BAB 3
KONDENSASI PADA DENTAL AMALGAM
3.1 Pengertian Kondensasi Amalgam
Kondensasi merupakan penekanan amalgam setelah triturasi pada kavitas gigi yang sudah dipreparasi dengan menggunakan alat yang disebut condenser.1,4 Kondensasi amalgam bertujuan untuk mengadaptasikan amalgam ke dinding kavitas, mengurangi jumlah merkuri yang berlebih, dan menghilangkan rongga pada amalgam (voids).3,4,6
Kondensasi amalgam harus segera dilakukan setelah triturasi. Jika dilakukan dalam tenggang waktu yang lama akan menyebabkan adaptasi yang tidak baik antara amalgam dengan dinding kavitas, dan pengurangan jumlah merkuri yang berlebih akan menjadi sulit. 5,6,8
3.2 Teknik Kondensasi Amalgam
Kondensasi amalgam dapat dilakukan secara manual atau dengan alat mekanis, maupun dengan ultrasonic condenser.3,4,6,7
1. Kondensasi Manual
Setelah triturasi, amalgam dimasukkan kedalam kavitas yang sudah di preparasi dengan menggunakan amalgam carrier. Setelah itu, segera dilakukan kondensasi manual dengan menggunakan condenser dengan tekanan yang cukup (3-4 pon).3,6 Setiap condenser dipilih sesuai dengan luas dan bentuk kavitas. Condenser
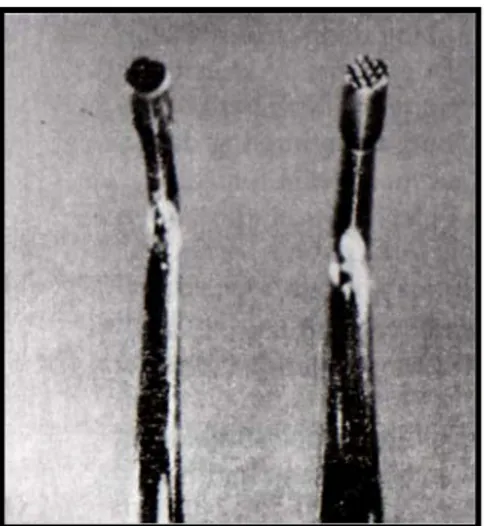
juga memiliki ujung bergerigi atau tidak bergerigi dan bentuk serta ukurannya berbeda, seperti yang terlihat pada gambar 3.3,8 Bentuknya dapat berupa oval, bulan sabit, segi empat, segitiga, bulat, dan bujur sangkar.3 Pemilihan bentuk ujung condenser disesuaikan dengan daerah yang akan dikondensasi.6
Kondensasi ini dimulai dari bagian tengah yang kemudian digerak – gerakkan sedikit demi sedikit ke arah dinding – dinding kavitas lapis demi lapis.3,6,8 Setelah lapisan pertama terlihat mengkilat, ini menunjukkan permukaan tersebut mengandung mercury dalam jumlah yang cukup untuk menyerap lapisan berikutnya. Prosedur ini dilanjutkan sampai bahan sedikit melebihi kavitas dimana bahan yang mengandung kaya air raksa akan terdapat pada permukaan lapisan terakhir. Kelebihan ini akan dibuang pada proses carving.6
Macrocut alloy dan lathe-cut alloy di indikasikan untuk dikondensasikan secara manual. Selama kondensasi dilakukan, maka alloy ini akan tertekan menuju ke bagian paling bawah kavitas.4
Gambar 3. Pemampat yang halus dan bergerigi. Pemampat bergerigi ”menggigit” bahan dengan lebih baik, sedangkan pemampat yang
(a) (b) 2. Kondensasi Mekanis
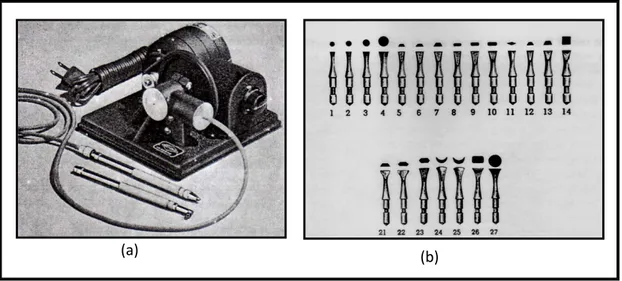
Prosedur dan prinsip dari kondensasi mekanis sama dengan kondensasi manual, namun perbedaannya adalah kondensasi mekanis dilakukan dengan menggunakan alat otomatis.6 Alat otomatis ini akan memberikan getaran pada amalgam.3-5,8 Salah satu contoh condenser mekanis adalah Hollenback Pneumatic, seperti yang terlihat pada gambar 4a. Hollenback Pneumatic ini diaplikasikan dengan menggunakan point seperti yang terlihat pada gambar 4b. 8
