commit to user
i
PERANCANGAN ROL PERATA MATERIAL PELAT LOGAM
SEBAGAI BAHAN BAKU KOMPOR BATIK
DI CV. BINTANG MAS, SEMANGGI, SURAKARTA
Skripsi
Sebagai Persyaratan Untuk Memperoleh Gelar Sarjana Teknik
ASTRILIA ROSIANA
I 1307003
JURUSAN TEKNIK INDUSTRI FAKULTAS TEKNIK
UNIVERSITAS SEBELAS MARET
commit to user
commit to user
commit to user
commit to user
commit to user
vi
KATA PENGANTAR
Alhamdulillah, puji syukur penulis ucapkan ke hadirat Allah SWT yang
telah memberikan rahmat dan hidayah-Nya sehingga penulis dapat menyelesaikan
skripsi ini. Shalawat serta salam kepada Rasulullah Muhammad SAW, Al Amin
suri tauladan kita.
Pada kesempatan yang sangat baik ini, dengan segenap kerendahan hati
dan rasa yang setulus-tulusnya, penulis ingin mengucapkan terima kasih yang
sebesar-besarnya kepada :
1. Kedua orang tua tercinta Bapak Rusmadi dan Ibu Suparni yang telah
memberikan doa, cinta, kasih sayang dan dukungan sehingga penulis dapat
menyelesaikan skripsi ini dengan baik.
2. Dr. Cucuk Nur Rosyidi, ST, MT. selaku Ketua Jurusan Teknik Industri
Universitas Sebelas Maret Surakarta.
3. Ir. Irwan Iftadi, ST, M.Eng. dan Ilham Priadythama, ST, MT. selaku dosen
pembimbing yang telah sabar dalam memberikan ilmu, pengarahan dan
bimbingan sehingga penulis dapat menyelesaikan skripsi ini dengan lancar.
4. Rahmaniyah DA, ST, MT dan Fakhrina Fahma, STP, MT. selaku dosen
penguji yang berkenan memberikan saran demi perbaikan skripsi ini.
5. Ir. Lobes Herdiman, M.T. selaku dosen yang telah memberikan semangat dan
masukan kepada penulis.
6. Seluruh dosen-dosen Jurusan Teknik Industri yang telah membekali penulis
dengan ilmu dan pengalaman dalam bidang Teknik Industri.
7. Seluruh keluarga besar Laboratorium Perancangan Sistem Keja dan Ergonomi
(LPSKE) atas persahabatan, dan kerja sama yang luar biasa.
8. Mbak Yayuk, Mbak Rina, Mbak Tutik, dan Pak Agus atas bantuan yang
diberikan dan fasilitas demi kelancaran penyelesaian skripsi ini.
9. Sudara sekandung dr. Choirul Anwar Fathony beserta istri Niken Retri
Paramita, ST. dan pangeran kecil Rayyan Albani Anwar atas kasih sayang,
dukungan dan semangatnya.
10.Bapak Sunaryo dan Ibu Rudiah Primariantari atas semangat dan kasih
commit to user
vii
11.Mahatma Nayaka Adhitama selaku penyemangat sekaligus sumber inspirasi.
Terimakasih untuk cinta, kesabaran, dan kasih sayang yang tulus dan begitu
besar.
12.Sahabat sekaligus saudaraku Dian, Ivana, Nova ”item”, Aldi, Ningrum, Via,
dan Silvi.
13.Teman-teman seperjuangan Teknik Industri angkatan 2007 Non Reguler (Afif,
Ajeng, Aris, Artha, Bayu, Beni P, Bode, Catur, Davit, Diah, Desi, Fillina,
Febri, FX Yunianto, Girindra, Lia, Mita, Monika, Nanung, Nurul, Novita,
Pendy, Putri, Rani, Rina, Sally, Sustika, Slamet, Silmi, Siwi, Vincent, Witjak,
Yustin, Yoppie dan Zaqiah atas persaudaraan dan kasih sayang selama ini.
14.Sahabat-sahabatku Silmie, Mita, Novita, Ranidya, Desi, Rina atas bantuan,
persahabatan dan persaudaraan yang tak terlupakan. Semoga persahabatan ini
akan tetap terjaga selamanya.
15.Saudara-saudaraku gudang skill, Hendry PP, Dinar Gembul, Abangku Harry
Toyo dan Ocka Ockaido, Ardian Ultahar “Bonex”, Ginung, Dwi Samto, Mbak
Kiki, Rufaida Cobi, Asti, Isti, Bang Esha, Zulfa, Budi, Brian, Arista, Kang
Edwin, Mbak Iffa dan Kang Bison. Terimakasih buat kebersamaan dan cinta
yang tidak pernah berhenti.
16.Warga kost “ajeng”, Mbak Imung, Mbak Egda, Mb Intan, Mb Arum,
Sahabatku Desi, Rahma, Rani, Nitra atas kebersamaan selama 4 tahun.
17.Seluruh pihak-pihak yang tidak dapat penulis sebutkan satu persatu, atas
segala bimbingan, bantuan, kritik, dan saran dalam penyusunan tugas akhir
ini.
Semoga skripsi ini dapat bermanfaat bagi rekan-rekan mahasiswa maupun
siapa saja yang membutuhkannya. Penulis menyadari bahwa laporan tugas akhir
ini masih jauh dari sempurna, dengan senang hati dan terbuka penulis menerima
segala saran dan kritik yang membangun.
Surakarta, 13 Juli 2011
commit to user
viii
ABSTRAK
Astrilia Rosiana, NIM: I1307003, PERANCANGAN ROL PERATA MATERIAL PELAT LOGAM SEBAGAI BAHAN BAKU KOMPOR BATIK DI CV BINTANG MAS, SEMANGGI, SURAKARTA. Skripsi. Surakarta: Jurusan Teknik Industri Fakultas Teknik, Universitas Sebelas Maret, Juli 2011.
Saat ini, aktivitas perataan bahan baku berupa seng dan kaleng bekas pada industri pembuatan kompor CV. Bintang mas dilakukan dengan cara penempaan manual menggunakan martil seberat 5 kilogram dalam posisi duduk pada balok kecil dilantai dengan punggung membungkuk, kaki merentang untuk mempertahankan posisi bahan baku. Kegiatan yang berulang dengan beban yang berat berpotensi besar menyebabkan kelelahan kerja dan keluhan nyeri pada beberapa bagian tubuh. Penempaan secara manual juga menghasilkan kebisingan yang tidak aman untuk suatu tempat kerja.
Berdasarkan permasalahan yang timbul, perlu adanya perbaikan aktivitas perataan bahan baku dengan merancang alat yang bertujuan memperbaiki posisi kerja, menurukan beban kerja fisik pekerja dan menurunkan level kebisingan. Tahapan dalam perancangan alat perata bahan baku ini terdiri dari penjabaran keluhan dan kebutuhan peracangan, pengembangan ide perancangan yang dilakukan dengan mengadopsi dan memodifikasi beberapa tahapan metode cross (metode rasional), penentuan dimensi alat bantu berdasarkan anthropometri, penentuan spesifikasi perancangan, dan validasi rancangan alat bantu yang dilakukan dengan tiga cara, yaitu penilaian level resiko postur kerja metode REBA, penilaian beban kerja fisik pekerja, dan penilaian level kebisingan aktivitas perataan.
Hasil akhir dari penelitian ini adalah rol perata bahan dengan ukuran panjang 500 mm, lebar 380 mm tinggi 800 mm dan diameter rol 176 mm. Rol perata bahan baku dirancang untuk posisi kerja berdiri dengan nilai REBA (Rapid Entire Body Assesment) diantara 2 hingga 3 yang menunjukkan level resiko kecil dan rol terbukti mampu menurunkan beban kerja operator dari level heavy menjadi level moderate serta menurunkan level kebisingan dari 102 dB menjadi 69 dB.
Kata Kunci: aktivitas perataan bahan baku, posisi kerja, beban kerja fisik,
kebisingan, rol perata.
commit to user
ix
ABSTRACT
Astrilia Rosiana, NIM: I1307003, SHEET METAL ROLLER DESIGN AS THE RAW MATERIAL FOR THE BATIK STOVE INDUSTRY AT CV BINTANG MAS, SEMANGGI, SURAKARTA. Thesis. Surakarta: Industrial Engineering Department Faculty of Engineering, Sebelas Maret University, July 2011.
Recycled zinc plates are basic raw material in producing batik stoves. To flatten these plates, the normal industry practice is to manually pound zinc plates using a 5 kg hammer. This activity is done by the operator who sits on a small stool on the floor in a hunched position with their legs spread out to stabilize the zinc plates. This is done repetitively and continously, the operator will have to continously bear a heavy workload during this process. The consequences of this, is work fatigue and several health hazards, with the operator often complaining of pain. The manual pounding of zinc plates result in high noise levels in and around the work area. The purpose of this research is to develop a design for a zinc plate roller to ease the process of flattening the plates. This will result in a better working posture, lowering the workload of the operators and the decrease in noise levels.
This research consists of several steps which include: background
research, indentifying operators’ needs and wants, tool design, production and
testing. Background research is done to obtain data on which part of the
operators’ body are experiencing stress and pain due to work conditions which are not ergonomic. Data on the operators heart rate to identify the workload of the operators and the data on the noise levels of the work area are also collected. To identify the needs and wants of the operators they were extensively interviewed. The design for the roller is developed using a cross method and dimensions of the roller is determined by using the antropometry of the operator. The testing of the roller is done by comparing the working conditions before and after the roller is available. Testing is essential to find out if the roller can solve the problems before.
