Lampiran 1. Pohon Keputusan Untuk Penentuan CCP
Lampiran 2. Good Manufacturing Practice (GMP)
GOOD MANUFACTURING PRACTICE (GMP)
Cara Berproduksi yang Baik dan Benar
No. Processing Step
Tahapan Proses
Procedure Prosedur
1. Penerimaan Bahan
Baku
1. Ikan diterima dari suplayer dalam bentuk utuh dan segar, ikan tersebut diterima dalam box/styrofoam yang diberi es curai yang cukup.
2. Bahan baku dikeluarkan dari box/styrofoam secara cepat dan hati-hati serta dipertahankan
agar tidak terjadi peningkatan suhu,
kerusakan fisik dan
kontaminasi/pertumbuhan mikroba.
3. Bahan baku tidak diletakkan dilantai dan harus dijaga terhadap kontaminasi.
4. Nama pemasok/suplayer dan daerah
penangkapan dicatat.
5. Suhu bahan baku dipertahankan agar tetap dibawah 5oC.
2. Sortasi
1. Dilakukan pengecekan terhadap ukuran, jenis dan kesegaran bahan baku.
2. Ikan yang tidak memenuhi standar atau persyaratan ukuran, jenis dan mutu yang telah ditetapkan tidak digunakan sebagai bahan baku.
3. Penimbangan
1. Penimbangan dilakukan secara cepat dan tepat untuk menghindari peningkatan suhu.
2. Timbangan selalu dikalibrasi, internal
kalibrasi 6 bulan dan eksternal 1 tahun sekali. 3. Setiap bahan baku yang diterimaditimbang dengan hati-hati pada timbangan yang telah dikalibrasi serta dilakukan pencatatan.
4. Pencucian
1. Ikan dicuci dengan meggunakan air yang ditambah es bersuhu 2-5oC.
2. Ikan dicuci dalam bak pencucian yang didesain agar air pencucian mengalir.
5. Penyusunan
1. Penyusunan ikan dalam pan pembeku dilakukan berdasarkan ukuran dan jenis ikan. 2. Pan kemudian diberi air es yang bersuhu
2-5oC. Air yang digunakan dimaksudkan
sebagai media pembeku dan air berasal dari air PAM.
6. Pembekuan
1. Proses pembekuan dilakukan dalam ABF (Air Blast Freezer) dengan suhu -25 sampai -35oC selama 12-14 jam.
2. Selama pembekuan suhu ABF selalu
dikontrol oleh mekanik dan staf QC setiap 1 jam sekali dan dilakukan pencatatan.
7. Pengemasan dan
Pelabelan
1. Ikan setelah pembekuan dikeluarkan dari pan beku dengan cara pada bagian bawah pan dicelupkan pada air yang bersuhu normal. 2. Produk langsung di glazing dengan cara
memasukkan produk kedalam air es bersuhu 0-5oC yang bertujuan agar terbentuk blok
yang sempurna dan dapat mencegah
dehidrasi selama proses penyimpanan dalam
cold storage dan proses pengangkutan.
3. Prosuk dimasukkan kedalam plastik polybag, selanjutnya produk dimasukkan kedalam karton beradasrkan ukuran dan mutunya. 4. Setiap pengemasan dicatat.
5. Persyaratan tugas pengemas selalu dipantau. 6. Kemasan memuat: nama produk, tipe produk,
kode produksi, berat bersih, ukuran ikan, asal
negara, nama perusahaan, dan masa
kadaluarsa.
8. Penyimpanan
1. Dilakukan dalam cold storage, suhu diseting maksimum -20o fluktuasi 1oC.
2. Master karton disusun secara rapi dengan memberi celah pada setiap lapisan master karton, pemberian celah dimaksudkan supaya pendinginan merata.
9. Pendeteksian logam
Satu persatu produk yang telah dikemas dilewatkan pada metal detector untuk mendeteksi ada atau tidaknya logam pada produk.