Alloy spherical lebih diutamakan untuk menggunakan kondensasi mekanis. Alloy spherical memiliki bentuk yang plastis dan membutuhkan condenser yang besar atau tekanan yang lebih rendah daripada alloy lathe-cut.4,5,7 Karena alloy spherical bergerak ketika dikenakan condenser sehingga akan lebih efisien untuk Gambar 4. (a) Hollenback Pneumatic condenser; (b) Hollenback dan Canon point condenser 8
menggunakan point berukuran besar yang akan mendorong alloy ke segala arah.2,3 Ketika condenser dengan tekanan yang kuat pada alloy spherical ini, partikelnya akan berpindah satu sama lain, point condenser akan menembus bahan amalgam sehingga menyebabkan amalgam tidak beradaptasi baik pada dinding kavitas.2,14
Mekanikal kondensasi lebih mudah digunakan dan mempercepat proses manipulasi amalgam.15 Kerugian mekanikal kondensasi ini adalah beresiko mengalami kerusakan tepi enamel dan menimbulkan perasaan tidak nyaman pada pasien oleh karena getaran yang dihasilkan mekanikal kondenser.13
3. Ultrasonic Condenser
Ultrasonic condenser pada awalnya dipergunakan oleh Karlstrom pada tahun 1957 untuk mengurangi rasa ketidaknyamanan terhadap getaran yang dihasilkan alat mekanikal kondensasi, dimana getaran yang dihasilkan ultrasonic condenser hampir tidak dirasakan oleh pasien.11 Namun pemakaian ultrasonic condenser sebaiknya dihindarkan karena dapat menyebabkan peningkatan temperatur dan penguapan merkuri pada saat setting amalgam sehingga dapat beresiko pada kesehatan.4,14
3.3 Tekanan Kondensasi Amalgam
Tekanan yang dianjurkan selama kondensasi adalah 1 – 50 N atau 3 – 4 pon.9 Besar atau luas ujung condenser dan tekanan yang diberikan oleh operator akan mempengaruhi besarnya tekanan yang terjadi pada kondensasi.1,6,9,11 Semakin kecil condenser akan semakin besar tekanan yang diberikan kepada amalgam.6 Setiap pengurangan diameter luas permukaan kondenser maka tekanan yang diberikan juga harus berkurang, untuk menghindari penetrasi amalgam. Menurut Basker, Spence, dan Wilson sebaiknya diameter permukaan point untuk alloy lathe-cut berkisar 1-2 mm.11 Sedangkan pada alloy spherical menggunakan point dengan diameter yang lebih besar.2,3 Menurut Mahler dan Mitchem, pada mekanikal kondensasi point dengan ukuran sedang diberikan tekanan 7 kg. 11
Selain itu, tekanan yang diberikan pada saat kondensasi tergantung pada bentuk dan ukuran alloy.10 Sedangkan menurut Basker, Spence, dan Wilson tekanan kondensasi manual pada alloy lathe-cut mendekati 2 kg dan 1 kg untuk alloy spherical.11
BAB 4
PENGARUH KONDENSASI PADA TAMBALAN AMALGAM
Kondensasi pada amalgam dapat mempengaruhi beberapa sifat amalgam, seperti creep, kekuatan dan kekerasan.6 Selain itu kondensasi amalgam juga dapat mempengaruhi terjadinya microleakage, perubahan dimensi,dan terjadinya porositas pada amalgam.1,2,7,8,9.10
3.1Creep
Creep didefinisikan sebagai geseran plastis yang bergantung waktu dari suatu bahan dibawah muatan statis atau tekanan konstan.2,6,14 Creep merupakan salah satu standard kualitas amalgam berdasarkan ANSI/ADA Specification No. 1, dimana tingkat creep amalgan maksimum 1%.14