The final results of this research is that the roller’s dimensions are a length
of 500 mm, width of 380 mm and a height of 800 mm and a roll diameter of 176 mm. The roll design was developed to be operated in a standing work position with a REBA value between 2 and 3 which show low levels of risk. The roll was proven to be able to reduce the operators workload from a heavy level to a moderate level and it can also reduce noise levels from 102 dB to 69 dB.
Key Words: Raw Material Flattening, Work Posture, Phyical Workload, Noise Pollution, Roller.
commit to user
x
DAFTAR ISI
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
HALAMAN VALIDASI ... iii
SURAT PERYATAAN ORISINALITAS KARYA ILMIAH ... iv
SURAT PERYATAAN PUBLIKASI KARYA ILMIAH ... v
KATA PENGANTAR ... vi
ABSTRAK ... viii
ABSTRACT ... ix
DAFTAR ISI ... x
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xvi
DAFTAR PERSAMAAN... xviii
DAFTAR LAMPIRAN ... ix
BAB I PENDAHULUAN
1.1. Latar Belakang ... I- 1
1.2. Perumusan Masalah ... I- 3
1.3. Tujuan Penelitian ... I- 3
1.4. Manfaat Penelitian ... I- 3
1.5. Batasan Masalah... I- 3
1.6. Sistematika Penelitian ... I- 4
BAB II TINJAUAN PUSTAKA
2.1 Gambaran Umum CV. Bintang Mas ... II- 1
2.1.1Prospektif Pengusaha ... II- 1
2.1.2 Jenis Produk Kompor yang Dipoduksi ... II- 2
2.1.3 Bahan Baku Pembuatan Kompor Batik ... II- 2
2.1.4 Peralatan Pembuatan Kompor Batik... II- 3
2.1.5 Proses Produksi Kompor Batik ... II- 4
commit to user
xi
2.3 ... Desain dan Ergonomi ... II- 7
2.4 Perancangan dengan Metode Rasional ... II- 9
2.4.1 Clarifying Objectives ... II- 9
2.4.2 Estabilishing Function ... II- 10
2.12 Desain Stasiun Kerja dan Sikap Kerja Berdiri ... II- 30
2.13 Uji Tarik (Tension Test) ... II- 30
2.14 Hukum Hooke ... II- 31
2.15 Pengerolan Logam ... II- 32
2.15.1Menghitung Geometri Rol ... II- 34
2.15.2Menghitung Energi Pengerolan ... II- 36
2.15.3Menghitung Torsi dan Daya ... II- 37
2.16 Penelitian Sebelumnya ... II- 38
BAB III METODE PENELITIAN
3.1 Deskripsi Masalah Dengan Penilaian Kondisi Awal .... III- 2
3.2 Wawancara Keluhan dan Harapan Operator ... III- 4
3.3 Penentuan Kebutuhan Perancangan ... III- 4
3.4 Penentuan Konsep Perancangan ... III- 5
3.5 Penentuan Spesifikasi Rol dan Mekanismenya ... III- 5
3.6 Penentuan Demensi Kerangka Alat dengan Pendekatan
Ergonomi ... III- 6
3.7 Bill Of Material ... III- 6
3.8 Estimasi Biaya ... III- 6
commit to user
xii
3.10 Analisa dan Interpretasi Hasil ... III- 7
3.11 Kesimpulan dan Saran ... III- 8
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Deskripsi Masalah ... IV- 1
4.1.1 Posisi Kerja Operator Pada Proses Perataan
Bahan Baku ... IV- 1
4.3.1 Penentuan Spesifikasi Rol dan Mekanismenya
Berdasarkan Spesifikasi Benda Kerja ... IV- 9
4.3.2 Penentuan Dimensi Alat dengan Pendekatan
Ergonomi ... IV- 10
4.3.3 Gambar Desain Rancangan ... IV- 14
4.3.4 Bill Of Material ... IV- 16
4.3.5 Estimasi Biaya Rancangan ... IV- 17
4.4 Prototipe ... IV- 17
4.5 Pengukuran Kondisi Setelah Implementasi ... IV- 18
4.5.1 Posisi Kerja Menggunakan Rol ... IV- 18
4.5.2 Beban Kerja Menggunakan Rol ... IV- 26
4.5.3 Kebisingan Jika Menggunakan Rol ... IV- 28
BAB V ANALISIS DAN INTERPRETASI HASIL
5.1 Penyesuaian Dimensi Alat ... V- 1
5.2 Perbandingan Posisi Kerja Operator ... V- 1
5.3 Perbandingan Beban Kerja Operator ... V- 2
5.4 Perbandingan Kebisingan ... V- 3
commit to user
xiii
5.6 Analisis Performansi Alat ... V- 5
BAB VI KESIMPULAN DAN SARAN
6.1 Kesimpulan ... VI-1
6.2 Saran ... VI-1
DAFTAR PUSTAKA
4.6 Normalisasi Ukuran dengan Objective Matrix ... IV- 4.6.1 Perhitungan Titik Penilaian Utama ... IV- 4.6.2 Penentuan Nilai Dalam Rentang ... IV- 4.7 Uji Cobal Alat Ukur ... IV- 4.8 Perhitungan Nilai Kriteria ... IV- 4.9 Penentuan Indeks Total Usabilitas ... IV-
BAB V ANALISIS DAN INTERPRETASI HASIL
PENELITIAN
commit to user
Tabel 4.7 Data Anthropometri Operator... IV- 10
Tabel 4.8 Rekapitulasi Ukuran Alat Bantu Rol Perataan Bahan Baku . IV- 13
commit to user
xv
Tabel 4.16 Perolehan Skor C ... IV- 25
Tabel 4.17 Nilai Level Tindakan REBA ... IV- 26
Tabel 4.18 Pengukuran Denyut Jantung Operator ... IV- 26
Tabel 4.19 Klasifikasi Beban Kerja Fisik ... IV- 28
Tabel 5.1 Tabel Perbandingan Beban Kerja ... V- 2
commit to user
xvi
DAFTAR GAMBAR
Halaman
Gambar 2.1 Contoh Kompor Batik yang Diproduksi CV. Bintang
Mas ... II- 2
Gambar 2.2 Palu untuk Meratakan Bahan Baku Seng ... II- 3
Gambar 2.3 Gunting Besi untuk Memotong Bahan Baku Seng dan
Kaleng Bekas di CV. Bintang Mas ... II- 3
Gambar 2.4 Alat Pencetak Tabung Sumbu di CV. Bintang Mas ... II- 4
Gambar 2.5 Alat (a) Landasan untuk Proses Keling (b) palu untuk
Penempa untuk Proses Keling di CV. Bintang Mas ... II- 4
Gambar 2.6 Anthropometri untuk Perancangan Produk Atau
Fasilitas ... II- 15
Gambar 2.7 Postur Tubuh Bagian Batang Tubuh (Trunk) ... II- 18
Gambar 2.8 Postur Tubuh Bagian Leher (Neck) ... II- 19
Gambar 2.9 Postur Tubuh Bagian Kaki (Leg) ... II- 19
Gambar 2.10 Postur Tubuh Bagian Lengan Atas (upper arm) ... II- 20
Gambar 2.11 Postur Tubuh Bagian Lengan Bawah (lower arm) ... II- 21
Gambar 2.12 Postur Tubuh Bagian Pergelangan Tangan (wrist) ... II- 21
Gambar 2.13 Sistem Penilaian REBA ... II- 24
Gambar 2.14 Uji Tarik dan Kurva Uji Tarik ... II- 31
Gambar 2.15 Kurva Tegangan- Regangan ... II- 32
Gambar 2.16 Diagram Skematik Pengerolan ... II- 33
Gambar 2.17 Macam-macam rol Milling (a) Two-high,Pullover; (b)
two-high, reversing; (c) Three-high; (d) Four-high; (e)
cluster ... II- 34
Gambar 3.1 Metode Penelitian... III- 1
Gambar 4.1 Perataan Bahan Baku ... IV- 1
Gambar 4.2 Postur Tubuh Operator Saat Menjangkau Ke Atas ... IV- 12
Gambar 4.3 Desain Rancangan Rol Perata Bahan Baku ... IV- 14
Gambar 4.4 Desain Rancangan Alat Bantu Tampak Depan ... IV- 15
commit to user
xvii
Gambar 4.6 Desain Rancangan Alat Bantu Tampak Atas ... IV- 16
Gambar 4.7 Bill Of Materials ... IV- 16
Gambar 4.8 Prototipe Hasil Perancangan ... IV- 18
Gambar 4.9 Posisi Pengerolan Menggunakan Rol ... IV- 20
Gambar 4.10 Sudut Tubuh Posisi Pengerolan Posisi 1 ... IV- 21
Gambar 4.11 Sudut Tubuh Posisi Pengerolan Posisi 2 ... IV- 23
Gambar 5.1 Grafik Perbandingan Energi Ekspenditure ... V- 3
commit to user
xviii
DAFTAR PERSAMAAN
Halaman
Persamaan 2.1 Perhitungan Denyut Nadi ... II- 26
Persamaan 2.2 Energy Expenditure ... II- 27
Persamaan 2.3 Konsumsi Energi ... II- 28
Persamaan 2.4 Hubungan Stress dan Strain ... II- 31
Persamaan 2.5 Contact Lenght ... II- 34
Persamaan 2.6 Gaya Gesek ... II- 34
Persamaan 2.7 Radius ... II- 34
Persamaan 2.8 Defleksi ... II- 35
Persamaan 2.9 Radius dengan Defleksi ... II- 35
Persamaan 2.10 Regangan ... II- 36
Persamaan 2.11 Tegangan Alir Rata-rata ... II- 36
Persamaan 2.12 Gaya Rol... II- 36
Persamaan 2.13 Torsi Rol ... II- 36
Persamaan 2.14 Inersia Rotasi ... II- 36
Persamaan 2.15 Energi Kinetik Rol ... II- 36
Persamaan 2.16 Daya Pengerolan ... II- 37
Persamaan 2.17 Perbandingan Lengan Momen dengan Busur Kontak .... II- 38
Persamaan 2.18 Besarnya Torsi ... II- 38
Persamaan 2.19 Kerja Rol ... II- 38
commit to user
xix
DAFTAR LAMPIRAN
Lampiran 1-1 Kuesioner Keluhan Tubuh Operator ... L1- 2
Lampiran 1-2 Pertanyaan Terbuka ... L1- 4
Lampiran 2-1 Tabel Koefisien Gesek ... L2- 9
Lampiran 2-2 Tabel Koefisien Kekuatan ... L2- 9
Lampiran 2-3 Hasil Pengujian Tarik ... L2- 10
Lampiran 2-4 Hasil Perhitungan Dimensi Komponen Rol ... L2- 10
Lampiran 4-1 Perhitungan Menggunakan Metode OMAX ... L4-1 Lampiran 4-2 Bentuk Kuesioner Persepsi ... L4-
commit to user
I-1
BAB I
PENDAHULUAN
Pada bab ini diuraikan beberapa hal pokok mengenai penelitian ini, yaitu
latar belakang penelitian, perumusan masalah yang diangkat, tujuan dan manfaat
penelitian yang dilakukan, batasan masalah dan asumsi, serta sistematika
pembahasan.
