I.
I. TTuujujuanan •
• Dapat mengendalikan suhu air dalam tangki proses secara manual ataupunDapat mengendalikan suhu air dalam tangki proses secara manual ataupun secara otomatis menggunakan
secara otomatis menggunakan on-off-controller on-off-controller dan dan PID-controller PID-controller dengan dengan pemanasan langsung secara batch
pemanasan langsung secara batch •
• Dapat menentuakan nilai Proposional (P), Intergral (I) dan Derivatif (D)Dapat menentuakan nilai Proposional (P), Intergral (I) dan Derivatif (D) dengan metode coba coba, metode Armfield dan metode iegler!"icols dengan metode coba coba, metode Armfield dan metode iegler!"icols II.
II. AlaAlat dat dan #an #ahanhan aa.. AAllaatt P$T %& P$T %& b. b. #ahan#ahan Air Air III.
III. DasDasar Tar Teoeoriri
'istem pengendalian proses merupakan faktor ang sangat menentukan dalam 'istem pengendalian proses merupakan faktor ang sangat menentukan dalam menjamin tingkat keberhasilan proses. Dengan unit pengendali ang kuat maka menjamin tingkat keberhasilan proses. Dengan unit pengendali ang kuat maka proses
proses dapat dapat dijalankan dijalankan pada pada kondisi kondisi optimalna optimalna dengan dengan caracara merejeksimenolak segala macam gangguan seperti fluktuasi laju aliran umpan, merejeksimenolak segala macam gangguan seperti fluktuasi laju aliran umpan, suhu, aliran pendingin, ataupun gangguan lain ang tidak terprediksi. *arlin suhu, aliran pendingin, ataupun gangguan lain ang tidak terprediksi. *arlin menebutkan bah+a pengendalian proses memberikan kontribusi ang penting menebutkan bah+a pengendalian proses memberikan kontribusi ang penting da
dalam lam safsafetet, , peperlirlindndunungagan n lilingngkukungngan an (m(menenekekan an popolulusisiememisisi i babahahann berbahaa),
berbahaa), perlindungan perlindungan peralatan peralatan terutama terutama dari dari over over capacitover capacitover heated,heated, operasi pabrik ang lancar, menjamin kualitas produk, menjaga operasional operasi pabrik ang lancar, menjamin kualitas produk, menjaga operasional pabrik
pabrik pada pada keuntungan keuntungan maksimumna, maksimumna, dan dan berguna berguna dalam dalam monitoring monitoring dandan diagnose proses (*arlin, --).
diagnose proses (*arlin, --).
Dalam industri kita mengenal setidakna ada dua jenis sistem pengendali ang Dalam industri kita mengenal setidakna ada dua jenis sistem pengendali ang bekerja
bekerja secara secara konvensional konvensional aitu aitu sistem sistem pengendali pengendali umpan umpan balik balik (/eedback (/eedback $ontrol) dan sistem pengendali umpan depan (/eedfor+ard $ontrol). 'istem $ontrol) dan sistem pengendali umpan depan (/eedfor+ard $ontrol). 'istem pengendali
pengendali umpan umpan balik balik akan akan bekerja bekerja berdasarkan berdasarkan tingkat tingkat kesalahan kesalahan angang terjadi pada produk ang dimonitordikontrol besarna. Artina jika variable terjadi pada produk ang dimonitordikontrol besarna. Artina jika variable an
ang g dikdikontontrol rol nilnilainaina a (di(di!set!set) ) menmengalgalami ami perperubaubahan han (err(error) or) makmaka a sissistemtem pengendali
pengendali ini ini akan akan bekerja bekerja memanipulasi memanipulasi input input pasanganna pasanganna (mengubah(mengubah besarna)
besarna) sehingga sehingga nilai nilai variabel variabel ang ang dikontrol dikontrol sebagai sebagai output output akan akan samasama dengan nilai ang diset (ditetapkan besarna).Dalam feedfor+ard controller, dengan nilai ang diset (ditetapkan besarna).Dalam feedfor+ard controller, sistem ang terjadi adalah sebalikna dimana gangguan ang ada diukur lebih sistem ang terjadi adalah sebalikna dimana gangguan ang ada diukur lebih
dulu, kemudian baru nilai inputna diubah berdasarkan tingkat gangguan ang dulu, kemudian baru nilai inputna diubah berdasarkan tingkat gangguan ang ada, sehingga harga output ang menjadi tujuan tidak mengalami perubahan ada, sehingga harga output ang menjadi tujuan tidak mengalami perubahan at
atau au pepengngararuh uh gagangngguguan an teterhrhadadap ap ninilalai i ououtptput ut dadapapat t didikukurarangngi i atatauau dihilangkan.
dihilangkan.
