43
BAB V
ANALISA PEMECAHAN MASALAH
5.1. NON VOLATIL CONTENT
Untuk analisa Non Volatil Content pada Peta Control tampak tidak stabil dan ada beberapa data pengukuran yang berada diluar batas kendali. Pada gambar 4.1 terdapat penyimpangan pada beberapa titik. Apabila NV yang didapat terlalu tinggi maka akan menyebabkan proses pada pembuatan cat akan menjadi relatif lebih lama. Hal ini juga menyebabkan Konversi bahan lain yang digunakan juga akan lebih banyak sehingga menyebabkan kurang efektifnya dalam pemakaian bahan dan pemborosan biaya produksi Hal ini harus diperbaiki bahkan sedapat mungkin harus masuk dalam range spesifikasi, sehingga proses menjadi berada dalam pengendalian statistical.. hal ini dapat dihilangkan dengan mengkaji faktor- faktor yang menyebabkan terjadinya keadaan tersebut.
Adapun faktor-faktor tersebut adalah :
1. Operator Unskill Operator ; masih kurang terampilnya operator baru di QC sehingga menyebabkan kurang maksimalnya hasil pengecekan produk.
2. Alat yang digunakan ; karena jumlah frekwensi pengecekan yang relatif padat sehingga oven lebih sering digunakan maka Suhu didalam oven menjadi tidak maksimal dan stabil, ditambah dengan jadwal kalibrasi alat yang masih 1bulan 1kali sehingga menyebabkan kurang akuratnya pengecekan NV resin.
44
3. Metode Kerja ( Method ) ; yaitu belum adanya Standarisasi metode kerja yang digunakan pada waktu Dilution oleh operator produksi, sehingga efektifitas dan hasil produksi kurang maksimal.
4. Lingkungan ( Environment ) yaitu ; Suhu dan kelembaban udara didalam ruangan laboratorium QC yang relatif tinggi menyebabkan hasil dari pengecekan kurang akurat.
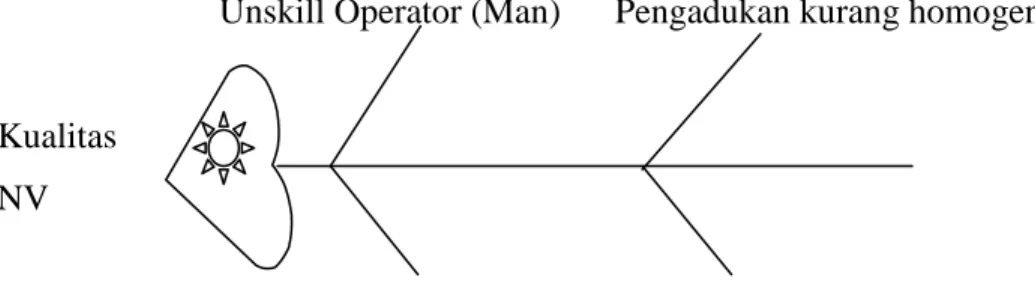
Diagram sebab akibat ( fishbone ) dapat dilihat pada gambar di bawah ini ; Unskill Operator (Man) Pengadukan kurang homogen
Kualitas NV
Suhu Oven tidak sesuai (Mesin) Suhu&Kelembaban ruang (Lingk)
Gambar 5.1 Gambar Diagram Tulang Ikan Kualitas Non Volatil Content
Setelah dibuatkan Fishbone maka ditemukan faktor-faktor yang mempengaruhi dari pengecekan kualitas Non Volatil resin. Untuk itu Maka akan dibuatkan tindakan perbaikan untuk bisa merubah keadaan tersebut, dengan demikian perusahaan dapat meningkatkan sumber daya dan kinerja yang lebih baik. Selain itu tindakan perbaikan ini dapat dijadikan sebagai langkah kedepan untuk menghindari defect pada produk.
45
Adapun tindakan yang akan dilakukan pada tabel berikut : Tabel 5.1 5W + 1H untuk Non Volatil Content
Untuk lebih jelasnya penyebab-penyebab dari penyimpangan kualitas NV akan dijelaskan sebagai berikut ;
Unskill Operator
Faktor ini dianggap penting sebab akan menentukan terhadap kualitas hasil dari pengecekan resin. Apabila operator kurang memiliki keahlian dan ketelitian maka keakuratan dalam pengecekan akan semakin banyak mengalami variasi sehingga data yang diperoleh menjadi beragam dan data yang diperoleh menjadi kurang valid. Oleh
What Why Where Who When How
Unskill operator Pengecekan kurang valid,Operator kurang trampil AMR Tech center QC QC inspector Start juli 2010 Mengadakan training serta meningkatka n ketelitian Suhu oven tidak akurat Frekwensi pengecekan padat,Suhu oven kurang maksimal AMR Tech center QC QC inspector Start juli 2010 -Kalibrasi oven secara berkala. -Menambah jumlah oven Metode Kerja Pengadukan di Dilution Tank kurang homogen AMR Productio n Operator production Juli 2010 Menetapkan standar waktu untuk pengadukan Lingkunga n Suhu dan kelembaban udara AMR Tech Center QC MTE Agust 2010 Memberikan AC di lab QC
46
karena itu untuk mencegah hal tersebut maka perlu diadakan training untuk operator QC sehingga diharapkan akan lebih meningkatkan skill serta ketelitian operator sehingga hasil pengecekan NV resin akan terjamin kualitasnya.
