1 1
MATERI PPM MATERI PPM
PRINSIP KERJA DAN BAGIAN-BAGIAN UTAMA PRINSIP KERJA DAN BAGIAN-BAGIAN UTAMA
MESIN BUBUT CNC TU-2A MESIN BUBUT CNC TU-2A
Oleh: Oleh: Dr. Dwi Rahdiya!a Dr. Dwi Rahdiya!a "T-UN# "T-UN# .. $.
$. Pri%i& Pri%i& Ker'a Ker'a Me%i Me%i B()(! B()(! CNC CNC TU-2 A*i%TU-2 A*i% Mesin B
Mesin Bubut Cubut CNC NC TU-2A mempunyai TU-2A mempunyai prinsip gerakan prinsip gerakan dasar seperti dasar seperti halnyahalnya Mesin Bubut konvensional yaitu gerakan ke arah melintang dan horizontal dengan Mesin Bubut konvensional yaitu gerakan ke arah melintang dan horizontal dengan sistem
sistem koordinat sumbu koordinat sumbu dan !. dan !. "rinsip ker#a Mesin Bubut "rinsip ker#a Mesin Bubut CNC TU-2A CNC TU-2A #uga#uga sama dengan Mesin Bubut konvensional yaitu benda ker#a yang dipasang pada sama dengan Mesin Bubut konvensional yaitu benda ker#a yang dipasang pada $ekam bergerak sedangkan alat potong diam. Untuk arah gerakan pada Mesin $ekam bergerak sedangkan alat potong diam. Untuk arah gerakan pada Mesin Bubut diberi lambang sebagai berikut%
Bubut diberi lambang sebagai berikut% a.
a. &umbu &umbu u untuk arah ntuk arah gerakan melintang gerakan melintang tegak lurus tegak lurus terhadap sumbu pterhadap sumbu putar.utar. b.
b. &umbu ! untuk &umbu ! untuk arah gerakan meman#ang yang se#a#ar arah gerakan meman#ang yang se#a#ar sumbu putar.sumbu putar.
Untuk memper#elas 'ungsi sumbu-sumbu Mesin Bubut CNC TU-2A dapat dilihat Untuk memper#elas 'ungsi sumbu-sumbu Mesin Bubut CNC TU-2A dapat dilihat pada gambar
pada gambar ilustrasi di ba(ah ini%ilustrasi di ba(ah ini%
)ambar *. Mekanisme arah gerakan Mesin Bubut. )ambar *. Mekanisme arah gerakan Mesin Bubut. 2.
2. Ba+ia Ba+ia U!a,a U!a,a Me%i Me%i B()(! B()(! CNC CNC TU TU 2-A2-A a.
a. Bagian Bagian mekanik mekanik *+
Motor utama adalah motor penggerak $ekam untuk memutar benda ker#a. Motor utama adalah motor penggerak $ekam untuk memutar benda ker#a. Motor ini adalah #enis motor arus searah,C
Motor ini adalah #enis motor arus searah,C (Direct Current)(Direct Current) dengandengan ke$epatan putaran yang variabel. Adapun data teknis motor utama adalah% ke$epatan putaran yang variabel. Adapun data teknis motor utama adalah%
a+
a+ en#ang pen#ang putaran /utaran /00 00 1 1 000 000 rpmrpm b+
b+ "o(er 3nput 400 5att"o(er 3nput 400 5att $+
$+ "o(er "o(er 6utput 6utput 700 700 5att5att 2+ 8retan,support
2+ 8retan,support
8retan adalah gerak persum-buan #alannya mesin. Untuk Mesin Bubut 8retan adalah gerak persum-buan #alannya mesin. Untuk Mesin Bubut CNC TU-2A dibedakan men#adi dua bagian9 yaitu %
CNC TU-2A dibedakan men#adi dua bagian9 yaitu % a+
a+ 8retan meman#ang 8retan meman#ang :sumbu :sumbu !+ d!+ dengan #arak engan #arak lintasan 01700 lintasan 01700 mm.mm. b+
b+ 8retan melintang :&umbu + dengan #arak lintasan 0140 mm.8retan melintang :&umbu + dengan #arak lintasan 0140 mm.
)ambar 2. 3lustrasi gerak eretan. )ambar 2. 3lustrasi gerak eretan.
7+
7+ &tep &tep motor motor
&tep motor ber'ungsi untuk menggerakkan eretan9 yaitu gerakan sumbu &tep motor ber'ungsi untuk menggerakkan eretan9 yaitu gerakan sumbu dan gerakan sumbu !. Tiap-tiap eretan memiliki step motor dan gerakan sumbu !. Tiap-tiap eretan memiliki step motor sendirisendiri9 adapun data teknis step motor sebagai berikut%
sendirisendiri9 adapun data teknis step motor sebagai berikut% a+
a+ umlah umlah putaran putaran ;2 ;2 langkahlangkah b+
b+ Momen putar 0.4 Nm.Momen putar 0.4 Nm. $+
$+ <e$e<e$epatapatan gern gerakanakan% ger% gerakan $akan $epat mepat maksaksimuimum ;00 mm ;00 mm,mm,menitenit99 gerakan operasi manual 41 400
gerakan operasi manual 41 400 mm,menmm,menit9 dan it9 dan gerakan operasigerakan operasi mesin CNC terprogram 2 1 == mm,menit.