1.1 Latar Belakang Masalah
Konversi minyak tanah yang dilakukan pemerintah tahun 2008 menyebabkan
berkurangnya jumlah pengrajin kompor konvensional. Desa Semanggi yang
dulunya merupakan sentra home industry kompor minyak di Surakarta
mempunyai anggota sebanyak 30 industri, namun sekarang hanya 5 industri saja
yang mampu bertahan, salah satunya adalah CV. Bintang Mas. Sebelum adanya
konversi minyak tanah ke gas, home industry ini memproduksi dua jenis kompor
yaitu kompor untuk rumah tangga dan kompor untuk proses batik. Namun setelah
adanya konversi hanya kompor untuk proses batik saja yang masih diproduksi.
Kompor batik mempunyai prinsip yang sama dengan kompor minyak tanah
yang biasa digunakan dalam rumah tangga, namun dimensi ukurannya yang jauh
lebih kecil. Proses pembuatan kompor batik ini terdiri dari empat tahapan, yaitu
pembuatan komponen, penggabungan (assembly), pengecetan, dan finishing.
Semua proses yang dilakukan masih manual dengan mengandalkan manusia
sebagai penggerak utamanya.
Komponen pada kompor batik terdiri dari tiga bagian utama yaitu bagian
rangka, tempat sumbu, dan perapian. Bahan dasar pembuatan ketiga bagian ini
adalah daur ulang dari lembaran kaleng bekas, seng bekas, dan benang sisa
pintalan. Proses daur ulang bahan baku berupa kaleng dan seng bekas dilakukan
secara manual dengan mengandalkan kekuatan dua operator. Kaleng maupun seng
bekas dibongkar menjadi lembaran-lembaran dan dipotong sesuai ukuran mal
yaitu dengan lebar 25 cm dan dengan panjang yang bervariasi menyesuaikan
panjang bahan baku. Kemudian dilakukan proses perataan secara manual dengan
commit to user
I-2
bahan baku yang lurus dan permukaannya rata. Proses manual ini menimbulkan
kebisingan dan debu yang mengganggu aktivitas operator.
Berdasarkan hasil wawancara kepada dua operator yang sedang melakukan
aktivitas perataan bahan baku dan observasi ditemukan permasalahan yang
dikeluhkan operator. Permasalahan tersebut antara lain adalah posisi kerja pada
saat proses perataan bahan baku dengan cara ditempa yang menimbulkan keluhan
nyeri pada leher, bahu, punggung, pinggang, lengan, pergelangan tangan, lutut,
betis serta paha, tingkat kebisingan yang mengganggu operator, dan beban kerja
yang menyebabkan keluhan kelelahan operator.
Keluhan otot di beberapa bagian tubuh operator dikarenakan operator
membungkukkan badan pada proses perataan bahan baku dengan cara manual.
Hal ini dikarenakan aktivitas perataan bahan baku dilakukan di atas lantai dengan
posisi operator jongkok dan terkadang duduk pada balok kayu. Posisi duduk yang
tidak alamiah atau tidak ergonomis akan menimbulkan kontraksi otot secara
isometris (melawan tahanan) pada otot-otot utama yang terlibat dalam pekerjaan
(Sutajaya, 1997). Otot-otot punggung akan bekerja keras menahan beban anggota
gerak atas yang sedang melakukan pekerjaan. Akibatnya beban kerja bertumpu di
daerah pinggang dan menyebabkan otot pinggang sebagai penahan beban utama
akan mudah mengalami kelelahan dan selanjutnya akan terjadi nyeri pada otot
sekitar pinggang atau punggung bawah.
Penilaian terhadap permasalahan posisi kerja dilakukan dengan melakukan
wawancara dan pengamatan. Posisi kerja pada aktivitas perataan bahan baku
membungkuk dan menggunakan kaki sebagai penjepit bahan baku
memperlihatkan posisi kerja yang tidak dianjurkan dan memerlukan perbaikan.
Kebisingan yang ditimbulkan dari proses penemapaan bahan baku adalah sebesar
102 dB yang tidak sesuai dengan standar kebisingan yang diizinkan, sedangkan
beban kerja proses perataan bahan baku dengan cara manual menunjukkan berada
pada level heavy yang menunjukkan aktivitas kerja berada pada level yang
memerlukan perbaikan.
Untuk menyelesaikan permasalahan tersebut dibuat alat perata bahan baku
dengan menggunakan prinsip kerja rolling press. Pemilihan penggunaan mesin rol
commit to user
I-3
menurut Warsono (2003) mesin rol jauh lebih mudah baik cara pengoperasiannya
dan pengadaannya. Mesin rol dapat dioperasikan dengan menggunakan daya yang
rendah atau manual selain itu rol mampu mengurangi tingkat kebisingan, tidak
berpotensi menimbulkan debu selama proses pengerolan, dan dapat mempercepat
proses perataan tanpa memerlukan biaya yang besar sekaligus tidak memerlukan
tempat yang luas. Hal ini juga sebagai upaya untuk mengurangi keluhan-keluhan
yang dirasakan oleh operator selama proses perataan bahan baku dan memenuhi
semua kebutuhan operator atas keberadaan sebuah rancangan alat perataan
lembaran bahan baku yang sesuai dengan harapan operator.
1.2 Perumusan Masalah
Berdasarkan latar belakang yang telah diuraikan maka dapat dirumuskan
masalah dari penelitian ini yaitu bagaimana merancang alat rol perataan bahan
baku yang dapat memperbaiki posisi kerja mengurangi level kebisingan dan
menurunkan beban kerja operator.
1.3 Tujuan Penelitian
Tujuan yang ingin dicapai dalam penelitian ini yaitu menghasilkan rancangan
rol perataan bahan baku yang dapat memperbaiki posisi kerja operator,
mengurangi kebisingan, dan menurunkan beban kerja operator.
1.4 Manfaat Penelitian
Manfaat yang diharapkan dari penelitian ini adalah dapat mempermudah
proses perataan bahan baku dan memberikan lingkungan kerja yang lebih nyaman
pada industri kompor CV. Bintang Mas.
1.5 Batasan Masalah
Batasan yang digunakan adalah jenis material yang dipakai sebagai acuan
pembuatan rancangan alat perata bahan baku adalah material logam seng dan
commit to user
I-4
1.6 Sistematika Penelitian
Sistematika penulisan dibuat agar dapat memudahkan pembahasan
penyelesaian masalah dalam penelitian ini. Penjelasan mengenai sistematika
penulisan, sebagai berikut :
BAB I : PENDAHULUAN
Bab ini menguraikan berbagai hal mengenai latar belakang penelitian,
perumusan masalah, tujuan penelitian, manfaat penelitian, batasan
masalah, asumsi-asumsi, dan sistematika penulisan yang digunakan
dalam penelitian mengenai perancangan alat untuk proses perataan
bahan baku di home industry CV. Bintang Mas.
BAB II : TINJAUAN PUSTAKA
Bab ini menguraikan teori-teori yang akan dipakai untuk mendukung
penelitian, sehingga perhitungan dan analisis dilakukan secara teoritis.
Tinjauan pustaka diambil dari berbagai sumber yang berkaitan
langsung dengan permasalahan yang dibahas dalam penelitian.
BAB III : METODOLOGI PENELITIAN
Bab ini berisi tahapan yang dilalui dalam penyelesaian masalah secara
umum yang berupa gambaran terstruktur dalam bentuk flowchart
sesuai dengan permasalahan yang ada mulai dari studi pendahuluan,
pengumpulan data sampai dengan pengolahan data dan analisis.
