PERANCANGAN ALAT PENGEPRES SINGKONG YANG ERGONOMIS DI UKM PENYEDIA BAHAN BAKU PEMBUATAN MAKANAN RINGAN
Rosleini Ria Putri Z, Bagus Ismail Adhi W. Program Studi Teknik industri Fakultas Teknik Universitas Setia Budi
ABSTRAK
UKM penyedia bahan baku mireng merupakan salah satu sentra produksi di Kabupaten Banyumas, dalam proses pengepresan singkong posisi kerja operator kurang ergonomis, sehingga menyebabkan ketidak efisien terhadap pekerjanya. Selain itu alat yang digunakan tidak sepenuhnya aman dan beresiko terjadi kecelakaan kerja. Pengukuran yang dilakukan dengan menggunakan sampling kerja atau sering disebut sebagai work sampling, Ratio Delay Study atau Random Observation Method. Pengukuran antropometri diperlukan untuk perancangan, agar hasil perancangan sesuai dengan ukuran yang menggunakan alat pengepre ketela. Untuk mengetahui produktifitas menggunakan perhitungan waktu baku sebelum dan sesudah perancangan.
Alat pengepres ketela terdiri dari Tinggi alat pengepres ketela dengan ukuran 134 cm, Jangkau tangan kedepan dengan ukuran 63 cm, Panjang tangan dengan ukuran 21 cm, panjang telapak tangan dengan ukuran 12 cm, lebar gagang pengepres dengan ukuran 8 cm, diameter gagang pengepres 10 cm. Dari penelitian tersebut didapat kesimpulan Waktu standar yang dihasilkan dari alat pengepres lama adalah 0,015 menit/kg, dengan output standarnya adalah 62,680 kg/menit. Sedangkan pada saat menggunakan alat pengepres yang baru diperoleh waktu standar sebesar 0,0126 menit/kg, dengan output standar yaitu 78,820 kg/menit.
Kata Kunci: Perancangan Alat Pengepres Ketela, Atropometri, Produktifitas.
1. PENDAHULUAN
Industri adalah tempat dimana terdapat tiga komponen penting yaitu input, proses, out put. Seperti halnya industri tangan sampai industri makanan yang mendatangkan bahan baku yang kemudian diproses menjadi bahan yang siap dipasarkan. Manusia sangat sering menggunakan mesin, peralatan, fasilitas, dan berbagai produk dalam melakukan pekerjaan dan kegiatan sehari-harinya. Industri kecil yang berkembang di daerah Banyumas salah satunya yang bergerak di bidang penyedia bahan baku mireng. Saat ini UKM hanya mampu memproduksi/menyediakan bahan baku mireng sebanyak 940 kilogram per harinya. Pada proses pembuatan bahan baku mireng terdapat beberapa proses yaitu pengupasan ketela, yang kemudian dihaluskan dengan menggunakan mesin penggiling, proses pemerasan atau pembuangan air ketela dengan menggunakan alat pengepres tradisonal. Berikut ini adalah Gamabr alat pengepres ketela.
Pada proses pengepresan dibutuhkan usaha yang cukup besar agar mendapatkan tekanan yang cukup supaya air pada ketela yang sudah dihaluskan tersebut dapat keluar.
Penelitian ini bertujuan untuk merancang ulang alat pengepres ketela agar alat tersebut dapat digunakan secara fungsi, teknis, teknologis, ekonomis sesuai dengan pemakainya sehingga mampu mengurangi waktu proses pengepresan. Adapun maanfaat dari penelitian ini adalah mendapatkan suatu rancangan alat pengepres ketela yang ergonomis.