10. Pengangkutan
1. Menggunakan kontainer yang dilengkapi unit pendingin, sebelum produk dimasukkan, suhu kontainer diseting -18oC.
2. Produk diangkut dari cold storage secara cepat, saniter dan hati-hati.
date
Approved by: Verified by : Prepared by :
Lampiran 3. Sanitation Standard Operating Procedur (SSOP)
SANITATION STANDARD OPERATING PROCEDURE (SSOP) PROSEDUR STANDAR OPERASI SANITASI
No. STEP Tahapan PROCEDURE Pelkasanaan 1. PASOKAN AIR ES
1. Air yang digunakan untuk produksi yaitu air bersih yang berasal dari PAM.
2. Air diuji secara berkala oleh QC dengan standar TPC 100 dan Coliform 0(standar air minum).
3. Es curah yang diproses berasal dari air PAM yang sudah di treatment.
2.
PERALATAN &
SANITASI
PERALATAN
1. Peralatan dicuci sebelum dan sesudah proses dengan air bersih yang berklorin 100 ppm dan sesudahnya dibilas dengan air, disimpan dalam ruang penirisan yang bersih dan diperiksa secara berkala oleh QC.
2. Peralatan berkarat tidak digunakan dan tidak diperkenankan ada dalam ruang produksi.
PAKAIAN
1. Seluruh pakaian karyawan dilengkapi dengan penutup kepala, masker, sarung tangan dan sepatu bot.
2. Seluruh pakaian karyawan dicuci dan disimpan dalam ruang penyimpanan pakaian.
3. Ganti pakaian dilakukan diruang ganti. 4. Pakaian tidak boleh dibawa keluar ruang
UPI.
5. Karyawan dilarang menggunakan asesoris (emas, logam, dll)
3. PENCEGAHAN
KONTAMINASI
1. Alur proses awal sampai akhir didesain agar tidak menyebabkan kontaminasi silang, seperti bahan baku terpisah dengan produk akhir.
2. Semua peralatan terbuat dari bahan yang mudah dibersihkan dan kedap air.
saluran pembuangan.
4. Lampu ditutup dengan penutup lampu 5. Lantai proses didesain dengan kemiringan
3.0
4. TOILET
1. Kondisi kebersihan toilet selalu dijaga dan dilengkapi dengan fasilitas pencucian (sabun, tissue, lap sarana cuci tangan). 2. Jumlah toilet memadai sesuai dengan
jumlah karyawan (1 toilet untuk 10 karyawan).
3. Tempat cuci tangan ditempatkan didepan pintu masuk dan disamping ruang proses. 4. Sebelum memasuki ruang proses harus
melewati tempat cuci kaki yang menggunakan air klorin 150 ppm dan mencuci tangan dengan sabun food grade dan dibilas dengan air bersih, keringkan dan sanitasi toilet serta tempat cuci tangan. 5. QC selalu mengecek kebersihan dan
sanitasi toilet dan tempat cuci tangan. 5.
BAHAN KIMIA PEMBERSIH DAN SANITER
1. Bahan disimpan diruang/tempat khusus, aman da jauh dari ruang proses/produksi. 2. Bahan diberi label secara jelas (nama,
penggunaan, exp, bahaya dan komposisi).
6.
SYARAT LABEL &
PEMYIMPANAN
1. Label mencantumkan : nama produk, tipe produk, kode produk, berat bersih, ukuran,asa negara, nama perusahaan dan kadaluarsa.
2. Penyimpanan dilakukan pada suhu maksimum -25oC dijaga kebersihannya dan terkontrol.
7. KESEHATAN
KARYAWAN
1. Karyawan sakit tidak boleh menangani produk (diare, flu, penyakit kulit)
2. Karyawan secara reguler diberi pembinaan mengenai pentingnya kesehatan dan dilakukan pemeriksaan kesehatan setiap 6 bulan sekali (surat kesehatan).