)ambar 7. &tep motor. )ambar 7. &tep motor.
+
+ >umah >umah alat alat potong potong :revolver,toolturret+:revolver,toolturret+
>umah alat potong ber'ungsi sebagai pen#epit alat potong pada saat >umah alat potong ber'ungsi sebagai pen#epit alat potong pada saat proses
proses penger#aan penger#aan benda benda ker#a. ker#a. Adapun Adapun alat alat yang yang dipergunakan dipergunakan disebutdisebut revolver atau toolturet9 revolver digerakkan oleh step motor sehingga bisa revolver atau toolturet9 revolver digerakkan oleh step motor sehingga bisa dige-rakkan se$ara manual maupun terpogram.
dige-rakkan se$ara manual maupun terpogram.
)ambar . >evolver )ambar . >evolver
"ada revolver bisa dipasang enam alat potong sekaligus yang terbagi "ada revolver bisa dipasang enam alat potong sekaligus yang terbagi me#adi dua bagian9 yaitu %
me#adi dua bagian9 yaitu % a+
a+ Tiga tempat untuk #enis alat pTiga tempat untuk #enis alat potong luar otong luar dengan ukuran *2?dengan ukuran *2?*2 mm.*2 mm. Misal% pahat kanan l
Misal% pahat kanan luar9 pahat potong9 pahat ulir9 dll.uar9 pahat potong9 pahat ulir9 dll. b+
b+ Tiga Tiga tempat tempat untuk untuk #enis #enis alat alat potong potong dalam dalam dengan dengan maksimummaksimum diameter @ mm. Misal% pahat kanan dalam9 bor9 $enter drill9 pahat ulir diameter @ mm. Misal% pahat kanan dalam9 bor9 $enter drill9 pahat ulir dalam9 dll.
dalam9 dll. 4+ Cekam
4+ Cekam
Cekam pada Mesin Bubut ber'ungsi untuk men#epit benda ker#a pada saat Cekam pada Mesin Bubut ber'ungsi untuk men#epit benda ker#a pada saat proses penyayatan berlangsung. <e$e
menggunakan transmisi sabuk. "ada sistem transmisi sabuk dibagi menggunakan transmisi sabuk. "ada sistem transmisi sabuk dibagi men#adi enam transmisi penggerak.
men#adi enam transmisi penggerak.
)ambar 4. Cekam )ambar 4. Cekam /+
/+ Me#a Me#a mesinmesin (Sliding bed)(Sliding bed) Me#a mesin atau
Me#a mesin atau sliding sliding bedbed sangat mempengaruhi baik buruknyasangat mempengaruhi baik buruknya hasil peker#aan menggun
hasil peker#aan menggunakan Mesin akan Mesin Bubut ini9 hal Bubut ini9 hal ini dikarenakanini dikarenakan gerakan meman#ang eretan :gerakan sumbu !+ tertumpu pada kondisi gerakan meman#ang eretan :gerakan sumbu !+ tertumpu pada kondisi sliding
sliding bedbed ini. ika kondisi sliding bed sudah aus atau $a$at bisaini. ika kondisi sliding bed sudah aus atau $a$at bisa di
dipapastistikakan n hahasil sil pepembmbububutautan n menmenggggununakaakan n mesmesin in inini i tidtidak ak akakanan maksimal9 bahkan benda ker#a #uga rusak. al ini #uga berlaku pada maksimal9 bahkan benda ker#a #uga rusak. al ini #uga berlaku pada Me
Mesin sin BuBububut t kokonvenvensnsioionanal. l. UnUntutuk k kelkelan$an$araaran n papadada sliding sliding bed bed kebersihannya harus di#aga dari debu atau beram hasil pembubutan. kebersihannya harus di#aga dari debu atau beram hasil pembubutan. Untuk itu9 setiap selesai berker#a harus dibersihkan dan diberi Untuk itu9 setiap selesai berker#a harus dibersihkan dan diberi pelumas.
pelumas.
)ambar /.
)ambar /. Sliding bed Sliding bed ..
;+
;+ <epala <epala lepas lepas :Tail :Tail &to$k+&to$k+
<epala lepas ber'ungsi sebagai tempat pemasangan senter putar pada <epala lepas ber'ungsi sebagai tempat pemasangan senter putar pada saat proses pembubutan benda ker#a yang relati' pan#ang. "ada kepala saat proses pembubutan benda ker#a yang relati' pan#ang. "ada kepala lepas ini bisa dipasang pen$ekam bor9 dengan diameter mata bor lepas ini bisa dipasang pen$ekam bor9 dengan diameter mata bor
maksimum @ mm. Untuk mata bor dengan diameter lebih dari @ mm9 maksimum @ mm. Untuk mata bor dengan diameter lebih dari @ mm9 ekor mata bor harus memenuhi syarat ketirusan.
ekor mata bor harus memenuhi syarat ketirusan.
