PENINGKATAN AKURASI DIMENSI PRODUK HASIL PEMESINAN
DENGAN REPETITION OF ACTIVITY
(STUDI PADA OPERATOR PEMULA)
Eko Yudiyanto Politeknik Negeri Malang
Kontak person: Eko Yudianto
E-mail: eko.yudiyanto@polinema.ac.id
Abstrak
Proses pemesinan merupakan kegiatan utama dalam industri manufaktur. Untuk menghasilkan kualitas yang baik, setiap hasil pemesinan harus sesuai dengan spesifikasi yang ditentukan. Operator memegang peran yang sangat penting untuk menghasilkan produk pemesinan yang berkualitas. Sebuah pengamatan tentang kemampuan operator mesin perkakas mesin bubut diamati untuk melihat kemampuan operator mesin pada masa pelatihan awal dengan melihat penyimpangan produk yang dikerjakan. Pengulangan aktivitas latihan akan menghasilkan kemampuan peningkatan akurasi produk hasil pemesinan. Dari hasil pengamatan diketahui bahwa kepekaan operator bubut terhadap ukuran harus dibangun dengan proses latihan praktik berulang ulang. Pada pelatihan operator bubut pemula kesalahan ukuran sering terjadi karena lemahnya kemampuan membaca alat ukur dan penandaan ukuran pada mesin. Dengan latihan berulang tersebut akan meningkatkan kemampuan akurasi pemotongan yang ditandai dengan nilai standar deviasi yang lebih kecil selama beberapa kali proses latihan
Kata Kunci:pemesinan, mesin bubut, spesifikasi, akurasi pembubutan, deviasi pengukuran
1. Pendahuluan
Persaingan usaha dalam industri manufaktur yang semakin kompetitif. Dalam menghadapi kondisi tersebut, perusahaan dituntut lebih produktif, mampu melakukan inovasi, meningkatkan kualitas, serta meningkatkan volume produksi dengan sumber daya yang efisien [1].
Proses pemesinan merupakan kegiatan utama yang dilakukan dalam dunia industri manufaktur Membubut adalah salah satu jenis pemesinan kompetensi pada bidang pemesinan tugas dan pekerjaan pemotongan logam untuk membentuk benda benda poros dengan diameter tertentu dan panjang tertentu [2]. Operator yang menangani pemesinan mesin bubut harus dapat menguasai kompetensi keterampilan tersebut, sehingga pada akhirnya, kompetensi yang sudah dimiliki dapat digunakan dalam proses pemesinan dalam dunia industry. Setiap produk yang dihasilkan memiliki spesifikasi atau ciri kualitas tertentu yang telah ditetapkan. Kesesuaian spesifikasi produk dengan rancangan dapat diketahui dengan melakukan pengukuran terhadap produk. Kesalahan spesifikasi membuat produk tidak berfungsi dan ditolak oleh konsumen.
Dalam suatu proses produksi kesalahan dimensi tidak boleh melebihi batas toleransi atau sepesifikasi yang telah ditentukan Untuk menjaga kualitas produk yang dihasilkan, perlu dilakukan perencanaan produksi yang tepat mulai dari sumber daya manusia sampai sumber daya material yang tersedia. Penyusunan rencana sebelum melaksanakan pemotongan diharapkan dapat lebih memahami tugas, sehingga dapat menentukan langkah-langkah kerja dan parameter pemesinan dengan lebih baik, benda kerja yang dihasilkan dapat lebih berkualitas sesuai dengan bentuk dan geometri ukuran [3]. Pada saat proses pemeriksaan setiap produk hasil pemesinan harus sesuai dengan sepsifikasi. Pengukuran dengan peralatan Go–NoGo merupakan bentuk pengukuran yang memudahkan inspeksi hasil pemesinan. Pengukuran merupakan bentuk pengendalian kualitas. Pengendalian kualitas untuk
menurunkan jumlah reject pada proses pemesinan. Besarnya produk defect tidak boleh melebihi
standar yang telah ditetapkan perusahaan. Banyaknya produkdefectdisebabkan oleh proses produksi
Operator merupakan aset yang berperan penting dalam proses pemesinan, dengan demikian perlu untuk diperhatikan latar belakang tingkat pendidikannya dan ketrampilan yangdimiliki. Tingkat pendidikan dan ketrampilan yang dimiliki akan mempengaruhi pola pikir, sikap dan tingkah laku pada pengopersian mesin perkakas. Untuk dapat menentukan kualitas produk pemesinan operator harus mampu menjalankan mesin dengan pengetahuan dan ketrampilan yang memadahi serta dapat mengembangkan kemampuan dan keahlian mereka. Sumber daya manusia merupakan salah satu faktor kunci dalam dunia industri. Sumber daya manusia sebagai pelaku utama dalam usaha mewujudkan kualitas produk yang baik. Untuk mencapai kondisi tersebut, manusia yang bekerja harus memiliki kompetensi yang tinggi agar mampu menghasilkan produk-produk yang berkualitas di perusahaan[5].