3. Selama proses karyawan dilarang makan,
minum, merokok dan menggunakan
asesoris.
8. PENGENDALIAN
PEST
1. Lay out didesain agar serangga dan binatang pengerat tidak dapat masuk
keruang proses/produksi:
a. Ruang penerimaanndilengkapi dengan tirai plastik.
b. Setiap saluran air ditutup dengan saringan dan ditempat-tempat tertentu diletakkan perangkap tikus.
c. Ventilasi ditutup dengan kasa nyamuk.
date
Approved by: Verified by : Prepared by :
Washing
Pencucian dengan suhu 5o C sampai 7oC Weighing Penimbangan Sortir Pemilihan Layering Penyusunan Freezing
Pembekuan pada suhu -25oC sampai -35oC selama 12-14 jam
Packing and Labeling Pengemasan dan Pelabelan
Storing
Penyimpanan di Cold Storage dengan suhu maksimum -20oC
Transporting
Pengangkutan dengan suhu kontainer -18oC Receiving
Penerimaan Bahan Baku
Metal detecting Pendeteksian logam
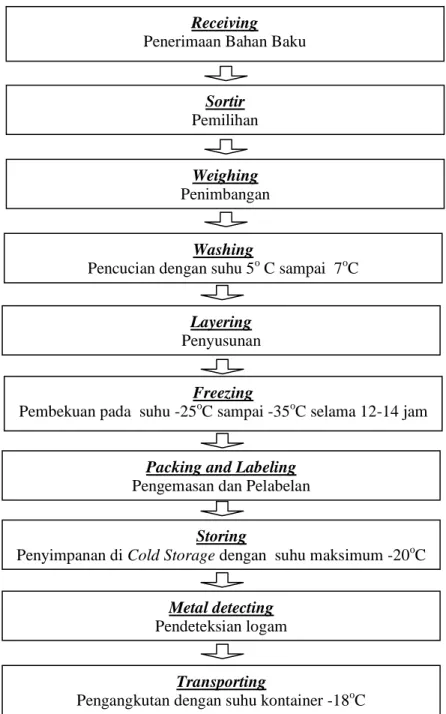
Lampiran 4. Diagram Alir Proses Penanganan Ikan Layur Beku di PT. AGB Palabuhanratu
DIAGRAM ALIR PENANGANAN IKAN LAYUR BEKU DI PT. AGB PALABUHANRATU
Lampiran 5. Lembar Penerimaan Bahan Baku
PT. AGB PALABUHANRATU Jl. Siliwangi Pelabuhan Perikanan Nusantara Palabuhanratu Sukabumi
Tlp. (0266) 434 444-434 445 fax (0266) 434 446
RAW MATERIAL REPORT
(LAPORAN PENERIMAAN BAHAN BAKU)
Product Inspected By
Date Supervisor
Time Nama Unit Kode Suhu Organoleptic Test Remarks
(Waktu) (suplier) (Kg) (oC) Appreance Odour Colour Texture (Keterangan)
DATE Approved By Verified By Prepared By
Lampiran 6. Lembar Inspeksi Sortir Bahan Baku
PT. AGB PALABUHANRATU
Jl. Siliwangi Pelabuhan Perikanan Nusantara Palabuhanratu Sukabumi
Tlp. (0266) 434 444-434 445 fax (0266) 434 446
SORTING INSPECTION REPORT
(LAPORAN INSPEKSI SORTIR)
Product Inspected By
Date Supervisor
Time Nama Quality Size Suhu Colour Texture Odour Defect
Remarks Shell Foreigen meat Other
(Waktu) (suplier) (Kualitas) (Ukuran) (oC) (warna) (daging) (aroma) (pasir) (pancing) (Lain-Lain)
DATE
Approved By Verified By Prepared By
Ags/Hrd?HACCP/Doc
Lampiran 7. Laporan Ukuran Bahan Baku
PT. AGB PALABUHANRATU Jl. Siliwangi Pelabuhan Perikanan Nusantara Palabuhanratu Sukabumi
Tlp. (0266) 434 444-434 445 fax (0266) 434 446
SIZING/WEIGHING REPORT
(LAPORAN UKURAN BAHAN BAKU)
Product Inspected By Date Supervisor
Product Time Code/Size Nett Weight
Actual Nett Weight
Remarks 1 2 3 4 X DATE
Approved By Verified By Prepared By
Ags/Hrd?HACCP/Doc
Lampiran 8. Lembar Catatan Suhu Pada Proses Penanganan
PT. AGB PALABUHANRATU Jl. Siliwangi Pelabuhan Perikanan Nusantara Palabuhanratu Sukabumi
Tlp. (0266) 434 444-434 445 fax (0266) 434 446
RECORD OF PROCESS TEMPERATURE
