1. SPESIFIKASI PRODUK
Jenis Produk yang dibuat : V CONE
Berat ;8 1 ,6 g r
2. BAHANBAKU
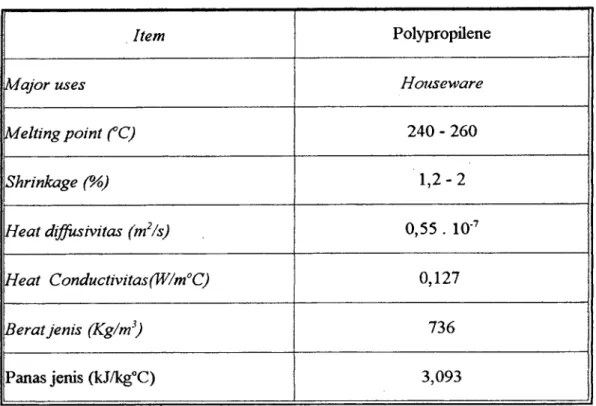
Bahan baku(raw material) : Homo Polypropylene
Tabel 3.1 Karakteristik dari Homo Polypropylene
Item Polypropilene
Major uses Houseware
Melting point (°C) 240 - 260
Shrinkage (%) 1 ,2 -2
Heat diffusivitas (m^/s) 0,55 . 10 ’
Heat Conductivitas(W/m°C) 0,127
Berat jenis (Kg/m^) 136
Panas jenis (kJ/kg”C) 3,093
MODEL ; NISSEI (PCS 220)
Tabcl 3.1 Kinerja Mesin Iiijeksi
ITEM LINIT
1
CLAMPING UNIT I
Clamping force .N LOGO
iVfax. daylight opening mm
total opening machine mm
Mold height ITUTl 160
Plate dimension (H)x (V) mm 800 X 740
Max.molddimension (H) x (V) mm 340 X 300
Clearence between hebars (H) x (V) mm 520 X 460
Max. ejector force kN 6 0 -7 0
Max. ejector stroke mm 145
Pump press kg/cm^ 140
Moldthickness mm 200 - 650
INJECTION UNIT
Screw diameter mm 62
Screw Length (L/D) 20
Max. eff. screw stroke mm 240
Volume sapuan max. cm^ 630
Max. Injection Volume cm^ 213
Noizle pressure Kl'J 60 - 100
h'lax. Inject ion pressure bar 950
Injection time for max. stroke vol s 10
Injection time j'o r max. stroke vol (wuth acumulator)
s
Max.Injection force
Screw speed r.p.m 6 5 -9 5
Screw forsion Nm
Jangkauan Nozzle mm 250
Heater bands watt 1500x8
Number o f heater bands 8
Hopper capacity It
Max. shot capacity (gr) 574
Data Spesifikasi Hot Runner Jenis M aterial: AISIH13
Berat Jenis kg/m^ 7,800
Koefisien konduktifitas panas Watt/m“C 24,6
Panas spesifik J/kg^C 460
Temperatur ruangan 32
Temperatur proses 165
4. LANGKAH - LANGKAH PERENCANAAN
Pada proses Injeksi dengan menggunakan sistem Hot Runner ada beberapa tahapan dalam melakukan perencanaan cetakan plastik.
Pertama-tama yaitu penentuan jum lah Cavity {negative shape) dan suatu cetakan setelah itu ditentukan tekanan injeksinya. Setelah tekanan injeksi diketahui lalu mencari gaya pencekaman dari mesin injeksi. Langkah selanjutnya adalah menentukan waktu siklus dari proses pencetakan plastik yang meliputi waktu gerak cetakan, waktu injeksi, dan waktu pendinginan.