)ambar ;. <epala lepas. )ambar ;. <epala lepas.
b.
b. Bagian-bagian kontrol,pengendaliBagian-bagian kontrol,pengendali
Bagian pengendali,kontrol merupakan bak kontrol mesin CNC yang berisikan Bagian pengendali,kontrol merupakan bak kontrol mesin CNC yang berisikan tombol-tombol dan saklar serta dilengkapi dengan monitor. "ada bok kontrol tombol-tombol dan saklar serta dilengkapi dengan monitor. "ada bok kontrol merupakan unsur layanan langsung yang berhubungan dengan operator. merupakan unsur layanan langsung yang berhubungan dengan operator. )ambar berikut menun#ukan se$ara visual dengan nama-nama bagian sebagai )ambar berikut menun#ukan se$ara visual dengan nama-nama bagian sebagai berikut%
berikut%
<eterangan% <eterangan%
*.
*. &aklar &aklar utamautama
)ambar @. Bagian pengendali )ambar @. Bagian pengendali
2.
2. ampu ampu kontrol kontrol saklar saklar utamautama 7.
7. Tombol Tombol emergensiemergensi .
. isplay,sa#iaisplay,sa#ian n putaran putaran spindel spindel utama utama :isplay :isplay >"M+>"M+ 4.
4. &aklar &aklar pengatur pengatur ke$epatan ke$epatan sumbu sumbu utamautama /. Amperemeter
;.
;. &aklar &aklar untuk untuk memilih memilih satuan satuan metri$ atau metri$ atau in$hin$h @.
@. &lot &lot disk disk drivedrive =.
=. &aklar untuk &aklar untuk pemindah oppemindah operasi manual atau erasi manual atau CNC : CNC : hand,manual9 Chand,manual9 C CNC+
CNC+
*0. ampu $ontrol pelayanan CNC *0. ampu $ontrol pelayanan CNC **. Tombol &TA>T un
**. Tombol &TA>T untuk eksekusi tuk eksekusi program CNCprogram CNC *2. Tombol masukan untuk pelayanan
*2. Tombol masukan untuk pelayanan CNCCNC
*7. isplay untuk penun#ukan harga masing-masing 'ungsi :9 !9
*7. isplay untuk penun#ukan harga masing-masing 'ungsi :9 !9 D9 +9 dll.D9 +9 dll. *. Dungsi kode huru' untuk masukan program
*. Dungsi kode huru' untuk masukan program CNCCNC *4. &aklar layanan sumbu utama
*4. &aklar layanan sumbu utama */. &aklar pengatur asutan
*/. &aklar pengatur asutan
*;. Tombol koordinat sumbu 9 !. *;. Tombol koordinat sumbu 9 !. Uraian pen#elasan
Uraian pen#elasan *.
*. &aklar &aklar utama,utama,main switchmain switch
&aklar utama adalah pintu masuk aliran listrik ke kontrol pengendali &aklar utama adalah pintu masuk aliran listrik ke kontrol pengendali CNC. Cara
CNC. Cara ker#a saklar utama yaitu #ika ker#a saklar utama yaitu #ika kun$i saklar utama kun$i saklar utama diputar kediputar ke posisi
posisi * * maka maka arus arus listrik listrik akan akan masuk masuk ke ke kontrol kontrol CNC. CNC. &ebaliknya &ebaliknya #ika#ika kun$i saklar
kun$i saklar utama diputar utama diputar kembali ke kembali ke angka 0 angka 0 maka arus maka arus listrik yanglistrik yang masuk ke kontrol CNC akan terputus.
masuk ke kontrol CNC akan terputus.
)ambar =. &aklar utama )ambar =. &aklar utama 2.
2. ampu ampu kontrol kontrol saklar saklar utamautama Ta
Tanda adanya arus masuk ke bagian pengendali9 lamnda adanya arus masuk ke bagian pengendali9 lampu kontrol saklar pu kontrol saklar utama menyala. ika lampu tidak menyal
utama menyala. ika lampu tidak menyala maka tidak a maka tidak ada arus yangada arus yang masuk.
masuk. 7.
Tombol ini digunakan untuk memutus aliran listrik yang masuk ke Tombol ini digunakan untuk memutus aliran listrik yang masuk ke kontrol mesin. al ini dilakukan apabila akan ter#adi hal-hal yang tidak kontrol mesin. al ini dilakukan apabila akan ter#adi hal-hal yang tidak diinginkan akibat kesalahan program yang telah dibuat. ika tombol ini diinginkan akibat kesalahan program yang telah dibuat. ika tombol ini ditekan maka se$ara otomatis program akan hilang.
ditekan maka se$ara otomatis program akan hilang.