BAB IV : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini berisi data-data dan informasi yang diperlukan untuk
menganalisis permasalahan, kemudian dilakukan pengolahan data
secara bertahap berdasarkan metodologi yang telah ditentukan.
BAB V : ANALISIS DAN INTERPRETASI HASIL
Bab ini memuat uraian analisis dan intepretasi dari hasil pengolahan
commit to user
I-5 BAB VI : KESIMPULAN DAN SARAN
Bab ini menguraikan kesimpulan yang diperoleh dari pembahasan
commit to user
II-1
BAB II
TINJAUAN PUSTAKA
Bab ini membahas mengenai konsep dan teori yang digunakan dalam
penelitian, sebagai landasan dan dasar pemikiran untuk membahas serta
menganalisa permasalahan yang ada.
2.1 Gambaran Umum CV.Bintang Mas
Pada subbab ini akan dijelaskan tentang prospektif pengusaha, jenis produk
kompor yang diproduksi, bahan baku, peralatan, dan pembuatan kompor di home
industry CV. Bintang Mas yang ada berlokasi di daerah Semanggi, Surakarta.
2.1.1 Prospektif Pengusaha
Home industry CV. Bintang Mas merupakan salah satu home industry yang
bergerak di bidang pembuatan kompor minyak tanah. Home industry ini didirikan
oleh pemiliknya yakni Bapak Redjo tahun 1966 yang berlokasi di Jalan Serayu
no.10 RT.03 RW.XVII Semanggi, Surakarta. Home industry ini bermula dari
sekelompok pemuda kreatif di sekitar daerah Semanggi yang mendirikan
perkumpulan bagi orang-orang yang memproduksi kompor minyak tanah dan
kompor batik. Perkumpulan ini pada awalnya terdiri dari 30-an anggota, namun
lambat laun seiring dengan perkembangan teknologi jumlah anggotanya semakin
menurun hingga 15 orang. Ini dikarenakan adanya konversi minyak tanah yang
dilakukan pemerintah. Sehingga banyak yang pesimis untuk melanjutkan usaha
pembuatan kompor tersebut. Dengan berbekal keyakinan bahwa selama masih ada
minyak tanah Bapak Redjo beserta anggota-anggota yang lain yakin bahwa
kompor produksi mereka akan tetap laku di pasaran.
Awalnya home industry ini melibatkan 30 karyawan yang bekerja 6 hari
selama satu minggu, namun seiring dengan adanya konversi minyak tanah
menjadi gas jumlah pekerja saat ini hanya tinggal 8 orang saja. Produk yang
dihasilkan saat ini hanya kompor untuk batik, tidak lagi memproduksi kompor
untuk rumah tangga. Setiap harinya produk kompor batik yang dihasilkan sekitar
200 buah kompor. Setiap karyawan bisa malakukan semua jenis pekerjaan mulai
commit to user
II-2
tidak terkhususkan hanya untuk satu jenis pekerjaan saja. Mereka memiliki jam
kerja selama 8 jam, mulai pukul 08.00 hingga pukul 16.00 dengan waktu istirahat
selama 1 jam pada pukul 12.00 hingga pukul 13.00 (CV. Bintang Mas, 2010).
2.1.2 Jenis Produk Kompor yang Diproduksi
Kompor yang diproduksi home industry CV. Bintang Mas merupakan
kompor khusus untuk pembuatan batik tulis. Kompor ini mempunyai ukuran yang
berbeda dengan kompor rumah tangga, namun mempunyai kemiripan bentuk.
(a) (b)
Gambar 2.1 Contoh Kompor Batik yang Diproduksi CV. Bintang Mas;
(a) Kompor Batik Tampak Atas (b) Kompor Batik Tampak Samping
2.1.3 Bahan Baku Pembuatan Kompor Batik
Berdasarkan hasil observasi di CV. Bintang Mas, kompor batik yang
diproduksi terbuat dari bahan-bahan bekas yang kemudian didaur ulang. Kompor
ini terbuat dari dua bahan baku utama yaitu kaleng atau seng bekas dan juga
benang sisa pemintalan. Sedangkan bahan baku pembantu adalah cat dan juga
paku keling. Kaleng atau seng bekas digunakan sebagai bahan baku pembuatan
rangka kompor, benang digunakan sebagai sumbu kompor batik, paku keling
sebagai penyambung antar komponen, sedangkan cat adalah untuk melapisi
rangka kompor batik agar terlihat baik dan menarik. Bahan baku kaleng bekas dan
seng bekas diperoleh dari beberapa agen barang bekas di sekitar Surakarta.
commit to user
II-3
2.1.4 Peralatan Pembuatan Kompor Batik
Kompor batik ini dibuat dengan peralatan yang sederhana. Adapun
peralatan yang digunakan adalah palu untuk alat untuk perataan permukaan bahan
baku, gunting, rol tabung sumbu, pembesaran diameter tabung sumbu, dan alat
untuk proses keling. Fungsi masing-masing alat, yaitu:
1. Palu
Alat ini berfungsi untuk menempa bahan baku yang berupa seng dan
kaleng bekas untuk meratakan permukaannya.
Gambar 2.2 Palu Untuk Meratakan Bahan Baku Seng dan Kaleng Bekas di CV. Bintang Mas
2. Gunting
Alat ini berfungsi untuk menggunting lembaran bahan baku menjadi
bagian-bagian yang lebih kecil sesuai dengan kebutuhan.
Gambar 2.3 Gunting Besi untuk Memotong Bahan Baku
Seng dan Kaleng Bekas di CV. Bintang Mas
3. Alat Rol Tabung Sumbu
Alat ini berfungsi untuk mencetak lembaran bahan baku menjadi tabung
commit to user
II-4
Gambar 2.4 Alat Pencetak Tabung Sumbu di CV. Bintang Mas
4. Alat Bantu Proses Keling
Alat ini digunakan untuk membantu proses keling, ini digunakan sebagai
alas untuk proses tersebut, sedangkan untuk penempaannya menggukan
palu.
(a) (b)
Gambar 2.5 Alat (a)Landasan Untuk Proses Keling (b) Palu Untuk Penempa Untuk Proses Keling
2.1.5 ProsesProduksi Kompor Batik
Urutan proses produksi kompor batik pada CV. Bintang Mas adalah sebagai berikut:
1. Pemotongan bahan baku
Pada proses ini bahan baku kerangka kompor berupa kaleng dan seng
bekas dibongkar dan dipotong agar dapar manjadi lembaran bahan
baku. Pemotongan dilakukan dengan dimensi lebar 25 cm dengan
panjang tergantung dari masing-masing panjang dari bahan baku.
2. Perataan bahan baku
Pada proses ini, kaleng dan seng bekas yang sudah menjadi lembaran
kemudaian diratakan permukannya dengan cara ditempa dengan
commit to user
II-5
3. Pemotongan menjadi bagian yang lebih kecil
Proses pemotongan ini dilakukan pada bahan baku yang sudah
mempunyai permukaan yang rata. Bahan baku dipotong untuk bagiann
kecil lainnya, yaitu untuk tabung sumbu, ring atas, dan kaki kompor.
4. Proses pembentukam
Proses pembentukan disini ada beberapa macam karena bagian kompor
sendiri terbagi menjadi tiga bagian utama, yaitu bagian badan sumbu,
perapian dan kerangka. Untuk proses pembuatan bagian kerangka,
bahan baku yang sudah dipotongi sesuai dengan ukuran part yang akan
dibuat kemudian diproses untuk menghasilkan tabung minyak, kaki
kompor, dan ring atas. Sedangkan untuk bagian sumbu proses
pembentukannya adalah membuat tabung sumbu dengan tiga ukuran
yang berbeda, ring atas dan bawah. Untuk sumbu sendiri prosesnya
adalah manual dengan menggunakan tenaga tangan manusia untuk
memilin benang-benang sisa textile menjadi panjang dan dapat
dimanfaatkan untuk sumbu.
Untuk bagian-bagian perapian sebagian besar tidak diproses sendiri,
melainkan menggunakan jasa dari luar home industry tersebut.
Contohnya adalah piringan, kenir, pekaser, dan kerostin.
5. Perakitan awal
Pada proses ini semua part-part yang telah dibuat maupun didatangkan
dari home industry lain dirakit menjadi satu kesatuan. Tujuannya untuk
merakit part-part penyusun dari masing-masing bagian kompor. Untuk
bagian kerangka kompor bagian yang dirakit adalah tabung minyak, 3
kaki dan ring atas. Kemudian untuk bagian badan sumbu adalah merakit
tabung-tabung sumbu dengan piringan, ring atas, ring bawah, dan juga
memasukkan sumbu pada tabung sumbu.
6. Pengecetan
Pada proses ini yang mengalami pengecetan hanya bagian badan
kompor, sedangkan untuk badan sumbu tidak mengalami proses
commit to user
II-6
7. Perakitan
Pada proses ini dua bagaian dari kompor yaitu rangka dan badan sumbu
yang telah terangkai kemudian disatukan dengan bagian ketiga yaitu
bagian perapian yang terdiri dari piringan, kenir, pekaser, dan kerostin
8. Finishing
Pada proses ini adalah proses pemeriksaan kompor yang sudah siap
dikirim, apakah fungsi pembesar dan pengecil api berfungsi dengan baik
dan apakah sumbu dapat naik turun dengan mudah. Kompor yang lolos
proses pemeriksaan kemudian dilabeli dan dipak setiap 10 kompor.
