e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016
OPTIMALISASI MESIN PENCACAH PLASTIK
OTOMATIS
Hariyanto Upingo 1), Yunita Djamalu2), Sjahril Botutihe3)
1) Mahasiswa Politeknik Gorontalo, Kampus Puncak Desa Panggulo Bone Bolango 2) Tim Pengajar pada Program Studi Mesin dan Peralatan Pertanian, Politeknik Gorontalo
ABSTRAK
Plastik merupakan bahan pokok kemasan yang banyak digunakan dalam industri makanan dan minuman, namun semua produk plastik tersebut tidak dapat di daur ulang dengan waktu yang singkat. Tercatat plastik yang digunakan oleh masyarakat indonesia di tahun 2015 yaitu 5,4 juta ton pertahun dengan menduduki peringkat ke 2 penghasil sampah domestik,.“berdasarkan data statistik persampahan plastik tersebut merupakan 14% dari total produksi sampah Indonesia”. Mesin Penghancur Plastik yang dibuat kapasitasnya 30 kg/jam, mesin ini sangat mudah dioperasikan. Khususnya untuk penghancur benda-benda yang rusak atau tempat air minum yang terbuat dari plastik atau botol bekas/sisa buangan/limbah. Rumus dan teori yang digunakan perancangan khususnya untuk penghancur plastik di gunakan dengan pengukuran yang diambil secara umumnya: Panjang x Lebar x Tinggi atau 50 x 45 x 75 cm dengan kapasitas 30 kg/jam. Oleh karena itu peneliti termotivasi untuk mendesain kembali mata pisau mengoptimalkan mesin pencacah tersebut, peneliti merancang ulang mesin penghancur plastik dengan mata pisau jenis material baja berkarbon tinggi ( pegas mobil ) agar proses pencacahan lebih optimal.
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 ABSTRACK
Plastic packaging is the main mat erial that is widely used in the food and beverage industry, but all of these plastic products can not be recycled with a short time. Carrying plastic used by public Indonesia in 2015 with 5.4 million tons per year by now ranked 2nd producer of domestic waste,. ", According to statistics of the plastic waste is 14% of total waste production in Indonesia." , Plastic Crusher Machine made capacity 30 kg / hour, this machine is very easy to operate. Especially for the destroyer of objects damaged or drinking water container made of plastic or bottles / residual effluent / waste. Formulas and theories used design specifically for plastic crusher used with measurements taken in general: Length x Width x Height or 50 x 45 x 75 cm with a capacity of 30 kg / hr. Therefore, researchers are motivated to redesign the blades to optimize thrasher, the researchers redesigned the plastic shredder with a blade type of high-carbon steel material (per car) so that the counting process be optimized.
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 I. PENDAHULUAN
Latar belakang
Plastik merupakan bahan pokok kemasan yang banyak digunakan dalam industri makanan dan minuman, namun semua produk plastik tersebut tidak dapat di daur ulang dengan waktu yang singkat. Tercatat plastik yang digunakan oleh masyarakat indonesia di tahun 2015 yaitu 5,4 juta ton pertahun dengan menduduki peringkat ke 2 penghasil sampah domestik,.“berdasarkan data statistik persampahan plastik tersebut merupakan 14% dari total produksi sampah Indonesia.” (sinar harapan, 2015).
Dari data yang telah di peroleh sampah plastik di Indonesia lebih banyak di daur ulang menggunakan alat pencacah plastik otomatis dan untuk wilayah Gorontalo mesin pencacah plastik masih jarang di gunakan karena selain pembuatan alat yang masih relatif mahal juga masih menggunakan system mata pisau dengan jenis besi ST 37 sehingga mata pisaunya cepat aus atau mudah tumpul, sehingga dapat mengurangi proses produksi.
Dalam proses peninjauan peneliti melakukan peninjauan langsung ke industry yang di kelola oleh Ibu Hj Karsum tepatnya Di Kelurahan Limba U2 Kota Gorontalo, peneliti mengidentifikasi dan melihat langsung proses produksi dari mesin pencacah tersebut dan peneliti menemukan beberapa kekurangan dimana setiap melakukan proses produksi dalam kurun waktu 6 jam sekali mereka melakukan perbaikan pada mata pisau dari pencacah dengan melakukan pengasahan kembali di karenakan
mereka masih menggunakan material berbahan ST 37 sebagai mata pisau pencacah.
Oleh karena itu peneliti termotivasi untuk mendesain kembali mata pisau mengoptimalkan mesin pencacah tersebut, peneliti merancang ulang mesin penghancur plastik dengan mata pisau jenis material baja berkarbon tinggi (per mobil ) agar proses pencacahan lebih otimal.