)ambar *0.
)ambar *0. Emergency switch Emergency switch
.
. isplay,sa#iaisplay,sa#ian n putaran putaran spindel spindel utama utama :isplay :isplay >"M+>"M+
&a#ian,display petun#uk putaran >"M spindle utama ber'ungsi untuk &a#ian,display petun#uk putaran >"M spindle utama ber'ungsi untuk menun#ukan #umlah putaran mesin yang disetel pada saklar
menun#ukan #umlah putaran mesin yang disetel pada saklar pengaturanpengaturan ke$epatan sumbu utama.
ke$epatan sumbu utama. 4.
4. &aklar pengatur &aklar pengatur ke$epatan sumbu ke$epatan sumbu utama :speed utama :speed override+override+
&aklar ini ber'ungsi untuk mengatur ke$epatan putar alat potong pada &aklar ini ber'ungsi untuk mengatur ke$epatan putar alat potong pada sumbu utama. &aklar ini bisa
sumbu utama. &aklar ini bisa ber'unber'ungsi pada layanan CNC gsi pada layanan CNC maupumaupunn manual. <e$epatan putara sumbu utama mesin CNC TU-2A berkisar manual. <e$epatan putara sumbu utama mesin CNC TU-2A berkisar antara 40 1 7000 >"M9 sesuai tabel putaran pada mesin.
antara 40 1 7000 >"M9 sesuai tabel putaran pada mesin. Cara pengoperas
Cara pengoperasian saklar ian saklar pengatupengatur ke$epatan sumbu utama r ke$epatan sumbu utama ini ini adalah9adalah9 saklar pengatur ke$epatan sumbu utama diputar ke arah kanan mendekati saklar pengatur ke$epatan sumbu utama diputar ke arah kanan mendekati ang
angka ka *0*00 0 ununtutuk k menmeniningkgkatkatkan an keke$ep$epataatan n puputartaran an spspinindldle. e. UnUntutuk k mengu
mengurangi ke$epatan rangi ke$epatan spindspindle le putar kembali saklar putar kembali saklar pengatupengatur r ke$epatanke$epatan sumbu utama ke arah kiri mendekati angka 0.
)ambar **.
)ambar **. &aklar pengatur &aklar pengatur ke$epatan sumbu ke$epatan sumbu utama.utama. /. Ampermeter
/. Ampermeter
Ampermeter ber'unsi untuk menun#ukkan beban motor utama. Besar arus Ampermeter ber'unsi untuk menun#ukkan beban motor utama. Besar arus yang aman selama mesin beker#a maksimum 2 amper9 sedangkan besar yang aman selama mesin beker#a maksimum 2 amper9 sedangkan besar arus listrik maksimum yang mengalir pada motor utama adalah amper. arus listrik maksimum yang mengalir pada motor utama adalah amper. ika arus listrik yang ditun#ukkan ampermeter melebihi 2 amper9 tebal ika arus listrik yang ditun#ukkan ampermeter melebihi 2 amper9 tebal penyayatan
penyayatan harus dikurangi. harus dikurangi. ika meika mendekati ndekati amper9 mesin amper9 mesin harus segeraharus segera dimatikan9 agar mesin motor utama tidak rusak.
dimatikan9 agar mesin motor utama tidak rusak.
)ambar *2. Ampere Meter )ambar *2. Ampere Meter ;.
;. &aklar &aklar layanan layanan dimensi dimensi :mm,in$hi+:mm,in$hi+
&aklar ini ber'ungsi untuk mengatur layanan dimensi yang akan beker#a &aklar ini ber'ungsi untuk mengatur layanan dimensi yang akan beker#a pada
pada mesin mesin CNC9 CNC9 yaitu yaitu layanan layanan dalam dalam bentuk bentuk satuan satuan Metris Metris maupunmaupun 3n$h. Cara ker#a saklar ini9 apabila mesin akan di'ungsikan pada dimensi 3n$h. Cara ker#a saklar ini9 apabila mesin akan di'ungsikan pada dimensi tertentu9 maka simbol penun#uk saklar diputar pada titik satuan dimensi tertentu9 maka simbol penun#uk saklar diputar pada titik satuan dimensi yang sesuai dengan program ker#a. Agar lebih #elas lihat gambar berikut yang sesuai dengan program ker#a. Agar lebih #elas lihat gambar berikut ini%
ini%
)ambar *7. "enun#ukan saklar dalam satuan Metris )ambar *7. "enun#ukan saklar dalam satuan Metris @.
@. ayanan ayanan disketdisket i
isk sk drdrivive e papada da mesmesin in CNCNC C didimakmaksusudkdkan an ununtuk tuk pepelaylayanaanann pengoperasian
pengoperasian disket. disket. engan engan pelayanan pelayanan disket disket dapat dapat dilakukan%dilakukan% menyim
menyimpan data dari memori pan data dari memori mesin ke dalam memori disket9 danmesin ke dalam memori disket9 dan memindah data program dari data ke dalam memori mesin.