'istem pengendalian proses adalah gabungan kerja dari alat!alat pengendalian 'istem pengendalian proses adalah gabungan kerja dari alat!alat pengendalian oto
otomatmatis. is. 'em'emua ua perperalatalatan an anang g memmembenbentuk tuk sissistem tem penpengengendalidalian an disdisebuebutt istrumentasi pengendalian proses. $ontoh sederhana istrumentasi pengendalian istrumentasi pengendalian proses. $ontoh sederhana istrumentasi pengendalian proses
proses adalah adalah saklar saklar temperatur temperatur ang ang bekerja bekerja secara secara otomatis otomatis mengendalikanmengendalikan suhu setrika. Instrument
suhu setrika. Instrumentasi asi pengepengendalinndalina disebuta disebut temperature switchtemperature switch, saklar , saklar akan memutuskan arus listrik ke elemen pemanas apabila suhu setrika ada di akan memutuskan arus listrik ke elemen pemanas apabila suhu setrika ada di atas titik ang dikehendaki. 'ebalikna saklar akan mengalirkan arus listrik ke atas titik ang dikehendaki. 'ebalikna saklar akan mengalirkan arus listrik ke elemen pemanas apabila suhu setrika ada di ba+ah titik ang dikehendaki. elemen pemanas apabila suhu setrika ada di ba+ah titik ang dikehendaki. Pengendalian jenis ini adalah kendali 0"!0//. Tujuan utama dari suatu sistem Pengendalian jenis ini adalah kendali 0"!0//. Tujuan utama dari suatu sistem pengendalian
pengendalian adalah adalah untuk untuk mendapatkan mendapatkan unjuk unjuk kerja kerja ang ang optimal optimal pada pada suatusuatu sist
sistem em anang g dirdirancancangang. . 1nt1ntuk uk menmengukgukur ur perperforformanmansi si daldalam am penpengatgaturauran,n, biasana
biasana diekspresikan diekspresikan dengan ukuran dengan ukuran 2ukuran +aktu 2ukuran +aktu naik naik (tr), (tr), +aktu puncak +aktu puncak (tp),
(tp), settling settling timetime (ts),(ts), maximum overshootmaximum overshoot (*p), +aktu tunda(*p), +aktu tundadelay timedelay time(td),(td), nilai error, dan damping ratio. "ilai tersebut bisa diamati pada respon transien nilai error, dan damping ratio. "ilai tersebut bisa diamati pada respon transien dar
dari i suatsuatu u sistsistem em penpengengendaldalianian, , mismisal al gamgambar bar .3.3. . DalaDalam m optoptimiimisasi sasi agaagar r me
mencncapapai ai tatargrget et opoptimtimal al sesesusuai ai ang ang didikekehehendndakaki, i, mamaka ka sissistem tem kokontntroroll berfungsi4
berfungsi4 melakukan melakukan pengukuran pengukuran ((measurement measurement ), ), memembmbanandidingngkakann ((comparisoncomparison), ), pepencncatatataatan n dadan n pepengnghihitutungngan an ((computationcomputation) ) dadan n peperbrbaiaikakann ((correctioncorrection). 5ebih mendetail akan dibahas pada ). 5ebih mendetail akan dibahas pada bab bab tentantentang g analisanalisis is resporesponn pengendalian.
dulu, kemudian baru nilai inputna diubah berdasarkan tingkat gangguan ang dulu, kemudian baru nilai inputna diubah berdasarkan tingkat gangguan ang ada, sehingga harga output ang menjadi tujuan tidak mengalami perubahan ada, sehingga harga output ang menjadi tujuan tidak mengalami perubahan at
atau au pepengngararuh uh gagangngguguan an teterhrhadadap ap ninilalai i ououtptput ut dadapapat t didikukurarangngi i atatauau dihilangkan.
dihilangkan.
'istem pengendalian proses adalah gabungan kerja dari alat!alat pengendalian 'istem pengendalian proses adalah gabungan kerja dari alat!alat pengendalian oto
otomatmatis. is. 'em'emua ua perperalatalatan an anang g memmembenbentuk tuk sissistem tem penpengengendalidalian an disdisebuebutt istrumentasi pengendalian proses. $ontoh sederhana istrumentasi pengendalian istrumentasi pengendalian proses. $ontoh sederhana istrumentasi pengendalian proses
proses adalah adalah saklar saklar temperatur temperatur ang ang bekerja bekerja secara secara otomatis otomatis mengendalikanmengendalikan suhu setrika. Instrument
suhu setrika. Instrumentasi asi pengepengendalinndalina disebuta disebut temperature switchtemperature switch, saklar , saklar akan memutuskan arus listrik ke elemen pemanas apabila suhu setrika ada di akan memutuskan arus listrik ke elemen pemanas apabila suhu setrika ada di atas titik ang dikehendaki. 'ebalikna saklar akan mengalirkan arus listrik ke atas titik ang dikehendaki. 'ebalikna saklar akan mengalirkan arus listrik ke elemen pemanas apabila suhu setrika ada di ba+ah titik ang dikehendaki. elemen pemanas apabila suhu setrika ada di ba+ah titik ang dikehendaki. Pengendalian jenis ini adalah kendali 0"!0//. Tujuan utama dari suatu sistem Pengendalian jenis ini adalah kendali 0"!0//. Tujuan utama dari suatu sistem pengendalian
pengendalian adalah adalah untuk untuk mendapatkan mendapatkan unjuk unjuk kerja kerja ang ang optimal optimal pada pada suatusuatu sist
sistem em anang g dirdirancancangang. . 1nt1ntuk uk menmengukgukur ur perperforformanmansi si daldalam am penpengatgaturauran,n, biasana
biasana diekspresikan diekspresikan dengan ukuran dengan ukuran 2ukuran +aktu 2ukuran +aktu naik naik (tr), (tr), +aktu puncak +aktu puncak (tp),
(tp), settling settling timetime (ts),(ts), maximum overshootmaximum overshoot (*p), +aktu tunda(*p), +aktu tundadelay timedelay time(td),(td), nilai error, dan damping ratio. "ilai tersebut bisa diamati pada respon transien nilai error, dan damping ratio. "ilai tersebut bisa diamati pada respon transien dar
dari i suatsuatu u sistsistem em penpengengendaldalianian, , mismisal al gamgambar bar .3.3. . DalaDalam m optoptimiimisasi sasi agaagar r me
mencncapapai ai tatargrget et opoptimtimal al sesesusuai ai ang ang didikekehehendndakaki, i, mamaka ka sissistem tem kokontntroroll berfungsi4
berfungsi4 melakukan melakukan pengukuran pengukuran ((measurement measurement ), ), memembmbanandidingngkakann ((comparisoncomparison), ), pepencncatatataatan n dadan n pepengnghihitutungngan an ((computationcomputation) ) dadan n peperbrbaiaikakann ((correctioncorrection). 5ebih mendetail akan dibahas pada ). 5ebih mendetail akan dibahas pada bab bab tentantentang g analisanalisis is resporesponn pengendalian.