Permasalahan dalam industri, tenaga kerja fresh graduate sering kali belum mendapatkan
kemampuan ketrampilan yang diharapkan, sehingga diperlukan pelatihan untuk meningkatkan ketrampilan pekerja. Penelitian ini mengamati peningkatan kemampuan pekerja baru dalam proses pelatihan proses pemesinan dengan mengukur produk hasil pelatihan yang dilakukan. Hasil pekerjaan selanjutnya dibandingkan dengan spesifikasi produk yang diminta. Pengamatan ditujukan pada operator mesin bubut
a. Peningkatan Kualitas
Kualitas merupakan karakteristik produk yang ditentukan sesuai dengan tujuan suatu produk dibuat. Spesifikasi merupakan syarat karakteristik pabrikasi suatu produk. Pengukuran mutu ditentukan antara kesesuaian spesifikasi dengan produk yang dibuat. Jika spesifikasi tersebut tidak terpenuhi, maka spesifikasi yang ditetapkan harus revisi. Kualitas dipengaruhi oleh banyak faktor, antara lain, pemilihan proses pembuatan, latihan dan pengawasan kerja, sistem jaminan kualitas, prosedur jaminan kualitas, dan kemampuan tenaga kerja untuk mencapai kualitas.
Alat yang digunakan untuk pengendalian kualitas salah satunya adalah dengan metode statistik. Statistik merupakan suatu kumpulan dari sejumlah data yang dihubungkan dengan suatu subjek atau kelompok untuk dibandingkan dan dianalisa. Statistik mengolah data melalui proses pengumpulan, penyusunan, analisa, pengertian, dan penyajian data kuantitatif. Metode statistik dapat mengetahui perubahan kualitas statistik suatu sistem yang diamati. Ketika suatu sistem mengalami pergeseran nilai ukuran, maka dengan metode statistik dapat dilihat besar nilai pergeseran yang terjadi.
Pengendalian proses merupakan metode yang digunakan untuk membuat produk yang sesuai dengan spesifikasi. Dengan pengendalian proses sebab-sebab terjadinya pergeseran proses dapat diketahui, sehingga tindakan pembetulan dapat dilakukan sebelum banyak produk gagal yang diproduksi. Deteksi dini dari pergeseran kualitas dapat digunakan sebagai dasar pengendalian proses dalam industri. Tujuan utama pengendalian proses adalah menjaga setiap proses agar tetap terkendali. Peta kendali merupakan data statistik yang dapat dipergunakan untuk memperlihatkan variasi-variasi dalam kualitas keluaran yang disebabkan kerena proses produksi. Peta kendali digunakan untuk menunjukkan kondisi sampel dan menghindari kegagalan produk dalam jumlah yang besar[6].
Kegagalan produk secara umum dapat disebabkan oleh faktor-faktor mesin dan peralatan, manusia dan metode kerjanya, bahan, lingkungan. Faktor mesin dan peralatan dikendalikan dengan proses setting mesin. Faktor bahan dan material kerja dikendalikan dengan proses pemilihan dan perlakuan bahan yang tepat. Faktor lingkungan dikendalikan dengan rekayasa lingkungan. Faktor manusia dikendalikan dengan jalan pendidikan pelatihan dan pelaksanaan standar operasional prosedur. Dalam kajian ini kemampuan manusia sebagai operator mesin perkakas akan diamati, bagaimana kemampuan operator mesin akan dianalisa kemampuannya selama pelatihan.
