasi. Percobaan konfirmasi dilakukan dengan pengaturan menggunakan kombinasi optimum hasil optimasi seperti ditunjukkan pada Tabel 7. Pada penelitian ini percobaan konfirmasi dilakukan dengan replikasi sebanyak tiga kali. Hasil dari percobaan konfirmasi dapat dilihat pada Tabel 10.
Tabel 10 Hasil respon percobaan konfirmasi pada kombinasi optimum
Percobaan LP (mm) KP ( m) TW ( m) 1 0.346 1.39 5.480 2 0.350 1.43 5.131 3 0.344 1.45 5.354 Rata-rata 0.347 1.42 5.322
Langkah berikutnya yaitu perhitungan rasio S/N terhadap nilai-nilai respon yang diperoleh dari percobaan konfirmasi. Hasil perhitungan rasio S/N pda masing-masing respon percobaan konfirmasi ditunjukkan pada Tabel 11.
Tabel 11 Rasio S/N percobaan konfirmasi kombinasi optimum Rasio S/N
LP KP TW
Kombinasi
optimum 9.202 -3.067 -14.524
Setelah menghitung rasio S/N kemudian dilakukan perhitungan deviation squence dan GRC. Langkah selanjutnya adalah melakukan perhitungan GRG. Hasil perhitungan GRG percobaan konfirmasi ditunjukkan pada Tabel 12.
Tabel 12 GRG percobaan konfirmasi untuk kombinasi optimum
GRC
GRG
LP KP TW
Kombinasi
optimum 0.6835 0.8307 1.000 0.8381
Perhitungan interval keyakinan GRG adalah sebagai berikut:
n
eff=
rata -rata menduga untuk proses variabel kebebasan derajat jumlah 1 percobaan al jumlah tot +n
eff=
) 2 2 2 1 ( 1 2 18 + + + +n
eff= 4,5
CICE = √F(∝,1,dfE)MSE[ 1 neff +1 r] CICE = √F(0.05,1,10)0.001815 [ 1 4,5+ 1 3] CICE = √4,96 x 0,001815 x [ 1 4,5+ 1 3] CICE =0,07072
Dengan demikian interval keyakinan nilai rata-rata GRG percobaan konfirmasi dengan tingkat keyakinan 95% adalah 0,8381 ± 0,07072 (0,7673 ≤ μ̂GRG ≤ 0,9088).
Gambar 2 Plot rata-rata percobaan konfirmasi dan interval keyakinan prediksi
Gambar 2 menunjukkan interval keyakinan nilai rata-rata GRG hasil percobaan konfirmasi dan interval keyakinan nilai rata-rata GRG hasil prediksi. Kombinasi level-level dari variabel proses yang menghasilkan respon optimum dinyatakan valid apabila nilai rata-rata GRG percobaan konfirmasi berada di dalam interval rata-rata GRG prediksi.
Berdasarkan Gambar 2, nilai rata-rata GRG percobaan konfirmasi (0,8381) berada didalam interval rata-rata prediksi (0,7825 ≤ μ̂GRG ≤ 0,8719). Maka dapat disimpulkan bahwa pengaturan kombinasi level-level variabel proses pada kondisi optimum yang telah didapat adalah valid.
Perbandingan antara Respon Hasil Kombinasi Awal dan Kombinasi Optimum
Kombinasi awal merupakan pengaturan kombinasi variabel proses yang biasa digunakan dalam proses pemotongan WEDM. Pada penelitian ini kombinasi awal diatur pada level tengah, yaitu pada level dua untuk variabel proses yang memiliki tiga level. Untuk variabel proses yang memiliki dua level kombinasi awal diatur pada level satu. Tujuan dari percobaan dengan menggunakan kombinasi awal ini adalah untuk mengetahui peningkatan karakteristik kinerja dari masing-masing respon baik secara individu maupun secara serentak. Hal ini dalakukan dengan membandingakan hasil respon sebelum dilakukan optimasi (kombinasi awal) dengan respon setelah dilakukan optimasi (kombinasi optimum).
GRG 0,7825 0,8272 0,8719 0,8381 0,9088 0,7673
Pengaturan kombinasi variabel proses yang digunakan sebagai kondisi awal ditunjukkan pada Tabel 13.
Tabel 13 Pengaturan level kombinasi awal
Variabel proses Kombinasi awal
Level Nilai
AN 1 1 A
ON 2 6 s
OV 2 90V
SV 2 50 V
Percobaan dengan menggunakan kombinasi awal dilakukan dengan replikasi sebanyak tiga kali. Hasil masing-masing dari percobaan pada kondisi awal ditunjukkan pada Tabel 14.
Tabel 14 Respon percobaan kondisi awal
Percobaan LP (mm) KP ( m) TW ( m) 1 0.350 1.91 7.142 2 0.347 1.94 7.263 3 0.349 1.89 6.435 Rata-rata 0.349 1.91 6.947
Langkah berikutnya yaitu perhitungan rasio S/N terhadap nilai-nilai respon yang diperoleh. Hasil perhitungan rasio S/N pada masing-masing respon percobaan pada kondisi awal ditunjukkan pada Tabel 15.
Tabel 15 Rasio S/N kombinasi awal
Rasio S/N
Kerf KP LR
Kombinasi
awal 9.152 -5.636 -16.848
Setelah menghitung rasio S/N masing-masing respon kemudian dilakukan normalisasi terhadap rasio S/N untuk mendapatkan nilai GRC. Langkah terakhir adalah menentukan nilai GRG untuk dibandingkan dengan nilai GRG pada kondisi optimum. Tabel 16 menunjukkan nilai GRG pada percobaan konfirmasi kondisi optimum adalah sebesar 0,8381 dan nilai GRG pada percobaan dengan menggunakan kombinasi awal yaitu sebesar 0,5910. Berdasarkan nilai GRG yang diperoleh menunjukkan bahwa setelah dilakukan optimasi nilai GRG mengalami peningkatan sebesar 41,81% dibandingkan dengan nilai GRG sebelum dilakukan optimasi.
Tabel 16 Perbandingan GRG kondisi awal dan kondisi optimum GRC GRG LP KP TW Kombinasi awal 0.6442 0.4901 0.6389 0.5910 Kombinasi optimum 0.6835 0.8307 1.000 0.8381 Peningkatan 41,81 %
Karakteristik kualitas semakin kecil semakin baik dari respon LP, KP dan TW telah terpenuhi. Hal tersebut ditunjukkan dengan adanya penurunan nilai dari masing-masing respon secara individu setelah dilakukan optimasi. Besarnya penurunan nilai dari masing-masing respon LP, KP dan TW berturut-turut adalah sebesar 8,06%, 28,27% dan 30,46%. Perbandingan nilai masing-masing respon secara individu sebelum dan setelah dilakukan optimasi ditunjukkan pada Tabel 17.