Gambar 1.
Gambar 1. 6espon Transien 'istem Pengendalian6espon Transien 'istem Pengendalian 1.
1. KoKontntrrol ol PrPrososeses
'ebuah komponen dari setiap sistem kontrol proses industri adalah 'ebuah komponen dari setiap sistem kontrol proses industri adalah loop kontrol feedback. Terdiri dari proses, pengukuran, pengendali, loop kontrol feedback. Terdiri dari proses, pengukuran, pengendali, dan elemen kontrol akhir, seperti ang ditunjukkan pada 7ambar . dan elemen kontrol akhir, seperti ang ditunjukkan pada 7ambar . 8ika semua elemen ini saling berhubungan, aitu, jika informasi dapat 8ika semua elemen ini saling berhubungan, aitu, jika informasi dapat dik
dikirimirimkan kan terterus us menmeneruerus s seksekitaitar r looloop, p, konkontrotrol l looloop p terttertutuutup p dandan feedback otomatis umumna ada.
feedback otomatis umumna ada.
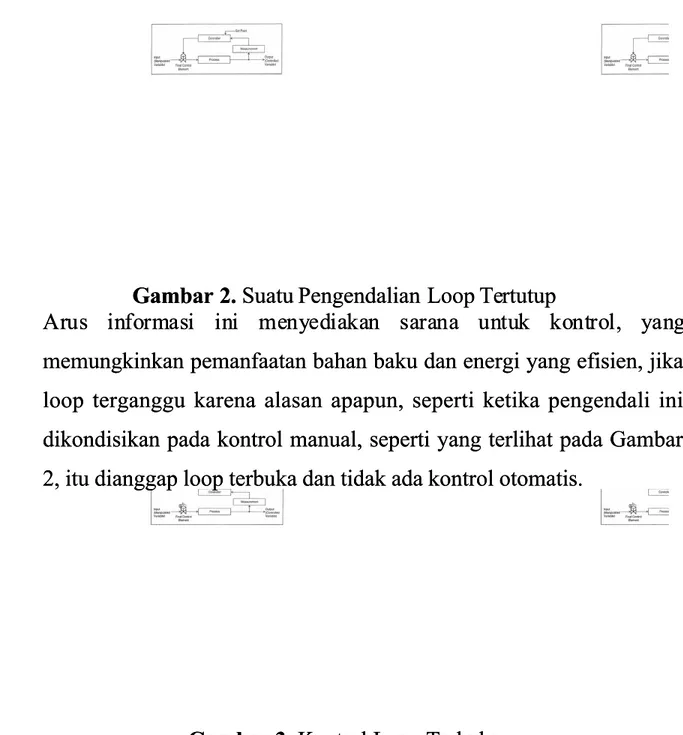
Gambar 2.
Gambar 2. 'uatu Pengendalian 'uatu Pengendalian 5oop Te5oop Tertutuprtutup Ar
Arus us ininfoformrmasasi i inini i memennedediaiakakan n sasararana na ununtutuk k kokontntrorol, l, anangg memungkinkan pemanfaatan bahan baku dan energi ang efisien, jika memungkinkan pemanfaatan bahan baku dan energi ang efisien, jika loop terganggu karena alasan apapun, seperti ketika pengendali ini loop terganggu karena alasan apapun, seperti ketika pengendali ini dikondisikan pada kontrol manual, seperti ang terlihat pada 7ambar dikondisikan pada kontrol manual, seperti ang terlihat pada 7ambar 3, itu dianggap loop terbuka dan tidak ada kontrol otomatis.
3, itu dianggap loop terbuka dan tidak ada kontrol otomatis.
Gambar 3.
9onsep kontrol feedback otomatis bukanlah hal baru. Aplikasi pada industri terjadi pada tahun ::% ketika 8ames ;att menggunakan bola! terbang untuk mengontrol kecepatan mesin uapna. Pengembangan kontrol feedback otomatis berkembang lambat pada a+alna. 'istem transmisi Pneumatic tidak umum sampai tahun -%&, tetapi beberapa dekade terakhir telah melihat studi ekstensif dan pengembangan dalam teori dan penerapan konsep tersebut.
9ontrol feedback otomatis tidak digunakan secara universal. Dalam 7ambar 3, bagian dari sistem ang terputus, menciptakan kontrol loop terbuka. 9ontrol loop terbuka tidak memberikan informasi dari proses kembali ke pengendali. $ontoh ang paling dekat adalah mesin cuci, ang dapat diprogram untuk mengendalikan serangkaian operasi ang diperlukan untuk mencuci pakaian, hal itu berjalan berdasarkan siklusna dan, karena tidak ada informasi feedback ang kembali ke perangkat kontrol mengenai kondisi pencucian, mesin cuci itu mati. <ana manusia ang dapat mengontrol beban, dan itu tidak memuaskan, bisa dijadikan pelajaran. 9ontrol loop terbuka jarang ditemui dalam proses industri dan
tidak akan diberikan keterangan lebih lanjut.
'ebagaimana dinatakan sebelumna, kontrol otomatis memerlukan beberapa jenis sistem sinal untuk menutup loop dan menediakan sarana
untuk aliran informasi. Ini berarti bah+a pengendali harus mampu menggerakkan kerangan, kerangan harus dapat mempengaruhi pengukuran, dan sinal pengukuran harus edilaporkan ke pengendali.