Suhu Oven kurang akurat.
Dalam hal ini dikarenakan jadwal produksi yang sangat padat sehingga frekwensi pengecekan di laboratorium QC sangat tinggi sehingga menyebabkan keadaan temperatur/suhu didalam oven yang digunakan kurang maksimal, tidak sesuai dengan setting temperatur yang diinginkan. Dimana temperatur dalam Oven cenderung lebih rendah dan kurang actual, hal ini menyebabkan penguapan resin yang dicek kurang maksimal sehingga nilai NVnya menjadi lebih tinggi.
Dengan adanya keadaan seperti itu maka perlu dilakukan kalibrasi oven yang lebih sering ( berkala ) dimana biasanya 1 bulan satu kali menjadi tiap 2 mingguan sehingga diharapkan oven yang digunakan memiliki Temperatur yang sesuai. Perusahaan juga seharusnya membeli tambahan oven untuk lebih memaksimalkan pengecekan NV.
Pengadukan di dalam Dilution Tank ( DT ) Kurang
Dalam hal ini di bagian produksi Resin setelah diproses dan endpoint / selesai maka resin dimasukkan dalam DT ( dilution tank ) untuk di dilution / pengenceran sesuai dengan NV yang diinginkan, pada proses ini pengadukan campurn resin harus benar-benar homogen. Sehingga menyebabkan kekurang akuratannya dalam pengecekan.dalam hal ini perlu adanya waktu standar baku untuk proses pengadukan didalam Dilution Tank,sehingga akan lebih efektif.
47
5.2. VISCOSITAS
Untuk analisa Viscositas pada peta kendali terlihat tidak stabil, dan data yang didapat cenderung acak dan tidak konstan. Hal ini dapat dilihat dari adanya beberapa data yang berada diluar batas pengendalian. Nilai viscositas yang terlalu tinggi . Hal ini dapat berpengaruh pada penggunaan bahan lain yang semakin banyak pada pembuatan cat, dimana resin tersebut cenderung lebih reaktif .
Variasi dan penyimpangan data yang terlalu banyak harus diperbaiki dan bahkan jika memungkinkan harus dapat diminimalkan ataupun dihilangkan. Penyebab khusus ini dapat diminimalkan dengan mengkaji lagi faktor yang menyebabkan terjadinya hal tersebut, adapun faktor – faktor tersebut diantaranya adalah :
Berdasarkan analisa yang ditemukan, penyebab terjadinya variasi tersebut tidak terdapat hanya dari faktor bahan baku akan tetapi berbagai faktor diantaranya : 1. Operator yang tidak mengikuti standar operasi yang telah ditentukan.
2. Alat Brookfieldmeter yang belum dikalibrasi. 3. Jumlah sampel kurang.
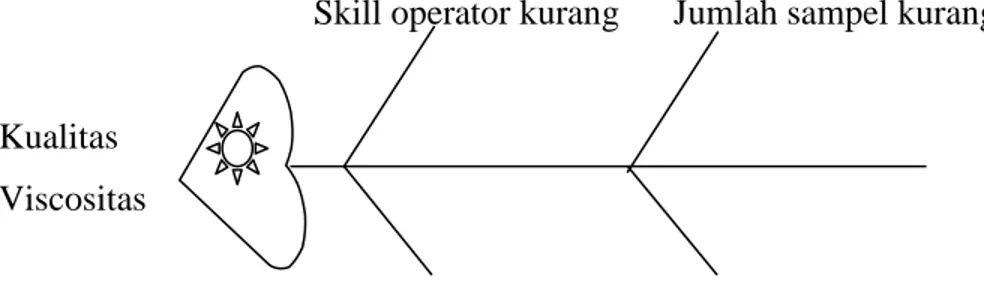
4. Suhu pengecekan yang mungkin terlalu rendah dan kelembaban udaranya yang tinggi menyebabkan hasil pengecekan tidak maksimal dan cenderung beragam. Diagram sebab akibat ( fishbone ) dapat diihat pada gambar di bawah ini ;
Skill operator kurang Jumlah sampel kurang
Kualitas Viscositas
Kalibrasi kurang Suhu kelembaban tinggi Gambar 5.2 Gambar Diagram Tulang Ikan Kualitas Viscositas
48
Setelah dibuat diagram fishbone maka ditemukan faktor-faktor yang memepengaruhi dari pengecekan Viscositas tersebut maka dibuatkan tindakan perbaikan. Dengan demikian perusahaan dapat meningkatkan kualitas produk dengan meningkatkan kinerja yang lebih baik.