Tabel 17 Perbandingan respon individu pada kondisi awal dan kondisi optimum
Variabel respon Kombinasi awal Kombinasi optimum Keterangan LP 0.349 0.345 1.15 % Turun KP 1.91 1.41 26.18 % Turun TW 6.947 5.460 21.40 % Turun
Untuk menguji bahwa nilai respon pada kombinasi awal dengan respon pada kondisi optimum adalah berbeda, maka perlu dilakukan validasi secara statistik. Adapun uji statistik yang digunakan adalah sebagai berikut:
a) Uji kenormalan
H0 : Data berdistribusi normal
H1 : Data tidak berdistribusi normal
H0 ditolak jika p-value lebih kecil dari pada α = 0,05.
Hasil uji kenormalan data pada masing-masing respon untuk kombinasi awal ditunjukkan pada Tabel 18 dan untuk kombinasi optimum ditunjukkan pada Tabel 19.
Tabel 18 Hasil uji kenormalan data pada kombinasi awal
Respon P-value Keterangan Kesimpulan
LP 0.079 H0 gagal ditolak Berdistribusi normal KP >0.150 H0 gagal ditolak Berdistribusi normal TW >0.150 H0 gagal ditolak Berdistribusi normal
Tabel 19 Hasil uji kenormalan data pada kombinasi optimum
Respon P-value Keterangan Kesimpulan
LP >0.150 H0 gagal ditolak Berdistribusi normal KP >0.150 H0 gagal ditolak Berdistribusi normal TW >0.150 H0 gagal ditolak Berdistribusi normal
Tabel 18 dan Tabel 19 menunjukkan bahwa nilai P-value untuk masing-masing respon baik pada kombinasi awal maupun pada kombinasi optimum adalah lebih besar dari α = 0,05. Dengan demikian dapat disimpulkan bahwa data pada kombinasi awal dan data pada kombinasi optimum adalah berdistribusi normal.
b) Uji kesamaan variansi H0 : 𝜎12= 𝜎22
H1: 𝜎12≠ 𝜎22
H0 ditolak jika p-value lebih kecil dari pada α = 0,05.
Hasil uji kesamaan variansi antara data pada kombinasi awal dan data pada kombinasi optimum untuk masing-masing respon ditunjukkan pada Tabel 20.
Tabel 20 Hasil uji kesamaan variasi
Respon P-value Keterangan Kesimpulan
LP 0.250 H0 gagal ditolak Variansi sama KP 1.000 H0 gagal ditolak Variansi sama TW 0.421 H0 gagal ditolak Variansi sama
Tabel 20 menunjukkan bahwa P-value pada masing-masing respon adalah lebih besar dari α = 0,05. Dengan demikian dapat disimpulkan bahwa data dari kedua sumber, yaitu kombinasi awal dan kombinasi optimum memiliki variansi yang sama.
c) Uji kesamaan rata-rata H0 : μ1 = μ2
H1 : μ1≠ μ2
H0 ditolak jika p-value lebih kecil dari pada α = 0,05.
Hasil uji kesamaan rata-rata antara data pada kombinasi awal dan data pada kombinasi optimum untuk masing-masing respon ditunjukkan pada Tabel 21.
Tabel 21 Hasil uji kesamaan rata-rata
Respon P-value Keterangan Kesimpulan
LP 0.000 H0 ditolak Rata-rata tidak sama KP 0.000 H0 ditolak Rata-rata tidak sama
TW 0.000 H0 ditolak Rata-rata tidak sama
Berdasarkan hasil pengujian kesamaan rata-rata yang ditunjukkan pada Tabel 21, nilai p-value untuk
masing-masing respon adalah kurang dari α = 0,05. Dengan demikian dapat disimpulkan bahwa secara statistik dengan tingkat keyakinan 95% nilai rata-rata masing-masing respon pada kondisi awal dengan nilai rata-rata masing-masing respon pada kondisi optimum adalah berbeda.
Pembahasan
a. Pengaruh Variabel-variabel Proses Terhadap Multi Respon
Penelitian ini dilakukan pada proses pemotongan baja perkakas SKD 11 dengan menggunakan proses pemesinan WEDM. Analisis variansi pengaruh variabel proses AN, ON, OV dan SV terhadap multirespon (GRG) ditunjukkan pada Tabel 8. Hasil analisis menunjukkan bahwa variabel proses ON memiliki pengaruh yang paling besar terhadap nilai GRG.Variabel proses ON memiliki kontribusi terhadap total variansi sebesar 65,09%. Selanjutnya, variabel proses OV memberikan kontribusi sebesar 11,35%, variabel proses AN memberikan kontribusi sebesar 7,71%, dan variabel proses SV memberikan kontribusi sebesar 5,61%. Tabel 8 juga menunjukkan bahwa error memberikan kontribusi yang relatif cukup besar, yaitu 10,24%. Hal ini berarti bahwa masih ada variabel-variabel lain yang memiliki pengaruh terhadap respon yang diamati. Variabel-variabel tersebut biasa dikenal sebagai faktor noise, yaitu variabel-variabel yang sulit atau bahkan tidak bisa dikendalikan. Contoh dari faktor-faktor noise pada WEDM antara lain seperti kemurnian dari cairan dielektrik, temperatur cairan dielektrik dan tekanan flushing. Penentuan nilai-nilai level dari variabel-variabel proses yang kurang tepat juga bisa mengakibatkan variabel-variabel tersebut menjadi tidak signifikan atau besar kontribusi variabel-variabel terhadap total variansi respon yang diteliti menjadi relatif kecil.
b. Pengaruh Variabel-variabel Proses Terhadap Respon Individu
Pengaruh dari variabel-variabel proses yang meliputi AN, ON, OV dan SV terhadap respon individu LP, KP dan TW dapat diketahui dengan membandingkan data yang diperoleh dari percobaan pada kondisi optimum dan kondisi awal seperti ditunjukkan pada Tabel 17. Kombinasi variabel pada kondisi awal adalah (AN1ON2OV2SV2) dan kondisi optimum adalah (AN1ON1OV1SV1). Nilai rata-rata lebar
pemotongan yang terjadi pada kombinasi optimum adalah sebesar 0,345 mm, nilai ini lebih kecil jika dibandingkan dengan nilai rata-rata lebar pemotongan pada kombinasi awal, yaitu sebesar 0,349 mm. Pengaturan nilai variabel proses AN, ON, OV, dan SV yang lebih kecil menyebabkan energi yang digunakan untuk mengikis permukaan benda kerja juga akan semakin kecil. Sebagai akibatnya nilai rata-rata kekasaran permukaan yang dihasilkan pada kombinasi optimum yaitu sebesar 1,41 m lebih kecil dibandingkan dengan kombinasi awal yaitu sebesar 1,91 m.
