INSTITUT TEKNOLOGI PADANG
Jurnal
Teknik Mesin
Volume 7
Issue 1
Pages
1 – 62
Padang
April 2017
ISSN
2089 – 4880
JURNAL TEKNIK MESIN
INSTITUT TEKNOLOGI PADANG
http://ejournal.itp.ac.id/index.php/tmesin/ e-ISSN : 2089-4880
Vol. 7, No. 1, April 2017 p-ISSN : 2089-4880
Editorial Team
Editor-in-Chief : Arfidian Rachman, Ph.D. Institut Teknologi Padang, Indonesia Editor : Asmara Yanto
Institut Teknologi Padang, Indonesia Section Editors : Eswanto
Institut Teknologi Medan, Indonesia Mastariyanto Perdana Institut Teknologi Padang, Indonesia Nurzal
Institut Teknologi Padang, Indonesia Putri Pratiwi
Institut Teknologi Padang, Indonesia Romiyadi
Politeknik Kampar, Indonesia Rozi Saferi
Institut Teknologi Padang, Indonesia Reviewer : Prof. Dr. Eng. Gunawarman
Universitas Andalas, Indonesia Prof. Dr. Ilmi
Institut Teknologi Medan, Indonesia Dr. Firman Ridwan
Universitas Andalas, Indonesia Dr. Muhammad Yahya Institut Teknologi Padang, Indonesia Dr. Ahmad Fudholi
Universiti Kebangsaan Malaysia, Malaysia Dr. Gusri Akhyar Ibrahim
Universitas Lampung, Indonesia Dr. Eng. Mochamad Syamsiro Universitas Janabadra, Indonesia Dr. Eng. Feblil Huda Universitas Riau, Indonesia IT Support : Indra Warman
Institut Teknologi Padang, Indonesia
Publication
Jurnal Teknik Mesin (JTM) is a journal aims to be a peer-reviewed platform and an authoritative source of information. We publish original research papers, review articles and case studies focused on mechanical engineering and other related topics. All papers are peer-reviewed by at least two referees. JTM is managed to be issued twice in every volume (April and October).
Publisher : ITP Press – Institut Teknologi Padang
http://press.itp.ac.id/
Mailing Address : Mechanical Engineering Department - Institut Teknologi Padang
Jalan Gajah Mada Kandis Nanggalo Padang, West Sumatra, 25143 Indonesia
Telp: (0751) 443317 / Fax: (0751) 443317 Email: [email protected]
JURNAL TEKNIK MESIN
INSTITUT TEKNOLOGI PADANG
http://ejournal.itp.ac.id/index.php/tmesin/ e-ISSN : 2089-4880
Vol. 7, No. 1, April 2017 p-ISSN : 2089-4880
Contents
Pages
1. Design of PID Control System for Liquid Surface Height Using Root Locus Method
Iskandar Azis
01 – 13
2. Designing and Manufacturing of Meat Grinding and Meatball Dough Blending Machine
Romiyadi and Indah Purnama Putri
14 – 19
3. AFR Modeling of EFI Engine Based on Engine Dynamics, Vehicle Dynamics, and Transmission System
Suroto Munahar and Muji Setiyo
20 – 29
4. Modeling and Simulation of a Rotary Quadruple Pendulum System Using Scientific Python Stacks and Modelica Language
Adriyan
30 – 38
5. Position Optimization of SDVA Mass (1/20 System Mass) to Reduce Translation and Rotation Vibration on Beam
Susastro
39 – 44
6. Hardness Test on the Alloy Fe-50%atAl With the Addition of Nickel Using Mechanical Alloying Method
Dona Abrini, Sanny Ardhy and Haznam Putra
45 – 49
7. Optical Properties Degradation of Organolead Halide Perovskite with Lead Devired from Solder Wire
Putri Pratiwi
50 – 55
8. Effect of Particles Size on EFB Bio-briquettes of Calorific Value Nofriady Handra, Anwar Kasim, Gunawarman and Santosa
56 – 62
9. In Editing
Author-1, Author-2 and Author-3
JURNAL TEKNIK MESIN
INSTITUT TEKNOLOGI PADANG
http://ejournal.itp.ac.id/index.php/tmesin/ e-ISSN : 2089-4880
Vol. 7, No. 1, April 2017 p-ISSN : 2089-4880
The Scope of JTM
1. Mechanics
2. Energy Science and Engineering
3. Design, Manufacturing and Product Development 4. Control, Instrumentation and Robotics
JURNAL TEKNIK MESIN
INSTITUT TEKNOLOGI PADANG
http://ejournal.itp.ac.id/index.php/tmesin/ e-ISSN : 2089-4880
Vol. 7, No. 1, April 2017 p-ISSN : 2089-4880
© 2017 ITP Press. All rights reserved.
Desain Sistem Kendali PID pada Tinggi Permukaan Cairan
dengan Metode Root Locus
Design of PID Control System for Liquid Surface Height Using Root Locus
Method
Iskandar Azis
Department of Mechanical Engineering, Universitas Almuslim Bireun Aceh Jl. Almuslim, Matang Glumpang Dua, Paya Cut, Kab. Bireuen, Aceh 24261, Indonesia
Received 11 October 2016; Revised 09 February 2017; Accepted 11 March 2017, Published 11 April 2017
http://dx.doi.10.21063/JTM.2017.V7.1-13
Academ ic Editor: Asm ara Yanto (asm [email protected] ) Correspondence should be addressed to iskandarazis12@gm ail.com
Copyright © 2017 I. Azis. This is an open access article distributed under the Creative Com m ons Attribution License.
Abstract
Control of the liquid surface height at a plant requires a system of control. The design of the control system requires a method of completion for height control system capable of controlling the liquid level remains stable at the desired level, namely the level of 8 and 10. The purpose of this research is to design a control system on a high surface of the liquid with PID control and implement methods of Root Locus. In this study, the liquid surface height of plant to be controlled ie MISO plant with two tank s. Root locus method has been able to control the high liquid level in the tank 1 with PID control parameters Kp = 58.27, Kd = 0.5. While high liquid level in the tank 2, PID
control parameters are Kp = 75.7, Kd = 5. High surface of the liquid in the k now stabilized by providing high varisi
disruption of the liquid surface is high melibihi S P and under high-SP into PID control system.
Keywords: PID, control systems, high fluid level, root locus
1.
Pendahuluan
Kestabilan merupakan hal penting dalam sistem kendali linear. Kestabilan sebuah sistem ditentukan oleh tanggapannya terhadap masukan atau gangguan. Sistem yang stabil adalah sistem yang tetap dalam diam bila tidak di ransang oleh sumber luar dan akan kembali diam jika semua ransangan dihilangkan [1-3].
Metode Root-Locus digunakan untuk memetakan akar-akar dari persamaan karakteristik, dimana dengan metode ini akar- akar persamaan karakteristik digambarkan / diplot untuk semua nilai parameter sistem. Karena penggambaran root locus berada pada bidang s, sehingga sangat berguna untuk analisa kestabilan [4-7].
Penelitian ini bertujuan untuk mendesain dan menganalisis suatu tinggi permukaan cairan
dengan menggunakan metode tempat
kedudukan akar dengan memakai kendali PID
agar sistem dapat stabil, serta dapat
menggambarkan diagram root locus
menggunakan simulasi matlab.
Dengan pengendalian menjadikan tinggi permukaan cairan tetap stabil sehingga debit air yang keluar lebih efisien. Pada penelitian ini, penulis juga merancang kendali PID pada tinggi permukaan cairan 2 input dengan menggunakan metode root locus untuk menentukan kestabilan sistemnya.
2.
Materi dan Metode
A.Sistem Permukaan Zat Cair Resistansi dan Kapasitansi Sistem Permukaan Zat Cair
Resistansi untuk aliran zat cair dalam pipa atau hambatan didefinisikan sebagai perubahan dalam perbedaan tinggi (perbedaan permukaan zat cair dalam dua tangki) yang diperlukan
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 2
untuk membuat satu satuan perubahan laju aliran, yaitu:
R =perubahan perbedaan permukaa n,m
perubahan laju aliran, m3/sec (1) Kapasitansi C dari tangki didefinisikan sebagai besar perubahan cairan yang diperlukan untuk
membuat perubahan potensial sebesar satu satuan.
C =perubahan cairan yang disimpan ,m
3
perubahan potensial , m (2)
Kapasitas sebuah tangki sama dengan luas permukaannya. Jika luas permukaan konstan, maka kapasitansi juga konstan [1].
Gambar 1. Sistem permukaan cairan dengan interaksi [1]. Tinjau sistem pada Gambar 1 dengan
variabel didefinisikan sebagai berikut:
Ǭ1 = Laju keadaan tunak tangki 1 Ǭ2 = Laju keadaan tunak tangki 2
1
H
= Tinggi permukaan zat cair tangki 1 2H = Tinggi permukaan zat cair tangki 2
h1 = Penyimpangan kecil permukaan zat cair pada keadaan tunak tangki 1
ℎ2 = Penyimpangan kecil permukaan zat cair pada keadaan tunak tangki 2
C1 = Kapasitas tangki 1 C2 = Kapasitas tangki 2
q1 = Penyimpangan kecil laju aliran keluar tangki 1
q2 = Penyimpangan kecil laju aliran keluar tangki 2
𝑅 = Resistansi
B. Sistem Kendali
Sistem kendali merupakan kombinasi dari beberapa komponen yang bekerja bersama-sama dan melakukan suatu sasaran tertentu.
Kendali berfungsi mengatur masukan (input) untuk memperoleh keluaran (output) yang diinginkan. Sistem kendali ini secara umum terdiri dari tiga bagian yaitu input, proses dan output.
1) Open loop (loop terbuka)
Sistem kendali loop terbuka adalah proses
pengendali dimana variabel input
mempengaruhi output yang dihasilkan. Suatu sistem kontrol yang keluarannya tidak berpengaruh terhadap aksi pengontrolan.
2) Close loop (loop tertutup)
Sistem kendali loop tertutup adalah suatu proses pengendalian dimana variabel yang dikendalikan (output) di sensor secara kontinyu, kemudian dibandingkan dengan besaran acuan. Sinyal error yang merupakan selisih dari sinyal masukan dan sinyal umpan balik (feedback), lalu di umpankan pada komponen pengendalian (controller) untuk memperkecil kesalahan sehingga nilai keluaran sistem semakin mendekati harga yang diinginkan..