Selain itu tindakan perbaikan dapat dijadikan sebagai langkah kedepan untuk mengurangi bahkan menghindari defect pada produk serta mampu meningkatkan produktifitas perusahaan. Adapun tindakan perbaikan yang sudah ada dan yang akan dilakukan dapat dilihat pada tabel berikut ini ;
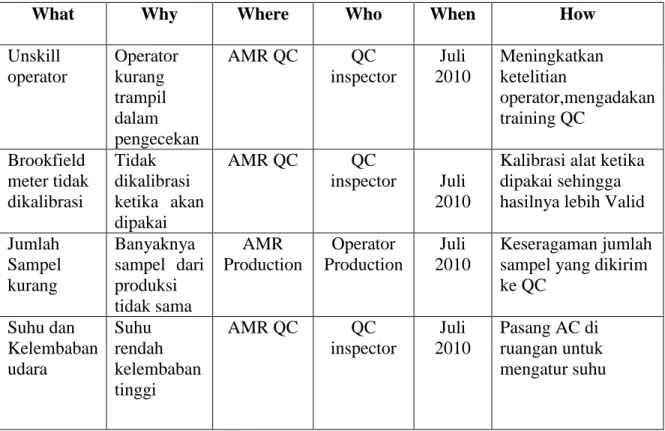
Tabel 5.2 5W + 1H untuk Viscositas
What Why Where Who When How
Unskill operator Operator kurang trampil dalam pengecekan AMR QC QC inspector Juli 2010 Meningkatkan ketelitian operator,mengadakan training QC Brookfield meter tidak dikalibrasi Tidak dikalibrasi ketika akan dipakai AMR QC QC inspector Juli 2010
Kalibrasi alat ketika dipakai sehingga hasilnya lebih Valid Jumlah Sampel kurang Banyaknya sampel dari produksi tidak sama AMR Production Operator Production Juli 2010 Keseragaman jumlah sampel yang dikirim ke QC Suhu dan Kelembaban udara Suhu rendah kelembaban tinggi AMR QC QC inspector Juli 2010 Pasang AC di ruangan untuk mengatur suhu
49
Penyebab terjadinya penyimpangan kualitas resin yaitu ;
Operator
Dalam hal ini operator sangatlah penting untuk menentukan kualitas resin terdebut., sehingga keahlian dalam pengecekan yang dimiliki operator sangatlah penting guna menjamin hasil produk yang dibuat. Dalam hal ini perlu adanya pelatihan sehingga mampu memberikan hasil yang maksimal.
Brookfield meter yang tidak dikalibrasi
Penggunaan alat yang relatif sangat padat menyebabkan kurangnya pengecekan pada alat tersebut, sehingga kalibarasi yang dilakukan mempunyai jangka yang relatif lama. Hal ini mengakibatkan keakuratan dari alat akan berkurang, sehingga perlu diperhitungkan lagi dalam pengaturan kalibrasi terhadap alat tersebut sehingga mampu memberikan jaminan ketelitian yang akurat.
Jumlah sampel kurang
Hal ini disebabkan adanya ketidakseragaman jumlah sampel yang dikirim dari produksi ke QC sehingga menyebabkan perbedaan jumlah volume saat pengecekan viscositas, dan hal itu menyebabkan adanya variasi hasil pengecekan yang kurang baik.
Suhu kelembaban udara yang tinggi
Hal ini menyebabkan viscositas resin relaitf lebih tinggi / kental sehingga dalam pengecekan mempunyai nilainya menjadi kurang akurat ( beragam ) sehingga menyebabkan adanya kelompok yang tidak masuk dalam proses statistik.
50
Pengadukan di dalam Dilution Tank ( DT ) kurang homogen
Dalam hal ini di bagian produksi Resin setelah proses endpoint resin langsung dimasukkan dalam DT ( dilution tank ) untuk di dilution / pengenceran sesuai dengan NV yang diinginkan, maka dalam pengadukannya harus benar-benar homogen karena jika tidak maka hasil dari resin tersebut akan mempunyai viscositas yang kurang sempurna. Sehingga menyebabkan kekurang akuratannya dalam pengecekan.
Dari persoalan-persoalan yang dihadapi maka kita telah bisa mengambil kesimpulan tentang apa yang harus kita benahi sehingga diharapkan perusahaan mampu memberikan hasil yang maksimal, mengurangi jumlah outspesifikasi, sehingga komplain dari kostumer mampu diminimalkan dan pada akhirnya mampu meningkatkan produktifitas perusahaan.