)ambar *. isk drive )ambar *. isk drive =.
=. Tombol Tombol pengalihan pengalihan layanan layanan manual manual atau atau CNCCNC
Tombol ,C ber'ungsi untuk mengalihkan layanan mesin $ara manual ke Tombol ,C ber'ungsi untuk mengalihkan layanan mesin $ara manual ke layanan CNC atau sebaliknya. ika mesin dalam layanan manual :lampu layanan CNC atau sebaliknya. ika mesin dalam layanan manual :lampu layanan manual menyala+9 kemudian kita tekan tombol ,C9 nyala lampu layanan manual menyala+9 kemudian kita tekan tombol ,C9 nyala lampu akan berpindah ke lampu layanan CNC.
akan berpindah ke lampu layanan CNC.
)ambar *4. Tombol ,C )ambar *4. Tombol ,C
*0. ampu $ontrol pelayanan CNC *0. ampu $ontrol pelayanan CNC
Ber'ungsi untuk menun#ukkan #enis pengoperasiaan mesin dengan Ber'ungsi untuk menun#ukkan #enis pengoperasiaan mesin dengan layanan CNC :otomatis+.
layanan CNC :otomatis+. **. Tombol &TA>T
**. Tombol &TA>T Untuk mengeksek
Untuk mengeksekusi usi :men#al:men#alankan+ program se$ara ankan+ program se$ara otomaotomatistis :terpro
:terprogram+. Tombol strart gram+. Tombol strart ditekan setelah saklar operasi ditekan setelah saklar operasi mesin diputar mesin diputar ke posisi CNC.
ke posisi CNC.
)ambar */. Tombol &TA>T )ambar */. Tombol &TA>T
*2. Tombol masukan untuk pelayanan *2. Tombol masukan untuk pelayanan CNCCNC
Tombol ini ber'ungsi untuk menyimpan data pada memori Tombol ini ber'ungsi untuk menyimpan data pada memori mesin
mesin
Tombol ini ber'ungsi untuk menghapus satu karakter,kata Tombol ini ber'ungsi untuk menghapus satu karakter,kata untuk diganti
untuk diganti
Tombol ini ber'ungsi untuk memindah $ursor kembali ke Tombol ini ber'ungsi untuk memindah $ursor kembali ke
nomor blok program sebelumnya. nomor blok program sebelumnya.
Tombol ini ber'ungsi untuk memindah $ursor menu#u Tombol ini ber'ungsi untuk memindah $ursor menu#u nomor
nomor blok blok berikutnya.berikutnya. Tombol untuk%
Tombol untuk%
o
o Memasukkan data bernilai negati'9 tombol ini ditekanMemasukkan data bernilai negati'9 tombol ini ditekan
setelah memasukkan nilai,angka yang dikehendaki. setelah memasukkan nilai,angka yang dikehendaki.
o
o Memasukkan data dengan karakter M. Contoh% M==9 M079Memasukkan data dengan karakter M. Contoh% M==9 M079
M04. M04.
o
o Mengu#i kebenaran program9 setelah program selesaiMengu#i kebenaran program9 setelah program selesai
dibuat9 tekan dan tahan tombol ini9 se$ara otomatis program dibuat9 tekan dan tahan tombol ini9 se$ara otomatis program yang telah dibuat akan di$ek kebenarannya oleh komputer. yang telah dibuat akan di$ek kebenarannya oleh komputer. Tombol ini ber'ungsi untuk memindahkan $ursor.
Tombol ini ber'ungsi untuk memindahkan $ursor.
<ombinasi tombol untuk menghapus satu baris blok <ombinasi tombol untuk menghapus satu baris blok
program.
program. :Tek:Tekan an tombol tombol E E diikuti diikuti tombol tombol 8+.8+.
<ombinasi tombol
<ombinasi tombol untuk menyisipkan untuk menyisipkan satu baris blok satu baris blok program.
program. :Te:Tekan kan tombol tombol E E diikuti diikuti tombol tombol 3N"+.3N"+.
<ombinasi tombol untuk % <ombinasi tombol untuk %
- Menghapus alarm. :Tekan tombol >8F diikuti tombol - Menghapus alarm. :Tekan tombol >8F diikuti tombol
3N"+ 3N"+
- <embali ke a(al program. - <embali ke a(al program.
<ombinasi tombol untuk mengeksekusi program agar <ombinasi tombol untuk mengeksekusi program agar
berhenti
berhenti sementara. sementara. :Te:Tekan kan tombol tombol 3N" 3N" diikuti diikuti tomboltombol D5+.
D5+.
Tombol kombinasi untuk mengeksekusi program se$ara Tombol kombinasi untuk mengeksekusi program se$ara satu persatu dalam setiap blok program.