II. TINJAUAN PUSTAKA
Plastik adalah polimer rantai panjang dari atom yang mengikat satu sama lain. Rantai ini membentuk banyak unit molekul berulang, atau "monomer". Istilah plastik mencakup produk polimerisasi sintetik atau semi-sintetik, namun ada beberapa polimer alami yang termasuk plastik. Plastik terbentuk dari kondensasi organik atau penambahan polimer dan bisa juga terdiri dari zat lain untuk meningkatkan performa atau ekonomi (Wikipedia, 2009; Azizah, 2009).
Plastik merupakan material yang secara luas dikembangkan dan digunakan sejak abad ke-20 yang berkembang secara luar biasa penggunaannya dari hanya beberapa ratus ton pada tahun 1930-an, menjadi 220 juta ton/tahun pada tahun 2005 (Wikipedia,2009)
Sejarah Plastik
Plastik merupakan salah satu produk polimer. Industri plastik mulai berkembang pada tahun 1968. Seorang Amerika yang bernama John Wesley Hyatt menemukan cellulose nitrate yang terbentuk dari reaksi asam nitrat pada temperatur dan tekanan tertentu.
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 Percobaan ini menghasilkan zat yang
dapat dicetak untuk dibentuk. Ia menyebutnya dengan celluloid. Selanjutnya, seorang warga negara Jerman, Adolph Spitteler, menemukan plastik dengan mencampur susu asam dengan formaldehyde sehingga dihasilkan casein plastic. Pada tahun 1909, seorang Amerika yang bernama Dr. Leo Baekeland mencoba untuk memproduksi resin sintetik dengan
mencampur phenol dengan
formaldehyde pada kondisi tertentu sehingga dihasilkan resin sintetik untuk pertama kalinya. Plastik baru ini dikenal dengan nama Bakelite. Industri plastik baru berkembang dengan pesat sejak ditemukannya Bakelite. (B. A. B., & Pustaka, T. (1968)).
1. Prototype Sistem Pencacah Sampah Plastik Dan Transmisi Dayanya
Gambar 1.Mesin pencacah sampah plastikkering (Robert., 2004)
2. Mesin Penghancur Plastik sebelumnya
Gambar 2. Mesin penghancur plastik menggunakan system saringan(Jenniria R.,
2013)
Spesifikasi
Fungsi : Pencacah botol dan gelas plastik
Dimensi (PxLxT) : 90 X 60 X 130 Penggerak : Motor Listrik 3 phasa Jumlah pisau gerak : 2buah Jumlah pisau statis : 3 buah Kapasitas : 30kg/jam Rangka : UNP 40
Perencanaan Elemen Mesin Pencacah Plastik
a. Perencanaan Pulli dan V-belt Elemen mesin yang biasa digunakan untuk memindahkan gaya serta putaran yang berasal dari motor adalah V-belt. Beberapa alternative pertimbangan yaitu daya dan putaran yang digunakan relative kecil sehingga dengan V-belt cukup mampu untuk memindahkan gaya dan putaran yang dipakai tersebut. Dari segi ketersediaan di pasaran, V-belt banyak tersedia dan murah serta menguntungkan dan untuk
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 segi kenyamanan penggunaan V-belt
tidak menghasilkan bunyi bising.
V-belt terbuat dari karet dengan inti dari bahan tetoron atau bahan sejenis. Penampang V-belt berbentuk trapesium. V-belt dibelitkan disekeliling alur luar pulli yang juga berbentuk V. Bagian sabuk yang membelit pulli akan mengalami lengkungan sehingga lebar bagian dalamnya akan bertambah.
V-belt dipakai untuk menghubungkan poros-poros yang sejajar dengan arah putaran yang sama. Daya yang dipindahkan dapat ditingkatkan dengan mengatur V-belt pada posisi sebelah menyebelah.
Jarak sumbu antar poros harus sebesar 1,5 sampai 2,0 kali diameter pulli besar. Putaran dari pulli yang memiliki kecepatan sudut akan memberikan efek berupa kecepatan linier pada V-belt.
Gambar 3.Sabuk –V
1. Menghitung Kecepatan Linier Sabuk – V
Karena V-belt pada umumnya dipakai untuk menurunkan putaran, maka perbandingan yang dipakai adalah perbandingan reduksi i (i > 1). Perbandingan yang terjadi dirumuskan sebagai berikut: u i R R n n 1 1 2 2 1 Sularso, hal 166 Dimana: 1
n
= kecepatan pulli kecil (rpm) 2n
= kecepatan pulli besar (rpm) 1R
= radius pulli kecil (mm) 2R
= radius pulli besar (mm) Sehingga kecepatan linier untuk V-belt dirumuskan sebagai berikut:60000 pulli pulli n d v
Dimana:v = kecepatan linier V-belt (m/s)
pulli
d
= diameter pulli (mm)pulli
n = putaran pulli (rpm)
2. Menghitung Panjang Sabuk
Panjang sabuk yang melingkari pulli dihitung dengan rumus:
C d d d d CL pulli pulli pulli pulli
. 4 ) ( 2 . 2 2 1 2 1 2
Wayan Berata, hal 166Dimana:
L = panjang sabuk (mm) C = jarak poros (mm)
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016
2
.