C.Kontrol Proporsional Integral Derivatif (PID)
Kontrol PID merupakan kontroller untuk menentukan kepresisian suatu sistem instrumentasi dengan karakteristik adanya umpan balik (feed back) pada sistem tersebut. Kombinasi dari aksi kontrol proporsional, integral dan turunan disebut aksi kontrol integral ditambah integral ditambah turunan. Persamaan dengan tiga kombinasi ini diberikan oleh: u(t) = Kp. e(t) +Kp Ti∫ e(t) dt t 0 + Kp. Tdde(t) dt (3) Atau fungsi alihnya
U(s)
E(s) = Kp (1 + 1
TiS+ TdS) (4)
Dengan Kp penguatan proporsional, Ti waktu integral, dan Td waktu turunan.
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 3
Keuntungan-keuntungan kontroler PID: P : Memperbaiki respon transien. I : Menghilangkan error steady state. D : Memberikan efek redaman.
D.Metode Root Locus
Root Locus (tempat kedudukan akar)
merupakan suatu metode dengan
menggambarkan akar-akar persamaan
karakteristik untuk semua nilai dari suatu parameter sistem.
Harga pole (kutub) dan harga zero (nol)
Analisa kestabilan suatu sistem kendali tidak selalu mudah dilakukan dalam wawasan waktu dan pada umumnya dilakukan dalam daerah
frekuensi (ω). Jika suatu fungsi alih dituliskan dalam bentuk
𝐅(𝐒) = 𝐒𝟐+𝐀𝐒+𝐁
𝐒𝟑+𝐂𝐒𝟐+𝐃𝐒+𝐄 (5)
diubah menjadi bentuk
𝐅(𝐒) = (𝐒+𝐚)(𝐒+𝐛)
(𝐒+𝐜)(𝐒+𝐝)(𝐒+𝐞) (6)
Maka, yang dimaksud dengan harga zero (nol) fungsi tersebut adalah harga-harga dari S yang mengakibatkan F(S) = 0, yang dalam hal ini adalah S = −a dan S = −b, sedangkan harga pole (kutub) adalah harga S yang menyebabkan
F(S) = ∞ yaitu S = −c, S = −d dan S = −e.
Gambar 2. Penggambaran Bidang-s [1].
Prosedur penggambaran root locus
1. Letakkan pole-pole dan zero-zero loop terbuka pada bidang s.
2. Tentukan root locus pada sumbu nyata. Syarat Sudut :
∠G(s)H(s) = ± 180° (2k + 1)
k = 0, 1, 2, ....
Ambil titik test: Bila jumlah total pole dan zero dikanan titik ini ganjil, maka titik tersebut terletak di root locus. 3. Tentukan asimtot Root locus :
Banyaknya asimtot = ηp - ηz ηp = banyaknya pole lope terbuka
ηz = banyaknya zero loop terbuka Sudut-sudut asimtot = ±180°(2k+1)
ηp−ηz k = 0, 1, 2, ....
Titik pusat asimtot pada sumbu nyata :
CG =∑p(jumlah pole) − ∑z(jumlah zero) ηp − ηz
Tentukan titik break -away, Untuk persamaan karakteristik
B(s) + KA(s) = 0
Maka titik-titik tersebut harus berada di Root Locus dan memenuhi persamaan
dK ds =
B′(s)A(s) − B(s)A′(s) A2(s) = 0
Tentukan sudut berangkat (θD) dengan
θD = 180° + Arg GH E. Tanggapan sistem
Tanggapan sistem atau respon sistem adalah perubahan perilaku output terhadap perubahan sinyal input. Respon sistem berupa kurva ini akan menjadi dasar untuk menganalisa karakteristik sistem selain menggunakan persamaan / model matematika. Bentuk kurva respon sistem dapat dilihat setelah mendapatkan sinyal input. Sinyal input yang diberikan untuk mengetahui karakteristik sistem disebut sinyal test. Respon sistem terbagi dalam dua domain / kawasan yaitu domain waktu (time response) dan domain frekuensi (frequency response).
Tanggapan waktu (time response) dari suatu sistem kontrol dibagi menjadi dua bagian : tanggapan transien (transient response) dan tanggapan keadaan tunak (steady-state response). Tanggapan transien berlangsung dari saat mulai hingga tanggapan sistem mencapai
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 4
nilai akhir yang diinginkan (final state). Tanggapan keadaan tunak dimulai pada saat tanggapan mulai pertama kali mendekati nilai akhir hingga waktu yang tak terhingga.
Tanggapan transien digunakan untuk menganalisa sifat naik atau permulaan dari
suatu sistem bila diberikan sinyal uji. Sedangkan tanggapan keadaan tunak digunakan untuk menganalisa karakteristik sistem pada saat mencapai harga akhirnya.
Gambar 3. Tanggapan transien dan tanggapan keadaan tunak [1].
1) Sistem orde 1
Secara umum fungsi transfer sistem orde-satu dapat dinyatakan dalam bentuk standar sebagai berikut:
G(s) =C (s) R(s)=
K
τs+1 (7)
Dimana K adalah penguatan proses dan τ
adalah konstanta waktu.
Respon tangga satuan sistem orde 1
Karena transformasi Laplace dari fungsi masukan tangga satuan adalah 1/s, dengan mensubstitusi R(s) = 1/s ke dalam Persamaan (2.13), diperoleh
C(s) = 1 Ts+1
1
s (8)
Dengan menguraikan C(s) menjadi pecahan parsial, diperoleh
C(s) =1 s−
T
Ts+1 (9)
Dengan melakukan transformasi Lapalace balik, diperoleh
c(t) = 1 − e−t/T (t ≥ 0) (10) Persamaan (10) menyatakan bahwa keluaran
c(t) mula-mula nol kemudian akhirnya menjadi satu [2].
2) Sistem orde 2
Secara umum fungsi transfer sistem orde-dua dapat dinyatakan dalam bentuk standar sebagai berikut: G(s) =C(s) R(s)= ωn2 s2+2ω nξs+ωn2 (11) Dimana ωn adalah frekuensi natural dan ξ adalah rasio redaman (damping ratio).
Untuk nilai ξ yang bervariasi, didapatkan kasus-kasus yang berbeda, yaitu:
1. Untuk nilai ξ : 0 < 𝜉 < 1, tanggapan sistem yang dihasilkan disebut tanggapan redaman kurang (under damped).
2. Unuk nilai ξ = 1, tanggapan sistem yang dihasilkan disebut tanggapan redaman kritis (critical damped).
3. Untuk nilai ξ > 1, tanggaan sistem yang dihasilkan disebut tanggapan redaman lebih (over damped).
Spesifikasi Tanggapan Transien
Spesifikasi tanggapan transien dalam domain waktu yang dimaksud adalah:
1. Waktu Tunda (delay time), td:
Adalah waktu yang diperlukan oleh tanggapan untuk mencapai setengah nilai akhir untuk pertama.
2. Waktu Naik (rise time), tr :
Adalah waktu yang dibutuhkan untuk naik dari 10% - 90%, 5% - 95%, atau 0% - 100% dari nilai akhir dari tanggapan. Untuk kasus under damped, biasanya digunakan kriteria
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 5
0% - 100%. Untuk kasus over damped, biasanya digunakan kriteria 10% - 90%. 3. Waktu Puncak (peak time), tp :
Adalah waktu yang dibutuhkan tanggapan untuk mencapai nilai puncak dari overshoot pertama kali. 𝑡𝑝= 𝜋 𝜔𝑑= 𝜋 𝜔𝑛√1−𝜉𝑛 (12)
4. Overshoot Maksimum (maximum
overshoot), Mp :
Adalah nilai puncak maksimum dari tanggapan yang diukur dari nilai akhir dari nilai tanggapan. Biasanya dirumuskan dalam persentase :
Mp=
c(tp)−c(∞)
c(∞) x 100% (13)
5. Waktu Settling (settling time), ts :
Adalah waktu yang dibutuhkan tanggapan untuk mencapai nilai akhir dari tanggapan dan tetap berada pada nilai tersebut dalam range persentase tertentu dari nilai akhir (biasanya 5% atau 2%).