Penghitungan sistem pendinginan adalah langkah selanjutnya yang dilakukan setelah waktu siWus proses. Adapun sisterm pendinginan ini meliputi kebutuhan air pendingin, kapasitas pendinginan, jumlah kalor yang hams dibuang dan panjang saluran pendinginan yang diperlukan.Langkah terakhir dalam
injeksi sistem Hot Runner adalah menghitung gaya pelepasan produLBagan langkah perencanaan dapat dilihat pada gambar 3.1
B o n t u k a o o t n o t r i . d a n S p e s i f i k a s i P r o d u k
, .......... ~ l ______ ,
I S p e s l f l k a s l M e s i n I
S i s I. i m S L r i p p e r
S I s t 1. m
E j e c t o r
S I s t «. m S l i d ®
r
S i, s t . K o m b S I r i. p p & r - E j e c t o r
S l s t . Ur^-
s c r e v L n g
H i d r o l . i . k / P \ n e u i n a t I k
I J m I C a V I t y f
O e r a k B u k o . C e t Cl k a n
^Runjn e r I e B s [ [ R u n n e r
I n s u l a t e d R u n n ® r
X
H o t
R u n n e r
s t r i p G a t e
PiVi p o i n t O a t e
— r ~ ....
T u n n e l i .
O a l e
T e k a n c i n I n j e k s i
f ---
O a y a P e n c e k a m a n
I
jsi s t T
i
_j ^ V o k t u I n j e k s i j
A
W a k l u P e n d i n g i n a nP e n d i n g i n
a p o. 8 i t a s
O a y a P e l e p a s p r o d u k
j K e b u t u h a n
l - E
4 A
J m l K a l o r Y a n g H a r u e DibucLng
P a n J a n g S a l u r a n P e n d i n g i n
Gambar 3.1 Bagan langkah perencanaan sistem Hot Runner
5. ANALISA PROSES PENCETAKAN 5.1 Jumlah cavity
5.1.1. Jumlah cavity berdasarkan kapasitas maksimum volume satu langkah iiijeksi.
Vp _inp (1+s) _ 8 L 6 X 10~^
736
= 113,45 m'’
X ( 1 + 0 , 0 1 5 )
N1 = 0 , 8 x ^ Vp
2 1 3 x 1 0 -6 113,45 - 1,5 « 2 cavity
5.1.2. Jumlah cavity berdasarkan gaya pencekaman mesin injeksi.
Data-data;
Gambar 3.2 Luas proyeksi produk Luas proyeksi produk (A) = 7i x
= 0,01 m^
N2 = F max x (Safety factor diambil 1,5)
A px Pi
95x10^ xO.Ol
= 1000 X 10^ X --- —
= 1,8 cavity
Jadi gaya pencekaman mesin injeksi ini hanya mampu menahan gaya injeksi yang timbul dan pengisian 2 cavit\'.
5.2 Hot Runner
Energi yang diperlukan untuk memanaskan manifold (Q) adalah:
^ _ m X C p X dT
dimana : dT = 165 - 32 = 133 ” C
t (waktu penianasan yang dibutuhkan dari temperatur awal sampai temperatur akhir) = 1800 detik
m = 35 kg Cp =7,66
t = 1800 (data dari pabrik)
_ 35 X 7,66 X 133
^ 1800
= 19,80 watt
dengan pertimbangan bahwa manifold yang dipanasi akan kehilangan panas karena konduksi, konveksi dan radiasi maka perhitungan
menjadi;
Q = 120 % X 19,80
= 23,76 watt
5.3 Tekanan injeksi
Panjang aliran {Flow length / flow path):
adalah jarak terjauh yang harus ditempuh oleh cairan plastik yaitu jarak diagonal dari gate ke bagian bawah produk.
Maka L= 22,75 cm
P inj = L x H x S f x N
dimana: H (tebal dinding) = 7 N/cm^
Safety factor =1,5
P inj =22,75 x 7 x 1,5 x 2
= 47,77 N/cm"
5.4 G m a Pencekaman
F clamp = P inj x A
= 47,77 X 0,01 X lO'’
= 4777 N
Supaya tidak terjadi flash maka:
F clamp ' = F clamp x (1 + 10 %)
= 4777 X (1 + 10 %)
= 5254,7 N 5.5 Waktu Siklus
5.5.1. Analisa waktu gerak cetakan Data-data dari pabrik :
L (jarak bukaan cetakan) = 200 nun
(kecepatan gerak cetakan membuka) = 70 mm/detik (kecepatan gerak cetakan menutup) =120 nun/detik
tp, (Waktu istirahat) =1,5 detik
- Waktu gerak cetakan membuka (t^^):
_ 200 70
= 2,8 detik
- Waktu gerak cetakan menutup (t^,):
_ L
tb.