(CATATAN SUHU PADA PROSES)
Product Inspected By Date Supervisor
Time Sortir Timbangan Pencucian Penyusunan Ruang Proses Remarks
DATE
Approved By Verified By Prepared By
Ags/Hrd?HACCP/Doc
Lampiran 9. Lembar Catatan Inspeksi Timbangan
PT. AGB PALABUHANRATU
Jl. Siliwangi Pelabuhan Perikanan Nusantara
Palabuhanratu Sukabumi Tlp. (0266) 434 444-434 445 fax (0266) 434 446
CALIBRATION SCALE INSPECTION
(CATATAN INSPEKSI TIMBANGAN)
Product Inspected By Date Supervisor
Time Calibration Remarks
Akurat Tidak Akurat
DATE
Approved By Verified By Prepared By
Lampiran 10. Laporan Penerimaan Suplayer
PT. AGB PALABUHANRATU Jl. Siliwangi Pelabuhan Perikanan Nusantara Palabuhanratu Sukabumi
Tlp. (0266) 434 444-434 445 fax (0266) 434 446
APPROVAL SUPPLIER REPORT
(LAPORAN PENERIMAAN SUPLAYER)
Product Inspected By
Date Supervisor
NO. NAMA SUPPLIER ALAMAT ASAL PERAIRAN PENGIRIMAN TEMPAT
PENGIRIMAN
WAKTU
MASUK SUHU REMARKS
DATE
Approved By Verified By Prepared By
Lampiran 11 Laporan Produk Akhir beku
PT. AGB PALABUHANRATU
Jl. Siliwangi Pelabuhan Perikanan Nusantara
Palabuhanratu Sukabumi Tlp. (0266) 434 444-434 445 fax (0266) 434 446
FINISHING PRODUCT FREEZING REPORT
(LAPORAN PRODUK AKHIR BEKU)
Product Inspected By Date Supervisor
TIME BERAT PRODUK TINDAKAN &
KOREKSI REMARKS
SESUAI TIDAK SESUAI
DATE
Approved By Verified By Prepared By
Ags/Hrd?HACCP/Doc
Lampiran 12. Lembar Catatan Pendeteksian Logam
PT. AGB PALABUHANRATU
Jl. Siliwangi Pelabuhan Perikanan Nusantara
Palabuhanratu Sukabumi Tlp. (0266) 434 444-434 445 fax (0266) 434 446
RECORD OF METAL DETECTING
(CATATAN PENDETEKSIAN LOGAM)
Product Inspected By Date Supervisor
DATE TIME KODE NAMA
SUPPLIER JUMLAH REMARKS
DATE
Approved By Verified By Prepared By
Lampiran 13. Lembar Catatan Suhu Air Blast Freezer
PT. AGB PALABUHANRATU
Jl. Siliwangi Pelabuhan Perikanan Nusantara
Palabuhanratu Sukabumi
Tlp. (0266) 434 444-434 445 fax (0266) 434 446
RECORD OF AIR BLAST FREEZER
(CATATAN SUHU AIR BLAST FREEZER)
Product Inspected By Date Supervisor NO. TIME (WAKTU) TEMPERATURE (SUHU OC) REMARKS (KETERANGAN) NO. TIME (WAKTU) TEMPERATURE (SUHU OC) REMARKS (KETERANGAN) DATE
Approved By Verified By Prepared By
Lampiran 14. Lembar Catatan Suhu Cold Storage
PT. AGB PALABUHANRATU
Jl. Siliwangi Pelabuhan Perikanan Nusantara
Palabuhanratu Sukabumi
Tlp. (0266) 434 444-434 445 fax (0266) 434 446
RECORD OF COLD STORAGE
(CATATAN SUHU COLD STORAGE)
Product Inspected By Date Supervisor NO. TIME (WAKTU) TEMPERATURE (SUHU OC) REMARKS (KETERANGAN) NO. TIME (WAKTU) TEMPERATURE (SUHU OC) REMARKS (KETERANGAN) DATE
Approved By Verified By Prepared By Ags/Hrd?HACCP/Doc