Untuk kriteria 2% , diperoleh 𝑡𝑠= 4/𝜎 Untuk kriteria 5% , diperoleh 𝑡𝑠= 3/𝜎 F. Disain Sistem
Berdasarkan pada Gambar 1, diperoleh persamaan matematis untuk tangki-1 adalah
C1 dh1 dt = qi1− q1 (14) q1 = h1−h2 R1 (15)
Persamaan (15) disubstitusikan ke persamaan (14) menghasilkan C1 dh1 dt = qi1− ( h1−h2 R1 ) C1 dh1 dt = qi1− h1 R1+ h2 R1 dh1 dt = 1 C1qi1− 1 R1C1h1+ 1 R1C1h2 (16) Dan persamaan matematis untuk tangki-2 adalah C2 dh2 dt = qi2+ q1 − qO (17) qO= h2 R2 (18)
Persamaan (18) disubstitusikan ke persamaan (17) menghasilkan C2 dh2 dt = qi2+ ( h1−h2 R1 ) − h2 qO C2 dh2 dt = qi2+ h1 R1− h2 R1− h2 R2 dh2 dt = 1 C2qi2+ 1 R1C2h1− 1 R1C2h2− h2 R2C2 (19) Definisi variabel keadaan:
dh1 dt = ẋ1 ⇒ h1 = x1 u1 = qi1 y1= x1 dh2 dt = ẋ2 ⇒ h2= x2 u2= q2 y2= x2
Dari persamaan (16) dan Persamaan (19) diperoleh dh1 dt = − 1 R1C1h1+ 1 R1C1h2+ 1 C1qi1 ẋ1 = − 1 R1C1x1 + 1 R1C1x2+ 1 C1u1 (20) dan dh2 dt = 1 R1C2h1− 1 R1C2h2− 1 R2C2h2 + 1 C2qi2 dh2 dt = 1 R1C2h1− ( 1 R1C2+ 1 R2C2) h2+ 1 C2qi2 ẋ2= 1 C2R1x1− ( 1 R1C2+ 1 R2C2) x2+ 1 C2u2 (21)
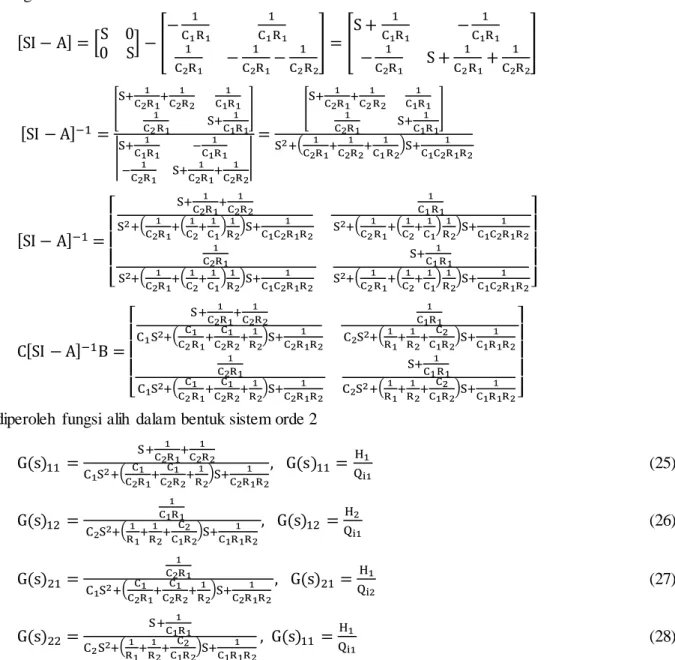
Persamaan (20) dan (21) dibentuk menjadi matriks [ẋ1 ẋ2] = [ − 1 C1R1 1 C1R1 1 C2R1 − 1 C2R1− 1 C2R2 ] [xx1 2] + [ 1 C1 0 0 1 C2 ] [uu1 2] y = [1 0 0 1] [ x1 x2] (22) Dengan A = [ − 1 C1R1 1 C1R1 1 C2R1 − 1 C2R1− 1 C2R2 ] 𝐵 = [ 1 C1 0 0 1 C2 ] 𝐶 = [1 0 0 1] (23) diperoleh G(s) = C(SI − A)−1B + D (24)
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 6 Dengan [SI − A] = [S 0 0 S] − [ − 1 C1R1 1 C1R1 1 C2R1 − 1 C2R1− 1 C2R2 ] = [ S + 1 C1R1 − 1 C1R1 − 1 C2R1 S + 1 C2R1+ 1 C2R2 ] [SI − A]−1= [S+ 1 C2R1+ 1 C2R2 1 C1R1 1 C2R1 S+ 1 C1R1 ] | S+ 1 C1R1 − 1 C1R1 − 1 C2R1 S+ 1 C2R1+ 1 C2R2 | = [S+ 1 C2R1+ 1 C2R2 1 C1R1 1 C2R1 S+ 1 C1R1 ] S2+( 1 C2R1+ 1 C2R2+ 1 C1R2)S+ 1 C1C2R1R2 [SI − A]−1= [ S+ 1 C2R1+ 1 C2R2 S2+( 1 C2R1+( 1 C2+ 1 C1) 1 R2)S+ 1 C1C2R1R2 1 C1R1 S2+( 1 C2R1+( 1 C2+ 1 C1) 1 R2)S+ 1 C1C2R1R2 1 C2R1 S2+( 1 C2R1+( 1 C2+ 1 C1) 1 R2)S+ 1 C1C2R1R2 S+ 1 C1R1 S2+( 1 C2R1+( 1 C2+ 1 C1) 1 R2)S+ 1 C1C2R1R2] C[SI − A]−1B = [ S+ 1 C2R1+ 1 C2R2 C1S2+(C2R1C1 +C2R2C1 +R21)S+C2R1R21 1 C1R1 C2S2+(R11+R21+C1R2C2 )S+C1R1R21 1 C2R1 C1S2+(C2R1C1 +C2R2C1 +R21)S+C2R1R21 S+ 1 C1R1 C2S2+(R11+R21+C1R2C2 )S+C1R1R21 ] diperoleh fungsi alih dalam bentuk sistem orde 2
G(s)11 = S+ 1 C2R1+ 1 C2R2 C1S2+( C1 C2R1+ C1 C2R2+ 1 R2)S+ 1 C2R1R2 , G(s)11= H1 Qi1 (25) G(s)12 = 1 C1R1 C2S2+(R11+R21+C1R2C2 )S+C1R1R21 , G(s)12 = H2 Qi1 (26) G(s)21 = 1 C2R1 C1S2+( C1 C2R1+ C1 C2R2+ 1 R2)S+ 1 C2R1R2 , G(s)21= H1 Qi2 (27) G(s)22 = S+ 1 C1R1 C2S2+(R11+R21+C1R2C2 )S+C1R1R21 , G(s)11 = H1 Qi1 (28)
Dari Persamaan (25), (26), (27) dan (28) dapat dibentuk blok diagram sistem MIMO sebagai berikut
Gambar 4. Blok diagram rangkaian fungsi alih sistem M IM O
G.Perancangan Sistem Kendali
Perancangan simulasi sistem dibagi menjadi 2, yaitu pemodelan sistem dan perancangan program untuk kestabilan sistem. Perancangan program untuk kestabilan sistem menggunakan
program MATLAB 7.5 buatan The Mathwork. Pada aplikasi program MATLAB ini digunakan beberapa sub program, yaitu MATLAB Command Window dan MATLAB Simulink.
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 7
Sistem Kendali dimodelkan seperti pada Gambar 5. Untuk dapat mengendalikan sistem pada Gambar 5 perlu dilakukan perhitungan
matematis pada plant tersebut dan menentukan parameter-parameter kendali PID.
Gambar 5. Perancangan sistem kendali pada plant Berdasarkan data tangki pada lampiran,
untuk nilai kapasitas atau volume tangki diperoleh dari nilai t dan d, nilai parameter t dan d diketahui yaitu:
- tinggi tangki, t = 3.5 m,
- diameter tangki, d = 6.5 m, r = 3.25 m , maka volume = πr2t = 3.14(3.25)2(3.5)
= 116.082 m3≈ 116.1 m3 , sehingga nilai untuk kapasitas kedua tangki dianggap sama yaitu C1dan C2 = 116.1 m3.
Untuk mencari nilai parameter R1 dan R2, perlu diketahui atau ditentukan dahulu nilai dari parameter h1, h2, q1 dan q2. Dimana nilai parameter tersebut yaitu:
h1 = 3 m q1 = 1 L detik= 0.001 m 3 /s, open vale 75% h2= 3.2 m q1 = 10 L detik= 0.01 m 3/s, open valve 50% Berdasarkan nilai parameter diatas, maka diperoleh R1= h1− h2 q1 =3 m − 3.2 m 0.001 m3/s = −200 s/m2 dan R2= h2 q2 = 3.2 m 0.01 m3/s= 320 s/m2
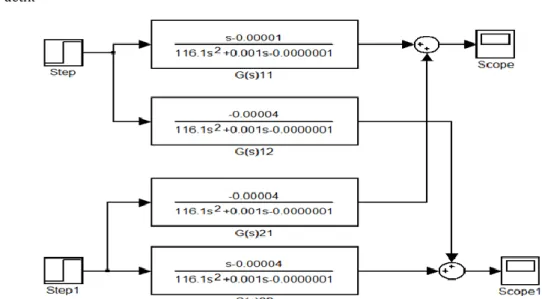
Karena nilai-nilai parameter telah diketahui, kemudian nilai parameter dimasukkan kedalam Persamaan 3 sampai 7. Sehingga persamaan fungsi alihnya menjadi seperti yang diperlihatkan pada Gambar 6.
Gambar 6. Blok diagram loop terbuka pada sistem permukaan cairan 2 input
Decoupler
Decoupler dirancang untuk
meng-kompensasi interaksi proses yang tidak
diinginkan. Untuk mendapatkan persamaan pada tiap decoupler maka dilakukan analisa terpisah pada tiap input dan output.
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 8
Tujuan deucopling adalah untuk
memutuskan / menghilangkan sifat interaksi antar loop pada sistem MIMO. Karena pada sistem ini menggunakan metode Root Locus untuk merancang sistem kendali, yang mana pada metode ini bekerja pada sistem SISO, maka interaksi pada sistem MIMO ini harus diputuskan agar menjadi sistem SISO.
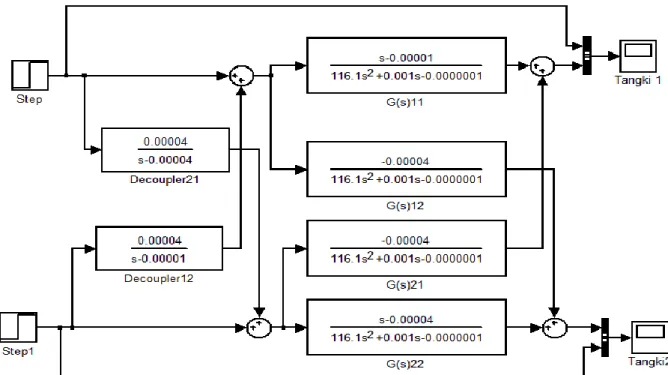
Untuk menjadikan sistem ini menjadi 2 buah sistem SISO, perlu adanya fungsi alih decoupler. Dari blok diagram diatas dapat dilihat, Qi2 mempengaruhi H1 dan Qi1 mempengaruhi H2 melalui persamaan berikut akan diperoleh fungsi alih decoupler.