D
pulliF
T
3. Menghitung Jarak Antara Poros (C) Jarak poros C dapat dirumuskan sebagai berikut:
4
)
(
8
2 1 2 2R
R
b
b
C
Dimana:)
(
R
1R
2L
b
4. Menghitung Putaran Motor
Dari perbandingan antara kecepatan pulli kecil dan pulli besar yang setara dengan perbandingan diameter pulli besar dan pulli kecil, maka dapat dirumuskan sebagai berikut: 2 1 1 2 n n R R 4) A. Deutschman, hal 670 5-6) A. Deutschman, hal 666 1
R
= radius pulli kecil (mm) 2R
= radius pulli besar (mm) 5. Menghitung Gaya Tarik pada V-beltBila V-belt dalam keadaan diam atau tidak meneruskan momen, maka tegangan di seluruh panjang V-belt adalah sama. Tegangan ini disebut tegangan awal. Bila V-belt mulai bekerja meneruskan momen, maka tegangan akan bertambah pada sisi tarik dan berkurang pada sisi kendor.
Jika besar gaya pada sisi tarik dan sisi kendor berturut-turut adalah
F
1 dan F2 (Kg), maka besar gaya tarik efektifF
e (Kg) untuk menggerak pulli adalah :2 1
F
F
F
e
Bila kita ingin memperkirakan tegangan pada V-belt, dapat digunakan rasio antara 1:3 dan 1:5, untuk saat ini dipilih rasio 1 : 5. 5 2 1 F F Dimana: 1
F
danF
2 = gaya pada belt (Kg)Sularso, hal 171
A. Deutschman, hal 660
6. Menghitung Torsi pada Pulli Torsi yang dihitung adalah torsi yang bekerja pada pulli sebagai fungsi waktu. Dirumuskan sebagai berikut:
A. Deutschman, hal 660
Dimana:
T = Torsi
F = gaya keliling yang timbul (kg)
pulli
D = diameter pulli (mm)
b. Perencanaan Poros
1 Reaksi Bantalan Yang Timbul Pada Poros, R (Kg)
F = gaya yang bekerja pada poros (kg)
X = jarak antara gaya-gaya yang bekerja diporos (mm)
2 Tegangan Geser Maksimum Syp N 5 . 0 max
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 n N Tp 63000 2 2 max 3 ) . ( 16 Tp M Dp
Dimana:N = angka keamanan untuk bahan Syp = tegangan luluh bahan (lb/in²)
max = tegangan geser maximum3. Torsi Poros,
T
p (Lb.In)Dimana:
N = daya yang terjadi pada silinder (Hp) n = putaran motor (rpm) 4. Diameter Poros, Dp (Rpm) … A. Deutschman, hal 338 A. Deutschman, hal 339 A. Deutschman, hal 340 A. Deutschman, hal 341 Dimana: max
= tegangan geser maksimum (lb/in²)p
T = torsi poros (lbin)
M = momen maksimum poros (lb.in) c. Perencanaan Pasak
Pasak adalah bagian dari elemen mesin yang berguna untuk menjaga hubungan putaran relatif antara poros penggerak dan poros yang digerakkan. Tipe-tipe dari pasak memiliki spesifikasi yang tergantung pada torsi transmisi yang terjadi oleh beban yang bekerja, seperti beban statis, beban bervariasi dan beban bolak-balik.
Gambar 5. Penampang pasak
Tipe-tipe pasak yang umum digunakan antara lain:
1. Pasak datar segi empat (standart square keys)
2. Pasak datar standart (standart flat keys)
3. Pasak bidang lingkaran (woodruff keys)
4. Pasak Bintang (splines) 5. Pasak tirus (tapered keys)
Pasak yang sering digunakan di dalam suatu perencanaan adalah pasak datar segi empat (standart square keys), yaitu pasak memanjang yang paling sering digunakan, yang mana pasak ini memiliki dimensi lebar (W) dan tinggi (H) yang sama, dan tinggi pasak tersebut separuh bagian terbenam kedalam poros dan separuh lagi masuk kedalam hubungan.
Perumusan-perumusan yang dipakai dalam perencanaan pasak, antara lain:
Penentuan Dimensi Dan Tipe Pasak Diporos Harus Diketahui Besaran-Besaran Sebagai Berikut:
Diketahui:
p
D = diameter poros
Tipe pasak yang direncanakan = persegi (square)
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 N Syp Dp L W Tp . . . 2 N Syp Dp W Tp Ls . . . 2 c s
W
L
A
.
