ANALISA PENGARUH VARIASI ARUS PENGELASAN TERHADAP KETANGGUHAN SAMBUNGAN BAJA A36
PADA PENGELASAN SMAW
Dhian Fajar Juniarto 1,*), Minto Basuki 2), Aris Wacana Putra 2)
1) Mahasiswa Jurusan Teknik Perkapalan, FTMK ITATS
2) Dosen Jurusan Teknik Perkapalan, FTMK ITATS Jl. Arief Rachman Hakim No. 100 Surabaya – 60117
Telp. (031) 5945043 Fax. (031) 5947856
*) Email : [email protected]
Abstrak: Perbedaan arus pada proses pengelasan merupakan faktor yang dapat mempengaruhi hasil pengelasan itu sendiri. Arus pengelasan yang kecil dapat merubah tingkat hasil pengujian kekuatan sambungan las tersebut. Ada berbagai jenis dan metode pengelasan, salah satunya adalah las SMAW (Shielding Metal Arc Welding). Penelitian ini bertujuan untuk mengetahui seberapa besar pengaruh besar arus terhadap ketangguhan hasil pengelasan. Material yang digunakan dalam penelitian adalah baja A36. Metode pengelasan yang digunakan adalah SMAW dengan elektroda E6013. Terdapat tiga model spesimen dengan ketebalan 10 mm dan tiga spesimen dengan ketebalan 12 mm, menggunakan variasi arus 100, 130, dan 150 A serta bentuk kampuh V. Pengujian yang dilakukan adalah impact test metode charpy. Hasil penelitian menunjukkan bahwa besar arus sangat berpengaruh terhadap ketangguhan hasil pengelasan. Hasil pengujian impact menunjukkan bahwa arus pengelasan berpengaruh terhadap impact energy yang dihasilkan, dimana impact energy terbesar terdapat pada arus pengelasan 100 A yaitu sebesar 88 – 89 J pada weld metal, 129 – 133 J pada fusion line, dan 124 – 136 J pada HAZ dengan heat input yang dihasikan sebesar 5.6 – 6.72 KJ/mm.
Kata Kunci : Arus pengelasan, Destructive test, SMAW
Abastract: Current difference during the welding process becomes the factor influencing the result of welding. The small welding current can change the strength quality of weld joint. There are some kinds and methods of welding, such as SMAW (Shielding Metal Arc Welding). This research aimed at figuring out the effect of current toward the strength of welding. Steel A36 was used in this research. The welding method was SMAW with electrode E6013. There were three specimen models with 10 mm and three ones with 12 mm in thickness. The researcher utilized current variations of 100, 130, and 150 A with V- bevel angle. The tests included visual test, impact test, and metallography one. The research result indicated that the weld current was very influential to the resulted impact energy in which the biggest impact energy was on the 100 A welding i.e. 88 J and 89 J on the weld metal, 129 J and 133 J on the fusion line, 124 J and 136 J on the HAZ with heat inputs 5.6 KJ/mm and 6.72 KJ/mm. The metallography test showed that 100 A ferrite phase was more dominant than pearlite phase. Thus, the resulted ferrite phase was smoother meaning that the weld strength was good as the less pearlite amount the lower carbon content.
Keywords: weld current, destructive test, SMAW.
PENDAHULUAN
Lingkup penggunaan teknik pengelasan dalam konstruksi sangat luas, meliputi bidang
bagian yang sudah aus, mengisi lubang – lubang pada hasil pengecoran baja, replating dan macam – macam reparasi lainnya. Pengelasan (welding) adalah salah satu teknik penyambungan logam dengan cara mencairkan sebagian logam induk dan logam pengisi dengan atau tanpa tekanan dan dengan atau tanpa logarn tambahan dan menghasilkan sambungan yang kontinu.
Terdapat berbagai jenis proses pengelasan yang dapat digunakan pada industri perkapalan, salah satunya adalah las SMAW (Shielded Metal Arc Welding).
Prinsip kerja dari las SMAW ini yaitu saat ujung elektroda didekatkan pada benda kerja terjadi panas listrik (busur listrik) yang membuat antara benda kerja dengan ujung elektroda terbungkus tersebut mencair secara bersamaan. Pada saat proses pengelasan berlangsung pemindahan logam dari elektroda tergantung dari besar kecilnya arus listrik yang digunakan.