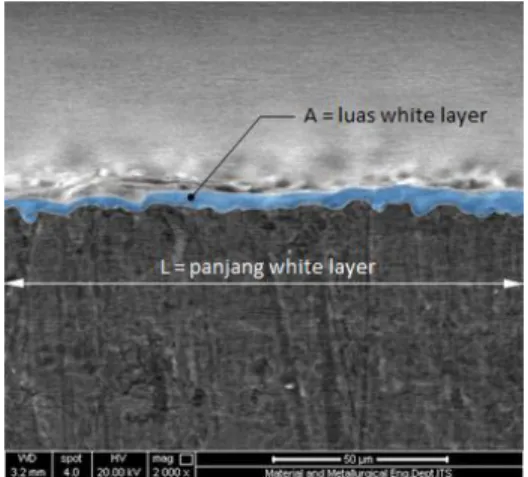
Gambar 3 SEM Tebal lapisan White Layer (TW)
Tebal lapisan white layer yang dihasilkan oleh variasi kombinasi variabel proses dapat diukur berdasarkan foto SEM yang diperoleh. Gambar 3(a) menunjukkan tebal lapisan white layer pada kombinasi awal (AN1ON2OV2SV2) dan tebal lapisan white layer pada kombimasi optimum
(AN1ON1OV1SV1) ditunjukkan pada Gambar 3(b). Pada kombinasi optimum nilai variabel proses
lebih kecil dibandingkan dengan kombinasi awal. Energi yang dihasilkan untuk mengikis benda kerja akan semakin kecil sehingga tebal lapisan white layer yang dihasilkan juga semakin kecil.
(a) TW pada kondisi awal (AN1ON2OV2SV2)
dengan nilai rata-rata total sebesar 6,947 m.
(b) TW pada kondisi optimum (AN1ON1OV1SV1)
Nilai rata-rata tebal lapisan white layer yang terjadi pada kondisi awal adalah sebesar 6,947 m dan rata-rata tebal lapisan white layer pada kondisi optimum adalah sebesar 5,460 m. Pembahasan lebih dalam mengenai pengaruh dari masing-masing variabel proses terhadap masing-masing respon secara individu adalah sebagai berikut:
a. Variabel proses arc on time (AN)
Variabel proses AN adalah variabel proses yang mengatur besarnya arus tambahan pada proses pemotongan WEDM. Nilai AN yang lebih besar akan menghasilkan energi yang digunakan untuk mengikis benda kerja menjadi lebih besar. Hal ini akan membuat waktu proses pemotongan menjadi lebih singkat. Energi yang lebih besar akan menyebabkan panas terkonduksi lebih dalam. Lapisan HAZ yang terbentuk menjadi lebih tebal sehingga lapisan white layer yang terbentuk juga akan semakin tebal. Selain itu, benda kerja yang terkikis akan semakin banyak dan kawah yang terbentuk pada permukaan benda kerja juga akan semakin dalam. Hal ini akan menyebabkan lebar pemotongan menjadi lebih besar dan kekasaran permukaan menjadi lebih tinggi.
b. Variabel proses on time (ON)
Proses pemotongan pada proses pemesinan WEDM hanya terjadi pada saat on time, nilai ON yang lebih besar akan mengakibatkan terjadinya waktu peloncatan bunga api listrik yang semakin panjang. Hal ini akan menyebabkan semakin banyaknya benda kerja yang terkikis dalam setiap satuan waktu, sehingga waktu pemotongan benda kerja menjadi semakin singkat. Semakin besar nilai ON, maka energi yang dihasilkan juga akan semakin besar. Energi yang besar akan membuat benda kerja terkikis semakin banyak sehingga lebar pemotongan yang terjadi juga akan semakin besar. Energi yang lebih besar juga akan menyebabkan panas terkonduksi lebih dalam. Lapisan HAZ yang terbentuk menjadi lebih tebal sehingga lapisan recast yang terbentuk juga akan semakin tebal. Selain itu, energi yang lebih besar akan membuat kawah yang terbentuk pada permukaan benda kerja semakin dalam, sehingga kekasaran permukaan yang dihasilkan juga semakin tinggi.
c. Variabel prosesopen voltage (OV)
Pada proses pemotongan WEDM benda kerja dan kawat elektroda tidak saling bersentuhan dan dipisahkan oleh cairan dielektrik. Loncatan bunga api listrik akan terjadi ketika beda potensial cukup untuk mengionisasi cairan dielektrik. Beda potensial tersebut sangat menentukan besarnya energi loncatan bunga api listrik dan ditentukan oleh nilai OV yang diberikan. Semakin besar nilai OV, maka semakin besar pula beda potensial yang terjadi. Dengan demikian, energi yang digunakan untuk mengikis benda kerja akan semakin besar. Hal ini juga akan membuat waktu proses pemotongan menjadi semakin singkat. Selain itu, benda kerja yang terkikis semakin banyak dan kawah yang terbentuk pada permukaan benda kerja juga akan semakin dalam. Sebagai akibatnya lebar pemotongan menjadi lebih besar dan kekasaran permukaan menjadi lebih tinggi.
d. Variabel proses servo voltage (SV)
Servo voltage adalah variabel yang digunakan untuk menentukan seberapa cepat respon
pemakanan untuk mengubah kondisi pemotongan. Semakin kecil SV maka semakin cepat proses pemotongan, tetapi gap akan semakin kecil danakan menyebabkan kawat putus. Dengan kata lain SV berfungsi untuk menjaga seberapa besar gap agar tidak terjadi kawat putus. Pengikisan benda kerja selama proses pemotongan membuat jarak antara benda dan elektroda menjadi lebar. Hal ini tentu saja akan membuat beda potensial antara benda kerja dan kawat elektroda menjadi lebih kecil. Untuk mengatasi hal tersebut, jarak antara benda kerja dan kawat elektroda dapat diatur dengan menentukan besar tegangan referensi. Besar tegangan referensi tersebut diatur dengan melakukan pengaturan nilai SV. Dengan nilai SV yang kecil, maka servo control akan berusaha untuk memperoleh beda potensial yang sesuai dengan tegangan referensi pada jarak yang sempit. Sebagai akibatnya, kecepatan pemotongan akan meningkat sehingga waktu yang dibutuhkan akan semakin singkat. Selain itu, lebar pemotongan akan semakin sempit dan kekasaran permukaan yang dihasilkan juga akan semakin kecil.