H1(s) = (D12(s)G11(s) + G21(s))Qi2 (29) H2(s) = (D21(s)G22(s) + G12(s))Qi1 (30) 𝐷12 = − 𝐺(𝑠)21 𝐺(𝑠)11= 0.00004 𝑠−0.00001 (31) 𝐷21= − 𝐺(𝑠)12 𝐺(𝑠)22= 0.00004 𝑠−0.00001 (32)
Serta penggambaran blok diagramnya dengan simulink diperlihatkan pada gambar blok diagram berikut
Gambar 7. Blok diagram loop terbuka pada sisem permukaan cairan 2 input dengan decoupler Perhitungan untuk sistem SISO
Untuk memperoleh fungsi alih untuk tangki 1 dan 2 dalam bentuk sistem SISO, maka perlu dilakukan perhitungan berdasarkan fungsi alih-fungsi alih yang terdapat pada Gambar 3.7 yang
berbentuk blok-blok diagram. Dimana perhitungan untuk memperoleh sistem SISO untuk tangki 1 dan 2 adalah sebagai berikut:
Tangki-1: D12G(s)12+ G(s)22= G(s)1 (33) GG(s)1 = 116.1s4−4.8x10−3s3−2.896x10−7s2+3.8x10−12s+1.2x10−16 13480s5+0.0974s4−2.5x10−5s3−2.22x10−11s2+1.2x10−14s−10−19 (34) Tangki-2: D21G(s)21+ G(s)11 = G(s)2 (35) GG(s)2 = 116.1s4−0.0048s3−2.896x10−7s2+3.8x10−12s+1.2x10−17 13480s5−0.3065s4−3.15x10−5s3+7x10−10s2+1.8x10−14s−4x10−19 (36)
Penentuan parameter PID
Untuk mendapatkan nilai-nilai dari parameter kontroler, harus ditentukan dahulu
spesifikasi desain sistem yang dinginkan sehingga nilai pole simpul tertutup (dimisalkan = 𝑠1) yang berkesesuaian dapat dicari. Nilai
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 9
pole tersebut dimasukkan pada persamaan sehingga didapatkan parameter Kp, Ki, dan Kd. Karena kontroler PID menambah orde sistem, maka perlu diperiksa timbulnya pole-pole baru yang memungkinkan terjadinya ketidakstabilan sistem. Nilai parameter kontroler yang tidak menimbulkan ketidakstabilan sistem kemudian disimulasikan dengan MATLAB untuk diamati performansinya.
Sistem pengendalian ketinggian tangki 1
Sistem pengendalian ketinggian pada tangki 1 diinginkan keadaan mantap mencapai waktu
10 detik dengan setpoint 3 meter, dengan mengganggap bahwa keadaan mantap terjadi setelah 5 kali konstanta waktu, didapat T = 10/5 = 2 detik. Nilai pole yang berkesesuaian adalah s1 = −1/T = −1/2 = −0.5. Dengan memasukkan nilai 𝑠1 pada persamaan karakteristik yang didapat dan memvariasikan nilai Ki dan Kd. Sehingga diperoleh
Kp =−210.622
−3.63 = 58.02
Karena nilai s = −0.5, maka nilai Kp = 58.02.
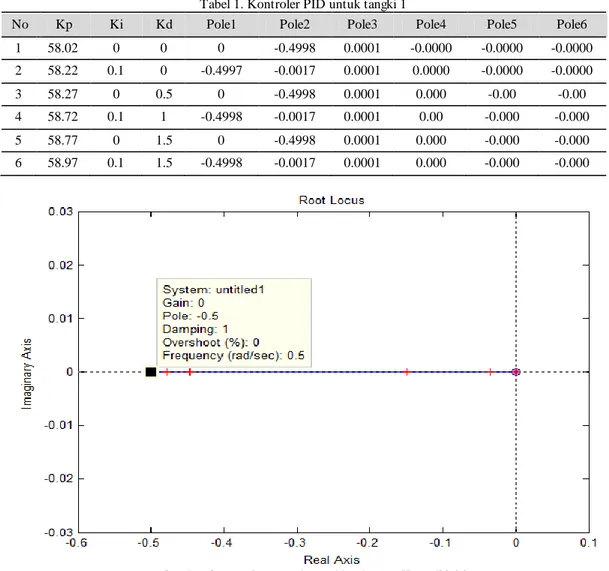
Tabel 1. Kontroler PID untuk tangki 1
No Kp Ki Kd Pole1 Pole2 Pole3 Pole4 Pole5 Pole6
1 58.02 0 0 0 -0.4998 0.0001 -0.0000 -0.0000 -0.0000 2 58.22 0.1 0 -0.4997 -0.0017 0.0001 0.0000 -0.0000 -0.0000 3 58.27 0 0.5 0 -0.4998 0.0001 0.000 -0.00 -0.00 4 58.72 0.1 1 -0.4998 -0.0017 0.0001 0.00 -0.000 -0.000 5 58.77 0 1.5 0 -0.4998 0.0001 0.000 -0.000 -0.000 6 58.97 0.1 1.5 -0.4998 -0.0017 0.0001 0.000 -0.000 -0.000
Gambar 8. Root locus pada tangki 1 dengan Kp = 58.02
Dari Tabel 1, hasil gambar root locus dapat dilihat pada Gambar 8, di mana ditunjukkan kawasan root locus pada bidang s tangki-1. Titik merah pada Gambar 8 menunjukkan bahwa titik tersebut berada pada kawasan root locus.
Sistem pengendalian ketinggian tangki 2
Pada tangki 2 diinginkan keadaan mantap tercapai dalam waktu 8 detik dengan setpoint 3.2 meter, dengan mengganggap bahwa
keadaan mantap terjadi setelah 5 kali konstanta waktu. Sehingga didapat T = 8/5 = 1.6 detik
atau pole pada s1 = −1/1.6 = −0.625 . Dengan memasukkan nilai s1 pada persamaan dan memvariasikan nilai Ki dan Kd. Sehingga diperoleh
Kp = −803.5
−11.073= 72.56
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 10
Tabel 3.2 Kontroler PID untuk tangki 2
No Kp Ki Kd Pole1 Pole2 Pole3 Pole4 Pole5 Pole6
1 72.56 0 0 0 -0.625 0.0001 0.00 -0.00 -0.00 2 72.72 0.1 0 -0.625 -0.0014 0.0001 0.00 -0.00 -0.00 3 74.16 1 0 -0.625 -0.0138 0.0001 0.00 -0.00 -0.00 4 74.48 1 0.5 -0.625 -0.0137 0.0001 0.000 -0.000 -0.000 5 75.7 0 5 0 -0.6251 0.0001 0.00 -0.00 -0.00 6 75.85 0.1 5 -0.625 -0.0013 0.0001 0.00 -0.00 -0.00
3.
Pengujian dan Analisis
Pengujian sistem kendali PID pada tinggi permukaan cairan
Berdasarkan pada Gambar 5, sistem kendali untuk tinggi permukaan cairan pada tangki 1 dan 2 ditentukan dengan cara perhitungan yang tertera pada Subbab 3.6.1 dan untuk pengujian kestabilan sistem kendali tinggi permukaan cairan pada tangki 1 dan 2 ditentukan dengan penempatan akar-akar dan respon transien.
Berikut adalah blok diagram sistem kendali PID untuk tinggi permukaan cairan pada tangki 1 dan 2.
Berdasarkan nilai parameter kontroler PID yang telah didapat pada Tabel 1 dapat dilihat bahwa semua sistem stabil karena tidak ada pole yang terletak di sebelah kanan bidang s, dan untuk pembuktian bahwa sistem stabil dapat dilihat pada hasil respon transien pada Gambar 10 dan 11.
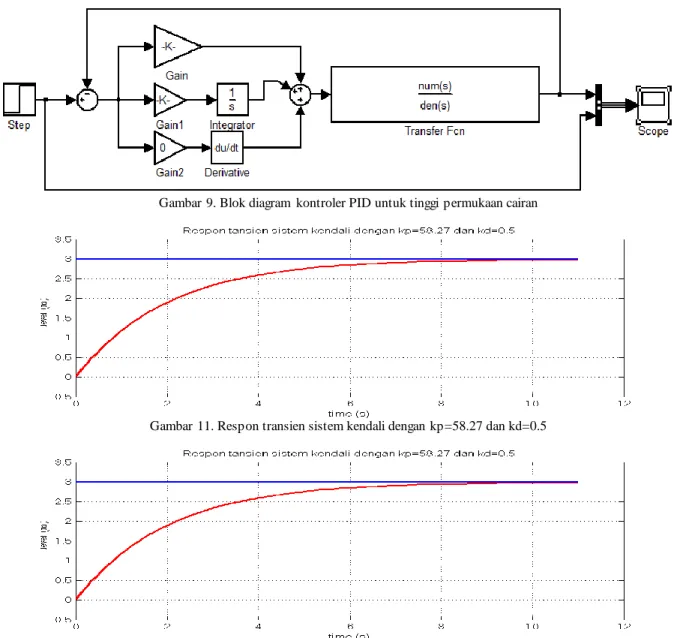
Gambar 9. Blok diagram kontroler PID untuk tinggi permukaan cairan
Gambar 11. Respon transien sistem kendali dengan kp=58.27 dan kd=0.5
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 11
Dari hasil respon yang ditunjukkan pada Gambar 11 dan 12 terlihat bahwa sistem bergerak menuju keadaan mantap dengan set poin 3 m, dan mencapai settling time pada waktu 7.4 detik. Sehingga sistem dikatakan stabil steady state. Serta respon diatas memperlihatkan tidak adanya overshoot. Karena settling time-nya < 8 detik, maka sistem tidak memenuhi spesifikasi desain.
Pengujian sistem kendali pada tinggi permukaan cairan dengan gangguan
Untuk pengujian sistem kendali dengan pemberian gangguan, dilakukan dengan menvariasikan tinggi permukaan cairan yang berupa fungsi alih.
Tangki 1
Untuk tangki 1, pengujian gangguan diberikan berupa variasi tinggi permukaan cairan yaitu tinggi permukaan cairan melebihi tinggi setpoint (sp) dan di bawah tinggi setpoint (sp).
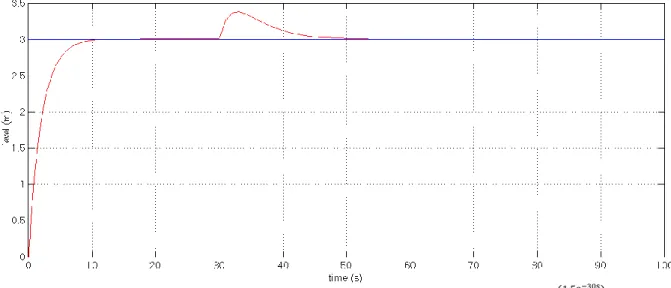
Gambar 13. Respon sistem pengendalian tinggi permukaan cairan dengan gangguan (1.5e−30s
4s+1 )
Gambar 14. Respon sistem pengendalian tinggi permukaan cairan dengan gangguan (−2e−30s
3s+1 )
Pengujian sistem kendali dengan gangguan (𝟏.𝟓𝐞−𝟑𝟎𝐬
𝟒𝐬+𝟏 )
Dari hasil respon yang ditunjukkan pada Gambar 13 terlihat bahwa, pada awalnya output respon mencapai keadaan tunak pada waktu 10 detik dengan set poin 3 m, kemudian output
respon bergerak stabil sampai pada waktu 30 detik, dan ketika mencapai waktu 30 detik output respon mengalami gangguan sehingga output respon bergerak naik melewati nilai set point sampai mencapai 3.4 meter, dan beberapa selang waktu kemudian output respon kembali stabil pada waktu 50 detik. Sehingga dapat
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 12
disimpulkan bahwa sitem stabil, walau diberi gangguan penguat (+).