Maka didapat dimensi pasak sebagai berikut:
W = maksimum lebar pasak (mm) H = Maksimum Tinggi Pasak (Mm)
Tegangan Ijin Pasak,Ssyp (Kg/Mm²)
Syp
S
= 0.58 x Syp Dimana:Syp = tegangan luluh bahan (psi) Gaya yang terjadi pada pasak, F (kg). Karena posisi gaya yang terjadi pada pasak tidak diketahui secara tepat maka diasumsikan gaya tersebut beraksi pada diameter poros terluar.
p p D T F 2.
T
p = torsi pada poros (kg.mm)p
D = diameter poros (mm)
6. Panjang Pasak Yang Menerima Gaya Kompresi,Lc (Mm)
N Syp Dp L W Tp . . . 4 N Syp Dp W Tp Lc . . . 4 Dimana:Tp = torsi yang terjadi pada poros (kg/mm)
Dp = Diameter poros (mm) W = lebar pasak (mm) L = panjang pasak (mm)
Syp = tegangan luluh bahan (kg/mm²) N = angka keamanan untuk bahan pasak
7. Luas Pasak Yang Menerima Gaya Kompresi, Ac (Mm²)
L
W
A
c
0
,
5
.
.
Dimana :
W = maksimum lebar pasak (mm) L = panjang pasak akibat gaya kompresi (mm)
8. Tegangan kompresi yang diijinkan,Sc (kg/mm²) c c A F S
Wayan Barata, hal 47 Wayan Barata, hal 48 A. Deutchman, hal 367 A. Deutchman, hal 368
18) A. Deutchman, hal 369 Dimana:
F = gaya yang terjadi pada poros (kg)
c
A
= luasan pasak yang menerima gaya kompresi (mm²)9. Panjang pasak yang menerima gaya geser,Ls (mm)
Dimana:
Tp = torsi yang terjadi pada poros (kg/mm)
Dp = Diameter poros (mm) W = lebar pasak (mm) L = panjang pasak (mm)
Syp = tegangan luluh bahan (kg/mm²) N = angka keamanan untuk bahan pasak
10. Luasan pasak yang menerima gaya geser
Dimana :
W = maksimum lebar pasak (mm)
c
L
= panjang pasak akibat gaya kompresi (mm)e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 s s A F S
11. Tegangan geser yang diijinkan
Wayan Barata, hal 48 A. Deutchman, hal 366 A. Deutchman, hal 366
Dimana:
F = gaya yang terjadi pada poros (kg)
s
A
= luasan pasak yang menerima gaya kompresi (mm²)12. Panjang pasak minimum
Untuk mencegah hubungan dari kerusakan pada poros menggunakan pasak jenis datar, maka panjang hubungan setidaknya 25% lebih besar dari diameter poros dan panjang pasak minimum setidaknya sekitar 25% lebih besar dari diameter poros. Sehingga panjang pasak minimum dapat ditentukan sebagai berikut:
p
p D
D
Lmin 25%.
d. Perencanaan Bantalan
Bantalan adalah elemen yang berfungsi menumpu poros berbeban, sehingga putaran poros dapat berlangsung secara halus dan aman. Bantalan dapat disamakan fungsinya dengan pondasi pada suatu gedung. Jika bantalan tidak berfungsi dengan baik, maka prestasi mesin akan menurun.
Beberapa macam bantalan gelinding yaitu:
1. Bantalan gelinding bola (ball bearing)
2. Radial ball bearing 3. Angular ball bearing 4. Thrust ball bearing
5. Bantalan gelinding roll (roller bearing)
6. Cylinder roller bearing 7. Needle roller bearing 8. Tapered roller bearing 9. Sherical roll bearing
Perumusan yang dipakai dalam perencanaan bantalan bola (ball bearing) yaitu:
Penentuan dimensi dan beban yang bekerja pada bantalan harus diketahui besaran-besaran sebagai berikut:
Diameter bore bantalan = diameter poros = Dp (mm)
Bantalan rencana = seri bantalan 02 single row deep groove ball bearing Maka didapat:
o Bearing bore, d (mm) o Outside diameter, D (mm) o Max flliet radius, f (mm) o Lebar, B (mm)
o Beban statis dasar,
C
o (kg) o Beban dinamis dasar, C (kg) o Beban ekuivalen yang bekerja padabantalan
)
.
.
.
(
X
V
F
rY
F
aP
Dimana:V = faktor rotasi dengan ring dalam yang berputar
r
F
= gaya radial bantalan (kg)a
F
= 20% x(
F
2)
= gaya aksial (kg) X = faktor beban radialY = faktor beban aksial
Beban ekuivalen pembanding yang bekerja pada bantalan
r
F
V
P
.
