Analisis Kecepatan Putar, Durasi Gesek dan Tekanan Terhadap Kekuatan Tarik Hasil Pengelasan Gesek (Friction Welding)
Teks penuh
Gambar
Dokumen terkait
Dari hasil penelitian proses pengelasan adukan gesek sisi ganda (double sided friction stir welding) yang telah dilakukan pada material Al 5083 dengan variasi
PENGARUH KEDALAMAN PIN ( DEPTH PLUNGE ) TERHADAP KEKUATAN SAMBUNGAN LAS PADA PENGELASAN ADUKAN GESEK SISI GANDA ( DOUBLE SIDED FRICTION STIR WELDING ) ALUMINIUM SERI 50834.
Dari data hasil pengujian tarik didapat bahwa pengelasan Friction Stir Welding (FSW) pada material Aluminium 6061 T-6 kekuatan tarik tertinggi terjadi pada tegangan
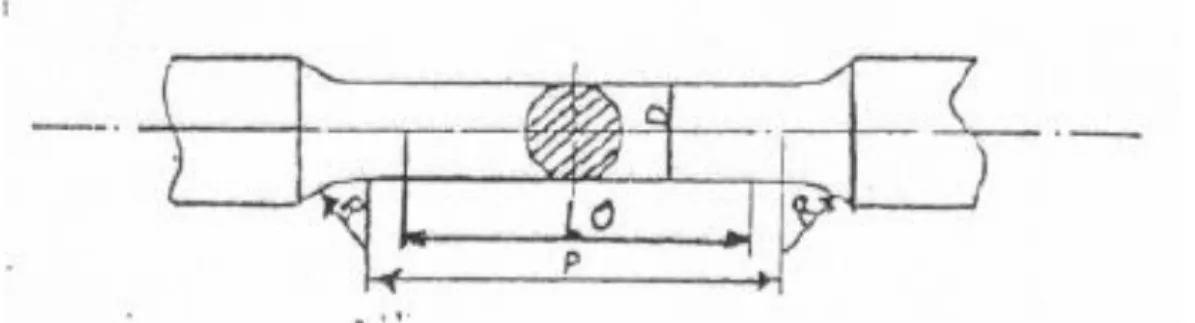
Pengelasan gesek (friction welding) merupakan teknik pengelasan dengan memanfaatkan panas yang ditimbulkan akibat gesekan permukaan dari dua bahan yang akan
Pengelasan gesek (friction welding) merupakan salah satu solusi dalam memecahkan masalah pada proses penyambungan material logam. Pengelasan gesek merupakan proses
Pengelasan gesek (friction welding) merupakan teknik pengelasan dengan memanfaatkan panas yang ditimbulkan akibat gesekan permukaan dari dua bahan yang akan
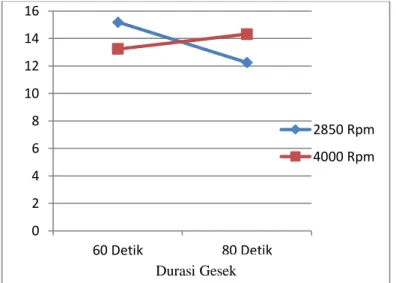
Dari fenomena tersebut dapat diuraikan dan disimpulkan bahwa semakin besar tekanan gesek yang diberikan pada friction welding maka akan semakin besar pula
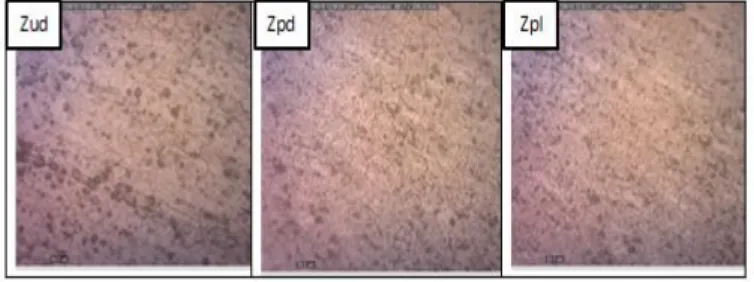
Faktor yang mempengaruhi kekuatan tarik hasil sambungan pengelasan gesek pada penelitian ini yaitu dikarenakan temperatur yang dihasilkan pada proses gesekan membuat