Pengujian sistem kendali dengan gangguan (−𝟐𝐞−𝟑𝟎𝐬
𝟑𝐬+𝟏 )
Dari hasil respon yang ditunjukkan pada Gambar 14 terlihat bahwa, pada awalnya output respon mencapai keadaan tunak pada waktu 10 detik dengan set poin 3 m, kemudian output respon bergerak stabil sampai pada waktu 30 detik, dan ketika mencapai waktu 30 detik output respon mengalami gangguan sehingga
output respon bergerak turun dari nilai set point pada ketinggian 2.4 meter, dan beberapa selang waktu kemudian output respon kembali stabil pada waktu 44 detik. Sehingga dapat disimpulkan bahwa sitem stabil, walau diberi gangguan penguat (-).
Tangki 2
Sama halnya dengan tangki 1, untuk tangki 2, pengujian gangguan juga diberikan berupa variasi tinggi permukaan cairan.
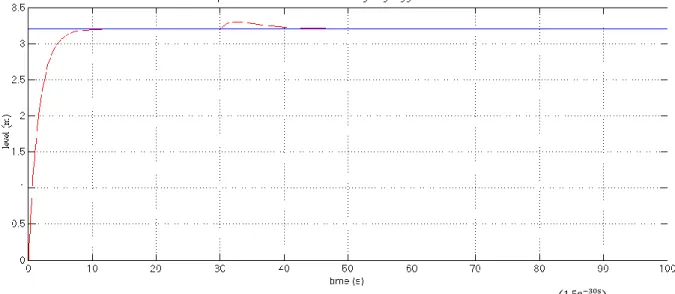
Gambar 15. Respon sistem pengendalian tinggi permukaan cairan dengan gangguan (1.5e4s+1−30s)
Gambar 16. Respon sistem pengendalian tinggi permukaan cairan dengan gangguan (−2e3s+1−30s) Pengujian sistem kendali dengan gangguan
(𝟎.𝟓𝐞−𝟑𝟎𝐬 𝟒𝐬+𝟏 )
Dari hasil respon yang ditunjukkan pada Gambar 15 terlihat bahwa, pada awalnya output respon mencapai keadaan tunak pada waktu 8 detik dengan set poin 3.2 m, kemudian output respon bergerak stabil sampai pada waktu 30
detik, dan ketika mencapai waktu 30 detik output respon mengalami gangguan sehingga output respon bergerak naik melewati nilai set point sampai mencapai 3.3 meter, dan beberapa selang waktu kemudian output respon kembali stabil pada waktu 43 detik. Sehingga dapat disimpulkan bahwa sitem stabil, walau diberi gangguan penguat (+).
I. Azis / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 1-13 13 Pengujian sistem kendali dengan gangguan
(–𝟐.𝟓𝐞−𝟑𝟎𝐬 𝟒𝐬+𝟏 )
Dari hasil respon yang ditunjukkan pada Gambar 16 terlihat bahwa, pada awalnya output respon mencapai keadaan tunak pada waktu 10 detik dengan set poin 3.2 m, kemudian output respon bergerak stabil sampai pada waktu 30 detik, dan ketika mencapai waktu 30 detik output respon mengalami gangguan sehingga output respon bergerak turun dari nilai set point sampai mencapai 2.7 meter, dan beberapa selang waktu kemudian output respon kembali stabil pada waktu 48.5 detik. Sehingga dapat disimpulkan bahwa sitem stabil, walau diberi gangguan penguat (-).
4.
Simpulan
Dari hasil pengujian dan analisis, dapat disimpulkan bahwa:
1. Kendali PD pada Perancangan sistem kendali PID dengan metode root locus, mampu menstabilkan tinggi permukaan cairan pada waktu 10 dan 8 detik untuk tangki 1 dan 2, juga sesuai dengan spesifikasi desain kontrol yang diinginkan, yaitu 10 detik untuk pada tangki 1 dengan parameter Kp=58.27, Kd=0.5 dan 8 detik untuk tangki 2 dengan parameter Kp=75.7, Kd=5.
2. Dengan pemberian parameter Kp=58.27, Kd=0.5 untuk tinggi permukaan cairan pada tangki 1 dan Kp=75.7, Kd=5 untuk tinggi permukaan cairan pada tangki 2, menjadikan sistem kembali stabil dengan sempurna walau diberi gangguan berupa variasi tinggi permukaan cairan pada plant yaitu tinggi permukaan cairan melebihi tinggi setpoint
(1.5e−30s
4s+1 ) untuk tangki 1, ( 0.5e−30s
4s+1 ) untuk tangki 2 dan tinggi permukaan cairan dibawah tinggi setpoint (−2e−30s
3s+1 ) untuk tangki 1 dan (–2.5e−30s
4s+1 ) untuk tangki 2. Berdasarkan hasil yang didapat, disarankan agar kedepannya sistem kendali tinggi permukaan cairan dapat dikembangkan menjadi sebuah sistem yang berbasis PLC dan dapat ditampilkan di SCADA.
Ucapan Terima Kasih
Terima kasih diucapkan kepada Staf Jurusan Teknik Mesin Universitas Almuslim Bireun Aceh yang telah memberikan kontribusi sehingga artikel dapat diselesaikan
Referensi
[1] K. Ogata, 1996. “Teknik Kontrol Automatik”, terjemahan Edi Laksono. Ed.ke-2 jilid 1. Jakarta: Erlangga
[2] B. C. Kuo, 1998. “Teknik Kontrol Automatik.” Jild 1. Jakarta: PT Prenallindo
[3] M. Kamal, 2010. “Modul Ajar Dasar Sistem Kendali.” (Bahan yang digunakan untuk Program Studi Instrumentasi dan Otomasi Industri Jurusan teknik Elektro PNL). Buket Rata
[4] S. Pakpahan, 1994. “KONTROL
OTOMATIK, Teori dan Penerapan.” Cet.ke-2. Jakarta: Erlangga
[5] C. L. Philips, and D. H. Royce, 1996. “Dasar-Dasar Sistem Kontrol.” Jakarta: PT Prenhallindo
[6] M. Tirono dan N. Nayiroh, 2008. “Pemodelan dan Pembuatan Simulasi Kestabilan Respon Transien Motor DC menggunakan Graphical User Interface (GUI) pada Matlab,” Jurnal Neutrino, Vol.1.No.1, UIN Malang
[7] W. Kurniawan. 2009. “Pengendalian Suhu Dan Ketinggian Air Pada Boiler Menggunakan Kendali PID dengan Metode Root Locus.” Teknik Elektro Universiyas Brawijaya Malang. diakses
25 november 2013. Dari
http://jurnaleeccis.ub.ac.id/index.php/ee
JURNAL TEKNIK MESIN
INSTITUT TEKNOLOGI PADANG
http://ejournal.itp.ac.id/index.php/tmesin/ e-ISSN : 2089-4880
Vol. 7, No. 1, April 2017 p-ISSN : 2089-4880
© 2017 ITP Press. All rights reserved.
Perancangan dan Pembuatan Mesin Penggiling Daging dan
Pengaduk Adonan Bakso
Designing and Manufacturing of Meat Grinding and Meatball Dough
Blending Machine
Romiyadi
1,*, Indah Purnama Putri
11Department of Maintenance and Repair Machinery, Politek nik Kampar
Jl. Tengk u Muhammad KM. 2, Bangk inang, Indonesia
Received 15 Novem ber 2016; Revised 11 February 2017; Accepted 13 March 2017, Published 13 April 2017
http://dx.doi.10.21063/JTM.2017.V7.14-19
Academ ic Editor: Asm ara Yanto (asm [email protected] ) *Correspondence should be addressed to rom iyadi.nawir@gm ail.com
Copyright © 2017 Rom iyadi. This is an open access article distributed under the Creative Com m ons Attribution License.
Abstract
The purpose of the study was to design and manufacture of meat grinding and meatball dough blending machine with a capacity of 6 k g. In this study, researchers add more functions on meat grinding to meatball dough blending machine. From the process of designing and manufacturing, has produced a meat grinding and meatball dough blending machine with a capacity of 6 k g for a process. The machine uses a electric motor with a power of 0.25 HP. Based on the test results, meat grinding and meatball dough blending machine was able to meat grinding and meat ball dough blending and has efficiency of 96 % for the meat grinding process and 95 % for the meatball dough blending process.
Keywords: designing and manufacturing, meatball, meat grinding, meatball dough blending
1.
Pendahuluan
Indonesia sangat terkenal dengan aneka kuliner dan makanan tradisional. Salah satu kuliner tradisional Indonesia yang sangat terkenal dan sudah banyak dikonsumsi masyarakat adalah bakso. Bakso merupakan suatu produk olahan daging khas Indonesia berbentuk bola-bola kecil yang biasa disajikan panas dan mempunyai nilai gizi yang tinggi karena kaya protein hewani yang sangat diperlukan oleh tubuh manusia terutama untuk pertumbuhan [1]. Bahan baku bakso adalah daging, bahan pengisi, bahan pengikat, dan bahan-bahan tambahan lainnya. Jenis daging yang biasa digunakan adalah daging sapi, meskipun dapat juga digunakan daging ayam, daging kelinci atau daging dari hewan ternak yang lain [2].
Bakso dibuat dengan mencampurkan adonan antara daging yang sudah digiling, tepung, dan bahan lainnya. Proses penggilingan daging dan pengadukan adonan bakso merupakan proses
utama dalam membuat bakso. Proses penggilingan daging merupakan salah satu proses pengolahan daging yang bertujuan untuk menghancurkan dan menghaluskan daging untuk diproses lebih lanjut [3]. Sementara proses pengadukan adonan bakso merupakan proses pencampuran bahan-bahan pembuat bakso seperti daging yang sudah digiling, tepung tapioka, bahan pengikat, bumbu, air, dan bahan lainnya agar terbentuk adonan dan dibentuk menjadi bola-bola kecil [4].