Faktor – faktor yang menyebabkan creep adalah bentuk alloy dan efek dari pemanipulasian amalgam. Untuk meningkatkan strength dan menurunkan creep Hg/alloy rasio harus minimum, tekanan kondensasi maksimum untuk lathe-cut dan admixed alloy. Kondensasi yang tertunda dapat meningkatkan creep.3 Jika creep alloy terlalu tinggi atau jika manipulasi cenderung mengakibatkan creep, potensi terjadinya kerusakan tepi bertambah besar.14
Menurut penelitian Lussi dan Buergin, tekanan kondensasi dapat mempengaruhi sifat amalgam. Sifat creep akan berkurang dan kekuatan akan bertambah jika diberikan tekanan kondensasi yang kuat.16 Peningkatan tekanan
kondensasi menyebabkan keluarnya merkuri yang berlebih dari campuran sehingga fase γ1 dan fase γ2 yang terbentuk berkurang.10 Keberadaan fase γ1 dan fase γ2 yang
rendah akan lebih kecil kemungkinan timbulnya creep.13
3.2Kekerasan
Kekerasan merupakan kemampuan suatu bahan untuk menahan tekanan yang diberikan kepadanya dalam jangka waktu tertentu.5 Suatu bahan dikatakan semakin keras jika mampu menahan tekanan yang diberikan padanya. Amalgam terbukti semakin keras jika penekanan kondensasi yang diberikan semakin meningkat. Penekanan selama kondensasi amalgam akan meningkatkan kekerasan amalgam dan akan mengadaptasikan amalgam ke dinding kavitas.17
3.3Kekuatan
Amalgam mempunyai kekuatan yang cukup besar sehingga dapat mengimbangi kekuatan pengunyahan. Ada tiga macam kekuatan pada amalgam yaitu, compressive strenght, tensile strenght, dan flexural strenght.
Faktor – faktor yang mempengaruhi kekuatan amalgam adalah tekanan kondensasi, teknik kondensasi, dan bentuk partikel alloy amalgam yang dipergunakan.6 Tekanan kondensasi yang kuat dapat menghasilkan compressive strength yang tinggi.3 Tekanan kondensasi yang tinggi akan mengurangi porositas dan mengeluarkan merkuri dari amalgam lathe-cut. Sebaliknya, amalgam spherical yang dikondensasi dengan tekanan ringan akan mempunyai kekuatan yang baik.6
Peningkatan tekanan kondensasi menyebabkan keluarnya merkuri yang berlebih dari campuran sehingga fase γ1dan fase γ2 yang terbentuk berkurang.10
Teknik kondensasi yang baik akan mengeluarkan merkuri, dan akan menghasilkan fase matriks dengan volume yang lebih kecil. Jika digunakan teknik kondensasi tipikal dan logam campur lathe-cut, makin besar tekanan kondensasi, makin tinggi kekuatan kompresinya. Teknik kondensasi yang baik akan memeras merkuri dan menghasilkan fase matrik yang lebih kecil.6
3.4Microleakage
Microleakage digunakan untuk menggambarkan aliran cairan, bakteri, dan komponen lainnya didalam ruang interfasial antara amalgam dan struktur gigi. Tipe alloy, teknik dan tekanan kondensasi amalgam dapat mempengaruhi microleakage yang terjadi pada tambalan amalgam. Alloy spherical merupakan alloy yang dapat menimbulkan microleakage yang paling tinggi dari pada alloy yang lainnya. Tekanan kondensasi yang tinggi akan mengurangi mikroleakage dan sebaliknya.18
3.5Perubahan Dimensional