<ombi
<ombinasi ini nasi ini biasa digunbiasa digunakan sebagai salah akan sebagai salah satu $arasatu $ara penge$ekan
penge$ekan kebenaran kebenaran program. program. :Te:Tekan kan tombol tombol * * disusuldisusul tombol &TA>T+
tombol &TA>T+
Tombol kombinasi untuk menghapus program se$ara Tombol kombinasi untuk menghapus program se$ara keseluruhan dari memori mes
keseluruhan dari memori mesin. :Tekin. :Tekan tombol 8 an tombol 8 diikutidiikuti 3N"+.
3N"+.
*7. isplay penun#uk lintasan eretan *7. isplay penun#uk lintasan eretan
isplay lintasan eretan ber'ungsi untuk menun#ukkan #alannya eretan isplay lintasan eretan ber'ungsi untuk menun#ukkan #alannya eretan arah G atau !G dalam perseratusan mm :*,*00 mm+. Misalnya tombol arah G atau !G dalam perseratusan mm :*,*00 mm+. Misalnya tombol !- ditekan dan pada display mun$ul angka *4009 berarti #arak yang telah !- ditekan dan pada display mun$ul angka *4009 berarti #arak yang telah ditempuh eretan pada sumbu !- adalah *400,*00mm *4 mm.
ditempuh eretan pada sumbu !- adalah *400,*00mm *4 mm. *. &aklar operasi mesin
*. &aklar operasi mesin &aklar operasi mesin
&aklar operasi mesin ini ini digudigunakan mengatur perputaran sumbnakan mengatur perputaran sumbu utamau utama sesuai menu y
sesuai menu yang ang di#alankan9 yaitu perputaran di#alankan9 yaitu perputaran manual dan manual dan CNC. CNC. CaraCara ker#a saklar operasi mesin adalah sebagai berikut%
ker#a saklar operasi mesin adalah sebagai berikut% a+
a+ ika saklar dika saklar diputar padiputar pada angka * maka mena angka * maka menu yang dipiu yang dipilih adalah mlih adalah menuenu manual yaitu pergerakan eretan9 kedalaman pemakanan tergantung oleh manual yaitu pergerakan eretan9 kedalaman pemakanan tergantung oleh operator.
operator. b+
b+ ika ika saklar saklar diputar diputar pada pada HCNCI HCNCI berarti berarti menu menu yang yang dipilih dipilih adalah adalah menumenu CNC yaitu semua pergerakan yang ter#adi dikontrol oleh komputer baik CNC yaitu semua pergerakan yang ter#adi dikontrol oleh komputer baik itu gerakan sumbu utama gerakan eretan9 maupun kedalaman itu gerakan sumbu utama gerakan eretan9 maupun kedalaman pemakanan.
)ambar
)ambar *;. *;. 3lustrasi saklar 3lustrasi saklar operasi operasi manual. manual. )ambar )ambar *@. *@. 3lustrasi saklar 3lustrasi saklar operasi CNC
operasi CNC
*4. &aklar layanan sumbu utama *4. &aklar layanan sumbu utama
&aklar ini ber'ungsi untuk mengatur presentase ke$epatan putaran &aklar ini ber'ungsi untuk mengatur presentase ke$epatan putaran spindle,benda ker#a dari 0J-*00J. Besar putaran mesin dalam putaran spindle,benda ker#a dari 0J-*00J. Besar putaran mesin dalam putaran per
per menit menit dapat dapat diba$a diba$a pada pada display :display :sa#ian sa#ian rpm+ rpm+ mesin mesin yang yang terletak terletak didi sebelah kiri saklar. ika saklar diputar ke kanan :searah #arum #am+9 maka sebelah kiri saklar. ika saklar diputar ke kanan :searah #arum #am+9 maka putaran
putaran sumbu sumbu utama utama akan akan meningkat meningkat semakin semakin tinggi tinggi sesuai sesuai dengandengan posisi transmisi sabuk yang akti'.
posisi transmisi sabuk yang akti'.
*/. &aklar pengaturan asutan */. &aklar pengaturan asutan
&aklar ini ber'ungsi sebagai pengatur ke$epatan gerakan asutan dari &aklar ini ber'ungsi sebagai pengatur ke$epatan gerakan asutan dari eretan mesin. &aklar ini hanya dipergunakan pada pengoperasian mesin eretan mesin. &aklar ini hanya dipergunakan pada pengoperasian mesin se$ara manual. <e$epatan asutan untumesin CNC-TU2A berkisar antara se$ara manual. <e$epatan asutan untumesin CNC-TU2A berkisar antara 4100 mm,menit.
4100 mm,menit.
)ambar *
)ambar *=. =. &aklar peng&aklar pengatur atur asutan.asutan.
*;. Tombol koordinat sumbu 9! *;. Tombol koordinat sumbu 9!