Tanpa feedback ini, Anda tidak memiliki kontrol otomatis. 3. Kontrol On/Off
9ontrol 0n0ff umumna merupakan ang paling sederhana dan jenis ang paling murah untuk kontrol proses dan memiliki aplikasi luas dalam industri. 'ebuah proses ang dikendalikan oleh pengendali onoff hampir selalu memiliki beberapa kesalahan di dalamna, bahkan, pengendali menalakan atau mematikan hana pada saat!saat tidak ada kesalahan dalam pengukuran, bila pengukuran mele+ati set point menuju error atau kesalahan fatal lainna. Pada saat itu,
kerangan terbuka penuh (on) atau tertutup (off), tergantung pada arah dari kesalahan. 1kuran kesalahan tersebut tidak diakui.
Tidak ada upaa dilakukan untuk meneimbangkan ang masuk dengan ang keluar. 'ehingga energi atau materi ang diberikan untuk proses selalu terlalu banak atau tidak cukup. 'iklus variabel diukur secara terus menerus. "amun, ketika kontrol onoff diterapkan pada kondisi ang tepat saat proses, efekna kecil dan dapat diterima. 9ontrol onoff terbaik ang diterapkan pada kapasitas proses besar ang memiliki sedikit +aktu mati dan massa kecil atau aliran energi sehubungan dengan kapasitas sistem.
'ebuah contoh umum ang menjadi sistem pemanas khusus. 'ebuah rumah semakin dingin daripada suhu ang diinginkan (set point) dan ternata termostat menghidupkan pemanas. Pemanas memasok pasokan ang cukup panas untuk menghangatkan rumah ke suhu ang
diinginkan, dan termostat pemanas mati. "amun, masih ada panas ang cukup tersimpan dalam massa rumah untuk tetap hangat untuk sementara +aktu. 9etika suhu kembali ke set point, termostat ternata menghidupkan pemanas lagi, tapi suhu turun sedikit sebelum pemanas mulai member efek dan memanaskan rumah lagi (+aktu
mati).
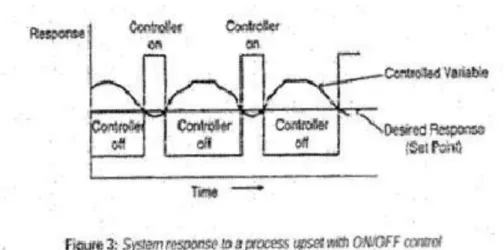
'iklus ini diilustrasikan pada 7ambar %, ang menunjukkan hubungan antara suhu rumah (variabel terkontrol) dan tindakan pemanas (variabel dimanipulasi). 9arena massa rumah merupakan kapasitas besar, variasi suhu ang disebabkan oleh efek siklus sangat kecil
sehingga terjadi tanpa disadari oleh orang di rumah.
Dalam industri, aplikasi khas untuk kontrol onoff suhu sebuah tangki besar atau bak mandi. Ini juga memiliki kapasitas panas ang besar,
dengan sumber panas ang kecil (energ masuk) memanaskan air di dalam tangki besar atau bak madi (variabel terkontrol) ke suhu ang diinginkan (set point). Dalam contoh kedua, laju kenaikan (atau turun) dari variabel terkontrol kecil karena masukna energi kecil dibandingkan dengan kapasitas besar dari sistem.
Gambar 4. 'stem 6esponse to a Process 1pset ;ith 0n0ff $ontrol =. Kontrol Proporsional
9ontrol onoff bekerja sangat baik pada proses dengan kapasitas besar, ang berubah perlahan!lahan. 'aat proses memiliki kapasitas kecil, biasana merespon dengan cepat untuk mengganggu. 0leh karena itu, peraturan terus menerus ang tepat dari variabel dimanipulasi diperlukan. 1paa kontrol Proporsional untuk menstabilkan sistem dan menghindari fluktuasi dengan menanggapi besar serta arah kesalahan.
8enis proses ang paling bermanfaat dari kontrol proporsional adalah memiliki massa besar atau aliran energi sehubungan dengan kapasitas dan +aktu mati ang sangat kecil. 'ebuah pancuran kamar mandi adalah contoh dari proses kapasitas kecil. 9ontrol onoff pada suhu air tidak berguna di sini karena memutar kontrol penuh atau terlalu penuh sehingga menebabkan perubahan pada output. >nergi masuk besar berhubungan dengan kapasitas proses. 8adi, kami membentuk proporsi
air panas ke air dingin, ang dapat dipertahankan terus menerus.
Di kamar mandi, seperti dalam proses kontrol kebanakan sistem, elemen kontrol akhir adalah kerangan, ang sebagian membuka atau menutup untuk mengatur massa atau aliran energi. 1ntuk menediakan output ang sesuai, kerangan mengalir antara sepenuhna terbuka dan tertutup seperti diposisikan oleh pengendali. Aliran kerangan ini disebut gaa kerangan.
<ubungan antara output dan lebar rentang pengukuran disebut band proporsional. 9adang!kadang disebut P# atau P #and, dan dinatakan dalam persen. *isalna, 3& persen proporsional band sempit, tetapi memberikan kontrol sensitif karena && persen perubahan output ang dihasilkan oleh perubahan pengukuran hana 3& persen. 'ebalikna, && persen Proporsional #and sangat luas dengan hana 3& percent dari output ang mungkin dihasilkan oleh perubahan && persen dalam pengukuran. Dalam operasi, pengendali proporsional menghitung jumlah kesalahan antara pengukuran dan set point, menguatkan, dan memposisikan elemen kontrol akhir untuk mengurangi kesalahan. #esarna tindakan korektif sebanding dengan kesalahan. 'ecara umum, pengukuran merupakan satu!satuna pengendali proporsional ang dapat menghilangkan kerugian hana pada satu kondisi beban.