Perubahan dimensi amalgam dapat berupa kontraksi dan ekspansi. Kontraksi yang berlebihan dapat menyebabkan mikroleakage dan karies sekunder. Dan ekspansi yang berlebihan dapat menyebabkan penekanan pada pulpa dan menyebabkan postoperatif sensitifitas, serta menyebabkan protrussion restorasi.3,4,9
Faktor – faktor yang dapat menyebabkan terjadinya perubahan dimensi amalgam adalah tipe alloy yang digunakan, ukuran dan bentuk alloy, dan cara
pemanipulasian amalgam seperti tekanan sewaktu kondensasi.1 Tekanan kondensasi yang terlalu kecil dapat menyebabkan terjadinya perubahan dimensi yang lebih besar. Perubahan ekspansi yang lebih besar dapat menyebabkan protrussion restorasi.1,13 Tekanan kondensasi yang disalurkan pada saat kondensasi akan mengurangi jumlah merkuri dan akan menyebabkan kontraksi dari amalgam yang pada saat bersamaan amalgam mengalami ekspansi karena adanya kristal γ1.3,6
Ekspansi yang tertunda (delayed expansion) dapat terjadi selama kondensasi pada alloy zinc yang terkontaminasi dengan cairan. Zinc dapat bereaksi dengan air yang akan menghasilkan hidrogen. Hidrogen yang dihasilkan dapat menyebabkan delayed expansion.1,3,13 Namun kontaminasi cairan setelah kondensasi tidak menyebabkan delayed expansion.3
3.6Porositas
Porositas dapat disebabkan oleh rasio Hg/alloy kurang tepat, triturasi, tekanan kondensasi yang kurang baik, dan bentuk partikel. Teknik kondensasi dan tipe alloy dapat mempengaruhi terjadinya porositas.3 Teknik kondensasi yang berbeda menghasilkan tingkat porositas yang berbeda. Ultrasonic condenser merupakan teknik kondensasi yang dapat menyebabkan tingkat porositas amalgam paling tinggi. Sementara kondensasi manual menyebabkan porositas amalgam paling kecil.19 Menurut penelitian Gjerdet dan Hegdahl pada tahun 1985 porositas dapat terjadi pada amalgam yang disebabkan oleh tekanan kondensasi yang kecil. 20
BAB 5 KESIMPULAN
Dari hasil uraian yang terdapat pada bab terdahulu dapat disimpulkan sebagai berikut :
1. Amalgam merupakan campuran dari dua atau beberapa logam (alloy) yang salah satunya adalah merkuri melalui suatu proses yang disebut amalgamasi.
2. Pemanipulasian amalgam meliputi triturasi, kondensasi, carving, dan polishing. 3. Kondensasi merupakan penekanan amalgam setelah triturasi pada kavitas gigi yang
sudah dipreparasi dengan menggunakan alat yang disebut condenser.
4. Kondensasi amalgam dapat dilakukan secara manual, dengan alat mekanis, maupun dengan ultrasonic condenser.
5. Tekanan yang dianjurkan selama kondensasi adalah 1 – 50 N atau 3 – 4 pon.
6. Besar atau luas ujung condenser dan tekanan yang diberikan oleh operator akan mempengaruhi besarnya tekanan yang terjadi pada kondensasi dimana semakin kecil luas penampang condenser akan semakin besar tekanan yang diberikan kepada amalgam .
7. Kondensasi pada amalgam dapat mempengaruhi beberapa sifat amalgam, seperti creep, kekuatan dan kekerasan. Selain itu kondensasi amalgam juga dapat mempengaruhi terjadinya microleakage, perubahan dimensi,dan terjadinya porositas pada amalgam.