Ber'ungsi untuk menggerakan eretan dalam arah koordinat meman#ang Ber'ungsi untuk menggerakan eretan dalam arah koordinat meman#ang sumbu ! dan koordinat melintang . ika tombol ini ditekan satu kali9 sumbu ! dan koordinat melintang . ika tombol ini ditekan satu kali9 eretan akan bergerak se#auh 090* mm.
eretan akan bergerak se#auh 090* mm. $.
$. Bagian-bagian Bagian-bagian tampilan tampilan program,monitor program,monitor Mo
Monitonitor r padpada a mesmesin in CNC CNC ber'ber'ungungsi si untuntuk uk menmenya#iya#ikan kan data data proprogragramm pengoperasiaan
pengoperasiaan CNC9 CNC9 baik baik se$ara se$ara manual manual maupun maupun terprogram terprogram :CNC+. :CNC+. "ada"ada layar monitor dapat diba$a nilai masukan data yang diketik pada papan,panel layar monitor dapat diba$a nilai masukan data yang diketik pada papan,panel
pengendali
pengendali sehingga sehingga data data masukan masukan dapat dapat diketahui diketahui kebenarannya. kebenarannya. <ontruksi<ontruksi dari monitor hampir sama dengan televisi atau monitor komputer.
dari monitor hampir sama dengan televisi atau monitor komputer.
.
. Me+a!(r Me+a!(r e/e&a!a e/e&a!a &0!0+ da&0!0+ da e e/e&a!a /e&a!a &(!ar &(!ar ,e%i,e%i a.
a. "engertian "engertian ke$epatan ke$epatan potongpotong
<e$epatan potong adalah suatu harga
<e$epatan potong adalah suatu harga yang diperlukyang diperlukan dalam an dalam menentumenentukankan ke$epatan pada saat proses penyayatan atau pemotongan benda ker#a. arga ke$epatan pada saat proses penyayatan atau pemotongan benda ker#a. arga ke$epatan potong ditentukan oleh #enis alat potong9 dan #enis benda ker#a yang ke$epatan potong ditentukan oleh #enis alat potong9 dan #enis benda ker#a yang dipotong.
dipotong.
Adapun rumus dasar untuk menentukan ke$epatan potong adalah% Adapun rumus dasar untuk menentukan ke$epatan potong adalah%
i mana% i mana%
F$,Cs
F$,Cs % % ke$epatan ke$epatan potong potong :m,menit+:m,menit+ d
d % % diameter diameter benda benda ker#a ker#a :mm+:mm+ n
n % % ke$epatan ke$epatan putar putar mesin mesin :rpm+:rpm+
arga ke$epatan potong dipengaruhi oleh beberapa 'aktor% arga ke$epatan potong dipengaruhi oleh beberapa 'aktor%
*+
*+ Bahan Bahan benda benda ker#a ker#a atau atau #enis m#enis material.aterial. 2+
2+ &emakin tinggi &emakin tinggi kekuatan bahan yang kekuatan bahan yang dipotong9 maka harga dipotong9 maka harga ke$epatanke$epatan potong semakin ke$il.
potong semakin ke$il. 7+
7+ enis enis alat alat potong potong :Tool+.:Tool+. +
+ &emakin tingg&emakin tinggi kekuatan alat pi kekuatan alat potongnya semakin otongnya semakin tinggi ptinggi pula ke$epatanula ke$epatan potongnya.
potongnya. 4+
4+ Besarnya Besarnya ke$epatan ke$epatan penyayatan,apenyayatan,asutan.sutan. /+
/+ &emaki besar #arak &emaki besar #arak asutan9 maka asutan9 maka harga ke$epatan pharga ke$epatan potong otong semakin ke$il.semakin ke$il. ;+
;+ <edalaman <edalaman penyayatan,pemotongan.penyayatan,pemotongan. @+
@+ &emakin tebal &emakin tebal penyayatan9 maka penyayatan9 maka harga ke$epatan harga ke$epatan potong potong semakin ke$il.semakin ke$il. b.
b. umlah putaranumlah putaran
umlah putaran mesin dapat dihitung dengan rumus% umlah putaran mesin dapat dihitung dengan rumus%
i mana% i mana%
F$,Cs
F$,Cs % % ke$epatan ke$epatan potong potong :m,menit+:m,menit+ d
d % % diameter diameter benda benda ker#a ker#a :mm+:mm+
$.