D. STATUS LUARAN: Tuliskan jenis, identitas dan status ketercapaian setiap luaran wajib dan luaran tambahan (jika ada) yang dijanjikan pada tahun pelaksanaan penelitian. Jenis luaran dapat berupa publikasi, perolehan kekayaan intelektual, hasil pengujian atau luaran lainnya yang telah dijanjikan pada proposal. Uraian status luaran harus didukung dengan bukti kemajuan ketercapaian luaran sesuai dengan luaran yang dijanjikan. Lengkapi isian jenis luaran yang dijanjikan serta mengunggah bukti dokumen ketercapaian luaran wajib dan luaran tambahan melalui Simlitabmas mengikuti format sebagaimana terlihat pada bagian isian luaran
Luaran yang ditargetkan dalam penelitian ini adalah penerapan metode optimasi multirespon hasil penelitian diharapkan bisa dijadikan acuan untuk proses pemesinan wire electrical discharge
machining, sehingga dampak negatif dari proses pemesinan yang salah dapat dikurangi. Metode dari
penelitian ini dapat dilihat di pembahasan laporan akhir ini. Selain itu penerapan dari metode optimasi dari luaran penelitian ini publikasi dalam bentuk artikel ilmiah yang dimuat dalam jurnal nasional tidak terakreditasi, adapun target luaran jurnal adalah Jurnal Energi dan Manufaktur. Diharapkan dengan adanya publikasi ilmiah maka metode dalam penelitian ini dapat diterapkan oleh akademisi dan praktisi di tempat lain. Status luaran untuk metode yang digunakan dan penerapannya sudah selesai dan bisa dilihat di laporan akhir ini, sedangkan status luaran untuk publikasi di jurnal adalah published di Jurnal Energi dan Manufaktur vol. 12 no. 2 Oktober 2019. Hal ini bisa dilihat di laman web https://ojs.unud.ac.id/index.php/jem.
E. PERAN MITRA: Tuliskan realisasi kerjasama dan kontribusi Mitra baik in-kind maupun in-cash (jika ada). Bukti pendukung realisasi kerjasama dan realisasi kontribusi mitra dilaporkan sesuai dengan kondisi yang sebenarnya. Bukti dokumen realisasi kerjasama dengan Mitra diunggah melalui Simlitabmas mengikuti format sebagaimana terlihat pada bagian isian mitra
-
F. KENDALA PELAKSANAAN PENELITIAN: Tuliskan kesulitan atau hambatan yang dihadapi selama melakukan penelitian dan mencapai luaran yang dijanjikan, termasuk penjelasan jika pelaksanaan penelitian dan luaran penelitian tidak sesuai dengan yang direncanakan atau dijanjikan.
Kendala yang dihadapi selama melakukan penelitian adalah sulitnya mencari tempat eksperimen, terutama bengkel yang memperbolehkan mesinnya digunakan untuk eksperimen, kendala yang lain adalah data yang dihasilkan dari penelitian terkadang kurang bagus, sehingga perlu dilakukan banyak replikasi untuk mendapatkan data yang bagus, selain itu, penelitian ini dilakukan secara random untuk mengurangi bias sehingga memakan waktu untuk mengatur parameter. Kendala lain adalah berupa publikasi jurnal memerlukan waktu untuk submit dan revisi jurnal.
G. RENCANA TINDAK LANJUT PENELITIAN: Tuliskan dan uraikan rencana tindaklanjut penelitian selanjutnya dengan melihat hasil penelitian yang telah diperoleh. Jika ada target yang belum diselesaikan pada akhir tahun pelaksanaan penelitian, pada bagian ini dapat dituliskan rencana penyelesaian target yang belum tercapai tersebut.
Pengambilan, pengolahan dan optimasi data pada penelitian ini sudah selesai dilakukan. Penulisan laporan akhir dan publikasi jurnal juga sudah dilakukan, sehingga tahapan dalam penelitian ini sudah selesai. Rencana tahapan selanjutnya dari penelitian ini adalah pengembangan dari hasil penelitian. Dapat dilakukan rancangan penelitian baru dengan mengambil metode yang berbeda, sehingga dapat dibandingkan serta memperbanyak pilihan dalam optimasi proses pemesinan WEDM.
H. DAFTAR PUSTAKA: Penyusunan Daftar Pustaka berdasarkan sistem nomor sesuai dengan urutan pengutipan. Hanya
pustaka yang disitasi pada laporan akhir yang dicantumkan dalam Daftar Pustaka.
1. Udaya Prakash, J., Jebarose Juliyana, S., Karthik S., & Moorthy, T. V. (2017), “Optimization Of Wire Edm Process Parameters For Machining Of Amcs (413/B4c) Using Taguchi Technique,”
International Journal of Mechanical and Production Engineering Research and Development (IJMPERD), Vol. 7, pp. 2249-8001.
2. Kumara, K., Ravikumar R. (2014), “Modeling and Optimization of Wire EDM Process,”
International Journal of Mechanical & Mechatronics Engineering, Vol. 14, No. 05
3. Pujari, S. R., Koona, R. & Beela, S. (2014), “Experimental Investigation and Optimization of Wire EDM Parameters for Surface Roughness, MRR and White Layer in Machining of Aluminium Alloy,” International Conference on Advances in Manufacturing and Materials Engineering, Vol. 5, pp. 2197-2206.
4. Ghodsiyeh, D., Golshan, A., & Isman, S. (2014), “Multi-objective process optimization of wire electrical discharge machining based on response surface methodology,” Journal of the Brazilian
Society of Mechanical Sciences and Engineering, Vol. 36, pp. 301-313.
5. Groover, M. P. (2002), Fundamentals of Modern Manufacturing, 2nd edition, John Wiley and Sons,
Inc., New York.
6. Guitrau, E. B. (1997), The EDM Handbook, Hanser Gardner Publications, Cincinnati. Keputusan, Edisi kedua, Graha Ilmu, Yogyakarta.
7. Lin, J. L. dan Lin, C. L. (2002), “The Use of Orthogonal Array with Grey Relational Analysis to Optimize the Electrical Discharge Machining Process Performance with Multiple Characteristics,”
International Journal of Machine Tools and Manufacture, Vol. 42, hal. 237–244.
8. Ghodsiyeh, D., Golshan, A., Shirvanehdeh, J. A. (2013), “Review on Current Research Trends in Wire Electrical Discharge Machining (WEDM),” Indian Journal of Science and Technology, Vol. 6, hal. 4128-4120.