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 V = faktor rotasi dengan ring
dalam yang berputar
r
F
= gaya radial bantalan (kg) Lama pemakaian bantalan) . 60 ( 106 10 n P c L b h Dimana:
P = beban ekuivalen bantalan (kg) C = beban dinamis dasar (kg) 22) Wayan Barata, hal 84
23) Wayan Barata, hal 85 24) Wayan Barata, hal 86
e. Pisau Pencacah
Pisau penghancur plastik adalah komponen penting dari mesin ini, karena tujuan mesin ini digunakan untuk mencacah limbah plastik yang semula bentuk dan ukurannya yang tidak beraturan dipotong menjadi ukuran kecil. Untuk itu pisau penghancur plastik harus dari bahan yang berkualitas baik, tajam dan tidak mudah tumpul. Sebab jika bahan pisau penghancur plastik yang akan digunakan mudah tumpul maka akibatnya akan mengurangi jumlah produksi.
Pisau pencacah plastik mempunyai dua mekanisme yang sederhana, yaitu
o Adanya 2 pisau yang duduk pada dinding bodi depan dan belakang
o Adanya 3 pisau yang menempel pada poros dimana poros akan berputar dengan bantuan motor bensin dan dayanya menggunakan puli dan sabuk V-belt.
Gambar 6. Pisau Pencacah (E Sigley & Charles R mischke, 2006)
Menentukan Kapasitas Kerja Alat Menurut irwanto (1983), Kapasitas kerja suatu mesin atau alat adalah kemampuan kerja mesin atau alat tersebut untuk memberikan hasil (hectare, kilogram, liter) persatuan waktu.
Cara pengukuran :
1. Timbang bahan yang akan di cacah sebanyak 10 kg.
2. Operasikan mesin sampai dengan putaran optimal, kemudian masukan bahan yang akan dicacah melalui lubang pemasukan (input). 3. Setelah bahan itu keluar melalui
lubang pengeluaran atau output maka tampung bahan hasil cacahan tersebut.
4. Catat waktu awal pemasukan dan pengeluaran sampai bahan habis dicacah semuanya.
5. Kemudian timbang dan catat bobot bahan yang telah di cacah.
6. Pengujian di lakukan hanya 1 (satu) kali.
7. Kapasitas produksi mesin dihitung berdasarkan rumus (Hadiutomo, 2012)
Pengujian dengan bobot sebanyak 10 kg dengan 1 kali pengujian:
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 𝐶 =𝑊
𝑡1
𝑥3600 𝑑𝑒𝑡𝑖𝑘 = 𝑘𝑔/𝑗𝑎𝑚
Dimana :
C = Kapasitas Kerja Mesin (kg/jam) W = Berat Bahan (kg)
𝑡1 = Waktu Pencacahan (jam) Hadiutomo K, 2012
Menghitung Break Even Point (BEP) BEP dapat diartikan suatu keadaan di mana dalam operasi perusahaan, perusahaan tidak memperoleh laba dan tidak menderita rugi (penghasilan yang dinilai menggunakan total biaya). Tetapi analisa BEP tidak hanya semata-mata untuk mengetahui keadaan perusahaan apakah mencapai titik BEP, akan tetapi analisa BEP mampu memberikan informasi kepada pinjaman perusahaan mengenai berbagai tingkat volume penjualan, serta hubungannya dengan kemungkinan memperoleh laba menurut tingkat penjualan yang bersangkutan.
Menurut Mulyadi (2006, h.260) berikut asumsi-asumsi dasar analisa BEP, yaitu : variabilitas biaya dianggap akan mendekati pola perilaku yang diramalkan, harga jual produk dianggap tidak berubahubah pada berbagai tingkat kegiatan, kapasitas produksi pabrik dianggap secara relatif konstan, harga faktor-faktor produksi dianggap tidak berubah, efisiensi produksi dianggap tidak berubah, perubahan jumlah persediaan awal dan akhir dianggap tidak signifikan, komposisi produk yang dijual dianggap tidak berubah, volume merupakan faktor satusatunya yang mempengaruhi biaya.
Matzh (1997, h.224) juga menjelaskan beberapa manfaat analisa BEP untuk manajemen, yaitu : Membantu pengendalian melalui anggaran, Meningkatkan dan
menyeimbangkan penjualan,
Menganalisa dampak perubahan volume, Menganalisa harga jual dan dampak perubahan biaya, Merundingkan upah, Menganalisa bauran produk, Manerima keputusan kapitalisasi dan ekspansi lanjutan, Menganalisa margin of safety.
Analisis break even point adalah analisis yang digunakan untuk mengukur tingkat keseimbangan antara biaya, volume dan penjualan agar perusahaan tidak mengalami untung maupun rugi. Alat analisis yang dapat digunakan dalam mencari tingkat break even point adalah:
BEP = FC / (Su – VC) dimana :
FC = biaya tetap VC = biaya tidak tetap Su = unit harga jual III. METODOLOGI PENELITIAN Waktu Dan Tempat Penelitian
Waktu pelaksanaan penelitian dimulai bulan Januari sampai dengan bulan September 2016. Kegiatan Penelitian dilaksanakan diLaboratorium Mesin las dan fabrikasi Program Studi Mesin dan Peralatan Pertanian Politeknik Gorontalo.