120
= 1,6 detik
- Total waktu (t^):
tb - tbb + tb, + fp=.
= 2,8 + L 6 + l , 5
= 5,2 detik 5.5.2. Waktu injek.si.
Data-da(a dari pabrik ;
Vs (Volume satu kali injeksi) =25 cm^
(waktu injeksi untuk volume langkah maksimum) = 10 detik tj (delay time) = 3 detik
t- = - ^ x r .
‘ Vm
= : ^ x 10 213
= 1,17 detik ti = V + td
= 4,17 detik
5.5.3. Waktu pendinginan.
Data-data dari pabrik:
(temperatur cairan plastik sebelum kontak) = 260 ° C To„ ( temperatur dinding cavity sebelum kontak) = 65 ° C
- Heat penetrability product (bp) (persamaan 2.15);
bp = V ? 3 6 x 0 , 1 2 7 x 3 0 9 3
= 537,688 (m". “ K". detik)-*^
- Heat penetrability dinding cavity (bvv) (persamaan 2.15):
bw = ^ 7 8 0 0 X 2 4 ,6 X 460
= 9394,9 (m" . ° K \ detik) '^-
- Waktu pendinginan maksimum (T^ ) (persamaan 2.14):
_ (537,688x260)+ (9394.9x65:
537,68+9394.9
= 75,55 "C
T w = T w max - 10
= 75,55 - 10
= 65,55 “ C
- Data-data dari pabrik :
s (tebal produk) = 0,002 m (titik cair) = 260 “ C {melting demolding) = 70 ° C tf, {holding time) = 4 detik
Waktu pendinginan (t^) (persamaan 2.17):
= --- In
(3 ,1 4 )2 x 0 ,5 5 x 1 0 -^
= 30,95 detik
(3,14)2 7 0 -6 5 ,5 5
Jadi total waktu dari proses (t^ ):
Kt = t i + t h + t ^ + t,
= 4,17 + 4 + 30,95 + 5,2
= 44,32 detik 5.6 Sistem Pendinginan
Jumlah kalor yang hams dibuang (persamaan 2.20) : Qo = G x i X 3600
H dimana:
G (berat material plastik yang masuk ke cetakan) = 0,082 kg H {Waktu siklus) - 44,32 detik
i ^ C p y . { T m - T e )
= 7 , 6 6 X ( 2 6 0 - 7 0 )
= 1455
Q„ = 0 ,0 8 2 X 1455 x ^ 1 1
= 9691 kkal/jam
Analisa jumlah air yang melintasi saluran pendingin:
Q pomp* ^ 20 Lt/menit
(diameter saluran pendingin) = 10 mm
V (viskositas, pada Tp = 32° C) = 16,41. lO"* mVdetik Q ^pompt ^*p= Q
= W x A „«p
20 X 1 0 “ ^ X 4 60 X 3 , 1 4 x 0 , 0 1 2
= 3 , 9 2 deXik
Karena ^ 2389,74 > 2300, maka aliran dalam saluran adalah aliran turbulen sehingga penghanwtan kalor oleh air pendingin dapat berlangsung secara efektif. Hal ini tersebut dikarenakan pada aliran turbulen ini lintasan air berguUng, dimana suatu titik air yang sebelumnya berada di tengah saluran akan beipindah ke tepi saluran dan menyapu dinding saluran dan menghanyutkan kalor.
5.6.1. Besar kaior yang dibuang secara konveksi.
Pembuangan kalor secara konveksi didasarican pada pembuangan kalor oleh udara yang mengelilingi permukaan cetakan.
= f l r T + 0 » 2 5 l X 0 ,1 6 X ( 6 5 , 5 - 3 2 ) 3
* \ o j , 5 /
= 2 , 4 kkal/jam Q2 = Q o - Q i
= 9 6 9 1 - 2 , 4
= 9 6 8 8 ,6 kkal/jam
Panjang saluran pendinginan yang diperlukan.