9. Rochim, T. (2001), Proses Pemesinan, Institut Teknologi Bandung, Bandung.
10. Soejanto, I. (2009), Desain Eksperimen dengan Metode Taguchi, Graha Ilmu, Yogyakarta.
Dokumen pendukung luaran Wajib #1
Luaran dijanjikan: Metode
Target: penerapan
Dicapai: Penerapan
Dokumen wajib diunggah:
1. Deskripsi dan spesifikasi metode
2. Dokumentasi (foto) pengujian metode
3. Hasil uji penerapan metode terakhir
Dokumen sudah diunggah:
1. Deskripsi dan spesifikasi metode
2. Hasil uji penerapan metode terakhir
3. Dokumentasi (foto) pengujian metode
Dokumen belum diunggah:
-
Nama Metode: Taguchi Grey
Pemegang Metode: -
Periode Uji coba Mulai: 24 Juli 2019
Periode Uji Coba Berakhir: 3 September 2019
Link Video Dokumentasi:
https://drive.google.com/file/d/113PVpMeK7-G6ZtwVFz6hR8rZaFGhoa8w/view
DESKRIPSI DAN SPESIFIKASI METODE
1. Metode yang Digunakan
Metode Taguchi
Metode Taguchi merupakan metodologi dalam bidang teknik yang bertujuan untuk memperbaiki kualitas produk dan proses serta dapat menekan biaya dan resources seminimal mungkin. Metode Taguchi berupaya mencapai sasaran tersebut dengan menjadikan produk dan proses tidak sensitif terhadap berbagai faktor gangguan (noise), seperti material, perlengkapan manufaktur, tenaga kerja manusia dan kondisi-kondisi operasional. Metode Taguchi menjadikan produk dan proses memiliki sifat robust terhadap faktor-faktor gangguan tersebut. Oleh karena itu, metode Taguchi juga disebut robust design.
Metode Taguchi memperkenalkan pendekatan desain eksperimen yang dapat merancang suatu proses yang robust terhadap kondisi lingkungan, mengembangkan kualitas produk yang robust terhadap variasi komponen, dan meminimalkan variasi di sekitar target. Metode Taguchi memiliki beberapa kelebihan bila dibandingkan dengan metode desain eksperimen lainnya. Kelebihan-kelebihan tersebut antara lain (Soejanto, 2009):
1. Lebih efisien karena dapat melaksanakan penelitian yang melibatkan banyak variabel proses dan banyak level.
2. Dapat memperoleh proses yang menghasilkan produk secara konsisten dan robust terhadap variabel yang tidak dapat dikontrol.
3. Menghasilkan kesimpulan mengenai level dari variabel proses yang menghasilkan respon optimum.
Namun demikian, metode Taguchi memiliki struktur rancangan yang sangat kompleks, sehingga pemilihan rancangan percobaan harus dilakukan secara hati-hati dan sesuai dengan tujuan penelitian, serta metode Taguchi tidak bisa digunakan untuk melakukan optimasi multi respon secara serentak. Untuk optimasi multi respon secara serentak dapat digunakan gabungan metode Taguchi dengan grey relational analysis (GRA).
Metode Optimasi
Pada penelitian ini optimasi dilakukan dengan menggunakan metode grey relational analysis (GRA) dengan menghitung rasio S/N pada setiap respon yang dioptimasi. Pendekatan rasio S/N dilakukan untuk meminimalisir noise terhadap variasi yang timbul. Penentuan nilai rasio S/N harus disesuaikan dengan characteristic performance pada tiap-tiap respon. Respon kekasaran permukaan, lebar pemotongan dan tebal lapisan white layer pada penelitian ini memiliki characteristic performance “smaller-is-better.” Dengan demikian nilai rasio S/N dapat dihitung dengan menggunakan persamaan sebagai berikut (Lin dkk., 2002):
S/N = -10 = n 1 i 2 i
n
y
log
(1)Dimana, n adalah banyaknya replikasi, dan yi adalah nilai respon. Nilai rasio S/N yang besar
menunjukkan characteristic performance yang lebih baik.
Nilai rasio S/N kemudian dinormalisasi menjadi nilai yang besarnya antara 0 sampai 1. Normalisasi dihitung dengan menggunakan persamaan sebagai berikut (Lin dkk., 2002):
𝑋𝑖∗(𝑘) = Xi(k) - min ∀k Xi(k) max ∀k Xi(k)- min∀k Xi(k) (2)
Dimana, 𝑚𝑖𝑛 𝑋𝑖(𝑘) adalah nilai terkecil dari 𝑋𝑖(𝑘) untuk respon ke-k, dan 𝑚𝑎𝑥 𝑋𝑖(𝑘) adalah nilai terbesar dari 𝑋𝑖(𝑘) untuk respon ke-k. Nilai 𝑋𝑖∗(𝑘) pada tiap-tiap respon kemudian diubah menjadi nilai
grey relational coefficient (GRC). Untuk menghitung nilai GRC (ξ𝑖) digunakan persamaan (Lin dkk.,
2002):
ξ𝑖(𝑘)= ∆min+ζ ∆max
∆0,i(k)+ζ ∆max (3)
Dimana, ∆0,𝑖(𝑘) = |𝑋𝑖(𝑘) − 𝑋𝑖∗(𝑘)| adalah selisih nilai absolut antara 𝑥0(𝑘) dan 𝑥𝑖(𝑘), ∆𝑚𝑖𝑛merupakan nilai terkecil dari ∆0,𝑖, ∆𝑚𝑎𝑥 merupakan nilai terbesar dari ∆0,𝑖, dan ζ adalah
distinguishing coefficient yang pada penelitian ini nilainya ditentukan sebesar 0,5.
Nilai GRC pada tiap-tiap respon kemudian di rata-rata untuk mendapatkan nilai GRG. Berdasarkan nilai GRG ini kemudian dianalisa untuk menentukan kombinasi dari level-level dan variabel-variabel mana yang menghasilkan nilai optimum dari semua respon yang diteliti. Kemudian langkah berikutnya melakukan prediksi terhadap nilai rata-rata GRG pada kondisi optimum. Prediksi nilai rata-rata GRG (𝛾̂) dapat dihitung dengan menggunakan persamaan sebagai berikut (Lin dkk., 2002):
𝛾̂ = 𝛾𝑚+ = q i 1
(𝛾̅𝑖− 𝛾𝑚) (4)
Dimana, 𝛾𝑚 adalah nilai rata-rata total GRG, 𝛾̅𝑖 adalah nilai rata-rata GRG pada level optimum, dan q adalah jumlah variabel-variabel proses yang berpengaruh secara signifikan terhadap respon GRG.
Percobaan konfirmasi perlu dilakukan, untuk memvalidasi bahwa kombinasi level-level dan variabel-variabel proses yang menghasilkan respon optimum adalah benar. Kombinasi tersebut dapat dinyatakan valid jika nilai rata-rata GRG pada percobaan konfirmasi berada didalam atau bersinggungan dengan interval nilai rata-rata GRG prediksi.