b. Pelatihan Operator
Kegiatan pelatihan merupakan upaya untuk meningkatkan kualitas pekerja sesuai dengan kebutuhan pekerjaan. Kemampuan proses produksi yang rendah akan menghasilkan produk yang tidak berkualitas dan menimbulkan kerugian bagi konsumen karena produk tidak sesuai dengan spesifikasi yang telah ditentukan [7]. Dengan pelatihan diharapkan keterampilan dan kecakapan kerja para karyawan dapat di tingkatkan, hal ini tentu saja akan meningkatkan motivasi para karyawan dalam
melaksanakan pekerjaannya [8]. Pelatihan bertujuan untuk memperbaiki kinerja pekerja pada suatu
Dalam pelatihan, aktivitas yang dilakukan berulang-ulang akan menghasilkan fenomena yang
dinamakan efek pembelajaran atau learning effect. Pembelajaran merupakan suatu desain yang
digunakan untuk proses belajar, dan memusatkan perhatian kepada cara membelajarkan, bukan apa yang sedang dipelajari [2]. Efek pembelajaran merupakan fenomena dimana apabila jumlah suatu produk berlipat, maka rata-rata waktu yang diperlukan untuk membuat per satuan produk tersebut berkurang dan kesalahan yang semakin kecil. Dengan proses pembelajaran, maka berbagai faktor yang menghambat proses produksi pada industri tersebut dapat diatasi [9]. Learning curve dapat digunakan dalam berbagai cara. Learning curve dapat digunakan untuk memprediksi waktu dan kesalahan kerja lanjutan.
2. Metode Penelitian
Dalam kajian ini, sampel diambil dari peserta pelatihan membubut dasar. Peserta pelatihan sebelumnya telah mendapat teori mesin perkakas yang termasuk didalamnya adalah proses pembubutan. Data diambil dari hasil kerja membubut pelatihan, selanjutnya data dibandingkan dengan hasil kerja peserta pelatihan pada akhir pelatihan. Proses pelatihan dengan melakukan pekerjaan yang
diulang ulang (repetition of activity) akan meningkatkan kepekaan kerja dan akurasi proses pemotongan
yang dilakukan. Secara hypotesa dapat dinyatakan bahwa ada perbedan antara peserta didik yang baru belajar dengan peserta didik yang telah melakukan latihan. Dengan analisa statistik, perbedaan yang terjadi diamati, apakah sebaran kearah membesar, kearah mengecil atau meluas. Adanya perbedaan tersebut dapat digunakan untuk mengetahui pemahaman kesalahan teori dan kecepatan kemampuan belajar dengan proses pengulangan kegiatan. Hasil pemotongan mesin bubut diamati rata rata dan normalitasnya. Batas toleransi tugas digunakan untuk menunjukkan bahwa produk yang dikerjakan dapat diterima atai ditolak berdasarkan spesifikasi.
Bentuk pembubutan adalah bentuk poros sederhana dengan ukuran dimensi yang dibubut adalah berdiameter 8mm, 12mm 16mm dari material awal berdiameter 25mm. dengan tugas Job 1 pembubutan diameter 16mm, Job 2 diameter 8mm, Job 3 diameter 12mm dan Job 4 diameter 12mm. Setelah dilakukan pembubutan, selanjutnya dilakukan pengukuran. Toleransi penerimaan dari tugas pembubutan adalah 0,1 mm sebagai toleransi umum. Sedangkan untuk mengetahui peningkatan kemampuan membubut diamati dengan perubahan seberan standar deviasi yang terjadi dari hasil pengukuran yang dihitung dengan Minitab.
3. Hasil dan Pembahasan
Manusia sebagai operator mesin merupakan kunci kesuksesan dalam membangun industri manufaktur. Proses pemotongan pada mesin perkakas memerlukan ketrampilan dan kepekaan operator, sehingga diperoleh hasil pemotongan yang akurat presisi dan dengan waktu yang cepat. Kesalahan pengukuran sering kali ditimbulkan oleh berbagai faktor antara lain kerana kesalahan operator, kerusakan instrumen ukur, kondisi lingkungan, obyek ukur, metode pengukuran yang kurang tepat [10]. Dalam penelitian ini alat faktor kesalahan ukur dari alat ukur dianggap tidak ada karena peralatan dalam kondisi bagus. Pengukuran hasil pemotongan saat operator melakukan pelatihan dapat diamati sebagaimana gambar 1 sampai dengan gambar 4. Gambar 1 merupakan hasil latihan latihan pertama yang dilakukan oleh peserta pelatihan, dengan materi yang diberikan adalah pembubutan lurus dengan diameter nominal 16mm. Gambar 2 merupakan latihan yang ke dua, dengan materi membubut dengan ukuran yang kecil, yaitu 8 mm. Hal ini bertujuan untuk menambah latihan dan kepekaan peserta pelatihan. Gambar 3 merupakan latihan ke tiga dengan diameter latihan 12 mm. Hasil latihan ke empat yang ditampilkan dengan gambar 4 merupakan pengulangan pada latihan ketiga.
Gambar 1.Grafik hasil latihan 1 pembubutan lurus dengan diameter nominal 16mm.