9etika ada proses ang mengganggu, seperti ketika aliran tiba!tiba dikurangi, kerangan harus mengubah posisi untuk menjaga variabel ang dikendalikan pada tingkat ang konstan (menjaga set point). 0utput dari pengendali (ang mengontrol posisi kerangan) harus mengasumsikan nilai baru, ang berbeda dari aslina (set point), sebelum keseimbangan dapat dicapai.
"ilai ini baru dari variabel ang dikendalikan Apakah offset dari set point. 7ambar , $urve $, menunjukkan respon sstem ketika band proporsional, di mana osilasi dengan cepat menelesaikanna. 8ika Proporsional #and terlalu lebar (tidak sensitif), offset akan jauh lebih besar, mengurangi jumlah kontrol atas proses. *empersempit pita proporsional (peningkatan keuntungan) dapat mengurangi jumlah offset, tapi band ang terlalu sempit menciptakan siklus. ?ang paling penting adalah pembatasan kontrol proporsional karena hana hal itu ang dapat menampung satu hubungan tetap antara input dan output, satu beban kontrol dimana kesalahan input adalah nol dan satu sinal keluaran dimana posisi kerangan kontrol dalam posisi ang diperlukan untuk membuat kesalahan nol.
Tindakan proporsional murni umumna memadai untuk proses ang stabil dengan menggunakan sebuah Proporsional #and sempit dan dimana kerugian kecil tidak merugikan pengoperasian sistem. 'ebagai contoh, tingkat control suhu non!kritikal loop dengan konstanta +aktu ang lama adalah aplikasi ang baik hana untuk kontrol proporsional.
Gambar 5. 6espon 'stem Proporsional untuk menangani gangguan berbeda Proporsional #and (P#) lebar.
4. Kontrol Integral
Tindakan integral untuk menghindari kerugian ang diciptakan dalam kontrol proporsional dengan memba+a output kembali ke set point, itu adalah peneimbangan kembali otomatis dari sistem, ang beroperasi selama kesalahan ada. 0leh karena itu, kontrol integral menanggapi durasi kesalahan serta besar dan arah. 9ontrol integral hampir tidak pernah digunakan sendiri, melainkan dikombinasikan dengan kontrol proporsional.
Pada suatu +aktu, sistem peneimbangan kembali harus dilakukan secara manual, ini disebut @reset manual.@ Istilah @reset@ sesekali masih digunakan, meskipun definisi lengkap fungsi mencakup konsep matematika dari mengintegrasikan kesalahan hingga mencapai nol. 9ontrol proporsional!plus!integral (PI) umumna digunakan pada proses di mana tidak ada jumlah kerugian ang dapat ditoleransi. Aplikasi lain termasuk ang mana seperti broad band proporsional akan diperlukan untuk stabilitas bah+a jumlah kerugian ang terbentuk harus diterima.
9ontrol PI diterapkan pada hampir semua proses. 9etika gangguan proses terjadi, pengendali proporsional menanggapi kesalahan dan gangguan itu seperti ang ditunjukkan pada 7ambar . *odus integral kontrol mendeteksi kesalahan dalam modus proporsional dan mencoba untuk menghilangkan kesalahan.
Dalam kontroller proportional!plus!integral, aksi integral dapat dinatakan dalam menit per jumlah +aktu ulangan ang diperlukan oleh pengendali integral untuk mengulang!loop respon terbuka disebabkan oleh modus proporsional untuk perubahan langkah dalam kesalahan. 'emakin kecil nilai +aktu, semakin cepat tindakan integral. (#eberapa pembuat kontroller mengungkapkan integral dalam mengulangi per menit, ang merupakan kebalikan dari menit per ulangan.)
Idealna, menit per ulangan dipilih untuk modus integral dari pengendali ang harus memba+a titik kontrol kembali ke set point dengan cepat. (Proporsional #and ditentukan secara terpisah.) 8ika +aktu integral terlalu panjang, sistem tidak akan tampil di efisiensi maksimum. 8ika +aktu terlalu singkat, maka akan melampaui set point, bahkan, jika +aktu integral terlalu pendek untuk proses ang
sedang dikendalikan, maka siklus terus!menerus bisa terjadi. <ubunganna ditunjukkan dalam 7ambar .
Gambar 6. Propotional!Integral (PI) 'stem 6esponse to a Process 1pset ;ith Different Integral Times
'atu masalah dengan kontrol integral ang dapat terjadi ketika penimpangan tidak bisa dihilangkan selama periode +aktu (seperti dengan sejumlah proses ketika tangki kosong). Pengendali terus melihat kesalahan dan mencoba untuk memperbaiki, menjenuhkan dan mengendalikan output ke nilai maksimum. Ini disebut penelesaian integral. 9etika situasi menebabkan kesalahan tersebut diperbaiki, pengendali tidak segera kembali ke operasi normalB melainkan mengendalikan output dan kerangan pada kondisi ekstrim untuk beberapa saat hingga penimpangan telah berubah.
5. Kontrol PID
*asing!masing dari tiga mode kontrol dasar dan kombinasi ang telah dibahas sejauh ini, Proporsional (P), Proporsional!plus!Integral (PI) memiliki keterbatasan ang mungkin tidak signifikan jika proses dan pengendali cocok.
"amun, beberapa proses ang sulit untuk dikendalikan atau penting untuk menjagana pada set point, adalah penggunaan ketiga mode akan sangat membantu dalam mempertahankan kontrol ang diinginkan. 9ontrol PID menanggapi semua aspek proses kesalahan, besarna, durasi, dan tingkat perubahan. 0utput dari pengontrol PID
adalah kombinasi linear dari P, I, dan mode control D.
9ontrol PID dapat menguntungkan pada banak proses. "amun, penerapanna harus dipertimbangkan dengan hati!hati karena memiliki keterbatasan pada beberapa proses. Proses ang paling menguntungkan dari kontrol PID adalah cepat merespon gangguan besar, dan tindakan integral bisa menanggapi mereka.