Lampiran 15. Lembar Analisis Bahaya
HAZARD ANALYSIS WORK SHEET
Lembar Analisis Bahaya
Tahapan Proses Penyebab
Bahaya Bahaya Potensial
Kategori Bahaya FS KM SSOP / GMP adequately Control Hazard
Apakah Bahaya Potensial Signifikan
Alasan Tindakan Pencegahan SSOP GMP Probability (L/M/H) Severity auto (M/L, N/L) Yes No 1 2 3 4 5 6 7 8 9 10 11 12 1. Penerimaan Bahan Baku - Suhu dan waktu melampaui batas Biologi: - Dekomposisi
- Pertumbuhan Bakteri patogen (E.Coli, Salmonella)
Fisik
- Benda asing (kaca, besi, rambut,potongan serangga,, - Kimia
logam berat
(Clorin, Deterjen, Sabun, cuci tangan) V - V - - - - V V M M M N/L N/L N/L V - - - V -
- Suhu dan waktu melampaui batas dapat menyebabkan pembusukan
- Pengendalian yang baik oleh GMP - Suhu dijaga pada titik leleh es - bahan baku yang bagus diseleksi dan menolak jika terjadi dekomposi si 2. Sortasi - Suhu melampaui batas - Kesalahan manusia
- Pertumbuhan Bakteri patogen (E.Coli, Salmonella) - Ukuran tercampur V - - - V V L L N/L N/L - - V V
- Pengendalian yang baik oleh SSOP dan GMP
3. Penimbangan - Suhu melampaui batas - Timbangan tidak akurat - Kesalahan manusia
- Pertumbuhan bakteri (E.Coli, Salmonella) - Lebih/kurang berat - Ukuran tertukar V - - - - - V V V L L L N/L N/L N/L - - - V V V
- pengendalian yang baik oleh GMP dan SSOP, suhu dipertahankan pada titik leleh es
4. Pencucian - Kontaminasi dari air - Bateri kontaminan V V - L N/L - V - pengendalian yang baik oelh SSOP dan GMP PT. AGB Palabuhanratu
- Suhu melampaui batas
- Pertumbuhan bakteri (E.coli, Salmonella)
V - V L N/L - V - menggunakan air dingin yang layak minum dan suhu tidak melebihi titik leleh es 5. Penyusunan - Kontamina si dari pekerja dan peralatan - Suhu melampaui batas - Bakteri kontaminan - Pertumbuhan bakteri V V V - - V L L N/L N/L - - V V
- Pengendalian yang baik oleh SSOP dan GMP
6. Pembekuan - Pembekua n lambat
Kehilangan cairan - - V L N/L - V Pembekuan cepat
7. Pengemasan dan pelabelan
Kesalahan manusia
- kesalahan penempatan label - lolos label - - - - V V M M N/L N/L - - V V
- Pengendalian yang baik oleh SSOP dan GMP
Pengecekan ulang 8. Metal detektor Keakuratan metal detektor
- Benda logam V - - M N/L V - - Pengendalian yang baik oleh GMP Kalibrasi 9. Penyimpanan beku Fluktuasi suhu
- Pertumbuhan bakteri (E.coli, Salmonella) - Kehilangan cairan V V - - V V M M N/L N/L - - V V
- Pengendalian yang baik dengan GMP (fluktuasi suhu dipertahankan maksimum 2oC) - Pemantauan suhu
dilakukan setiap 1 jam
10. Pengangkuta n - Kontamina si dari lingkungan - Suhu melampaui batas - Bakteri kontaminan