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 Diagram Alir Penelitian
Gambar 7. diagram alir
Alat dan Bahan yang digunakan a. Alat
Mesin bubut Mesin las listrik Mesin gerinda tangan Msin gerinda potong Mistar baja
Mesin bor Alat penekuk plat
Alat pemotong plat
Jangka Penggores Penitik Palu karet Sikat baja Kaca mata Masker las
Kunci ring pas 1 set b. Bahan Besi poros Besi UNP Besi strip Bantalan Pully V-belt
Baut, Ring, dan Mur Plat essel
Elektoda Dumpul Cat Thiner
Desain Gambar Pencacah Plastik
Gambar 8. mesin pencacah plastic
2 1 3 4 5 6 7 8 9 10 Mulai Identifikasi Masalah Analiasa Masalah Penyediaan Alat Dan Bahan Tinjauan pustaka Desaian Alat Pembuatan Alat Pengujian Alat Selesai T i d a K K Y a
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 Keterangan gambar 1. Hopper (input) 2. Dinding Pengaman 3. Pisau diam 4. Hopper (output) 5. Pully 6. Poros 7. V-belt 8. Rangka 9. Motor penggerak
10. Dudukan mesin penggerak Proses Pengerjaan
Proses pengerjaan merupakan urutan langkah pengerjaan dari bahan baku sampai menjadi benda kerja yang dikehendaki sesuai dengan ukuran yang telah direncanakan. didalam pengerjaan harus memperhatikan efisiensi waktu, kemudahan pengerjaan dan faktor perakitan, proses pengerjaan ini berfungsi sebagai petunjuk bagi operator dalam membuat suatu komponen.
1. Dimensi Rangka Jumlah : 1 Buah
Bahan yang di gunakan: Besi U 6x5 cm dan tebal 3 mm. Elektroda E6013 Ø2,6
Ukuran yang dibuat:
P 500 mm, L 450 mm, T 750 mm Mesin yang digunakan :
Mesin gerinda, Mesin las, Mesin gergaji.
Proses pengerjaan:
1. Siapkan bahan yang akan digunakan untuk perancangan rangka
2. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
3. Mengukur panjang besi U yang akan dipotong sesuai ukuran rangka yaitu dengan dimensi
500 mm x 450 mm x 750 mm kemudian menandainya.
4. Potong besi U dengan ukuran 500 mm sebanyak 4 buah, 450 mm 4 buah, dan 750 mm 4 buah dengan menggunakan mesin gergaji.
5. Lakukan pengelasan las titik terlebih dahulu pada batang besi U dan besi U yang lain hingga seluruh komponen tersambung dengan baik.
6. Melakukan las penuh pada sambungan rangka.
7. Menghaluskan hasil las dengan gerinda tangan.
Gambar 9. Rangka
2. Hopper ( input) Jumlah : 1 Buah Bahan yang di gunakan: Plat eser tebal 1,2 mm Elektroda E6013 Ø2,6 Ukuran yang di buat: T= 200 mm.
LB = 11x11 cm. LA= 20x20 cm Mesin yang di gunakan :
GurindaTangan, Mesin Las Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
2. Menandai bagian-bagian yang akan dipotong sesuai dengan ukuran.
Jurnal Teknologi Pertanian Gorontalo (JTPG)
135e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016
3. Memotong plat sesuai ukuran 4. Menekuk Plat agar terbentuk
menggunakan alat penekuk plat 5. Mengelas tiap-tiap bagian
hingga menjadi bentuk
6. Kemudian membersihkan sisa trak pada benda kerja tersebut menggunakan mesin gerinda tangan
Gambar 10. Hopper
3. Hopper Keluaran ( output) Jumlah : 1 Buah.
Bahan : Plat eser tebal 1,2 mm. : Elektroda E6013 Ø2,6.
Ukuran yang di buat : Tinggi 170 mm, lebar 250 mm, panjang 400 mm
Mesin yang di gunakan : Gurinda tangan, mesin las.
Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
2. Menandai bagian-bagian yang akan dipotong sesuai dengan ukuran. 3. Memotong plat sesuai ukuran. 4. Mengelas tiap-tiap bagian hingga
menjadi bentuk.