Tindakan derivative dan integral saling melengkapi. Tindakan derivatif memungkinkan peningkatan proporsional, mengimbangi penurunan ang diharuskan oleh tindakan integralB dimana tindakan
integral cenderung meningkatkan masa siklus dari loop, tindakan derivatif cenderung untuk mengurangina, sehingga menghasilkan kecepatan ang sama tanggapan sebagaimana dengan tindakan proporsional tetapi tanpa offset.
'uhu proses, seperti penukar panas, khusus dari aplikasi ini, ang dapat bermanfaat dari kontrol PID. 7ambar : menunjukkan pengaruh penambahan tindakan derivatif ke PI pengendali disesuaikan dengan benar. Periode (+aktu untuk menelesaikan satu siklus) lebih pendek
dibandingkan dengan kontrol proporsional!plus!integral
Gambar 7. 9omparison 'istem 6espon pada Proses PI dengan PID 9ontrol
Gambar 8. *enunjukkan respon sistem untuk proses gangguan dalam modus kontrol analog utama4 Proporsional, Integral, dan PID. 6espon
ang tidak terkendali ditampilkan demi perbandingan.
Gambar . *enunjukkan respon sistem terhadap perubahan set point (seperti ang terjadi dalam penetelan pengendali) dengan menggunakan
IC. Prosedur 9erja
. *anual on!off controller
a. *enalakan alat P$T!%& dan komputer.
b. *embuka soft+are percobaan pengendalian suhu.
c. Pasang selang sesuai rangkai alat pada sistem batch.(aliran air pendingin dipasang secara by pass)
d. *engisi air pada tabung hingga batas tertentu.
e. *engatur <ot PumpE pada nilai &. (suhu a+al air didalam tabung (T) ±35℃ )
f. *emilih controlE kemudian mengatur memilih mode operasi manualE dan dimasukkan nilai pada kolom output controllerE dengan nilai & F lalu menekan 70E pada tab menu.
g. 'etelah T mencapai suhu ±50℃ , proses dimatikan dengan menekan 'T0PE pada tab menu.
h. *enimpan data ang diperoleh.
i. 5akukan cara a 2 h tetapi dengan mengubah nilai output controllerE menjadi 3& F, =& F dan %&F.
j. *enurunkan suhu dalam tabung hingga sama dengan suhu pada a+al
melakukan proses (di ba+ah %&o$). "amun jika terlalu lama maka air didalam
tangki dikeluarkan dan diganti dengan air dingin baru
3. 0n!0ff $ontroller (Automatic) a. *embuka data sheet baru
b. *engisi air pada tabung hingga batas tertentu. c. *engatur <ot PumpE pada nilai &
d. *emilih controlE kemudian mengatur set point menjadi %&, memilih mode operasi otomatisE kemudian diklik applE dan G0kH lalu menekan 70E pada tab menu.
e. 'etelah terjadi = osilasi pada variabel akhir, proses dimatikan dengan menekan 'T0PE pada tab menu.
f. *enimpan data ang diperoleh.
g. *enurunkan suhu dalam tabung hingga sama dengan suhu pada a+al
melakukan proses (di ba+ah %&o$). "amun jika terlalu lama maka air didalam
tangki dikeluarkan dan diganti dengan air dingin baru.
h. 5akukan cara a 2 g tetapi dengan mengubah nilai set point menjadi & dan
o$
=. Penentuan nilai P, I dan D dengan metode coba coba a. Penentuan nilai proportional
a) *embuka data sheet baru
b) *engisi air pada tabung hingga batas tertentu. c) *engatur <ot PumpE pada nilai & .
d) *emilih controlE kemudian mengatur set point menjadi %&, memilih mode operasi otomatisE kemudian mengisi nilai P = lalu diklik G0kH lalu menekan 70E pada tab menu.
e) 'etelah terjadi 3 osilasi pada variabel akhir, proses dimatikan dengan menekan 'T0PE pada tab menu.
f) *enimpan data ang diperoleh.
g) *enurunkan suhu dalam tabung hingga sama dengan suhu pada a+al melakukan proses (di ba+ah %&o$). "amun jika terlalu lama maka air
didalam tangki dikeluarkan dan diganti dengan air dingin baru
h) 5akukan cara a 2 f tetapi dengan mengubah nilai P menjadi B &B 3&B =&B %&B &B J&B &&B 3B &B 3&&B 33.
b. Penentuan Integral time
a) *embuka data sheet baru
b) *engisi air pada tabung hingga batas tertentu. c) *engatur <ot PumpE pada nilai & .
d) *emilih controlE kemudian mengatur set point menjadi %&, memilih mode operasi otomatisE kemudian mengisi nilai P dengan memilih salah satu hasil dari penentuan proportional pada percobaan sebelumna ang memiliki osilasi ang mendekati set point dan nilai I 3 lalu diklik G0kH lalu menekan 70E pada tab menu.
e) 'etelah terjadi 3 osilasi pada variabel akhir, proses dimatikan dengan menekan 'T0PE pada tab menu.
f) *enimpan data ang diperoleh.
g) *enurunkan suhu dalam tabung hingga sama dengan suhu pada a+al melakukan proses (di ba+ah %&o$). "amun jika terlalu lama maka air
didalam tangki dikeluarkan dan diganti dengan air dingin baru
h) 5akukan cara a 2 f tetapi dengan mengubah nilai I menjadi 3B %B B JB 3B B 3&B 3B %&B &B J&B &&B 3&B &
c. Penentuan nilai derivatif
a) *embuka data sheet baru.
b) *engisi air pada tabung hingga batas tertentu. c) *engatur <ot PumpE pada nilai & .