Panas yang diterima bagian cetakan female (persamaan 2.23):
dim ana:a2 = 1550 kJ/jam
2 X 10“ ^ X =0,88 detik
0 2 ^ 1 5 5 0 X 0,11 xO,88 x 150
= 2 9 2 5 7 ,8 kJ/jam
0 2 y ^l5 5 O x O , l l x 0 , 8 8 x 150
= 29 2 5 7 , 8 kJ/jam
Hambatan perambafan panas cetakan female (persamaan 2.24);
dimana:A = 0,05 m
B b L X n Rv
0,076 m
= 0,075 m
= 0,01 m
= 0,005 m
= 82, 8 kJ/m jam “C
= 8
1 2,3 X 0,05
82, log
8 (0 ,0 5 -0 ,0 7 6 ) X 0,0 Y 0,05 ^ f 0,01 y A 0 ,0 7 6 ; ""1 0 ,0 7 5 ^ .
1 -(0 ,0 7 5 -0 ,0 1 ) X 0,076
= 0,04 jam " C/kJ
Hambatan perambatan panas total (persamaan 2.25 ):
1 1
0,04
= 200 x 8
Jadi Rv total = 0,05 jam “ C/kJ
Temperatur rata-rata dinding saluran pendingin (persamaan 2.26);
= 6 5 -(2 9 2 5
= 24 ,2
6 5 -(2 9 2 5 7 ,8 x 0,005)
Panjang saluran pendinginan yang diperlukan (persamaan 2.27);
dimana:T^ (temperatur tengah air pendingin) = 24 “C
Panas yang diterima bagian cetakan male (persamaan 2.28);
0 2 m a / . = 9 6 8 8 , 6 2 - 4 4 2 , 3 3
= 92 4 6 , 2 9 kJ/jam
Hambatan perambatan panas cetakan male (persamaan 2.29):
dimana ; d, = 0,016 m dj = 0,008 m Lj = 0,095 m
A, = 82,8 kJ/m jam *C
o ^ _________ 2,3_________ r 0,016
^ 2 X 3,14 x 82,8 X 0,095 l0 ,0 0 8 ,
= 0 ,0 15 jam °C/kJ
Hambatan perambatan panas pada cetakan male (persamaan 2.30):
^ = - ^ x 8 R v 0,015
= 5 3 3 ,3 3 kJ/jam “C
= 1,875 X 10“ 3 jam ”C/kJ
Banyak saluran pendingin yang diperlukan (persamaan 2.32):
dimana : d = 10 mm
3.53 X (1 + 0.015 X 50) x (24.2 - 24)
= 0.01m
Shrinkage.
Kapasitas volume (pcrsamaan 2.36):
diiTiana ; S (shiinkage) = 2 %
= 4.08
5.7 Ejector Force
dimana; 1. Koefisien muai linear male( Xm )
= 11.10-® ( l/“ K)
2. Koefisien muai linear polypropylene {Xp)
= 1.10-" (1/“ K)
S.Temperatur produk saat pengeluaran produk (T^) = 60° C 4. Temperatur male saat pengeluaran produk ( ) =50"C 5. Temperatur kamar ( ) = 30 C
6. Modulus Elastisitas polypropylene ( Ep) = 1,5 . 10"’ (N/M) 7. Tegangan tarik (T, ) = 33 . 10* (N/M)
8. Lebar bagian dalam produk (d^) = 106 (mm) 9. Lebar male (d^) =106 (mm)2.
Lebar male pada saat pengeluaran produk (d’) (persamaan 2.37):
d m '= 106(1+11 . 10-" ( 5 0 - 3 0 ) )
= 106,318 (mm)
Lebar produk pada saat pelepasan produk (dp) (persamaan 2.38):
dp = 106(1+1 . 10 " ( 6 0 - 3 0 )
= 106,318 (mm)
Penyusutan pada saat pelepasan produk ( S ') s. =
106-3 ]o
= 0,2777 % / \ Tegangan tank pada produk(^Xp^
0,277 , , ,^ 9
= 4,16. lO'^
= 4,16. 10 ^ Gaya penampang A-A (Fa)
Fa = 2 X 9 . 10 -"x 32,23 . 10 '^x 4,16 . 10 **
= 241,9 (N)
Tekanan bidang pada penampang A-A (xp) 2xSxxp
_ 2x9x10-^x4,16x10^
45,3x10-3
= 165199 N/m^
Gaya pelepasan produk (F,^);
F ^ = \xxApxTp
= 0,2x3,14x 106x40- x32,23x10-3x165199
= 177,216 N