Secara umum dapat dikatakan bahwa mempunyai sifat mampu las tinggi bila pemindahan terjadi dengan butiran yang halus, sedangkan proses pemindahan dipengaruhi oleh besar kecilnya arus dan juga oleh komposisi bahan pembungkus elektroda (flux) yang digunakan.
Dalam pengelasan menggunakan mesin las SMAW pemilihan elektroda juga menjadi hal penting untuk diperhatikan. Penggunaan elektroda disesuaikan dengan bahan yang akan dilas dan ketebalan benda kerja serta kuat arus yang digunakan harus sesuai dengan ketentuan agar menghasilkan mampu las yang baik.(Riswan, 2008)
Prosedur pengelasan kelihatanya sangat sederhana, tetapi sebenarnya didalam proses melakukannya banyak masalah – masalah yang harus diatasi. Ada banyak faktor yang dapat mempengaruhi kekuatan hasil pengelasan, seperti tegangan busur, besar arus, kecepatan pengelasan, besarnya penembusan dan polaritas listrik. Penentuan besar arus pengelasan merupakan hal yang penting karena nantinya akan menyebabkan permasalahan pada kekuatan logam las, timbulnya deformasi, cacat las dan sebagainya. Atas pemikiran tersebut maka penulis akan melakukan analisa tentang pengaruh variasi arus pengelasan terhadap kekuatan sambungan baja A36 pada pengelasan SMAW ditinjau dari analisa mechanical properties, besar heat input serta penggunaan arus pengelasan yang efektif untuk mendapatkan kekuatan tumbuk (impact) yang maksimum.
METODE PENELITIAN
1.1 Studi Literatur
Penelitian ini mengacu pada literatur yang relevan dengan permasalahan yang dihadapi.
Referensinya didapat dari buku, jurnal, laporan tugas akhir, laporan penelitian, dan internet.
Tujuannya adalah untuk memperkuat permasalahan serta sebagai dasar teori dalam melakukan studi dan juga menjadi dasar untuk melaksanakan proses pengelasan SMAW. Literatur utama yang digunakan sebagai acuan dalam penelitian ini adalah buku aturan – aturan pengelasan yaitu AWS D1.1 dan welding inspector book OTI.
1.2 Persiapan Material
Dalam tahap ini akan dipersiapkan material baja karbon A36 yang tebalnya 12 mm dan 10 mm dengan ukuran 100 x 300 mm sebanyak 12 buah yang nantinya akan disambung sehingga menjadi 6 spesimen, masing – masing spesimen diberi sudut bevel 30° pada salah satu sisi memanjangnya. Penelitian ini membutuhkan peralatan – peralatan yang mendukung dalam proses pembentukan dan penganalisaan spesimen untuk mendapatkan ukuran dan bentuk spesimen yang sesuai dengan standar.peralatan – peralatan tersebut antara lain, Peralatan potong: Cutting gas manual. Peralatan Pengelasan: Mesin las SMAW, kabel power, elektroda E 6013, tang, meja las, sikat baja, gerinda tangan, clamp / penjepit. Alat Ukur: Stop watch, welding gauge, mistar / meter ukur. Alat pelindung diri (APD): Pakaian kerja (wearpack), topeng las, kaca mata gerinda, sarung tangan, sepatu safety, apron, respirator, ear plug.
1.3 Proses Pengelasan
Setelah peralatan dan perlengkapan pengelasan disiapkan, langkah selanjutnya adalah memulai proses pengelasan spesimen. Langkah – langkahnya adalah sebagai berikut: Elektroda yang digunakan adalah E6013 dengan diameter 4 mm. Jumlah layer pengelasan yaitu 6 layer.
Arus yang digunakan yaitu 100 A, 130 A, dan 150 A.
1.4 Pengujian
Penelitian ini menggunakan metode pengujian impact test. Untuk sistem pengujian impact test menggunakan metode charpy, karena hasil yang diperoleh akan lebih akurat dan pelaksanaan impact test dilaksanakan dilaboratorium Konstruksi dan Kelautan Jurusan Teknik Perkapalan ITS.