5. Kemudian membersihkan sisa trak pada benda kerja tersebut menggunakan mesin gerinda tangan.
400 mm
Gambar 11. hopper keluaran
4. Dudukan mata pisau Jumlah : 1 Buah
Bahan yang di gunakan : Stainless AS Ø 4 mm
Ukuran yang di buat :
Panjang 450 mm, dan Ø 2 mm Mesin yang digunakan : mesin bubut, mesin Frais, mesin gergaji, mesin Bor
Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
2. Memasang benda kerja pada mesin bubut
3. Mengukur panjang benda kerja dengan menggunakan mistar baja
4. Membubut benda kerja sampai dengan ukuran 450 mm
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 5. Mata Pisau
Jumlah : 5 Buah
Bahan yang di gunakan: Baja stainless Ø 7 mm Ukuran yang di buat :
Panjang 450 mm, dan Ø 7 mm Mesin yang digunakan:
mesin gerinda potong, mesin Frais, mesin gerinda rata
Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
2. Menjepit benda kerja pada dudukan mesin gerinda potong 3. Memotong benda kerja sampai
pada ukuran yang di inginkan 4. Menggerinda rata permukaan
benda kerja yang ingin di tajamkan
5. Membuat lubang baut pada mata pisau untuk mengikat pisau sebanyak lubang 7 lubang.
Gambar 13. Mata Pisau
6. Poros
Jumlah : 1 Buah
Bahan yang di gunakan: ST 40
Ukuran yang di buat :
Panjang 800 mm, dan Ø 19 mm (1 buah)
Mesin yang digunakan: Mesin bubut, mesin gergaji
Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
2. Memotong benda kerja menggunakan mesin gergaji.
3. Kemudian Melakukan bubut rata hingga Ø 19.
Gambar 14. Poros
7. Dinding Pengaman
Jumlah : 1 BuahBahan yang digunakan : Plat eser tebal 1,2 mm.
Elektroda E6013 Ø2,6 Ukuran yang di buat :
P = 500 mm x L = 450 mm x T = 200 mm
Mesin yang digunakan : Gurinda tangan, mesin las Proses pengerjaan:
1. Mempelajari gambar dan memeriksa ukuran benda kerja dengan ukuran material.
2. Menandai bagian-bagian yang akan dipotong sesuai dengan ukuran.
3. Memotong plat sesuai ukuran 4. Mengelas tiap-tiap bagian
hingga menjadi bentuk
5. Kemudian membersihkan sisa trak pada benda kerja tersebut menggunakan mesin gerinda tangan 8 0 0 m m Ø 1 9 m m
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016
Gambar 15. Dinding Pengaman
IV. HASIL DAN PEMBAHASAN Perancangan Optimalisasi Mesin Pencacah Plastik Otomatis
Secara garis besar mesin pencacah plastik ini terdiri dari bagian rangka, corong penampung plastik, system transmisi, tenaga penggerak dan corong keluar. Rangka terbuat dari besi UNP 6x5 yang berfungsi sebagai penopang utama mesin, Pisau pencacah dan dudukan pisau merupakan bagian inti pada proses kerja mesin pencacah plastik ini, dimana mata pisaunya menggunakan baja anti karat dan berkarbon tinggi dengan ketebalan 10 mm. Dinding mesin pencacah plastik ini terbuat dari plat eser dengan ketebalan 1,2 mm, Sedangkan pada bagian bawah dilengkapi dengan corong keluar.
Gambar 16. Mesin pencacah plastik
Data penelitian
Plastik yang di cacah di buat dalam tabel dengan menghitung berat material plastik dan menghitung waktu proses produksi dengan menggunakan stopwatch dengan 2 kali proses produksi serta dengan 2 ukuran material yang berbeda.
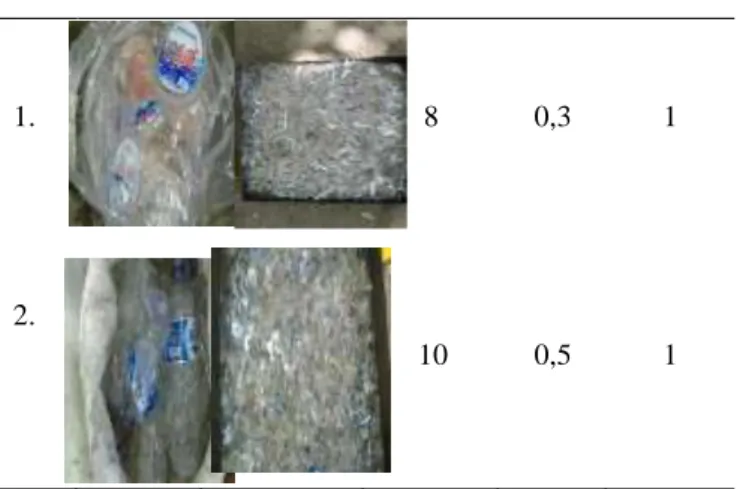
Tabel Hasil Produksi
No Plastik sebelum dicacah Plastik sesudah dicacah Waktu (menit ) Ukuran plastik (mm) Berat materia l (kg) 1. 2. 8 10 0,3 0,5 1 1
Dari data di atas di peroleh hasil produksi dari mesin pencacah plastik pada 2 kali proses pencacahan masing-masing 1 kg sampah plastik, dapat di simpulkan bahwa tebal material plastik dapat mempengaruhi lama pencacahan yakni semakin besar ketebalan material plastik, semakin lama waktu proses yang di butuhkan untuk pencacahan plastik yakni 10:24 menit. Begitu juga sebaliknya semakin tipis material plastik, semakin cepat proses waktu proses yang di butuhkan untuk pencacahan plastik yakni 08:15 menit.