Proses penggilingan daging dan proses pengadukan adonan bakso merupakan suatu kendala yang dihadapi oleh pedagang bakso karena membutuhkan suatu alat atau mesin untuk menggiling daging dan mengaduk adonan bakso. Di Kota Bangkinang, Kabupaten Kampar, para pedagang bakso pada ummnya menggiling daging dan mencampurkan adonan bakso di pasar tradisional dimana tersedia jasa penggilingan daging dan pengadukan adonan
Romiyadi / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 14-19 15
bakso. Proses penggilingan daging dan pengadukan adonan bakso ini menggunakan alat atau mesin yang berbeda.
Mesin pengaduk adonan bakso merupakan mesin yang berfungsi untuk mencampur adonan bakso yang terdiri dari tepung, bumbu dan daging yang sudah digiling sehingga tercampur secara merata. Komponen mesin pengaduk adonan bakso ini terdiri dari motor listrik sebagai tenaga penggerak, poros, pisau pengaduk, tabung atau wadah tempak pengadukan, puli dan sabuk sebagai sistem transmisi serta rangka sebagai penopang mesin.
Saat ini, banyak sekali pedagang bakso yang menjual bakso untuk dinikmati oleh masyarakat baik dalam skala kecil maupun dalam skala besar. Oleh karena itu mesin penggiling daging dan pengaduk adonan bakso ini sangat berperan penting untuk menggiling daging dan menghasilkan adonan bakso yang bagus dan dengan kapasitas yang besar. Atas dasar inilah, peneliti tertarik melakukan penelitian untuk melakukan rancang bangun mesin penggiling daging dan pengaduk adonan bakso dengan kapasistas 6 kg untuk sekali proses dan menggunakan motor listrik sebagai tenaga penggerak. Mesin ini dapat menggiling daging sekaligus dapat mengaduk adonan bakso.
Pada penelitian ini, peneliti melakukan proses perancangan dan pengembangan suatu produk. Proses perancangan merupakan sebuah kegiatan awal dari sebuah usaha dalam
merealisasikan sebuah produk yang
keberadaannya diperlukan oleh masyarakat untuk meningkatkan kesejahteraan hidupnya [5]. Dalam sebuah perancangan, khususnya perancangan mesin banyak menggunakan berbagai ilmu yang harus diterapkan di dalamnya. Ilmu-ilmu tersebut digunakan untuk mendapatkan sebuah rancangan yang baik, tepat dan akurat sesuai dengan apa yang diharapkan. Pada umumnya ilmu-ilmu yang diterapkan antara lain ilmu matematika, ilmu bahan, dan ilmu mekanika teknik.
Tujuan dari penelitian ini adalah untuk merancang dan membuat mesin penggiling daging dan pengadukan adonan bakso dengan kapasitas 6 kg untuk sekali proses. Pada penelitian ini, peneliti mencoba menambahkan fungsi penggilingan daging pada mesin pengaduk adonan bakso dengan menambahkan pisau untuk menggiling daging selain pisau untuk mengaduk adonan bakso. Sehingga mesin ini dapat melakukan proses penggilingan daging sekaligus dapat melakukan proses pengadukan adonan bakso.
2.
Metode Penelitian
Metode dalam penelitian ini dapat dilihat pada diagram alir dibawah ini.
Mulai Penyusunan Konsep Perancangan Produk Pembuatan Produk Pengujian Selesai
Gambar 1. Diagram Alir M etode Penelitian
A.Penyusunan Konsep Rancangan
Penyusunan konsep diperlukan dalam suatu perancangan produk untuk menentukan model rancangan yang ideal dan untuk menetapkan bagian dan mekanisme yang diperlukan untuk membangun suatu produk yang akan dihasilkan. Pada tahapan ini, peneliti akan menentukan model atau bentuk mesin pengaduk adonan bakso yang sesuai dengan kapasitas 6 kg dan pemilihan bagian dan mekanisme atau sistem yang akan digunakan untuk membangun mesin pengaduk adonan bakso serta pemilihan
komponen-komponen pembangun mesin
pengaduk adonan bakso.
B. Proses Perancangan Produk
Pada tahapan ini, peneliti melakukan perancangan produk berdasarkan konsep rancangan yang telah ditetapkan. Perancangan ini dilakukan dengan menentukan ukuran atau dimensi serta material yang akan digunakan pada setiap komponen dengan meperhatikan kekuatan, ketahanan dan keamanan mesin. Dalam menetukan dimensi dan ukuran setiap komponen terutama komponen poros, puli dan sabuk peneliti melakukan perancangan berdasarkan rujukan dari beberapa buku perancangan elemen mesin [6-7]. Hal ini bertujuan agar dimensi atau ukuran komponen yang dihasilkan dari perancangan dapat memenuhi standar keamanan dan memenuhi kaidah ilmiah dari suatu perancangan produk.
C.Proses Pembuatan Produk
Pembuatan produk merupakan proses membangun suatu produk dari suatu rancangan produk yang telah dihasilkan. Proses pembuatan produk merupakan tahapan yang sangat penting
Romiyadi/ Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 14-19 16
dan sangat krusial karena keberhasilan atau kegagalan suatu produk akan ditentukan pada tahapan ini. Proses pembuatan produk ini menggunakan proses manufaktur yang sesuai dengan komponen yang akan dibuat seperti pada pembuatan poros menggunakan proses bubut atau pada pembuatan rangka menggunakan proses pengelasan. Pada tahapan ini, semua komponen dan bagian yang akan dibuat berdasarkan dari hasil rancangan.
D.Proses Pengujian Mesin
Proses pengujian mesin dilaksanakan untuk menguji apakah mesin penggiling daging dan pengaduk adonan bakso yang telah dibuat dapat beroperasi sesuai dengan fungsinya dan memenuhi kriteria mesin sesuai dengan hasil rancangan.
3.
Hasil dan Pembahasan
A. Desain Konstruksi Mesin Penggiling Daging dan Pengaduk Adonan Bakso
Desain konstruksi mesin penggiling dan pengaduk adonan bakso ini ditentukan atas berbagai pertimbangan sebagai berikut :
1. Mesin pengaduk adonan bakso tidak menggunakan tenaga penggerak manusia sebagai penggerak utamanya, melainkan dengan tenaga motor listrik.
2. Spesifikasi mesin yang ergonomis dengan dimensi yang nyaman bagi operator dan mudah disesuaikan dengan ruang kerja, mesin berdimensi panjang 400 mm, lebar 400 mm dan tinggi 600 mm.
3. Mudah dalam pengoperasian, perawatan maupun pergantian suku cadang.
4. Mesin pengaduk adonan bakso ini tidak menimbulkan pencemaran udara
Dari hasil proses perancangan mesin penggiling daging dan pengaduk adonan bakso, didapat suatu model atau bentuk mesin penggiling daging dan pengaduk adonan bakso. Adapun spesifikasi mesin mesin penggiling daging dan pengaduk adonan bakso hasil rancangan adalah sebagai berikut :
- Tenaga Penggerak : Motor listrik 1 phase
- Daya : 0,25 HP
- Putaran Motor : 1400 rpm - Putaran Poros : 840 rpm - Kapasitas : 6 kg / proses - Sistem Transmisi : Transmisi Puli - Diameter Puli 1 : 75 mm - Diameter Puli 2 : 125 mm - Material Tabung : Stainles Steel - Diameter Tabung : 280 mm
- Tinggi Tabung : 300 mm - Material Pisau : Stainless Steel - Material Poros : ST 37
- Bentuk Poros : Poros Bertingkat - Diameter Poros : 25 mm dan 35 mm
- Panjang Poros : 250 mm
- Material Rangka : Mild Steel (Profil L) - Panjang Rangka : 400 mm
- Lebar Rangka : 400 mm
- Tinggi Rangka : 600 mm
Berdasarkan desain kontruksi mesin penggiling daging dan pengaduk adonan bakso yang sudah dijelaskan sebelumnya, maka didapat model rancangan mesin penggiling dan pengaduk adonan bakso.
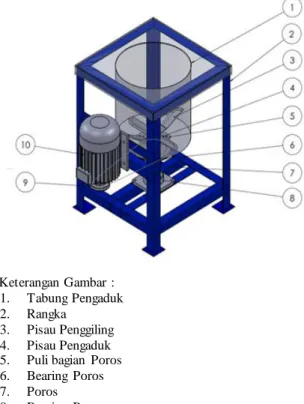
Keterangan Gambar : 1. Tabung Pengaduk 2. Rangka
3. Pisau Penggiling 4. Pisau Pengaduk 5. Puli bagian Poros 6. Bearing Poros 7. Poros 8. Bearing Poros 9. Puli Bagian M otor 10. M otor Listrik
Gambar 2. M odel Rancangan M esin Penggiling dan Pengaduk Adonan Bakso
Salah satu komponen yang sangat menentukan keberhasilan proses rancang bangun pada mesin penggiling daging dan pengaduk adonan bakso ini adalah rancangan pisau yang akan digunakan. Rancangan mesin ini menggunakan 2 buah pisau dimana masing-masing pisau berfungsi sebagai pisau penggiling daging dan pisau pengaduk adonan bakso. Pisau-pisau tersebut dirancang sedemikian rupa sehingga diperkiranan akan mampu melakukan fungsinya untuk menggiling daging dan mengaduk adonan bakso. Material pisau adalah
Romiyadi / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 14-19 17
stainless steel dengan ketebalan masing- masing 2 mm.
Gambar 3. Rancangan Pisau Pengiling Daging
Gambar 4. Rancangan Pisau Pengaduk Adonan Bakso
B. Pembuatan Mesin Pengaduk Adonan Bakso
Proses pembuatan mesin penggiling dan pengaduk adonan bakso ini mengacu pada hasil rancangan yang telah dibuat sebelumnya. Proses pembuatan mesin pengaduk adonan bakso ini dilaksanakan di Workshop Program Studi Perawatan dan Perbaikan Mesin Politeknik Kampar dan melibatkan teknisi dan mahasiswa Program Studi Perawatan dan Perbaikan Mesin Politeknik Kampar.
Proses pembuatan mesin pengaduk adonan bakso ini terdiri dari beberapa tahapan yaitu adalah sebagai berikut.