2.2 PENGERTIAN ERGONOMI
Ergonomi berasal dari kata Yunani yaitu ergon berarti “kerja” dan nomos
berarti “hukum”. Ergonomi ialah cabang ilmu yang sistematis untuk
memanfaatkan informasi-informasi mengenai sifat, kemampuan, dan keterbatasan
manusia merancang suatu sistem kerja sehingga orang dapat hidup dan bekerja
pada sistem itu dengan baik, yaitu mencapai tujuan yang diinginkan melalui
pekerjaan itu dengan efektif, aman, dan nyaman (Sutalaksana, dkk., 2006).
Menurut Bridger (2003), ergonomi adalah ilmu yang mempelajari interaksi
antara manusia dan mesin dan faktor yang mempengaruhi interaksi. Tujuannya
adalah untuk meningkatkan interaksi kinerja sistem dengan memperbaiki mesin
manusia. Ini dapat dilakukan dengan “merancang-masukan” interface yang lebih
baik atau dengan 'merancang-keluaran' faktor dalam lingkungan kerja, dalam
tugas atau dalam organisasi kerja yang mendegradasi kinerja manusia-mesin.
Selain pengertian diatas ada pengertian lain yang menyatakan bahwa disiplin
ergonomi adalah suatu cabang keilmuan yang sistematis untuk memanfaatkan
informasi-informasi mengenai sifat, kemampuan, dan keterbatasan manusia untuk
merancang suatu sistem kerja sehingga orang dapat hidup dan bekerja pada sistem
dengan baik untuk mencapai tujuan yang dinginkan melalui pekerjaan dengan
efektif, efesien, aman, dan nyaman. Pokok-pokok mengenai disiplin ergonomi,
sebagai berikut (Wignjosoebroto, 1995) :
1. Fokus ergonomi adalah berkaitan erat dengan aspek-aspek manusia
didalam perencanaan "Man Made Object" dan lingkungan kerja. Secara
commit to user
II-7
tercipta produk, sistem atau lingkungan kerja yang sesuai dengan
manusia.
2. Ergonomi sebagai "A Dicipline Concered" yaitu pendekatan ergonomi
akan mampu menimbulkan "Fungtional Effetiveness" dan kenikmatan
pemakai dan peralatan, fasilitas maupun lingkungan kerja yang
dirancang.
3. Maksud dan tujuan dari pendekatan disiplin ergonomi diarahkan pada
uapaya memperbaiki performansi kerja manusia seperti menambah
kecepatan kerja, accuracy (ketetapan), keselamatan kerja, dan untuk
mengurangi kelelahan.
4. Pendekatan khusus disiplin ergonomi adalah aplikasi yang sistematis
dari informasi yang berkaitan dengan karateristik dan perilaku manusia
dalam perancangan alat, fasilitas dan lingkungan kerja yang dipakai.
Secara umum tujuan dari penerapan ergonomi (Tarwaka, dkk., 2004), yaitu:
1. Meningkatkan kesejahteraan fisik dan mental melalui upaya pencegahan
cedera dan penyakit akibat kerja, menurunkan beban kerja fisik, dan
mental, mengupayakan promosi dan kepuasan kerja.
2. Meningkatkan kesejahteraan sosial melalui peningkatan kualitas kontak
sosial, mengelola, dan mengkoordinir kerja secara tepat guna dan
meningkatkan jaminan sosial baik selama kurun waktu usia produktif
maupun setelah tidak produktif.
3. Menciptakan keseimbangan rasional antara berbagai aspek yaitu aspek
teknis, ekonomis, antropologis dan budaya dari setiap sistem kerja yang
dilakukan sehingga tercipta kualitas kerja dan kualitas hidup yang tinggi.
2.3 Desain dan Ergonomi
Manusia dalam kehidupan sehari-harinya akan banyak menggunakan
berbagai macam produk, mesin maupun peralatan kerja untuk memenuhi
kebutuhannya. Manusia merupakan komponen yang penting untuk setiap sistem
operasional (sistem manusia – mesin) yang berfungsi untuk menghasilkan sebuah
aktivitas kerja. Agar sistem tersebut bisa berfungsi baik, maka sub-sistem
commit to user
II-8
dengan yang lain. Hal ini tidak saja menyangkut komponen (elemen) yang berada
didalam sub-sistem mesin, tetapi juga menyangkut manusia yang akan
berinteraksi dengan sub-sistem mesin tersebut untuk membentuk sebuah sistem
manusia-mesin (man-machine system). Oleh karena itu seorang perancang produk
haruslah bisa mengintegrasikan semua aspek manusiawi tersebut dalam
karya-karya rancangannya dalam sebuah konsep “Human Integrated Design”
(Wignjosoebroto, 2000).
Desain dapat diartikan sebagai salah satu aktivitas luas dari inovasi desain
dan teknologi yang digagaskan, dibuat, dipertukarkan (melalui transaksi jual-beli)
dan fungsional. Desain merupakan hasil kreativitas budi-daya (man-made object)
manusia yang diwujudkan untuk memenuhi kebutuhan manusia, yang
memerlukan perencanaan, perancangan maupun pengembangan desain, yaitu
mulai dari tahap menggali ide atau gagasan, dilanjutkan dengan tahapan
pengembangan, konsep perancangan, sistem dan detail, pembuatan prototyp dan
proses produksi, evaluasi, dan berakhir dengan tahap pendistribusian. (Wardani,
2003).
Secara umum aplikasi konsep Human Integrated Design (HID) dapat
dijelaskan berdasarkan 2 (dua) prinsip yaitu : pertama, seorang perancang produk
harus menyadari benar bahwa faktor manusia akan menjadi kunci penentu sukses
didalam operasionalisasi sistem manusia-mesin (produk). Kedua, seorang
perancang produk harus juga menyadari bahwa setiap produk akan memerlukan
informasi-informasi detail dari semua faktor yang terkait dalam setiap proses
perancangan. (Wignjosoebroto, 2000).
Penerapan ergonomi dalam desain sistem harus membuat sistem kerja
lebih baik dengan menghilangkan aspek sistem yang berfungsi undesireable dan
tidak terkendali (Bridger, 2003), seperti :
1. Inefisiensi
2. Kelelahan
3. Kecelakaan, cedera dan kesalahan
4. Pengguna kesulitan
commit to user
II-9
Menurut Granjean (1982) dalam Wignjosoebroto (2000), fokus perhatian
dari sebuah kajian ergonomis akan mengarah ke upaya pencapaian sebuah
rancangan produk yang memenuhi persyaratan “fitting the task to the man”. Hal
ini berarti setiap rancangan sistem manusia-mesin (produk) yang akan dibuat
haruslah selalu dipikirkan untuk kepentingan (dalam arti keselamatan, keamanan,
maupun kenyamanan) manusia. Perancangan sebuah produk dengan memusatkan
perhatian pada aspek-aspek keunggulan teknologi memang juga penting, terutama
untuk meningkatkan kemampuan teknis-fungsional dari produk tersebut. Akan
tetapi performansi produk baru akan bisa maksimal dicapai bilamana terjadi
“synergy process” pada saat terjadi interaksi timbal-balik yang serasi dan selaras dengan manusia-operator yang akan melayani, mengoperasikan, dan
mengendalikannya (Wignjosoebroto, 2000).
Pertimbangan ergonomis dalam proses perancangan produk yang paling
tampak nyata aplikasinya adalah melalui pemanfaatan data anthropometri
(ukuran tubuh) guna menetapkan dimensi ukuran geometris dari produk dan juga
bentuk-bentuk tertentu dari produk yang disesuaikan dengan ukuran maupun
bentuk (feature) tubuh manusia pemakainya. Data anthropometri yang
menyajikan informasi mengenai ukuran maupun bentuk dari berbagai anggota
tubuh manusia yang dibedakan berdasarkan usia, jenis kelamin, suku-bangsa
(etnis), posisi tubuh pada saat bekerja, dan sebagainya serta diklasifikasikan
dalam segmen populasi pemakai (persentile) perlu diakomodasikan dalam
penetapan dimensi ukuran produk yang akan dirancang (Wignjosoebroto, 2000).
2.4 Perancangan Dengan Metode Rasional
Metode rasional menggunakan pendekatan yang sistematis dalam
perancangan. Metode ini banyak digunakan dalam perancangan karena memiliki
tahapan yang jelas sehingga dapat memberikan hasil rancangan dan produk akhir
yang berkualitas (Cross, Nigel 1994). Adapun langkah-langkah metode rasional
antara lain :
2.4.1Clarifying Objectives
Tahap penting pertama dalam perancangan adalah bagaimana mencoba
commit to user
II-10
membantu pada keseluruhan tahap perancangan, bila tujuan perancangan sudah
jelas, walaupun tujuan itu dapat berubah selama proses perancangan. Tujuan awal
dan sementara dapat berubah, meluas atau menyempit, atau benar-benar berubah
asalkan permasalahan menjadi lebih dimengerti dan sepanjang penyelesaian
ide-ide dapat berkembang.
Clarifying objectives menunjukkan tujuan dan maksud umum untuk
pencapaian tujuan yang sedang dalam pertimbangan. Metode ini menunjukkan
bentuk diagramatis dimana tujuan-tujuan yang berbeda dihubungkan satu sama
lain, serta pola hirarki tujuan dan sub tujuan. Langkah-langkah pembuatan
clarifying objectives adalah sebagai berikut :
a. Menyiapkan daftar tujuan perancangan, dimana daftar tersebut diambil dari
ringkasan perancangan.
b. Menyusun daftar ke dalam kumpulan tujuan tingkat tinggi dan tingkat rendah.