- Pertumbuhan bakteri (E.coli, Salmonella) V V V - - V L L N/L N/L - - V V - Beku - Terbungkus - Pemantauan suhu sebelum pemuatan
FS : FOOD SAFETY MT : MUTU PE : PENYIMPANGAN EKONOMI
KM : KEAMANAN MAKANAN AUTO : AUTOMATIC ML : MAY LIKELY
WH : WHOLESOMENESS EI : ECONOMINC INTEGRATING NL : NOT LIKELY
date
Approved by: Verified by : Prepared by :
Lampiran 16. Lembar Identifikasi Titik Kendali Kritis (CCP)
CCP IDENTIFICATION FOR FROZEN FISH PRODUCT Identifikasi CCP untuk Produk Ikan Beku
Proses step (tahapan proses) Significant Hazard (bahaya yang nyata) Hazard Belong to (kategori bahaya) Q1 Q2 Q3 Q4 CCP Receiving Raw Material Penerimaan Bahan baku - Decomposed - Pathogenic - Dekomposisi - Pertumbuhan bakteri patogen FS
KP YES YES - - YES
Packing Pengemasan - Failure in applying label - Contamination - Kesalahan penempatan label - Kontaminasi lingkungan FS
KP YES YES - - YES
date
Approved by: Verified by : Prepared by :
Ags/Hrd/CCP/Doc
PT. AGB Palabuhanratu
Lampiran 17. Lembar Pengawasan Titik Kendali Kritis (CCP)
CONTROL ESTABLISMEN OF CRITICAL CONTROL POINT (CCP)
Pengawasan Titik Kendali Kritis
CCP SIGNIFICANT HAZARD (Bahay Signifikan) CRITICAL LIMITS FOR EACH PREVENTIVE MEASURES (Batas Kritis Untuk
Setiap tindakan Pencegahan) MONITORING (Pengawasan) CORECTIVE ACTION (Tindakan Koreksi) RECORD (Pencatatan) VERIVICATION (Verifikasi) What (Apa) How (Bagaimana) Frequency (Frekuensi) Who (Siapa) Receiving Raw Material Decomposed Pathogenic Bacterial Growth
In according with the spesification raw material Temperature at melting ice a. Odour b. Colour c. Texture temperatur sensory evaluation termometer Every arrival per basket Quality Control Person
Reject if not the spesification
Form receiving raw material
Daily record review by QA Penerimaan Bahan baku Dekomposisi pertumbuhan bakteri patogen Mengikuti spesifikasi bahan baku
Suhu pada titik leleh es a. Bau b. Warna c. Tekstur suhu Evaluasi secara sensorik termometer Setiap kedatangan perbasket
Petugas QC Ditolak apabila tidak sesuai denganspesifikasi Form penerimaan bahan baku Pemeriksaan laporan harian oleh QA Packing and Labeling - Failure in applying label - mislabeling - Label on Inner & master carton
Visual check Every batch Operator and QC
Re-labeling Report on final product form
Daily record review by QA Pengemasan dan Pelabelan - kesalahan penempatan label - Kontaminasi Lingkungan - Label dan inner master karton Pengecekan secara visual - Operator dan QC
Pelabelan ulang Dicatat pada form produk akhir
Pemeriksaan laporan harian oleh QA
date
Approved by: Verified by : Prepared by :
Ags/Hrd/CCP/Doc
Lampiran 19. Tata Letak Alur Proses PT. AGB Palabuhanratu