2. TINJAUAN PUSTAKA
Industri adalah tempat dimana terdapat tiga komponen penting yaitu input, proses, out put. Seperti halnya industri tangan sampai industri makanan yang mendatangkan bahan baku yang kemudian diproses menjadi bahan yang siap dipasarkan. Manusia sangat sering menggunakan mesin, peralatan, fasilitas, dan berbagai produk dalam melakukan pekerjaan dan kegiatan sehari-harinya. Ergonomi sebagai ilmu dan penerapanya yang berusaha menyerasikan pekerjaan dan lingkungan terhadap orang agar kondisi ergonomis dapat diwujudkan, maka fasilitas kerja dan produk yang digunakan seharusnya dirancang sesuai dengan ukuran tubuh manusia yang menggunakannya. Wignjosoebroto, 2003).
Beberapa pengolahan data yang harus dilakukan pada data antropometri (Nurmianto1996 & Tayyari) adalah :
1 . Uji keseragaman data a. Mean n x
x
i n i
1 ...(1) Keteranagan: n = Total frekuensix
i= Data ke i
n i 1= jumlah dari i 1 ke n b. Standar Deviasi
1)
2 1
n x SDx
i n i ...(2) c. Keseragaman Data BKA/BKB = x + kσ ...(3) d. Kecukupan Data
2 ' 2 2
x j
x j
x j
N s k N ...(4)(Tingkat kepercayaan = 95%, sehingga k = 1,96
s = derajat ketelitian apabila N’ < N, maka data dinyatakan cukup. 2 Percentil
Pada umumnya, percentil yang digunakan adalah: SD P(5)
x
1,645 ...(5)SD
P
(
95
)
x
1
,
645
...(6)Dapat pula diberikan toleransi terhadap perbedaan yang mungkin dijumpai dari data yang tersedia dengan populasi yang dihadapi dalam merekomendasikan ukuran suatu rancangan (allowance).
Sampling kerja atau sering disebut sebagai work sampling, Ratio Delay Study atau Random Observation Method adalah salah satu teknik untuk mengadakan sejumlah besar pengamatan terhadap aktivitas kerja dari mesin, proses atau pekerja/operator. Pengukuran kerja dengan cara ini juga diklasifikasikan sebagai pengukuran kerja secara langsung. Karena pelaksanaan kegiatan pengukuran harus dilakukan secara langsung ditempat kerja yang diteliti (Sritomo, 1989). Metode sampling kerja dikembangkan berdasarkan hukum probabilitas atau sampling. Oleh karena itu pengamatan terhadap suatu obyek yang ingin diteliti tidak perlu dilaksanakan secara menyeluruh (populasi) melainkan cukup dilaksanakan secara mengambil sampel pengamatan yang diambil secara acak (random) (Sritomo, 1989).
Cara untuk memperoleh waktu baku adalah sebagai berikut: 1. Waktu Normal (WN)
Waktu penyelesaian yang dselesaikanoleh pekerja dalamkondisi wajar dan kemampuan rata-rata. Berikut ini adalah rumus yang digunakan untuk perhitungnan waktu normal:
Total Unit odukYangDi hasilkan RF Activity Work Pengama Waktu Total WN Pr . . (%) * . % tan* . . ...(7) 2. Waktu Standard Allowance WN WS % 100 % 100 * ...(8) 3. Output standard WS OS 1 ...(9) 3. METODE PENELITIAN
Jenis penelitian yang lakukan ini merupakan penelitian prediksi yaitu bagaimana merancang sebuah alat pengepres pathi yang ergonomis, dimana pada penelitian ini diterapkan agar dapat mengurangi waktu proses pengepresan.