Perluasan daftar tujuan dan sub tujuan secara kasar dapat dikelompokkan ke
dalam tingkatan hirarki.
c. Menggambarkan diagram clarifying objectives, hubungan hirarki dan garis
hubungannya.
2.4.2Establishing Function
Establishing functions bertujuan untuk menentukan fungsi-fungsi yang
dibutuhkan dan batasan sistem dari perancangan yang akan dilakukan.
Langkah-langkah pembuatan establishing functions adalah sebagai berikut :
a. Menunjukkan fungsi perancangan secara umum dalam perubahan input
menjadi output yang diinginkan.
b. Memecah fungsi umum menjadi sub fungsi dasar yang lebih spesifik.
c. Menggambarkan diagram blok yang menggambarkan interaksi antar sub-fungsi
dasar.
2.4.3Performance Specification
Performance specification bertujuan untuk membuat spesifikasi yang akurat
dari kebutuhan perancangan. Spesifikasi yang telah ditentukan oleh perancang
ditetapkan sebagai tujuan perancangan dengan mencantumkan kriteria-kriteria.
commit to user
II-11
a. Menimbang perbedaan tingkatan umum penyelesaian yang dapat diterima.
b. Menentukan tingkatan umum yang nantinya akan dioperasikan.
c. Mengidentifikasi atribut yang dibutuhkan.
d. Menyebutkan persyaratan yang diperlukan atribut dengan tepat dan teliti.
2.5 Manusia Mesin
Sistem manusia mesin adalah kombinasi antara satu atau beberapa manusia
dengan satu atau beberapa mesin dimana salah satu dengan yang lainnya akan
saling berinteraksi untuk menghasilkan keluaran-keluaran berdasarkan
masukan-masukan yang diperoleh (Wignjosoebroto, 1995). Dalam kaitannya dengan sistem
manusia mesin maka dikenal tiga macam hubungan yaitu:
1. Sistem Manusia-Mesin Hubungan Manual (Manual Man-Machine System)
Dalam sistem ini input akan langsung ditransformasikan oleh manusia
menjadi output. Disini manusia masih memegang kendali secara penuh
didalam melaksanakan aktivitasnya. Peralatan kerja yang ada hanyalah
sekedar menambah kemampuan atau kapabilitas dalam menyelesaikan
pekerjaan yang dibebankan kepadanya.
2. Sistem Manusia-Mesin Hubungan Semi Otomatis (Semi Automatic Man-Machine System)
Adanya revolusi industri dan perkembangan teknologi maka telah
berhasil ditemukan berbagai mesin dan peralatan kerja yang semakin
kompleks. Tidak seperti halnya pada manual sistem maka dalam semi
automatic man-machine sistem akan ada mekanisme khusus yang akan
mengolah input atau informasi dari luar sebelum masuk kedalam sistem
kerja manusia dan demikian pula reaksi yang berasal dari sistem manusia
ini akan diolah atau dikontrol terlebih dahulu melewati suatu mekanisme
tertentu sebelum suatu output berhasil diproses. Sistem dimana mesin
akan memberikan power (tenaga) dan manusia akan melaksanakan fungsi
commit to user
II-12
3. Sistem Manusia-Mesin Hubungan Otomatis (Automatic Man-Machine System)
Pada sistem yang berlangsung secara otomatis, maka disini mesin akan
melaksanakan fungsi dua sekaligus yaitu menerima rangsangan dari luar
(sensing) dan pengendali aktivitas seperti umumnya yang dijumpai dalam
prosedur kerja yang normal. Fungsi operator disini hanyalah memonitor
dan menjaga agar supaya mesin tetap bekerja dengan baik serta
memasukkan data atau mengganti dengan program-program baru apabila
diperlukan.
Penyelidikan terhadap fungsi manusia-mesin adalah di dasarkan atas suatu
kenyataan bahwa antara manusia dan mesin masing-masing mempunyai kelebihan
dan kekurangan. Hal ini berarti ada pekerjaan yang lebih baik jika dikerjakan oleh
manusia dan sebaliknya ada pula pekerjaan lainnya yang mungkin akan lebih baik
bila pelaksanaannya dilakukan oleh dominasi mesin (Wignjosoebroto, 1995).
Dibandingkan dengan mesin, manusia sebagai komponen yang ada dalam
proses produksi akan memiliki beberapa keterbatasan-keterbatasan antara lain
(Wignjosoebroto, 1995) :
1. Tidak bisa menghasilkan tenaga fisik ataupun tekanan dalam jumlah
besar
2. Tidak bisa menggunakan kekuatan ototnya dengan intensitas yang tetap
dan akurasi yang tinggi
3. Tidak bisa menampilkan kecepatan kerja yang tinggi dan
gerakan-gerakan yang berulang tanpa kenal lelah, bosan maupun menimbulkan
kesalahan.
4. Tidak bisa melakukan analisa dan kalkulasi perhitungan
masalah-masalah yang terlalu kompleks secara cepat dan tepat.
5. Tidak bisa mengerjakan berbagai tugas yang berbeda-beda secara
serentak dalam kurun waktu yang relatif bersamaan.
6. Tidak bisa menyimpan dan memanggil/mengingat kembali sejumlah
data dalam jumlah besar secara tepat dan akurat.
7. Tidak bisa memberikan tanggapan secara cepat terhadap signal kendali
commit to user
II-13
8. Tidak bisa memberikan performans dan fungsi kerja secara memuaskan
bilamana kondisi lingkungan fisik kerja seperti panas, dingin, bising,
kelembaban, dan sebagainya berada diatas ambang batas
kesanggupannya.
Selanjutnya dibandingkan dengan manusia, mesin istilah ini juga dipakai
untuk menyebut fasilitas kerja lainnya yang non-human secara umum juga akan
memiliki keterbatasan-keterbatasan antara lain (Wignjosoebroto, 1995) :
1. Tidak bisa memberi tanggapan terhadap perintah-perintah yang diluar
batas kemampuan yang telah dirancang sebelumnya.
2. Tidak bisa memberi tanggapan terhadap kejadian-kejadian yang tidak
diramalkan sebelumnya.
3. tidak bisa berfikir induktif yaitu menarik kesimpulan umum dari hal-hal
yang bersifat khusus.
4. Tidak bisa berfikir kreatif seperti menggambarkan cara/pola baru dalam
melaksanakan aktivitas operational.
5. Tidak bisa bertindak fleksibel seperti menggunakan alternatif-alternatif
baru yang tidak dirancang/diprogramkan sebelumnya.
6. Tidak bisa berfungsi secara layak diluar batas beban atas kapasitas
normalnya.
2.6 Anthropometri
Menurut Pheasant (1998) dalam Wardani (2003), athropometri berasal dari
kata antropos yang berarti manusia, dan metrikos yang berarti pengukuran.
Sehingga anthropometri diartikan sebagai suatu ilmu yang secara khusus
berkaitan dengan pengukuran tubuh manusia yang digunakan untuk menentukan
perbedaan pada individu, kelompok, dan sebagainya. Perbandingan fungsional
individual orang dewasa dan anak-anak dapat diketahui dengan sistem proporsi
anthromorfis didasarkan pada dimensi-dimensi tubuh manusia. Salah satu caranya
adalah dengan mengukur tubuh dalam berbagai posisi standard dan tidak bergerak
(static anthropometry), serta saat melakukan gerakan tertentu yang berkaitan
dengan kegiatan yang harus diselesaikan (dynamic anthropometry). Misalnya,
perancangan kursi mobil (gerakan mengoperasikan kemudi, pedal, tangkai
commit to user
II-14
bentuk range/rentangan gerakan, kekuatan, ketahanan, kecepatan, dan ketelitian
(Wardani, 2003).
Data anthropometri ini menyajikan informasi mengenai ukuran tubuh
manusia, yang dibedakan berdasarkan usia, jenis kelamin, suku bangsa (etnis),
posisi tubuh saat beraktivitas, dan sebagainya, serta diklasifikasikan dalam
segmen populasi pemakai, perlu diakomodasikan dalam penetapan dimensi
ukuran produk desain yang dirancang guna menghasilkan kualitas rancangan yang
tailor made dan memenuhi persyaratan fittness for use (Wignjosoebroto, 2000).
Anthropometri merupakan bidang ilmu yang berhubungan dengan dimensi
tubuh manusia. Dimensi-dimensi ini dibagi menjadi kelompok statistika dan
ukuran persentil. Jika seratus orang berdiri berjajar dari yang terkecil sampai
terbesar dalam suatu urutan, hal ini akan dapat diklasifikasikan dari 1 percentile
sampai 100 percentile. Data dimensi manusia ini sangat berguna dalam
perancangan produk dengan tujuan mencari keserasian produk dengan manusia
yang memakainya. Pemakaian data anthropometri mengusahakan semua alat
disesuaikan dengan kemampuan manusia, bukan manusia disesuaikan dengan alat.
Rancangan yang mempunyai kompatibilitas tinggi dengan manusia yang
memakainya sangat penting untuk mengurangi timbulnya bahaya akibat terjadinya
kesalahan kerja akibat adanya kesalahan disain (design-induced error)
(Liliana, 2007).