2. Peralatan Penelitian
Material yang digunakan pada penelitian ini adalah tool steel SKD 11. Baja ini memiliki kekerasan yang cukup tinggi, karena sifatnya yang keras, material tersebut sering digunakan untuk pembuatan punch and dies. Jenis kawat elektroda yang digunakan adalah zinc coated brass wire dengan diameter 0,3 mm. Sedangkan dielectric fluid yang digunakan adalah aquadestilata. Percobaan pemotongan dilakukan sepanjang 20mm sebanyak 18 kali dengan dua kali proses replikasi. Ilustrasi proses pemotongan pada spesimen uji dapat dilihat pada Gambar 1.
Gambar 1. Ilustrasi proses pemotongan
Mesin yang digunakan pada penelitian ini adalah WEDM tipe CHMER GF32. Tingkat kekasaran permukaan diukur menggunakan Mitutoyo surftest SJ-310, dengan kecermatan 0,01 μm. Pengambilan data kekasaran permukaan dilakukan pada permukaan benda kerja hasil proses pemotongan sebanyak tiga kali pengulangan kemudian hasilnya di rata-rata. Gambar 2. Menunjukkan ilustrasi bagian permukaan benda kerja yang akan diukur kekasarannya.
Gambar 2. Tes kekasaran permukaan
Lebar pemotongan diukur dengan menggunakan measurescope dengan kecermatan 0,001mm. Pengukuran lebar pemotongan juga dilakukan sebanyak tiga kali kemudian hasilnya dirata-rata. Ilustrasi pengukuran lebar pemotongan ditunjukkan pada Gambar 3.
Gambar 3. Lebar pemotongan
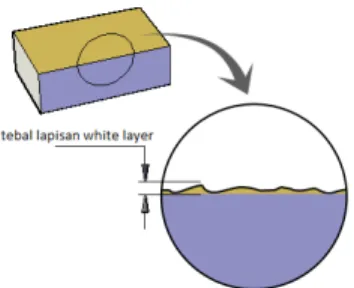
Sedangkan untuk tebal lapisan white layer dapat dilihat dan diukur menggunakan Scanning Electron Microscope (SEM). Gambar 4. menunjukkan ilustrasi bagian white layer yang yang akan dilihat menggunakan SEM. Tebal lapisan white layer dihitung dengan cara membagi luasan bagian white layer yang diteliti dibagi dengan panjangnya.
Gambar 4. Tebal lapisan white layer
3. Rancangan Percobaan
Desain eksperimen adalah proses mengevaluasi dua variabel proses atau lebih secara serentak terhadap kemampuannya untuk mempengaruhi rata-rata atau variabilitas hasil gabungan dari karakteristik produk atau proses tertentu. Untuk mencapai hal tersebut secara efektif, variabel proses dan level variabelnya dibuat bervariasi kemudian hasil dari kombinasi pengujian tertentu diamati sehingga kumpulan hasil selengkapnya dapat dianalisis. Hasil analisis ini kemudian digunakan untuk menentukan variabel-variabel yang berpengaruh dan tindakan yang dapat membuat perbaikan lebih lanjut.
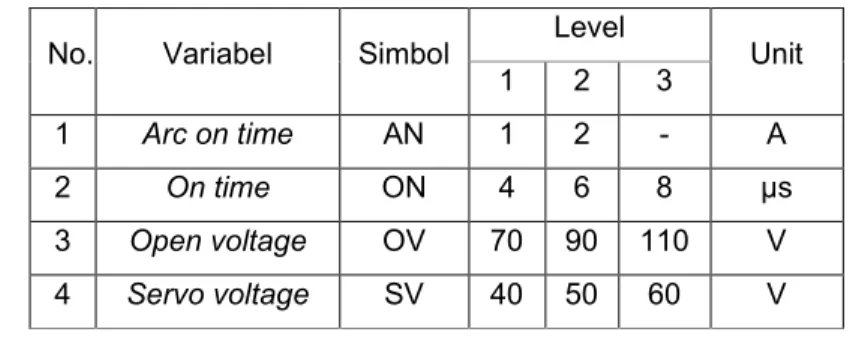
Variabel-variabel proses pada mesin WEDM yang divariasikan pada penelitian ini adalah arc on time, on time, open voltage dan servo voltage. Level dan nilai dari masing-masing variabel proses ditunjukkan pada Tabel 1. Rancangan percobaan menggunakan matriks ortogonal L18(21x33) ditunjukkan pada Tabel 2, dengan dua kali replikasi. Untuk menganalisa dan mengoptimasi data hasil percobaan digunakan kombinasi metode Taguchi dengan metode GRA.
Tabel 1. Variabel-variabel proses
No. Variabel Simbol Level Unit
1 2 3 1 Arc on time AN 1 2 - A 2 On time ON 4 6 8 µs 3 Open voltage OV 70 90 110 V 4 Servo voltage SV 40 50 60 V
Tabel 2. Matriks Orthogonal L18(21x33)
Kombinasi Variabel proses
AN ON OV SV 1 1 4 70 40 2 1 4 90 50 3 1 4 110 60 4 1 6 70 40 5 1 6 90 50 6 1 6 110 60 7 1 8 70 50 8 1 8 90 60 9 1 8 110 40 10 2 4 70 60 11 2 4 90 40 12 2 4 110 50 13 2 6 70 50 14 2 6 90 60 15 2 6 110 40 16 2 8 70 60 17 2 8 90 40 18 2 8 110 50
HASIL UJI PENERAPAN METODE
1. Data Hasil Percobaan
Hasil percobaan diperoleh berdasarkan rancangan percobaan Taguchi berupa matriks ortogonal L18(21x33). Yaitu dengan mengkombinasikan variabel-varibel proses pada proses pemesinan WEDM yang diduga memiliki pengaruh terhadap respon yang diteliti. Variabel-variabel proses tersebut meliputi arc on time (AN), on time (ON), open voltage (OV) dan servo voltage (SV). Percobaan dilakukan secara acak dengan dua kali replikasi. Proses pemotongan dilakukan dengan jarak yang telah ditentukan. Selama proses berlangsung waktu proses pemotongan diukur dengan menggunakan stopwatch. Setelah semua percobaan selesai kemudian dilakukan pengukuran lebar pemotongan (LP) dan panjang pemtongan sesungguhnya dengan menggunakan measurescope. Pengukuran berikutnya adalah pengukuran kekasaran permukaan (KP) dan yang terakhir adalah pengukuran tebal lapisan white layer (TW) yang diukur dari foto SEM dengan bantuan perangkat lunak AutoCAD. Hasil percobaan secara keseluruhan ditunjukkan pada Tabel 1.