1.5 Analisa
Tahap ini berisi tentang hasil analisa dari pengujian impact test metode charpy. Dari impact test dengan metode charpy akan diketahui seberapa kuat Ketangguhan (toughness) dari masing – masing spesimen. Toughness adalah kemampuan suatu material untuk dapat menyerap energi sebelum mengalami patah.
1.6 Kesimpulan Dan Saran
Tahap ini berisi tentang kesimpulan dari seluruh pembahasan beserta berbagai poin yang dicapai dan harapan dari penulis yang ditujukan kepada pihak yang berwenang sesuai dengan topik dari penelitian ini.
HASIL DAN PEMBAHASAN
2.1 Proses Pengelasan
Percobaan pengelasan yang dilakukan mengacu pada standar AWS DI.I dengan parameter pengelasan sebagai berikut :
1. Spesimen 1.1 (baja A36). Tipe pengelasan: SMAW, jenis sambungan: Butt joint dengan tipe kampuh V, jumlah layer: 6 layer, arus: 100 A, tebal pelat: 10 mm, jenis elektroda: E6013, diameter elektroda: 4 mm.
2. Spesimen 1.2 (baja A36). Tipe pengelasan: SMAW, jenis sambungan: Butt joint dengan tipe kampuh V, jumlah layer: 6 layer, arus: 130 A, tebal pelat: 10 mm, jenis elektroda: E6013, diameter elektroda: 4 mm.
3. Spesimen 1.3 (baja A36). tipe pengelasan: SMAW, jenis sambungan: Butt joint dengan tipe kampuh V, jumlah layer: 6 layer, arus: 150 A, tebal pelat: 10 mm, jenis elektroda: E6013, diameter elektroda: 4 mm.
4. Spesimen 2.1 (baja A36). Tipe pengelasan: SMAW, jenis sambungan: Butt joint dengan tipe kampuh V, jumlah layer: 6 layer, arus: 100 A, tebal pelat: 12 mm, jenis elektroda: E6013, diameter elektroda: 4 mm.
5. Spesimen 2.2 (baja A36). Tipe pengelasan: SMAW, jenis sambungan: Butt joint dengan tipe kampuh V, jumlah layer: 6 layer, arus: 130 A, tebal pelat: 12 mm, jenis elektroda: E6013, diameter elektroda: 4 mm.
6. Spesimen 2.3 (baja A36). Tipe pengelasan: SMAW, jenis sambungan : Butt joint dengan tipe kampuh V, jumlah layer: 6 layer, arus: 150 A, tebal pelat: 12 mm, jenis elektroda: E6013, diameter elektroda: 4 mm.
Dari hasil pengelasan yang sudah selesai dilaksanakan didapatkan hasil perhitungan besar heat input sebagai berikut :
Tabel 2.1. Hasil perhitungan heat input
Spesimen Heat input
1.1 6.3 kj/mm
1.2 9.36 kj/mm
1.3 12.6 kj/mm
2.1 6.72 kj/mm
2.2 10.92 kj/mm
2.3 15.12 kj/mm
Berdasarkan tabel 4.1 diatas dapat diketahui bahwa semakin besar arus pengelasan dan semakin tebal pelat yang digunakan, maka akan semakin besar pula heat input yang dihasilkan.
2.2 Analisa Pengujian Impact
Setelah dilaksanakan proses pengelasan, tahap selanjutnya adalah melakukan pengujian impact dilaboratorium. Dari hasil pengujian dengan metode dan tahapan yang telah dijelaskan pada bab sebelumnya, maka didapatkan data – data sebagai berikut:
Tabel 2.2. Variasi tebal pelat
Tebal Pelat (mm)
Variasi Arus
(Amper) Notch Area Impact Energy (Joule)
Heat Input (Kj/mm)
10 100 Weld Metal 89.00
5.60
10 100 Fusion Line 129.00
10 100 HAZ 124.00
10 130 Weld Metal 59.00
7.28
10 130 Fusion Line 64.00
10 130 HAZ 111.00
10 150 Weld Metal 57.00
8.40
10 150 Fusion Line 96.50
10 150 HAZ 101.50
12 100 Weld Metal 88.00
6.72
12 100 Fusion Line 133.00
12 100 HAZ 136.00
12 130 Weld Metal 78.00
8.74
12 130 Fusion Line 88.00
12 130 HAZ 135.00
12 150 Weld Metal 60.00
10.08
12 150 Fusion Line 104.00
12 150 HAZ 128.00
Berdasarkan tabel 4.2 diatas dapat diketahui bahwa dari penggunaan variasi arus pengelasan menghasilkan impact energy dan heat input yang berbeda, dimana pada penggunaan arus pengelasan terendah akan menghasilkan impact energy yang besar dan heat input yang dihasilkan akan semakin rendah.