Data anthropometri yang ada dibedakan menjadi dua kategori, (Pullat,1992),
yaitu:
1. Dimensi struktural (statis),
Dimensi struktural ini mencakup pengukuran dimensi tubuh pada posisi
tetap dan standar. Dimensi tubuh yang diukur dengan posisi tetap
meliputi berat badan, tinggi tubuh dalam posisi berdiri, maupun duduk,
ukuran kepala, tinggi atau panjang lutut berdiri maupun duduk, panjang
lengan, dan sebagainya.
2. Dimensi fungsional (dinamis),
Hal pokok yang ditekankan pada pengukuran dimensi fungsional tubuh
gerakan-commit to user
II-15
gerakan nyata yang diperlukan untuk melaksanakan kegiatan-kegiatan
tertentu.
Data anthropometri dapat diaplikasikan dalam beberapa hal,
(Wignjosoebroto, 1995) yaitu:
1. Perancangan area kerja
2. Perancangan peralatan kerja seperti mesin, perkakas dan sebagainya
3. Perancangan produk-produk konsumtif seperti pakaian, kursi/meja
komputer, dan lain-lain
4. Perancangan lingkungan kerja fisik
Perbedaan antara satu populasi dengan populasi yang lain adalah
dikarenakan oleh faktor-faktor (Nurmianto, 2004), sebagai berikut:
1. Keacakan/random
2. Jenis kelamin
3. Suku bangsa
4. Usia
5. Jenis pekerjaan
6. Pakaian
7. Faktor kehamilan pada wanita
8. Cacat tubuh secara fisik
Pengukuran dimensi struktur tubuh yang biasa diambil dalam perancangan
produk maupun fasilitas dapat dilihat pada gambar 2.6 di bawah ini.
Gambar 2.6 Anthropometri Untuk Perancangan Produk Atau Fasilitas
commit to user
II-16 Keterangan gambar 2.6, yaitu:
1 : Dimensi tinggi tubuh dalam posisi tegak (dari lantai sampai dengan ujung
kepala).
2 : Tinggi mata dalam posisi berdiri tegak.
3 : Tinggi bahu dalam posisi berdiri tegak.
4 : Tinggi siku dalam posisi berdiri tegak (siku tegak lurus).
5 : Tinggi kepalan tangan yang terjulur lepas dalam posisi berdiri tegak (dalam
gambar tidak ditunjukkan).
6 : Tinggi tubuh dalam posisi duduk (di ukur dari alas tempat duduk pantat
sampai dengan kepala).
7 : Tinggi mata dalam posisi duduk.
8 : Tinggi bahu dalam posisi duduk.
9 : Tinggi siku dalam posisi duduk (siku tegak lurus).
10 : Tebal atau lebar paha.
11 : Panjang paha yang di ukur dari pantat sampai dengan. ujung lutut.
12 : Panjang paha yang di ukur dari pantat sampai dengan bagian belakang dari
lutut betis.
13 : Tinggi lutut yang bisa di ukur baik dalam posisi berdiri ataupun duduk.
14 : Tinggi tubuh dalam posisi duduk yang di ukur dari lantai sampai dengan
paha.
15 : Lebar dari bahu (bisa di ukur baik dalam posisi berdiri ataupun duduk).
16 : Lebar pinggul ataupun pantat.
17 : Lebar dari dada dalam keadaan membusung (tidak tampak ditunjukkan
21 : Panjang tangan di ukur dari pergelangan sampai dengan ujung jari.
22 : Lebar telapak tangan.
23 : Lebar tangan dalam posisi tangan terbentang lebar kesamping kiri kanan
commit to user
II-17
24 : Tinggi jangkauan tangan dalam posisi berdiri tegak.
25 : Tinggi jangkauan tangan dalam posisi duduk tegak.
26 : Jarak jangkauan tangan yang terjulur kedepan di ukur dari bahu sampai
dengan ujung jari tangan.
27 : Tinggi dalam posisi berdiri dari ujung kaki hingga pantat bagian bawah.
2.7 Postur Kerja
Postur ditandai dengan mengukur hubungan sudut antara berbagai
menghubungkan tubuh dan tetap kerangka acuan. Kerangka acuan yang paling
intuitif adalah segmen lain badan utama, seperti sebagai lengan untuk postur
pergelangan tangan atau batang tubuh untuk postur leher. Namun, beberapa sistem
menggunakan referensi jenis lainnya, seperti cakrawala. Tindakan mencakup
besar dan durasi postur tertentu (MacLeod, 2000).
Menurut MacLeod (2000), postur netral adalah posisi optimal tiap sendi
yang menyediakan kekuatan paling besar, kontrol gerakan yang paling atas, dan
stres fisik paling kecil pada sendi dan jaringan di sekitarnya. Secara umum, posisi
ini sudah dekat titik tengah dari berbagai macam gerakan, yaitu posisi di mana
otot-otot sekitar sendi seimbang dan santai. Ada pengecualian penting untuk
aturan titik-titik tengah ini. Contohnya adalah postur lengan yang dipengaruhi
oleh gravitasi, dan lutut yang berfungsi dengan baik dekat posisi
perpanjangannya.
2.8 Metode Rapid Entire Body Assessment (REBA)
Menurut McAtamney dan Hignett (2000), REBA dikembangkan untuk
menilai jenis postur kerja tak terduga yang ditemukan di industri jasa layanan
kesehatan dan lainnya. Data dikumpulkan tentang postur tubuh, kekuatan
digunakan, jenis gerakan atau tindakan, dan kopling. REBA skor akhir ini
dihasilkan untuk memberikan indikasi dari levl risiko dan urgensi yang bahu
tindakan diambil.
Metode ini mengharuskan pengamat untuk mengkategorikan postur segmen
tubuh individu untuk tingkat perpindahan dari sudut netral. Awalnya, metode
REBA dapat digunakan untuk mengukur perbedaan postur antara kondisi yang
commit to user
II-18
sehubungan terhadap tingkat stres tempat pada tubuh, dan menggunakan nilai
REBA sebagai indikasi kelayakan postur (Knight et al, 2010) .
REBA merupakan suatu metode penilaian postur untuk menilai faktor resiko
gangguan tubuh keseluruhan (McAtamney dan Hignett, 2000). Untuk
masing-masing tugas (task), menilai faktor postur tubuh dengan penilaian pada
masing-masing grup yang terdiri atas 2 grup, yaitu:
1. Grup A terdiri atas postur tubuh atas dan bawah batang tubuh (trunk), Leher
(neck), dan kaki (legs)
2. Grup B terdiri atas postur tubuh kanan dan kiri dari lengan atas (upper arm),
lengan bawah (lower arm), dan pergelangan tangan (wrist).
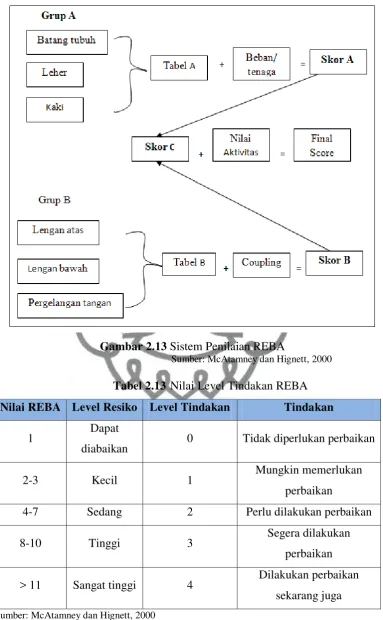
Pada masing-masing grup, diberikan suatu skala skor postur tubuh dan suatu
pernyataan tambahan. Diberikan juga faktor beban/ kekuatan dan kopling
(coupling). Dengan melihat pada tabel penilaian untuk masing-masing postur,
tabel A untuk grup A, dan tabel B untuk grup B. skor A adalah jumlah dari hasil
pada tabel A dan skor beban/ kekuatan. Skor B adalah jumlah skor dari tabel B
dan skor kopling untuk masing-masing tangan. Skor C dibaca dari tabel C dengan
memasukkan skor A dan skor B, sehingga diperoleh skor REBA dengan jumlah
dari skor C dan skor tindakan. Akhirnya diperoleh suatu hasil berupa tingkatan
level resiko.