d) *emilih controlE kemudian mengatur set point menjadi %&, memilih mode operasi otomatisE kemudian mengisi nilai P dan I dengan memilih salah satu hasil dari penentuan proportional dan integral pada percobaan
sebelumna ang memiliki osilasi ang mendekati set point dan nilai D 3 lalu diklik G0kH lalu menekan 70E pada tab menu.
e) 'etelah terjadi 3 osilasi pada variabel akhir, proses dimatikan dengan menekan 'T0PE pada tab menu.
f) *enimpan data ang diperoleh.
g) *enurunkan suhu dalam tabung hingga sama dengan suhu pada a+al melakukan proses (di ba+ah %&o$). "amun jika terlalu lama maka air
didalam tangki dikeluarkan dan diganti dengan air dingin baru
h) 5akukan cara a 2 f tetapi dengan mengubah nilai I menjadi 3B %B B JB 3B B 3&B 3B %&B &B J&B &&B 3&B &.
d. Dari nilai percobaan nilai P, I dan D dipilih salah satu nilai dari setiap percobaan tersebut ang memiliki osilasi ang mendekati nilai set point
kemudian di running. 9emudian disimpan data ang di peroleh %. Penentuan P, I dan D dengan metode Armfield dan iegler!"icols
a. *embuka data sheet baru.
b. *engisi air pada tabung hingga batas tertentu. c. *engatur <ot PumpE pada nilai &
d. *emilih controlE kemudian mengatur set point menjadi %& (nilai P, I dan D &) memilih mode operasi otomatisE kemudian diklik applE dan G0kH lalu menekan 70E pada tab menu.
e. 'etelah diperoleh dua puncak ang sama tinggi, proses dimatikan dengan menekan 'T0PE pada tab menu.
f. *enimpan data ang diperoleh.
g. "ilai P, I dan D ditentukan dengan perhitungan menggunakan metode Armfield dan iegler!"icols.
C. Data Pengamatan dan Pengolahan Data a. 0n!off $ontroller (*anual)
T a+al = ℃ 'et point & ℃
$ontrol output &FB 3&FB =&FB dan &F
00:00 00:09 00:17 00:26 00:35 00:43 00:52 01:00 0.0 10.0 20.0 30.0 40.0 50.0 60.0 10% 20% 30% 40% Waktu Suhu (C)
b. Automatice $ontroller
. Pengendalian suhu on!off a) 'et Point %& ℃
00:00 00:43 01:26 02:10 02:53 03:36 04:19 05:02 32.0 34.0 36.0 38.0 40.0 42.0 44.0
"ilai rata rata respon T %&,- ℃
ε
=
40.9−
4040 x100
b) 'et Point & ℃ 04:19 05:46 07:12 08:38 10:05 11:31 12:58 35.0 40.0 45.0 50.0 55.0 60.0
"ilai rata rata respon T %-,= ℃
ε
=
50−
49,350 x100
c) 'et Point ℃ 12:27 13:54 15:20 16:47 18:13 19:39 44.0 46.0 48.0 50.0 52.0 54.0 56.0 58.0 60.0 62.0
"ilai rata rata respo T %,J ℃
ε
=
55−
4 0,855 x100
ε
=¿
&,= F3. Pengendalian suhu dengan *etode coba coba a. Pengendalian Proporsional P (%) SP = 40 ℃ Nilai respon rata rata
(
℃)
% error 3 41,01563 2,539063 5 40,84961 2,12402310 41,17839 2,945964 20 40,9446 2,361506 30 41,02958 2,57394 40 40,79368 1,984197 60 40,90169 2,254232 80 40,64941 1,623535 100 41,27197 3,179932 125 40,61415 1,535373 150 40,82031 2,050781 200 40,71289 1,782227 225 40,82031 2,050781 00:00 07:12 14:24 21:36 28:48 37.0 38.0 39.0 40.0 41.0 42.0 43.0 44.0 45.0
b. Pengendalian Integral time
I (s) SP = 40 ℃ Nilai respon rata rata ( ℃
¿
% error 2 40,10291 0,257287 4 40,02632 0,065812 6 39,66175 0,84561 8 39,93253 0,16868 12 39,80263 0,49342 15 39,867 0,332520 39,79704 0,50739 25 39,91211 0,21973 40 39,72778 0,68054 60 40,18555 0,463867 80 39,90524 0,23691 100 39,82652 0,43371 120 40,02821 0,07053 150 39,74067 0,64833 00:00 07:12 14:24 21:36 28:48 36:00 43:12 50:24 57:36 38.0 39.0 40.0 41.0 42.0 43.0 44.0
c. Pengendalian Derivatif time D (s) SP = 40 ℃ Nilai respon rata rata ( ℃
¿
% error 2 40,29018 0,725446 4 39,9231 0,19226 6 40,01336 0,033409 8 39,81771 0,45573 12 40,17918 0,447945 15 40,02511 0,062779 20 39,87202 0,31995 25 40,15891 0,397283 40 40,08484 0,212097 60 40,07303 0,182575 80 39,85917 0,35208 100 40,06076 0,15191 120 39,88621 0,28448 150 40,14509 0,362723 00:00 07:12 14:24 21:36 28:48 36:00 43:12 50:24 57:36 35.0 36.0 37.0 38.0 39.0 40.0 41.0 42.0 43.0 44.0Dari metode coba coba diats dipilih nilia untuk P, I dan D dengan nilai respon rata rata ang paling mendekati nilai set point %& ℃
P 3 B I % B D . 00:00 02:53 05:46 08:38 11:31 14:24 17:17 20:10 23:02 35.0 36.0 37.0 38.0 39.0 40.0 41.0 42.0 43.0 44.0
7rafik optimasi pengendalian suhu dengan nilai P, I dan D ang ditentukan dengan metode coba coba dapat dilihat pada grafik diba+ah
"ilai respon rata rata %&,&3- ℃
ε
=
40,0219−
4040 x100
=. 00:00 02:53 05:46 08:38 11:31 14:24 17:17 20:10 23:02 25:55 30.0 35.0 40.0 45.0 50.0
Pengendalian suhu dengan metode Armfield