15.00 15.50 16.00 16.50
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Batas toleransi
atas
Batas toleransi
Gambar 2.Grafik hasil latihan 2 pembubutan lurus dengan diameter nominal 8 mm.
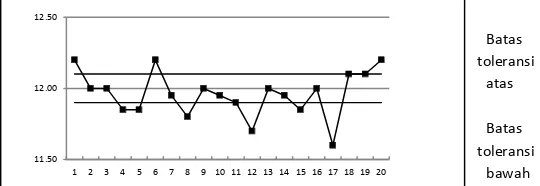
Gambar 3.Grafik hasil latihan 3 pembubutan lurus dengan diameter nominal 12 mm.
Gambar 4. Grafik hasil latihan 4 pembubutan lurus dengan diameter nominal 12 mm.
Dari hasil pengukuran dan evaluasi hasil pelatihan untuk pemula dapat diamati dari beberapa pusat perhatian antara lain dari penerimaan hasil produk pembubutan apakan sesuai dengan toleransi atau tidak, dan dari aspek perkembangan kemampuan belajar peserta pelatihan.
Dari aspek toleransi dapat diamati bahwa hasil pembubutan yang dilakukan oleh pemula diatas dapat dinyatakan masih banyak yang belum diterima. Dari grafik 1 dapat diamati bahwa dari 20 peserta yang masih didalam toleransi adalah 12 orang artinya yang masih diteriman adalah 60%, sedangkan
yang 40% dinyatakanrejectatau ditolak.
Dari latihan 2 juga dapat diamati bahwa hasil yang diterima sesuai dengan toleransi yang diminta yaitu ± 0,1 mm, hanya 60%, pada latihan 3 berkisar 55% dan pada latihan 4 hasil pembubutan yang sesuai dengan toleransi hanya 65%. Dari hasil pembubutan dapat diamati bahwa kondisi tersebut masih belum layak jika diterjunkan dalam dunia industri, mengingat basih banyak yang reject dalam proses pembubutan.
Produk produkrejectedhasil praktik pelatihan karena ukuran yang tidak masuk kedalam toleransi
umum pemesinan yang diminta. Kondisi ini merupakan bukti bahwa proses pembubutan merupakan ketrampilan yang harus dikerjakn secara praktik dan bukan sekedar teori.
Proses pelatihan dengan praktik merupakan langkah nyata dalam proses pembelajaran dan kemampuan penanganan mesin dan penggunaan alat ukur. Meningkatnya kemampuan dapat dilihat dari deviasi hasil ukuran pembubutan yang semakin kecil. Hasil perhitunya stndar deviasi dapat dilihat pada tabel 1. dibawah ini. Nilai deviasi yang semakin kecil menunjukkan bahwa memampuan operator semakin baik. Target nominal yang dituju akan diperoleh lebih dekat dengan nilai spesifikasi. Walaupun belum sepenuhnya dapat masuk kedalam toleransi yang dikehendaki, namun proses pelatihan telah meningkatkan kemampuan membubut. Pada latihan pertama dapat di lihat bahwa standar deviasi akurasi hasil kerja peserta adalah 0,253, sedangkan pada latihan latihan selanjutnya akan menjadi lebih kecil. Pada latihan ke empat setandar deviasi mencapai 0,133. Hal ini berarti kemampuan proses membubut yang dimiliki peserta pelatihan semakin meningkat.
7.00 7.50 8.00 8.50
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
11.50 12.00 12.50
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
11.50 12.00 12.50
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20
Batas toleransi
atas
Batas toleransi
bawah
Batas toleransi
atas
Batas toleransi
bawah
Batas toleransi
atas
Batas toleransi
Descriptive Statistics:
Variable N Mean SE Mean StDev Minimum Q1 Median Q3
Maximum
Job 1 20 16.008 0.0565 0.253 15.200 15.950 16.050 16.175 16.400
Job 2 20 7.9350 0.0569 0.2545 7.4000 7.9000 8.0000 8.1000 8.2000
Job 3 20 11.960 0.0357 0.159 11.600 11.850 11.975 12.075 12.200
Job 4 20 11.933 0.0298 0.133 11.700 11.850 11.925 12.038 12.150
Tabel 1.Nilai Rata rata dan standar deviasi yang di hitung menggunakan Minitab.16.