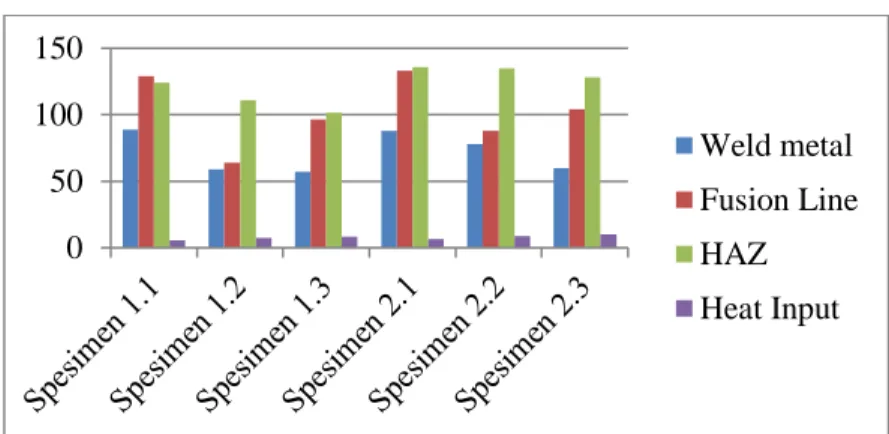
Gambar 2.1 Grafik perbandingan hasil pengujian impact dan besar heat input dari variasi arus pengelasan
Berdasarkan grafik perbandingan hasil pengujian impact dan besar heat input diatas dapat diketahui bahwa dengan penggunaan arus yang rendah akan menghasilkan impact energy yang tinggi serta heat input yang dihasilkan semakin rendah. Dengan heat input yang rendah, maka ketangguhan (toughness) dari sambungan pengelasan akan semakin baik.
KESIMPULAN
Setelah melakukan percobaan pengelasan dengan variasi arus yang berbeda kemudian dilanjutkan proses analisa pengujian dari masing – masing spesimen, maka dapat diambil kesimpulan sebagai berikut :
1. Ketangguhan pengelasan (toughness) yang paling baik terdapat pada spesimen 1.1 (tebal 10 mm dengan arus 100 A) dan 2.1 (tebal 12 mm dengan arus 100 A), berarti pada arus terendah diperoleh impact energy yang besar.
2. Heat input sangat berpengaruh terhadap ketangguhan (toughness) dari sambungan pengelasan. Hal ini dibuktikan pada hasil dari pengujian impact, dimana pada heat input terbesar menghasilkan impact energy yang rendah.
3. Arus pengelasan yang efektif digunakan dalam pengelasan SMAW pada sambungan baja A36 yaitu berkisar antara 100 A – 130 A, karena pada kisaran arus tersebut menghasilkan ketangguhan (toughness) yang cukup tinggi.
DAFTAR PUSTAKA
AWS D1.1, 2008. Structural Welding Code – Steel.
Djatmiko, Riswan 2008. Modul Teori Pengelasan Logam. Yogyakarta : Universitas Negeri Yogyakarta.
OTI, 2010. Welding Inspector Book. Batam : Batam Training Institute.
Riyadi, F. dan Setyawan, D. 2011. ”Analisa Mechanical Dan Metallurgical Pengelasan Baja Karbon A36 Dengan Metode SMAW”, Surabaya : Institut Teknologi Sepuluh Nopember Surabaya, hal.1-12.
Wibowo, Heri., Ilman, N.M., Iswanto, T.P., ”Analisa Heat Input Pengelasan terhadap Distorsi, Struktur Mikro dan Kekuatan Mekanis Baja A36”, Surabaya : Institut Teknologi Sepuluh Nopember Surabaya, hal.1-6.
0 50 100 150
Weld metal Fusion Line HAZ Heat Input