- Proses Pembuatan Rangka
- Proses Pembuatan Tabung Pengaduk - Proses Pembuatan Poros
- Proses Pembuatan Pisau - Proses Perakitan
- Proses Proses Finishing
Gambar 5. M esin Penggiling Daging dan Pengaduk Adonan Bakso
C.Pengujian Mesin
Proses pengujian dilakukan untuk mengetahui apakah mesin penggiling dan pengaduk adonan bakso yang telah dibuat dapat bekerja dengan baik sesuai dengan fungsinya yaitu menggiling daging dan mengaduk adonan bakso. Selain melakukan proses penggilingan daging dan pengadukan adonan bakso, proses pengujian juga dilakukan untuk mengetahui performa dan efisiensi mesin dengan membandingkan putaran poros pada saat tanpa pembebanan dengan putaran poros dengan pembebanan. Alat yang digunakan untuk mengetahui putaran poros yang terjadi adalah Digital Hand Tacho Meter.
Romiyadi/ Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 14-19 18
Gambar 7. Hasil Penggilingan Gambar 8. Hasil Pengadukan Tabel 1. Hasil Pengujian Putaran Poros M esin Pengaduk Adonan Bakso
Putaran Poros Tanpa Pembebanan (rpm) Putaran Poros Dengan Pembebanan (rpm) Efisiensi (%) Proses Penggilingan 865 837 96 Proses Pengadukan 865 824 95
Hasil pengujian menunjukkan bahwa mesin pengaduk adonan bakso dapat bekerja sesuai dengan fungsinya yaitu menggiling daging dan mengaduk adonan bakso. Hasil dari penggilingan dan pengadukan dapat dilihat pada gambar 7 dan gambar 8. Tabel 1 menunjukan hasil pengujian mekanik mesin pengaduk adonan bakso berdasarkan dari putaran poros yang terjadi. Pada tabel 1 terlihat jelas bahwa terdapat perbedaan antara putaran poros tanpa pembebanan dengan putaran poros dengan pembebanan baik pada saat proses penggilingan maupun pada proses pengadukan dimana putaran poros dengan pembebanan lebih rendah dibandingkan dengan putaran poros tanpa pembebanan tetapi perbedaan yang terjadi sangat kecil. Hal ini menunjukkan bahwa terjadi kehilangan energi pada saat pembebanan karena adanya beban yaitu massa daging dan adonan sehingga putaran poros yang terjadi lebih kecil tetapi persentase kehilangan energi sangat kecil. Berdasarkan hasil pengujian mekanik, nilai efisiensi mesin berdasarkan putaran poros yang terjadi adalah 96 % untuk proses penggilingan daging dan 95 % untuk proses pengadukan adonan bakso.
4.
Simpulan
Dari proses perancangan dan pembuatan, telah dirancang dan dibuat satu unit mesin penggiling daging dan pengadukan adonan bakso dengan kapasitas 6 kg untuk sekali proses. Mesin ini menggunakan motor listrik 1 phase dengan daya 0.25 HP sebagai tenaga penggerak. Sistem transmisi menggunakan sistem transmisi puli dimana transmisi puli ini merubah putaran motor
listrik dari 1400 rpm menjadi 840 rpm, dengan komponen berupa 2 puli dengan diameter 75 mm dan 125 mm. Dari hasil pengujian, mesin penggiling daging dan pengaduk adonan bakso ini mampu melakukan proses penggilingan daging dan proses pengadukan adonan bakso dengan efisiensi 96 % untuk proses penggilingan daging dan 95 % untuk proses pengadukan adonan bakso.
Ucapan Terima Kasih
Ucapan terima kasih diberikan kepada Pusat Penelitian dan Pengabdian Masyarakat (P3M) Politeknik Kampar yang telah mendanai penelitian ini.
Referensi
[1] S. Triatmojo, “Pengaruh Penggantian Daging Sapi dengan Daging Kerbau, Ayam, Kelinci Pada Konsumsi dan Kualitas Fisik Bakso,” Buletin Peternakan, Vol. 6, 1992.
[2] S. Wibowo, Pembuatan Bakso Ikan dan Daging, Cetakan ke-7, Jakarta : Penebar Swadaya, 2000.
[3] C. Anson, S. Tjitro, and S. Ongkodjojo, “Desain dan Pembuatan Alat Penggiling Daging Dengan Quality Function Deployment,” Jurnal Teknik Industri, Vol. 8(2), pp : 106-113, 2006.
[4] M. W. Astawan and M. Astawan 1989, Teknologi Pengolahan Hewan Tepat Guna, Jakarta : CV. Akademika Pressindo, 1989.
Romiyadi / Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 14-19 19
[5] H. Darmawan and Harsokoesoma,
Pengantar Perancangan Teknik
(Perancangan Produk), Politeknik
Manufaktur Negeri Bandung, 2004. [6] Sularso and K. Suga, Dasar Perancangan
dan Pemilihan Elemen Mesin, Cetakan ke-11, Jakarta : Pradnya Paramita, 2004. [7] R. L. Mott, Machine Elements In
Mechanical Design, Singapore : Pearson Education South Asia, 2006.
JURNAL TEKNIK MESIN
INSTITUT TEKNOLOGI PADANG
http://ejournal.itp.ac.id/index.php/tmesin/ e-ISSN : 2089-4880
Vol. 7, No. 1, April 2017 p-ISSN : 2089-4880
© 2017 ITP Press. All rights reserved.
Degradasi Sifat Optik Material Perovskite Organolead Halida
dengan Timbal Ekstraksi dari Kawat Solder
Optical Properties Degradation of Organolead Halide Perovskite with Lead
Devired from Solder Wire
Putri Pratiwi
Department of Mechanical Engineering, Institut Teknologi Padang Jl. Gajah Mada Kandis Nanggalo, Padang, Indonesia
Received 17 April 2017; Revised 20 April 2017; Accepted 22 April 2017, Published 29 April 2017 http://dx.doi.10.21063/JTM.2017.V7.50-55
Academic Editor: Asmara Yanto ([email protected])
*Correspondence should be addressed to [email protected]
Copyright © 2017 P. Pratiwi. This is an open access article distributed under the Creative Commons Attribution License.
Abstract
Organolead halide perovskite material was used as the most common light-harvesting active layer in perovskite solar cell. This material is the most promising material in photovoltaic technology due to its fastest-advancing power conversion efficiency (PCE) to date. The PCE has increased up to 22.1 % only six years after it was discovered in 2009. In our last research, we synthesized and fabricated perovskite solar cell using CH3NH3PbI(3-x)Clx material as light-harvesting active layer. We extract lead from solder wire to produce PbCl2 powder. This powder was used as basic substance for organolead halide perovskite material. CH3NH3PbI(3-x)Clx solution produced by reacting CH3NH3 with PbCl2 powder in DMF (Anhydrous N,N-Dhymethilformamide) by using solution based method. Based on device performance characterization, we conclude that solder wire is suitable enough for fabricating perovskite solar cell. They have identical characteristic compared to commercial lead. However, both perovskite solar cell using lead from solder wire and commercial lead’s performance are smaller than published solar cell’s efficiency. Therefore, in this study we investigate that degradation affected perovskite material performance, especially physical appearance and absorbance characteristic.
Keywords: Organolead halide, perovskite solar cell, lead, solder wire, degradation
1.
Pendahuluan
Pencarian sumber energi terbarukan adalah salah satu tantangan paling mendesak terbesar abad ke-21. Salah satu sumber energi alternatif yang sangat berpotensi untuk mengatasi permasalah ini adalah energi matahari. Cahaya matahari merupakan sumber energi yang sangat melimpah dan ramah lingkungan. Pemanfaatan energi matahari ini sudah dimulai sejak dilakukannya sebuah observasi tentang efek fotovoltaik pada tahun 1977 dan dikenal dengan istilah sel fotovoltaik atau sel surya. Pada tahun 2009, Kojima dkk menemukan sebuah material dengan struktur perovskite yang dapat berfungsi sebagai bahan penyerap foton yang efektif serta dapat berfungsi menghantarkan pembawa muatan
untuk diaplikasikan pada sel surya [1] dan dikenal sebagai perovskite based solar cell (PBSC). Dikembangkan dari DSSC [2], PBSC ini dianggap sebagai “the Next Big Thing” dalam fotovoltaik [3]. Sejak awal ditemukan PBSC berkembang sangat pesat. Pada Agustus 2014, dilaporkan bahwa PCE sebesar 19,3% telah dicapai [4] dan telah meningkat menjadi 22,1% pada awal tahun 2016 [5]. PBSC dengan efisiensi tinggi ini menggunakan gabungan material organik dan inorganik (organometal halide perovskite material) dengan biaya fabrikasi yang relatif rendah.
Rumus kimia umum dari senyawa berstruktur perovskite adalah AMX3, dimana A dan M adalah kation dengan ukuran yang sangat berbeda, dan X adalah anion yang berikatan pada
P. Pratiwi/ Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 50-55 51
kedua kation tersebut. Biasanya dikenal dua jenis senyawa perovskite yaitu perovskite oksida dan perovskite halida. Sementara, perovskite halida dapat digolongkan menjadi perovskite alkali-halida dan perovskite organometal halida. Perovskite organometal halida terdiri kation A dari material organik dan menggunakan metal M dari golongan 4A (Ge2+, Sn2+, Pb2+, dan Cu2+). Material ini sangat menarik perhatian para peneliti karena memiliki sifat elektronik yang sangat baik dan berpotensi untuk difabrikasi menggunakan temperatur yang rendah. Selain itu, bandgap material perovskite ini dapat diatur dengan penggantian kation dan anion penyusun material ini seperti yang diperlihatkan pada gambar 1. Perovskite organometal halida ini termasuk material yang relatif baru tetapi material sudah dipelajari secara intensif [6-7]. Perovskite organolead halida CH3NH3PbI3-xClx adalah lapisan penyerap cahaya yang digunakan pada penelitian ini. Bahan metal yang digunakan adalah timbal (Pb). Pada umumnya timbal berasal dari bijih timbal (galena). Proses ekstraksinya membutuhkan suhu yang sangat tinggi dan berpotensi menghasilkan uap yang berbahaya sebagai produk sampingannya [8], sehingga bahan baku timbal yang biasa digunakan sebagai bahan utama untuk pembuatan material perovskite ini relatif sulit
untuk didapatkan, terutama di Indonesia. Salah satu sumber timbal alternatif dapat ditemukan pada kawat solder. Solder dengan paduan timah dan timbal ini sangat mudah dijumpai dipasaran, termasuk pasaran di Indonesia. Sekitar 95% solder yang terdapat dipasaran merupakan paduan timah dan timbal. Selain itu, material ini memiliki harga yang relatif murah [9].Pada penelitian sebelumnya telah dilakukan sistesis dan fabrikasi sel surya perovskite menggunakan material CH3NH3PbI(3-x)Clx sebagai material fotoaktif. Pada penelitian tersebut, juga telah dilakukan pengujian performa sel surya dan hasil yang didapatkan dibandingkan dengan sel surya perovskite komersil (menggunakan PbCl2 komersil), sehingga dapat disimpulkan bahwa prekursor PbCl2 yang diekstraksi dari kawat solder dapat diaplikasikan pada sel surya perovskite. Namun, dari hasil uji performa tersebut diketahui bahwa nilai efisiensi sel surya perovskite berbasis timbal dari kawat solder dan sel surya perovskite komersil masih sangat kecil. Untuk itu, pada penelitian ini akan dikaji aspek yang mungkin dapat mempengaruhi kecilnya performa sel surya perovskite tersebut. Pada penelitian ini juga akan dilihat perubahan absorbansi dari material organolead halida setelah mengalami degradasi dan menganalisa secara fisis apa yang terjadi saat material tersebut.