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 Menghitung kapasitas produksi mesin
pencacah plastik
1. Pencacahan plastik hasil uji coba Tebal sampah plastik 0.5 mm
1 𝑘𝑔 𝑗𝑎𝑚 ⁄
Tebal sampah plastik 0.3 mm 1 𝑘𝑔
𝑗𝑎𝑚 ⁄
2. Pencacahan plastik hasil teoritis 𝑐 = 1
0,17𝑥 3600
= 21,176 kg / jam ( untuk material yang berukuran tebal 0,5 mm)
𝑐 = 1
0,14𝑥 3600
= 25,714 kg / jam ( untuk material yang berukuran tebal 0,3 mm) V. PENUTUP
Kesimpulan
Kesimpulan yang didapatkan pada penelitian optimalisasi rancang bangun mesin pencacah plastik adalah proses menghancurkan plastik utuh menjadi butiran halus.
Mesin ini dibuat melalui hasil perhitungan analisa teknik meliputi semua komponenya dengan beberapa macam bahan diantaranya adalah, besi UNP, plat eser. Mesin ini bekerja dengan sistem kerja continue yang dapat digunakan sesuai fungsinya dan diuji coba menggunakan daya 5.5 HP. Kapasitas efektif pencacah plastik 30 Kg/Jam dengan menggunakan motor penggerak. Di bandingkan dengan manual, mesin memiliki tingkat efisiensi yang lebih tinggi karena mesin ini bekerja dengan baik, desain rangka
cukup kokoh untuk menahan getaran dari mesin penggerak.
Peneliti menguji serta menganalisa mesin pencacah dan menyimpulkan bahwa pada mata pisau pencacah tidak mengedepankan ketajaman tetapi lebih ke kerapatan dari mata pisau seperti prinsip kerja dari alat pemotong rambut seperti gunting, kemudian tidak perlu menggunakan air sebagai media pendingin pada mata pisau karena menurut penelitian air itu bersifat abrasive ( Naibaho, 2004 ), karena akan mengikis sedikit demi sedikit permukaan mata pisau pencacah dan mengakibatkan korosi.
Saran
1. Dari hasil perancangan alat menu njukkan operasi mesin berjalan baik, tetapi perlu adanya penyempurnaan dan pembaharuan terutama pada mekanisme penggilingan yang memerlukan rancangan pada pisau pencacah agar dapat menghasilkan pencacahan yang lebih cepat lagi. 2. Ketahanan alat perlu di uji secara
berkesinambungan (continue) untuk mengetahui performa mesin yang lebih sempurna. 3. Perlu adanya perhitungan analisis
biaya, dengan tujuan untuk mengetahui biaya yang diperlukan dalam pembuatan alat, sebagai rekomendasi bagi masyarakat dalam penggunaan alat secara ekonomis.
DAFTAR PUSTAKA
Akhir, T., & Ikhsan, R. (2012). Tugas akhir.
e-ISSN 2503-2992 Volume 1, Nomor 2, Oktober 2016 A.D Deutcsman ‘‘Machine Design
Theory and Practice”, Machinilan Publisihing, New Yourk,1975
Barata Wayan ‘‘Elemen mesin I dan II” Jurusan Teknik Mesin, FT IITS Surabaya, 1986
Darmawan H. Harsokoesoma, 2004, Pengantar Perancangan Teknik (Perancangan Produk),
Bandung, Politeknik
Manufaktur Negeri Bandung. Gunadarma, U. (2008). Perancangan
mesin pencacah sampah type crusher, (Kommit), 20–21.
Utomo Hadi, K.2012. Mekanisasi
Pertanian. IPB Press. Bogor
Irwanto, A.K. 1983.Alat Dan Mesin
Budidaya Pertanian, Fakultas
Teknik
Pertanian,
Institut
pertanian Bogor, Bogor
Konstruksi, B., Rifany, D., & Rizal, M. (n.d.). Pemanfaatan hasil pengelolaan sampah sebagai alternatif bahan bangunan konstruksi.
Melorose, J., Perroy, R., & Careas, S. (2015). No Title No Title. Statewide Agricultural Land Use Baseline 2015, 1.
Napitupulu, R., Subhkan, M., & Nita, L. D. (2011). Rancang Bangun Mesin Pencacah Sampah Plastik. Jurnal Manutech, 3(1), 1–5.
Prakoso, B. A., Studi, P., Elektro, T., Teknik, F., & Surakarta, U. M. (2016). Perancangan dan pembuatan mesin penghancur botol plastik elektronik.