Dari grafik diatas ditentukan nilai parameter pngendali akni proportional (P), integral (I) dan derivatif (D) dengan metode Armfield
? %%,- ℃
−¿
=,- ℃ - ℃ t (J ×60¿−{
(
13×60)
+
50}
3& detik P y 3 9 3 = I t 3& detik D t 6 250 6 %,:00:00 07:12 14:24 21:36 28:48 36:00 43:12 34.0 35.0 36.0 37.0 38.0 39.0 40.0 41.0 42.0 43.0
7rafik optimasi dengan nilai P,I dan D ang ditentukan dengan metode Armfield dapat dilihat pada grafik diba+ah
"ilai respon rata rata %&, ℃
ε
=
40,1−
4040 x100
%. Pengendalian suhu dengan metode iegler!"icols 00:00 02:53 05:46 08:38 11:31 14:24 17:17 20:10 23:02 25:55 30.0 35.0 40.0 45.0 50.0
Dari grafik diatas ditentukan nilai parameter pngendali akni proportional (P), integral (I) dan derivatif (D) dengan metode Armfield
? %%,- ℃
−¿
=,- ℃ - ℃ t K(J ×60¿+
40}−{
(
13×60)
+
50}
3-& detik P y 3 9 3 = I t 3& detik D t 6 290 6 %J,=7rafik optimasi dengan nilai P,I dan D ang ditentukan dengan metode iegler!"icols dapat dilihat pada grafik diba+ah
00:00 07:12 14:24 21:36 28:48 36:00 38.0 38.5 39.0 39.5 40.0 40.5 41.0 41.5 42.0 42.5 43.0 t T
"ilai respon rata rata %&,&3 ℃
ε
=
40,1 02−
4040 x100
CI. Pembahasan
(;ahuni #achtiar == % &%%)
'istem pengendalian proses adalah gabungan kerja dari alat!alat pengendalian otomatis. 'emua peralatan ang membentuk sistem pengendalian disebut istrumentasi pengendalian proses. Pada praktikum ini akan dilakukan pengendalian terhadap suhu (Temperature Controller) ang dilakukan dengan beberapa sesi percobaan. Tahap! tahap tersebut meliputi sstem pengendalian langsung (Direct controller) ang terdiri atas sstem pengendalian 0"!0// (manual), pengendalian 0"!0// (automatic). Pada percobaan ini dilakukan pula penentuan parameter pengendali meliputi Proportioanl band (P), Integral time (I) dan Derivatif time (D) dengan beberapa metode akni metode coba coba, metode Armfield dan metode iegler!"icols.
'istem pengendalian lansung pada Temperature controller adalah dimana sistem akan melakukan pengendalian suhu terhadap air ang dipanaskan langsung oleh <eater.
Terdapat = tahap percobaan ang dilakukan pada Pengendalian langsung tersebut, aitu 0"!0// controller (manual), 0n!0// controller (automatic), dan PID controller. Dari semua percobaan tersebut akan dibandingkan sstem pengendalian mana ang memiliki nilai eror paling kecil. 'ebagaimana cara kerja sstem pengendalian otomatis, dimana ketika sstem telah mencapai nilai set point maka
VARIABEL TERCONTR
OL (T1)
heater akan mati dan ketika turun mele+ati set point, heater akan menala kembali sehingga pada grafik akan nampak seperti sebuah gelombang.
Pada sstem pengendalian on!off (automatic), dimaksudkan untuk melakukan pengendalian suhu secara otomatis tanpa penggunaan P,I, maupun D controller. Dilakukan tiga kali percobaan on!off controller masing!masing dengan set point ang berbeda aito %&, &, dan L$. berdasarkan hasil pengamatan data dan grafik
diperoleh data sebagai berikut4
• "ilai rata!rata respon 'P %&
%&.- "ilai error 'P %& 3,3F
• "ilai rata!rata respon 'P & %-,=
"ilai error 'P & ,% F
• "ilai rata!rata respon 'P %,J
"ilai error 'P &.= F
Dari data tersebut, diketahui bah+a nilai respon ang paling mendekati nilai 'et Point adalah sstem pengendalian 0"!0// otomatis aitu dengan nilai 'P .
'edangkan pada PID controller, proses dilakukan dengan penambahan nilai P, I dan D dengan nilai set point ('P) diset dengan nilai %&. Penentuan nilai P, I dan D dilakukan dengan = metode akni metode coba coba, metode Armfield dan metode iegler!"icols. Pada metode coba coba digunakan beberapa nilai P, I dan D untuk mengetahui nilai responna. Dari banakna nilai ang telah dicoba kemudian dipilih salah satu nilai untuk P, I dan D ang memiliki nilai error ang paling kecil. 'edangkan untuk metode Armfield dan metode iegler!"icols penentuan nilai P, I dan D dilakukan dengan metode perhitungan seperti ang tertera pada pengolahan data. Dari ketiga metode ang dilakukan untuk penentuan P, I dan D hasil optimasi PID kontroller ang memiliki nilai error paling kecil akni metode coba coba aitu &,&
F dengan nilai respon rata rata %&,&3- ℃ . 'edangkan untuk optimasi PID kontroller untuk metode Armfiled didaptkan nilai error &,3 dengan nilai respon rata
rata %&, ℃ . Dan untuk 0ptimasi PID controller untuk metode iegler!"icols