$. <e$epatan <e$epatan asutanasutan
Asutan adalah pemotongan benda. Asutan sendiri dibedakan men#adi dua9 Asutan adalah pemotongan benda. Asutan sendiri dibedakan men#adi dua9 yaitu %
yaitu % *+
*+ Asutan Asutan dalam dalam mm,putaran mm,putaran :'+:'+ 2+
2+ Asutan Asutan dalam dalam mm,menit mm,menit :D+:D+
>umus dasar perhitungan asutan adalah% >umus dasar perhitungan asutan adalah%
D :mm,menit+ n :put,menit+ ? ' :mm,putaran+ D :mm,menit+ n :put,menit+ ? ' :mm,putaran+
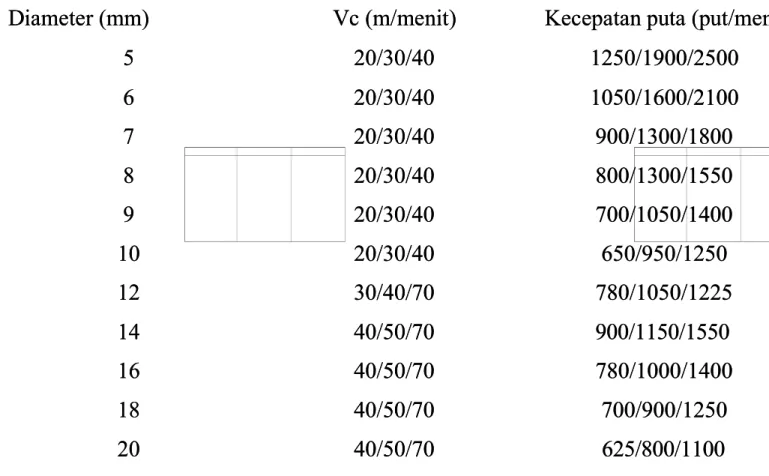
ari beberapa rumusan di atas9 didapat suatu tabel perbandingan antara ari beberapa rumusan di atas9 didapat suatu tabel perbandingan antara diameter benda ker#a9 ke$epatan potong9 dan putaran mesin.
diameter benda ker#a9 ke$epatan potong9 dan putaran mesin.
Tabel *. ubungan diameter benda ker#a9 ke$epatan potong9 dan putaran Tabel *. ubungan diameter benda ker#a9 ke$epatan potong9 dan putaran mesin.
mesin.
iiaammeetteer r ::mmmm++ FF$ $ ::mm,,mmeenniitt++ <<ee$$eeppaattaan n ppuutta a ::ppuutt,,mmeenniitt 4 4 / / ; ; @ @ = = *0 *0 *2 *2 * * */ */ *@ *@ 20 20 20,70,0 20,70,0 20,70,0 20,70,0 20,70,0 20,70,0 20,70,0 20,70,0 20,70,0 20,70,0 20,70,0 20,70,0 70,0,;0 70,0,;0 0,40,;0 0,40,;0 0,40,;0 0,40,;0 0,40,;0 0,40,;0 0,40,;0 0,40,;0 *240,*=00,2400 *240,*=00,2400 *040,*/00,2*00 *040,*/00,2*00 =00,*700,*@00 =00,*700,*@00 @00,*700,*440 @00,*700,*440 ;00,*040,*00 ;00,*040,*00 /40,=40,*240 /40,=40,*240 ;@0,*040,*224 ;@0,*040,*224 =00,**40,*440 =00,**40,*440 ;@0,*000,*00 ;@0,*000,*00 ;00,=00,*240 ;00,=00,*240 /24,@00,**00 /24,@00,**00
2 244 00,,4400,,;;00 440000,,//4400,,==0000 7 700 00,,4400,,;;00 2244,,444400,,;;4400 7 744 00,,4400,,;;00 77//00,,4400,,//4400 00 4400,,;;00,,**0000 0000,,44;;00,,@@0000 44 4400,,;;00,,**0000 774400,,440000,,;;0000 4 400 4400,,;;00,,**0000 222244,,4400,,//4400 RE"ERENSI RE"ERENSI
8m$o :*=@@+9 "etun#uk "emrograman dan "elayanan 8MC6 TU-2A9 Austria% 8m$o :*=@@+9 "etun#uk "emrograman dan "elayanan 8MC6 TU-2A9 Austria%
8MC6 MA38> K Co. 8MC6 MA38> K Co. Drommer9 ans ). :*=@4+.
Drommer9 ans ). :*=@4+. Practical Practical CNC-TrCNC-Training faining for Planning or Planning and Shopand Shop :part2 %:part2 % 8?amples and e?er$ise+. )ermany% anser "ublishers.
8?amples and e?er$ise+. )ermany% anser "ublishers. ayes9 ohn . :*=@4+.
ayes9 ohn . :*=@4+. Practical Practical CNC-TrCNC-Training aining for for Planning Planning and and ShopShop :part*L:part*L Dundamental+. )ermany% anser "ublishers.
Dundamental+. )ermany% anser "ublishers. ove9 )eorge9 :*=@7+9
ove9 )eorge9 :*=@7+9 The Theory and Practice of etalwor!The Theory and Practice of etalwor! :thord edition+9:thord edition+9 Te
Ter#emahan :arun A.>.+9 ongmand r#emahan :arun A.>.+9 ongmand )roup imited.)roup imited. "usztai9 oseph and &ava Mi$hael9 :*=@7+.
"usztai9 oseph and &ava Mi$hael9 :*=@7+. Computer Numerical Control Computer Numerical Control .. Firgina% >eston "ublishing Company9 3n$