Data yang dibutuhkan
Adapun data yang dibutuhkan dalam penelitian ini adalah sebagai berikut: a. Data antropometri
1. Tinggi bahu berdiri 2. Jangkauan tangan 3. Panjang tangan
4. Panjang telapak tangan 5. lebar telapak tangan
6. Diameter jangkauan maksimum
b. Mencatat waktu pengepresan pada saat menggunakan sarana kerja yang lama. Cara pengambilan sampel
Cara pengambilan sampel yaitu dengan melakukan pengukuran pada dimensi pekerja dan untuk pengambilan sampel waktu dilakukan dengan mencatat waktu pada proses pengepresan pada saat menggunakan alat pengepres yang lama maupun pada saat menggunakan alat pengepres yang baru
4. HASIL DAN PEMBAHASAN
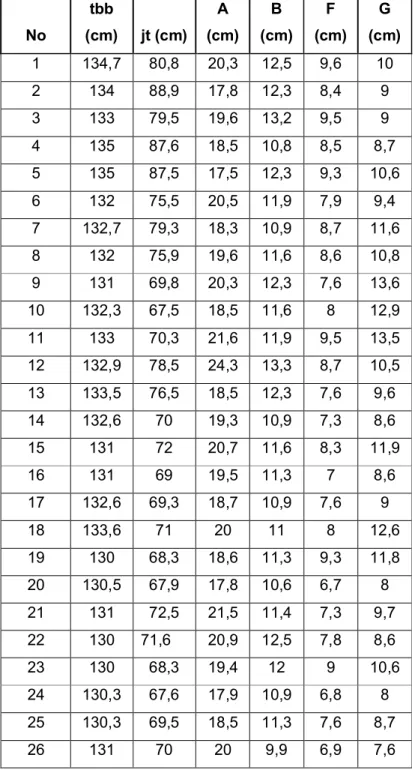
Data antropometri diambil dari pekerja pada bagian pengepresan ketela. Jenis data yang diambil disesuaikan dengan data penelitian yang telah ditentukan, hasil pengukuran antropometri dapat dilihat dalam Tabel beriku
Tabel 1 Data Antropometri
No tbb (cm) jt (cm) A (cm) B (cm) F (cm) G (cm) 1 134,7 80,8 20,3 12,5 9,6 10 2 134 88,9 17,8 12,3 8,4 9 3 133 79,5 19,6 13,2 9,5 9 4 135 87,6 18,5 10,8 8,5 8,7 5 135 87,5 17,5 12,3 9,3 10,6 6 132 75,5 20,5 11,9 7,9 9,4 7 132,7 79,3 18,3 10,9 8,7 11,6 8 132 75,9 19,6 11,6 8,6 10,8 9 131 69,8 20,3 12,3 7,6 13,6 10 132,3 67,5 18,5 11,6 8 12,9 11 133 70,3 21,6 11,9 9,5 13,5 12 132,9 78,5 24,3 13,3 8,7 10,5 13 133,5 76,5 18,5 12,3 7,6 9,6 14 132,6 70 19,3 10,9 7,3 8,6 15 131 72 20,7 11,6 8,3 11,9 16 131 69 19,5 11,3 7 8,6 17 132,6 69,3 18,7 10,9 7,6 9 18 133,6 71 20 11 8 12,6 19 130 68,3 18,6 11,3 9,3 11,8 20 130,5 67,9 17,8 10,6 6,7 8 21 131 72,5 21,5 11,4 7,3 9,7 22 130 71,6 20,9 12,5 7,8 8,6 23 130 68,3 19,4 12 9 10,6 24 130,3 67,6 17,9 10,9 6,8 8 25 130,3 69,5 18,5 11,3 7,6 8,7 26 131 70 20 9,9 6,9 7,6
27 131,5 68 18,7 11,8 8,3 9 28 131,5 69,5 18,3 11,3 7,8 8,5
29 132 68,7 17,6 10,5 8 11
30 131,9 67,5 19,5 12 7,9 9
Jumlah 3961,9 2198,3 582,2 348,1 243,5 300,4
Dari hasil perhitungan dapat dilihat pada Tabel 2.
Tabel 2 Ukuran Perancangan Alat Pengepres Ketela
No Keterangan
Ukuran (cm)
1
Tinggi alat pengepres
ketela 134
2 Jangkau tangan kedepan 63
3 Panjang tangan 21
4 Panjang telapak tangan 12 5 Lebar gagang pengepres 8
6
Diameter gagang
pengepres 10
Waktu Pengepresan
Pengepresan dimulai dari mengambil ketela yang telah dihaluskan, memasukan ketela yang telah dihaluskan kedalam karung sampai meletakanya di alat pengepres.