Lampiran 20. Foto Alat-alat Penanganan Ikan Layur Beku
Alat-alat Penanganan Ikan Layur
Thermocouple Meja stain less stand
Keranjang Plasti Metal detector
Lampiran 24. Score Sheet (Lembar Penilaian) Sensori Ikan Layur
Score Sheet (Lembar Penilaian) Sensori Ikan Layur
Spesifikasi Nilai Kode Contoh
1 2 3 4 5
A Dalam keadaan beku 1 Kenampakan
lapisan es rata, bening, cukup tebal pada seluruh
permukaan 9
lapisan es rata, bening, cukup tebal, ada bagian
yang terbuka 10% 8
lapisan es tidak rata, bagian yang tebuka sebanyak 20% - 30% 7 lapisan es tidak rata, bagian yang terbuka
sebanyak 40% - 50% 6 banyak bagian lapisan es yang terbuka 60% -
70% 5
banyak bagian lapisan es yang tebuka 80% -
90% 3
tidak terdapat lapisan es 1
2 Pengeringan (Dehidrasi)
tidak ada pengeringan pada permukaan produk 9 pengeringan pada permukaan produk 10% 8 pengeringan pada permukaan produk 20% -
30% 7
pengeringan pada permukaan produk 40% -
50% 6
pengeringan pada permukaan produk 60% -
70% 5
pengeringan pada permukaan produk 80% -
90% 3
seluruh bagian luar produk tampak mengering 1
3 Perubahan warna (Diskolorasi)
belum mengalami perubahan warna pada
permukaan produk 9
perubahan warna pada permukaan produk 10% 8 perubahan warna pada permukaan produk 20%
- 30% 7
perubahan warna pada permukaan produk 40%
- 50% 6
perubahan warna pada permukaan produk 60%
- 70% 5
perubahan warna pada permukaan produk 80%
- 90% 3
perubahan warna menyeluruh pada permukaan produk
B Sesudah Pelelehan (Thawing) 1 Kenampakan
utuh, warna badan perak mengkilat,kulit utuh, mata cembung bening, pupil mata hitam, insang merah cerah
9
utuh, warna badan perak mulai pudar, kuit utuh, mata cembung agak keruh, pupil mata agak keabu-abuan, insang merah
7
utuh, warna badan pudar/redup, kulit keriput, mata datar keruh, pupil mata datar abu-abu, insang merah pucat
5
utuh, warna badan kusam, kulit terkelupas, mata datar keruh, pupil mata abu-abu pucat, insang coklat muda
3
tidak utuh, warna badan sangat kusam, kulit banyak terkelupas, mata cekung sekali, pupil mata abu-abu pucat, insang coklat
1
2 Bau
Segar, Spesifik jenis 9 Segar, agak netral 7
Netral 5
Sedikit busuk 3
busuk 1
3 Tekstur
Padat, kompak, elastis 9 Padat, kompak, elastisitas berkurang 7 Kurang padat, kurang kompak, tidak elastis 5 Lembek, tidak kompak, tidak elastis 3 Sangat lembek, mudah terurai 1
Lampiran 25. Alat Transportasi Ikan
Sepeda Motor
Motor Pengangkut Barang
a b c
d e f
Lampiran 26. Proses Pengemasan Ikan Layur Beku
(a) Persiapan Air Es. (b) Pengeluaran Produk dari ABF. (c) Produk Dimasukan Ke Plastik. (d) Pemasukan Ikan ke dalam Karton. (e) Karton