Dengan menggunakan Software Minitab dapat juga diamati secara langsung kurva normalitas dan sebaran yang terjadi dari hasil praktik. Gambar 5 menunjukkan kurva Histogram sebaran hasil pembubutan dan kurva normalitas yang diperoleh. Dari kurva pertama (A) dan kedua (B) sebaran hasil pembubutan masih banyak yang menyimpang jauh. Hal ini mengakibatkan nilai deviasi menjadi besar. Kondisi tersebut seringkali disebabkan karena kemampuan operator yang belum sepenuhnya dapat menggunakan alat ukur dengan benar. Dengan adanya bimbingan dan pendampingan, pada proses latihan selanjutnya peserta dapat menggunakan alat ukur dengan benar, sehingga penyimpangan yang terjadi karena kesalaan pembacaan alat ukur dapat di hindari. Pada histogram ketiga (C) dan keempat (D), sebaran nilai hasil pembubutan sudah mulai merata. Kondisi ini menunjukkan bahwa kepekaan operator terhadap target sudah mulai terasah. Walaupun di pembahasan sebelumnya masih banyak yang belum memenuhi standar toleransi yang di ijinkan, namun hasil pembubutan sudah lebih mendekati dengan nilai yang harus dicapai.
16.6
Diamet er pembubut an lat ihan ke- 1 ( mm)
Fr Histogram dan kurva normalitas pada hasil latihan ke-1
8.4
Diamet er pembubut an lat ihan ke- 2 ( mm)
Fr Histogram dan kurva normalitas pada hasil latihan ke-2
A. Histogram dan Kurva Normalitas latihan B. Histogram dan Kurva Normalitas latihan 2
12.3
Diamet er pembubut an lat ihan ke- 3 ( mm)
Fr Histogram dan kurva normalitas pada hasil latihan ke-3
12.2
Diamet er pembubut an lat ihan ke- 4 ( mm)
Fr Histogram dan kurva normalitas pada hasil Latihan ke-4
C. Histogram dan Kurva Normalitas latihan D. Histogram dan Kurva Normalitas latihan 4
Gambar 5.Histogran dan kurva normalitas sebaran hasil pengukuran
4. Kesimpulan dan Saran
berulang tersebut akan meningkatkan kemampuan akurasi pemotongan yang ditandai dengan nilai standar deviasi yang lebih kecil selama beberapa kali proses latihan
Referensi:
[1] Sinambela, S., Lahudin A.H., Usulan Penggunaan Six Sigma Untukpeningkatan Kualitas Proses Produksi Di PT. A O, Jurnal Faktor Exacta 7(1): 37-58, 2014 ISSN: 1979-276X
[2] Suhartono, R., dan Soeharto, Upaya Peningkatan Kualitas Pembelajaran Membubut Mata
Pelajaran Kerja Mesin Lanjut Menggunakan Model Praktik Berpasangan, Jurnal Pendidikan Vokasi, Vol 4, Nomor 1, Februari 2014 Hal 57-66
[3] Nurdjito, Achmad Arifin, A., Asnawi, Pengaruh Penggunaan Work Preparation Dan Hand Out
Terhadap Kompetensi Praktik Membubut Mahasiswa, Jurnal Teknologi Dan Kejuruan, Vol. 39, No. 2, September 2016: 99-108
[4] Febriansyah, E., Rispianda, Prassetiyo, H., (2015): Alternatif Usulan Perencanaan Proses Produksi Produk Pin Printer Epson, Reka Integra ISSN: 2338-5081 Industri Itenas No.01 Vol.03
[5] Setiawan, J. (2014): Analisa Pengaruh Pendidikan dan Pelatihan Karyawan Terhadap Peningkatan Kinerja Karyawan Pada PT. GICI Group Batam, Jurnal AKMENBIS, Vol III, No 01, ISSN: 2302-6847. Hal. 12-18
[6] Irvan, Hanum, Z., Rukmini, (2006) Pengendalian Mutu Produk Dengan Metode Statistik, Jurnal Sistem Teknik Industri Volume 7, No. 1.
[7] Hermawan A.., Arina F., Ferdinant P. F.,Usulan Penerapan Six Sigma dan Quality Loss Function (QLF) Untuk Mengurangi Variasi Berat Pada out sole merk A Jenis WR 996 BVD (Studi Kasus PT. XYZ), Jurnal Teknik Industri Untirta, Vol. 2 No. 3 November 2014
[8] Mile, R., Mekel, P. A., Karuntu, M., Analisis Terhadap Pelatihan Dan Pengembangan Karyawan
Bagi Peningkatan Kinerja Di Pt. Pegadaian Gorontalo Utara, Jurnal Emba Vol.2 No.4 Desember 2014, Hal. 167-174
[9] Asep K.S, (2004): Konstruksi Persamaan Perbaikan Produksi Melalui Sistem Dinamis, Matematika
Integratif Vol 3 No 1.