Grup A
1. Batang tubuh (trunk)
Gambar 2.7 Postur Tubuh Bagian Batang Tubuh (trunk)
commit to user
II-19
Tabel 2.1 Skor Batang Tubuh (trunk)
Locate Trunk Position Score Adjustment
Posisi normal (tegak lurus) 1
+1 jika batang tubuh
berputar/bengkok/bungkuk
0-200 (ke depan maupun
belakang)
2
<200 atau 200 - 600 3
>600 4
Sumber: McAtamney dan Hignett, 2000
2. Leher (neck)
Gambar 2.8 Postur Tubuh Bagian Leher (neck)
Sumber: McAtamney dan Hignett, 2000
Tabel 2.2 Skor Leher (neck)
Locate Neck Position Score Adjustment
100 - 200 1 +1 jika leher
berputar/bengkok
>200 (ke depan maupun belakang) 2
Sumber: McAtamney dan Hignett, 2000
3. Kaki (legs)
Gambar 2.9 Postur Tubuh Bagian Kaki (leg)
commit to user
II-20
Tabel 2.3 Skor Kaki (leg)
Locate Legs Position Score Adjustment
Posisi normal/seimbang
(berjalan/duduk)
1
+1 jika lutut antara 300– 600
+2 jika lutut > 600
Bertumpu pada satu kaki lurus 2
Sumber: McAtamney dan Hignett, 2000
4. Beban (load)
Tabel 2.4 Skor Beban (load)
Load Score Adjustment
< 5 kg 0
Gambar 2.10 Postur Tubuh Bagian Lengan Atas (upper arm)
Sumber: McAtamney dan Hignett, 2000
Tabel 2.5 Skor Lengan Atas(upper arm)
Locate Upper Arm Position Score Adjustment
commit to user
II-21
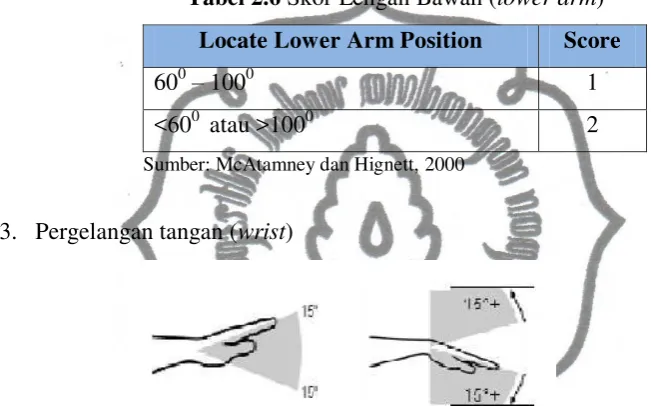
2. Lengan bawah (lower arm)
Gambar 2.11 Postur Tubuh Bagian Lengan Bawah(lower arm)
Sumber: McAtamney dan Hignett, 2000
Tabel 2.6 Skor Lengan Bawah (lower arm)
Locate Lower Arm Position Score
600– 1000 1
<600 atau >1000 2
Sumber: McAtamney dan Hignett, 2000
3. Pergelangan tangan (wrist)
Gambar 2.12 Postur Tubuh Bagian Pergelangan Tangan (wrist)
Sumber: McAtamney dan Hignett, 2000
Tabel 2.7 Skor Pergelangan Tangan (wrist)
Locate Lower Arm Position Score Adjustment
00– 150 (ke atas maupun ke bawah) 1 +1 jika pergelangan tangan
berputar menjauhi sisi tengah
>150 (ke atas maupun ke bawah) 2
commit to user
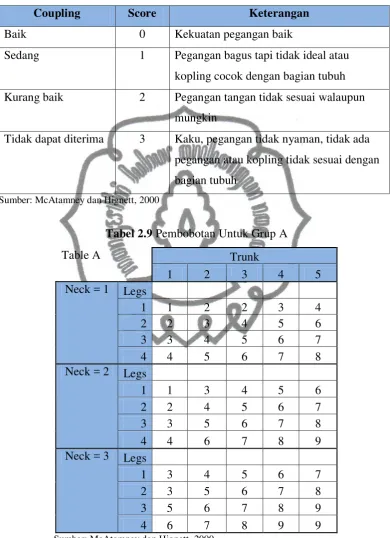
II-22 Adjustment
Kopling (coupling)
Tabel 2.8 Skor Coupling
Coupling Score Keterangan
Baik 0 Kekuatan pegangan baik
Sedang 1 Pegangan bagus tapi tidak ideal atau
kopling cocok dengan bagian tubuh
Kurang baik 2 Pegangan tangan tidak sesuai walaupun
mungkin
Tidak dapat diterima 3 Kaku, pegangan tidak nyaman, tidak ada
pegangan atau kopling tidak sesuai dengan
bagian tubuh
Sumber: McAtamney dan Hignett, 2000
Tabel 2.9 Pembobotan Untuk Grup A
commit to user
II-23
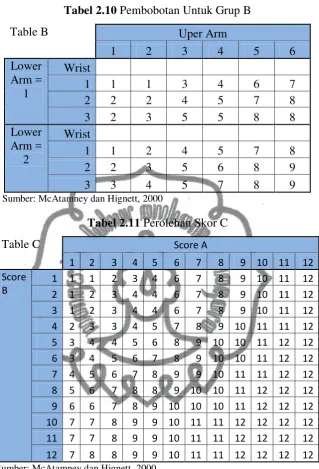
Tabel 2.10 Pembobotan Untuk Grup B
Table B Uper Arm
Tabel 2.11 Perolehan Skor C
Table C Score A
Tabel 2.12 Skor Aktivitas REBA
Aktivitas Score Keterangan
Postur Statik 1 1 atau lebih bagian tubuh statis/diam
Pengulangan 1 Tindakan berulang-ulang
Ketidakstabilan 1 Tindakan menyebabkan jarak yang
besar dan cepat pada postur (tidak stabil)
commit to user
II-24
Gambar 2.13 Sistem Penilaian REBA
Sumber: McAtamney dan Hignett, 2000
Tabel 2.13 Nilai Level Tindakan REBA
Nilai REBA Level Resiko Level Tindakan Tindakan
1 Dapat
diabaikan 0 Tidak diperlukan perbaikan
2-3 Kecil 1 Mungkin memerlukan
perbaikan
4-7 Sedang 2 Perlu dilakukan perbaikan
8-10 Tinggi 3 Segera dilakukan
perbaikan
> 11 Sangat tinggi 4 Dilakukan perbaikan
sekarang juga
commit to user
II-25
2.9 Perancangan Produk
Perancangan adalah suatu proses yang bertujuan untuk menganalisa,
menilai, memperbaiki dan menyusun suatu sistem, baik secara fisik maupun
nonfisik yang optimum untuk waktu yang akan datang dengan memanfaatkan
informasi yang ada (Lazuardy, 2009).
Perancangan suatu alat termasuk dalam metode teknik, dengan demikian
langkah-langkah pembuatan perancangan akan mengikuti metode Merris Asimow
yang menerangkan bahwa perancangan teknik adalah suatu aktivitas dengan
maksud tertentu menuju ke arah tujuan pemenuhan kebutuhan manusia. Dari
definisi tersebut terdapat tiga hal yang harus di perhatikan dalam perancangan
antara lain (Lazuardy, 2009):
1. Aktivitas untuk maksud tertentu
2. Sasaran pada pemenuhan kebutuhan manusia
3. Berdasarkan pada pertimbangan teknologi
Prosedur perancangan yang merupakan tahapan umum teknik perancangan
dikenal dengan sebutan NIDA, yang merupakan kepanjangan dari need, idea,
decision, and action. Artinya tahap pertama seorang perancang menetapkan dan
mengidentifikasikan kebutuhan (need), sehubungan dengan alat atau produk yang
harus dirancang. Kemudian dilanjutkan dengan pengembangan ide-ide (idea)
yang melahirkan berbagai alternatif untuk memenuhi kebutuhan tadi. Dilakukan
suatu penilaian dan penganalisaan terhadap berbagai alternatif yang ada, sehingga
perancang dapat memutuskan (decision) suatu alternatif terbaik. Hasil rancangan
yang dibuat dituntut dapat memberikan kemudahan dan kenyamanan bagi
pemakai (Lazuardy, 2009).
2.10 Pengukuran Kerja Fisik
Penilaian beban kerja fisik dapat dilakukan dengan dua metode secara
objektif, yaitu metode penilaian secara langsung dan tidak langsung (Tarwaka,
2004). Metode pengukuran langsung yaitu melalui pengukuran energi ekspenditur
(energi yang dikeluarkan) melalui asupan oksigen selama bekerja. Semakin berat
beban kerja semakin banyak energi yang dikonsumsi. Penilaian beban kerja fisik
secara tidak langsung dilakukan dengan menggunakan denyut nadi selama
commit to user
II-26
1. Penilaian beban kerja fisik dengan menggunakan denyut jantung
Denyut jantung adalah suatu alat estimasi laju metabolisme yang baik,
kecuali dalam keadaan emosi dan vasodilatasi (Tarwaka, 2004). Kategori berat
ringannya berdasarkan pada denyut jantung dapat dilihat pada Tabel 2.14 berikut
ini.
Tabel 2.14 Klasifikasi Beban Kerja Fisik
Tingkat Pekerjan
Pengukuran denyut jantung selama kerja merupakan suatu metode untuk
menilai cardiovasculair strain. Salah satu peralatan yang dapat digunakan untuk
menghitung denyut jantung adalah telemetri dengan menggunakan rangsangan
Electro Cardio Graph (ECG). Apabila peralatan tersebut tidak tersedia maka
dapat dicatat secara manual memakai stopwatch dengan metode 10 denyut
(Tarwaka, 2004),. Dalam penelitian ini, denyut yang diukur adalah denyut nadi
karena untuk kemudahan pengukuran. Metode 10 denyut dilakukan dengan
mengukur waktu yang diperlukan nadi untuk berdetak selama 10 detik, kemudian
dikonversi dengan menggunakan formula, sebagai berikut:
Denyut nadi (denyut/menit) = 60
10
dilakukan dengan menggunakan metode 15 detik maupun 30 detik. Keuntungan
menggunakan denyut nadi untuk menentukan beban kerja yaitu mudah dilakukan,
cepat, dan hasilnya dapat diandalkan. Hal tersebut didasarkan pada pendapat E.
Grandjean (1993) dalam Tarwaka (2004), yang menjelaskan bahwa konsumsi
energi sendiri tidak cukup untuk mengestimasi beban kerja fisik. Beban kerja fisik
tidak hanya dapat ditentukan dengan menggunakan jumlah KJ yang dikonsumsi,
tetapi juga jumlah otot yang terlibat dan beban statis yang diterima dan tekanan