Tabel 3. Pengamatan waktu pengepresan pada saat menggunakan alat pengepres ketela yang lama. Kegi atan Pengamatan Jum lah 1 2 3 4 5 6 7 8 9 1 0 W 4 3 4 4 4 2 4 4 4 3 4 3 4 5 4 3 4 5 4 6 438
I 6 5 7 5 6 6 4 6 4 3 52 Jum lah 4 9 4 9 4 9 4 9 4 9 4 9 4 9 4 9 4 9 4 9 490 Pros enta se W (%) 8 8 9 0 8 6 9 0 8 8 8 8 9 2 8 8 9 2 9 4 894 Jum lah prod uk 1 3 0 0 1 2 5 0 1 3 0 0 1 4 0 0 1 5 0 0 1 4 0 0 1 3 5 0 1 3 0 0 1 5 0 0 1 5 0 0 1380 0
Setelah dilakukan perancangan alat pengepres baru didapatkan waktu pengepresan dengan total waktu 1281 menit, dengan berat adalah 15000 kg dalam 10 hari / 10 kali pengamatan. Setelah dilakukan perancangan alat pengepres baru didapatkan waktu standar yaitu 0,01268 menit/kg, dengan output standar 78,820 kg/menit, rating factor 0,11 dan kelonggaran 33%.
Perbedaan waktu pengamatan dilakukan berbeda karena pada saat menggunakan alat pengepres ketela yang baru terjadi perubahan dalan proses penyelesaian, sehingga data waktu yang diambil adalah berdasarakan proses pengepresan yang telah selesai dan sisa waktu yang tersisa tidak digunakan.
Tabel 4. Pengamatan Waktu Pengepresan Pada Saat Menggunakan Alat Pengepres Ketela Yang Baru.
Kegi atan Pengamatan Ju ml ah 1 2 3 4 5 6 7 8 9 1 0 W 3 9 3 7 3 9 4 1 4 1 3 5 4 1 41 3 7 3 9 39 0 I 3 4 2 4 4 6 5 4 5 4 41 Jum lah 4 2 4 1 4 1 4 5 4 5 4 1 4 6 45 4 2 4 3 43 1 Pros 9 9 9 9 9 8 8 91 8 9 0,
enta se W (%) 3 0 5 1 1 5 9 8 1 90 4 Jum lah prod uk 1 5 0 0 1 5 0 0 1 5 0 0 1 5 0 0 1 5 0 0 1 5 0 0 1 5 0 0 15 00 1 5 0 0 1 5 0 0 15 00 0 5. KESIMPULAN
Alat pengepres ketela yang baru.
Waktu standar yang dihasilkan dari alat pengepres lama adalah 0,015 menit/kg, dengan output standarnya adalah 62,680 kg/menit. Sedangkan pada saat menggunakan alat pengepres yang baru diperoleh waktu standar sebesar 0,0126 menit/kg, dengan output standar yaitu 78,820 kg/menit. Waktu pengepresan dilakukan dengan menggunakan pengukuran tidak langsung.
6. SARAN
Dianjurkan kepada UKM untuk alat pengepres ketela yang digunakan oleh operator disesuaikan dengan antropometri operatornya dan pada bagian bawah sarana kerja diberi tambahan untuk penampung air perasan ketela.
DAFTAR PUSTAKA
Perbruair, Sido. 2010. Usulan Perancangan Kursi Dan Meja Untuk Stasiun Kerja Pada Bagian Peragian Dan Pembungkusan Tempe. Skripsi. Surakarta: Fakultas Teknik, Universitas Setia Budi.
Panero, Julius. AIA, ASID dan Martin Zelnik, AIA, ASID: Dimensi Manusia Dan Ruang Interior. Jakarta: Erlangga, 2003
Sritomo, Winjosoebroto. Evaluasi Ergonomic Dalam Proses Perancangan Produk. Surabaya: Proceding Seminar Nasional Ergonomic, Jurusan TI - ITS. 2000.