Gambar 1. Berbagai variasi kation dan anion pada material perovskite organometal halida [7].
2.
Metode Penelitian
Bahan dan peralatan yang digunakan
Material dasar yang digunakan dalam sintesis material perovskite berbasis timbal dari kawat solder ini adalah Hydroiodic acid (HI) 57%wt
dalam air, methylamine (MA) 33%wt dalam ethanol, lead (II) chloride (PbCl2), anhydrous N,N-Dhymethilformamide (DMF) dibeli dari Sigma Aldrich Singapura, subtrat kaca, copper (II) sulfate pentahydrate (CuSO4.5H2O), nitric acid (HNO3) dari Merck Indonesia, natrium klorida (NaCl) dari Bratachem Indonesia, dan
P. Pratiwi/ Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 50-55 52
kawat solder Merek Paragon dengan perbandingan timah dan timbal sebanyak 60/40. Sementara itu, peralatan yang digunakan dalam sintesis material perovskite ini adalah magnetic stirrer, gelas beaker, gelas ukur, ultrasonic bath, spatula, pipet, oven pemanas, kertas saring, cawan petri, dan spin coater.
Sintesis Material
Methylamine iodide atau MAI (CH3NH3I) digunakan sebagai prekursor untuk mensintesis perovskite CH3NH3PbI(3-x)Clx. MAI diperoleh dengan mereaksikan sebanyak 5 mL larutan hydroiodic acid (HI) dengan 12 mL larutan methylamine dan diaduk selama 1 jam pada suhu ruang. Setelah itu, larutan tersebut dikeringkan dengan oven bertemperatur 100oC selama 12 jam dan akan terbentuk serbuk awal MAI. Sebelum digunakan, serbuk awal MAI ini direkristalisasi dengan menggunakan ethanol sebanyak 20 mL dan kemudian dikeringkan kembali pada oven 60oC selama 24 jam [10].
Sintesis PbCl2 dengan timbal ekstraksi dari kawat solder
Kawat solder dibesihkan dengan aceton untuk menghilangkan polimer yang tidak diinginkan, kemudian dilarutkan dalam HNO3 (2 M) pada suhu ruang. Dari reaksi tersebut dihasilkan endapan SnO2 dan larutan Pb(NO3)2
yang selanjutnya dipisahkan menggunakan alat sentrifugal dan penyaringan (filtrasi). Pb(NO3)2 yang berbentuk larutan selanjutnya direaksikan dengan NaCl (2 M) untuk mendapatkan PbCl2.
NaNO3 sebagai produk sampingannya
dipisahkan dengan cara mencuci hasil reaksi tersebut menggunakan ethanol 95% sebanyak tiga kali,kemudian dikeringkan pada suhu 85°C selama 12 jam untuk mengasilkan bubuk PbCl2. Sintesis Material Perovskite
Larutan perovskite CH3NH3PbI (3-x)Clxdidapatkan dengan mencampurkan MAI dan PbCl2, sementara larutan perovskite CH3NH3PbI3 didapatkan dengan mencampurkan MAI dan PbI2 dengan DMF sebagai pelarut dan dilakukan pada suhu ruang. Komposisi MAI, PbCl2, dan DMF yang digunakansesuai dengan yang dilaporkan oleh Snaith dkk [10], untuk mendapatkan larutan perovskite CH3NH3PbI (3-x)Clx dengan perbandingan molar ratio antara MAI dan PbCl2 sebesar 3 : 1 dengan konsentrasi MAI dan PbCl2 pada DMF masing-masing 2,64 M dan 0,88 M. Untuk menghasilkan lapisan tipis perovskite, larutan perovskite dideposisi diatas substrat dengan menggunakan teknik spin coating dengan kecepatan 1500 rpm selama 60 detik dan dipanaskan di atas hot plate dengan temperatur 100°C selama 45 menit.
Gambar 2. Bagan alat karakterisasi UV-Vis
Karakterisasi Material dan Divais
Karakterisasi UV-VIS (Ocean Optik
HR2000CG-UV-NIR) digunakan untuk
mengetahui karakteristik optik yaitu absorbansi dari lapisan material perovskite yang dideposisi.
Karakterisasi sifat optik dilakukan dengan melewatkan sumber cahaya polikromatis (deuterium halogen DH-2000-BAL) pada lapisan yang akan dikarakterisasi, cahaya dengan panjang gelombang terentu akan diserap
P. Pratiwi/ Jurnal Teknik Mesin – ITP (ISSN: 2089–4880): 7(1) (2017) 50-55 53
dan sisanya akan ditransmisikan dan diolah oleh spektrometerHR2000CG-UV-NIR.
Spektrometer ini kemudian akan terhubung dengan komputer yang dilengkapi dengan software spectrasuite yang berfungsi untuk mengekstrak data agar dapat diolah lebih lanjut. Bagan alat karakterisasi UV-VIS dapat dilihat pada gambar 2. Pada penelitian ini dilakukan dua kali karakterisasi UV-VIS yaitu karakterisasis sesaat setelah material disintesis dan karakterisasi setelah material perovskite mengalami degradasi. Hal ini bertujuan untuk melihat perubahan sifat optik pada material perovskite tersebut setelah mengalami degradasi dan dapat dianalisis akibat yang ditimbulkan dari perubahan sifat optik material ini.
3.
Hasil dan Pembahasan
Keberhasilan penggunaaan timbal ekstraksi dari kawat solder sebagai sumber metal pada organometal halida CH3NH3PbI3-xClx yang digunakan sebagai material aktif sel surya perovskite telah dilaporkan pada penelitian sebelumnya [11]. Pada penelitian tersebut diketahui tampilan serbuk PbCl2 yang terbentuk serupa dengan PbCl2 komersil dan puncak-puncak yang terbentuk pada pola XRD juga telah sesuai dengan referensi JCPDS#26-1150. Pada penelitian tersebut juga dilaporkan keterbentukan dari larutan perovskite yang selanjutnya digunakan dalam fabrikasi sel surya perovskite. Secara keseluruhan disimpulkan bahwa timbal ekstraksi dari kawat solder dapat digunakan untuk mensintesis material perovskite yang selanjutnya akan digunakan sebagai material penyerap cahaya pada sel surya perovskite. Namun, dari informasi terdapat pada penelitian tersebut diketahui bahwa performasi sel surya perovskite yang dihasilkan masih sangat kecil.
Permasalahan stabilitas material perovskite diperkirakan sebagai salah satu faktor yang sangat mempengaruhi performansi dari sel surya ini. Material perovskite organik-inorganik sangat dipengaruhi oleh kelembaban. Menurut Zhou dkk, proses sintesis dan fabrikasi perovskite harus berada pada kondisi kelembaban yang rendah (relative humidity (RH)≤ 30%) untuk menghasilkan perovskite dengan struktur dan kemampuan menghantarkan muatan yang baik. Dengan menjaga kelembaban pada RH ≤ 30%, Zhou berhasil menghasilkan divais sel surya dengan efisiensi mencapai 19,3%[4]. Pada kelembaban yang tinggi, material perovskite CH3NH3PbI(3-x)Clx sangat mudah terdegradasi karena bagian organik yang terdapat pada material ini (CH3NH3) bersifat
sangat higroskopik. Pada saat lapisan perovskite kontak dengan udara dengan kelembaban yang tinggi, H2O yang terdapat di udara tersebut membentuk ikatan yang kuat dengan –NH3[12]. Terbentuknya ikatan ini dapat menghalangi terjadinya ikatan antara bagian organik (CH3NH3) dan inorganik (PbI6) pada material perovskite. Sehingga struktur perovskite 3D (cubic octahedral) yang diharapkan tidak terbentuk.
Pada penelitian ini dilaporkan bahwa lapisan perovskite yang disintesis mengalami degradasi setelah disimpan pada kondisi ambien pada kelembaman relatif (RH) diatas 60% selama 4 hari seperti yang ditunjukkan pada gambar 3.
Gambar 3. (a) Foto lapisan tipis perovskite dengan sumber timbal komersial sebelum (hitam) dan setelah degradasi (kuning), (b) foto lapisan tipis perovskite dengan sumber timbal kawat solder sebelum (hitam) dan setelah degradasi
(kuning).
Pada gambar 3 diketahui bahwa sesaat setelah lapisan perovskite terbentuk lapisan berwarna gelap dan berubah warna menjadi kuning setelah mengalami degradasi. Selain mengalami perubahan warna, lapisan perovskite juga mengalami penurunan kemampuan absorbsi seperti yang ditunjukkan pada gambar 4. Sebelum terjadi degradasi lapisan tipis perovskite berwarna hitam dan memiliki kemampuan absorbsi yang sangat baik sampai rentang panjang gelombang sekitar 800 nm. Namun, saat lapisan tipis perovskite ini mengalami degradasi warnanya berubah menjadi kuning dan lapisan ini diketahui mengalami penurunan kemampuan absorbsi, dimana yang awalnya mampu menyerap hingga sekitar 800 nm, saat lapisan mengalami degradasi terjadi penurunan kemampuan absorsi di sekitar panjang gelombang 500 nm.