Tabel 1 Data hasil percobaan
Komb. Variabel proses
Lebar pemotongan (LP) (mm)
Kekasaran permukaan (KP) (μm)
Tebal lapisan white layer (TW) (μm) AN ON OV SV R1 R2 R1 R2 R1 R2 1 1 4 70 40 0.359 0.330 1.39 1.42 5.801 5.131 2 1 4 90 50 0.332 0.341 1.69 1.95 5.998 7.298 3 1 4 110 60 0.337 0.382 1.47 1.38 6.923 5.415 4 1 6 70 40 0.349 0.334 1.76 1.97 7.165 6.166 5 1 6 90 50 0.346 0.376 1.94 1.85 7.172 7.541 6 1 6 110 60 0.383 0.367 1.85 1.92 9.890 7.002 7 1 8 70 50 0.362 0.351 2.17 2.12 6.480 6.962 8 1 8 90 60 0.374 0.346 2.31 2.15 7.121 8.665 9 1 8 110 40 0.356 0.355 2.40 2.41 8.935 8.354 10 2 4 70 60 0.378 0.380 1.21 1.43 7.392 5.618 11 2 4 90 40 0.356 0.351 1.75 1.63 6.778 5.285 12 2 4 110 50 0.334 0.347 1.93 2.25 8.514 7.345 13 2 6 70 50 0.352 0.359 2.31 1.96 5.213 6.516 14 2 6 90 60 0.391 0.374 1.85 1.87 9.412 8.906 15 2 6 110 40 0.364 0.341 2.24 2.26 10.102 7.650 16 2 8 70 60 0.383 0.380 2.23 2.31 10.324 8.753 17 2 8 90 40 0.317 0.376 2.77 2.60 11.714 8.331 18 2 8 110 50 0.358 0.361 1.94 2.38 11.221 9.862 2. Perhitungan Rasio S/N
Metode Taguchi menggunakan pendekatan rasio S/N untuk meneliti faktor noise terhadap variasi yang timbul. Perhitungan nilai rasio S/N tergantung dari jenis karakteristik kualitas dari masing-masing respon. Rasio S/N LP, KP dan TW memiliki karakteristik kualitas respon semakin kecil semakin baik. Contoh perhitungan rasio S/N LP dengan karakteristik kualitas respon semakin kecil semakin baik pada kombinasi pertama adalah sebagai berikut.
S/N = -10 = n 1 i 2 i
n
y
log
S/N = -10 𝑙𝑜𝑔 [0.3592+0.3302 2 ] S/N = -10 log 0,11889 S/N = 9.249Sesuai dengan rumus pehitungan rasio S/N untuk setiap karakteristik kualitas pada masing-masing respon, nilai rasio S/N untuk LP, KP dan TW ditunjukkan pada Tabel 2.
Tabel 2 Data rasio S/N
Komb. Variabel proses LP KP TW
AN ON OV SV 1 1 4 70 40 9.249 -2.954 -14.770 2 1 4 90 50 9.460 -5.224 -16.495 3 1 4 110 60 8.869 -3.081 -15.869 4 1 6 70 40 9.330 -5.427 -16.501 5 1 6 90 50 8.842 -5.555 -17.336 6 1 6 110 60 8.517 -5.508 -18.658 7 1 8 70 50 8.958 -6.629 -16.554 8 1 8 90 60 8.867 -6.972 -17.986 9 1 8 110 40 8.983 -7.622 -18.740 10 2 4 70 60 8.427 -2.442 -16.345 11 2 4 90 40 9.032 -4.563 -15.675 12 2 4 110 50 9.356 -6.428 -18.008 13 2 6 70 50 8.983 -6.617 -15.418 14 2 6 90 60 8.345 -5.390 -19.240 15 2 6 110 40 9.052 -7.044 -19.046 16 2 8 70 60 8.370 -7.122 -19.619 17 2 8 90 40 9.175 -8.583 -20.141 18 2 8 110 50 8.886 -6.734 -20.476 3. Normalisasi Rasio S/N
Normalisasi dilakukan untuk mentransformasi nilai rasio S/N menjadi nilai yang besarnya antara nol sampai satu. Proses normalisasi dilakukan berdasarkan karakterisistik kualitas respon rasio S/N. Karakteristik kualitas untuk rasio S/N adalah semakin besar semakin baik. Karakteristik kualitas respon semakin besar semakin baik berlaku untuk masing-masing rasio S/N LP, KP dan TW. Contoh perhitungan normalisasi rasio S/N untuk respon LP pada kombinasi pertama adalah sebagai berikut:
Xi*(k)= Xi(k)- min ∀k Xi(k) max ∀k Xi(k) - min∀k Xi(k) Xi*(1)= 9,249 - 8,345 9,460 - 8,345 Xi*(1)= 0,8106
Hasil perhitungan normalisasi rasio S/N masing-masing respon pada setiap kombinasi ditunjukkan pada Tabel 3 sebagai berikut.
Tabel 3 Data normalisasi rasio S/N
Komb Rasio S/N 𝑋𝑖∗ LP KP TW LP KP TW 1 9.249 -2.954 -14.770 0.8106 0.9166 1.0000 2 9.460 -5.224 -16.495 1.0000 0.5470 0.6976 3 8.869 -3.081 -15.869 0.4701 0.8959 0.8074 4 9.330 -5.427 -16.501 0.8838 0.5139 0.6966 5 8.842 -5.555 -17.336 0.4461 0.4931 0.5502 6 8.517 -5.508 -18.658 0.1545 0.5008 0.3186 7 8.958 -6.629 -16.554 0.5497 0.3182 0.6873 8 8.867 -6.972 -17.986 0.4686 0.2624 0.4363 9 8.983 -7.622 -18.740 0.5725 0.1565 0.3043 10 8.427 -2.442 -16.345 0.0736 1.0000 0.7239 11 9.032 -4.563 -15.675 0.6163 0.6545 0.8414 12 9.356 -6.428 -18.008 0.9072 0.3509 0.4324 13 8.983 -6.617 -15.418 0.5722 0.3201 0.8864 14 8.345 -5.390 -19.240 0.0000 0.5199 0.2166 15 9.052 -7.044 -19.046 0.6345 0.2507 0.2505 16 8.370 -7.122 -19.619 0.0223 0.2379 0.1502 17 9.175 -8.583 -20.141 0.7443 0.0000 0.0586 18 8.886 -6.734 -20.476 0.4853 0.3011 0.0000
4. Perhitungan Grey Relational Coefficient (GRC)
Sebelum menghitung nilai GRC harus dihitung terlebih dahulu nilai deviation squence ∆0,𝑖(𝑘) pada masing-masing respon. Contoh perhitungan nilai ∆0,𝑖(𝑘) respon LP pada kombinasi pertama adalah sebagai berikut:
∆0,i(k)=|X0(k)-Xi*(k)| ∆0,i(1)=|1-0.8106| ∆0,i(1)=0,1894
Nilai GRC dihitungan berdasarkan nilai ∆0,𝑖(𝑘) pada masing-masing responnya. Contoh perhitungan nilai GRC respon LP pada kombinasi pertama adalah sebagai berikut:
ξi(k)= ∆min+ζ ∆max ∆0,i(k)+ζ ∆max ξi(1)= 0,000 + 0.5 x 1,000
0,1894 + 0.5 x 1,000 ξi(1)= 0,7253
Hasil perhitungan nilai ∆0,𝑖(𝑘) masing-masing respon untuk setiap kombinasi ditunjukkan pada Tabel 4. Nilai GRC dihitung untuk kemudian hasilnya pada tiap-tiap respon di rata-rata menjadi nilai Grey Relational Grade (GRG). Nilai GRG ini yang nantinya mewakili nilai semua respon secara serentak untuk dioptimasi. Nilai GRC dan GRG hasil perhitungan di tunjukkan pada Tabel 5.
Tabel 4 Deviation sequence Komb. LP KP TW 1 0.1894 0.0834 0.0000 2 0.0000 0.4530 0.3024 3 0.5299 0.1041 0.1926 4 0.1162 0.4861 0.3034 5 0.5539 0.5069 0.4498 6 0.8455 0.4992 0.6814 7 0.4503 0.6818 0.3127 8 0.5314 0.7376 0.5637 9 0.4275 0.8435 0.6957 10 0.9264 0.0000 0.2761 11 0.3837 0.3455 0.1586 12 0.0928 0.6491 0.5676 13 0.4278 0.6799 0.1136 14 1.0000 0.4801 0.7834 15 0.3655 0.7493 0.7495 16 0.9777 0.7621 0.8498 17 0.2557 1.0000 0.9414 18 0.5147 0.6989 1.0000 Maks 1 1 1 Min 0 0 0
Tabel 5 Grey relational coefficient
Komb. GRC GRG LP KP TW 1 0.7253 0.8570 1.0000 0.8608 2 1.0000 0.5247 0.6232 0.7159 3 0.4855 0.8277 0.7219 0.6784 4 0.8115 0.5070 0.6224 0.6470 5 0.4744 0.4966 0.5265 0.4992 6 0.3716 0.5004 0.4232 0.4317 7 0.5262 0.4231 0.6152 0.5215 8 0.4848 0.4040 0.4701 0.4530 9 0.5391 0.3722 0.4182 0.4431 10 0.3505 1.0000 0.6443 0.6649 11 0.5658 0.5914 0.7592 0.6388 12 0.8434 0.4351 0.4684 0.5823 13 0.5389 0.4238 0.8149 0.5925 14 0.3333 0.5101 0.3896 0.4110 15 0.5777 0.4002 0.4002 0.4594 16 0.3384 0.3962 0.3704 0.3683 17 0.6616 0.3333 0.3469 0.4473 18 0.4927 0.4171 0.3333 0.4144 5. Hasil Optimasi
Rancangan percobaan Taguchi berupa matriks ortogonal mampu untuk mengelompokkan pengaruh dari masing-masing variabel pada pada level yang berbeda. Contoh perhitungan rata-rata nilai GRG variabel proses AN pada level 1 adalah sebagai berikut:
η̅V= 0,8608 + 0,7159 + 0,6784 + 0,6470 + 0,4992 + 0,4317 + 0,5215 + 0,4530 + 0,4431
9 η̅V= 0,5834
Perhitungan rata-rata nilai GRG pada masing-masing variabel proses untuk setiap levelnya ditunjukkan pada Tabel 6.
Tabel 6 Rata-rata nilai GRG pada masing-masing level
Variabel
proses Level 1 Level 2 Level 3 Selisih
AN 0.5834 0.5087 - 0.0747 ON 0.6901 0.5067 0.4412 0.2489 OV 0.6092 0.5275 0.5015 0.1077 SV 0.5827 0.5542 0.5012 0.0815 Rata-rata total 0.5461
Plot untuk nilai rata-rata dari GRG pada masing-masing level dari variabel proses AN, ON, OV dan SV ditunjukkan pada Gambar 1.
Gambar 1 Plot nilai GRG masing-masing level variabel proses
Level variabel proses yang paling optimum dapat dilihat dari nilai GRG yang paling besar. Berdasarkan plot rata-rata nilai GRG masing-masing level dari variabel proses yang ditunjukkan pada Gambar 1, maka dapat ditentukan kombinasi level-level variabel proses yang menghasilkan respon optimum. Kombinasi level dari variabel proses tersebut ditunjukkan pada Tabel 7.
Tabel 7 Kombinasi variabel proses respon optimum
Variabel proses Level Nilai
AN 1 1 A
ON 1 4 µs
OV 1 70 V
SV 1 40 V
6. Analisis Variansi dan Persen Kontribusi
Analisis variansi (ANAVA) digunakan untuk mengetahui variabel-variabel proses yang memiliki pengaruh secara signifikan dan besarnya kontribusi terhadap respon yang diteliti. Pada penelitian ini ANAVA dilakukan terhadap data GRG yang mewakili semua respon secara serentak. Hasil perhitungan ANAVA untuk GRG secara keseluruhan ditunjukkan pada Tabel 8.
Tabel 8 ANAVA dan kontribusi GRG
Source DF SS MS F P value AN 1 0.02506 0.025060 13.81 0.004 7.71 % ON 2 0.19979 0.099896 55.04 0.000 65.09 % OV 2 0.03784 0.018921 10.42 0.004 11.35 % SV 2 0.02053 0.010266 5.66 0.023 5.61 % Error 10 0.01815 0.001815 10.24 % Total 17 0.30137 100 %
Nilai Fhitung yang lebih besar dari Ftabel menunjukkan bahwa variabel proses tersebut memiliki pengaruh yang signifikan terhadap respon yang diteliti. Hipotesis nol (H0) dan hipotesis alternatif (H1) yang digunakan pada uji hipotesis dengan menggunakan distribusi F adalah sebagai berikut:
1. Variabel proses AN H0 : µ1 = µ2
H1 : µ1 ≠ µ2
Kesimpulan: Fhitung = 13,81 > F(0.05;1;10) = 4,96 maka H0 ditolak, artinya rata-rata variabel proses AN pada level satu tidak sama dengan rata-rata variabel proses AN pada level dua. Dengan kata lain variabel proses AN memiliki pengaruh yang signifikan terhadap respon GRG.
2. Variabel proses ON H0 : µ1 = µ2 = µ3