Tabel 5.17 Tabel FMEA Process Pengencangan Bolt (1) Sumber : Hasil Analisa (2004)
Tabel 5.18 Tabel FMEA Process Pengencangan Bolt (2) Sumber : Hasil Analisa (2004)
0 50 100 150 200 250 300 350 400 450 500 A B C D E F G H I J K
Potential Cause
RP
N V
a
lu
e
RPN
Grafik 5.14 Grafik Risk Priority Numbers Sumber : Hasil Perhitungan SPC (2004)
Tabel 5.19 Tabel Potential Cause of Failure
Potential Cause(s)/ Mechanism(s) of Failure RPN
A Penggunaan impact wrench terlalu lama 448
B Tidak mengikuti instruksi kerja penggunaan torque click 288
C Tidak mengikuti instruksi kerja untuk accuracy 288
D Tingkat akurasi torque click berkurang 280
E Pengecekan akurasi tidak dilakukan setiap hari 240
F Proses SPC kurang baik 200
G Tingkat akurasi torque analyer berkurang 192
H Kerjanya tergesa-gesa 96
I Material tidak sesuai standar 48
J Perubahan dimensi 48
K Lupa untuk mengencangkan 32
5.2.5.8 Analisa FMEA
Berdasarkan hasil FMEA yang telah dibuat dan diurutkan nilai RPN
nya dari yang terbesar hingga terkecil dapat diketahui bahwa masalah utama
yang perlu diprioritaskan untuk diselesaikan terlebih dahulu adalah
penggunaan impact wrench yang terlalu lama pada waktu pemasangan bolt,
hal inilah yang banyak menyebabkan timbulnya variasi pada proses
pengencangan bolt untuk itu disarankan sesuai dengan recommended action
untuk ditentukan standar didalam menggunakan impact wrench. Dan masalah
yang paling banyak dihadapi yang juga perlu diselesaikan bila dilakukan
pengelompokkan adalah dari segi sumber daya manusia.
Tabel 5.20 Tabel Pengelompokan Potential Cause of Failure
Potential Cause(s)/ Mechanism(s) of Failure RPN B Tidak mengikuti instruksi kerja penggunaan torque click 288
C Tidak mengikuti instruksi kerja untuk accuracy 288
E Pengecekan akurasi tidak dilakukan setiap hari 240
H Kerjanya tergesa-gesa 96
K Lupa untuk mengencangkan 32
TOTAL 944 Sumber : Hasil Analisa (2004)
5.3 Perancangan Sistem Informasi 5.3.1 Usulan Sistem Informasi
Sistem informasi yang berjalan masih manual dan memakan waktu yang
cukup lama, diusulkan untuk dibuat suatu sistem yang dapat mengautomasi
pembuatan SPC yang ada diperusahaan agar data dapat lebih terorganisir dan
keputusan dapat diambil dengan lebih cepat untuk mendukung kebijakan yang ada
di perusahaan, dan untuk pengembangan dari sistem yang diusulkan ini akan
digunakan metode berorientasi objek.
5.3.2 Analisa Kelayakan ( System Investigation )
Sistem informasi SPC yang diusulkan ini merupakan sistem yang bersifat stand
alone untuk mendukung proses SPC yang diterapkan. Dalam melakukan investigasi
ada beberapa kriteria yang harus diperhatikan yaitu :
- Kelayakan Ekonomi
Sistem ini merupakan sistem yang bersifat stand alone sehingga tidak
dibutuhkan banyak perangkat keras lainnya, dan di perusahaan sudah dilengkapi
dengan komputer untuk mendukung kegiatan operasional yang berjalan
diperusahaan sehingga tidak diperlukan investasi baru dan ditambah lagi tidak
perlu untuk menambah pegawai baru yang perlu dikhususkan untuk
menggunakan sistem ini, tentu saja dari segi ekonomi sistem ini sangat layak
untuk diterapkan bila dibandingkan dengan manfaatnya yang dapat mendukung
kebijakan dari perusahaan.
Sistem ini merupakan sistem yang mengautomasi proses SPC yang tadinya
berjalan secara manual, untuk itu sistem ini dirancang sesuai dengan
kemampuan dari user penggunanya, mengingat user sudah dapat menggunakan
komputer untuk mendukung kegiatan operasional perusahaan maka dari segi
operasional penggunaan sistem ini tidak akan menjadi terlalu sulit.
- Kelayakan Organisasi
Sistem ini ditujukan untuk mendukung proses SPC yang berjalan di perusahaan
untuk mendukung kebijakan Tightening Management untuk memenuhi Isuzu
Manufacturing Management, dengan diterapkannya sistem ini diharapkan agar
dapat dilakukan pengambilan keputusan yang lebih baik dan lebih cepat,
sehingga keputusan yang diambil dapat menjadi lebih baik dari segi kualitas dan
kecepatan, dari segi kelayakan organisasi tentu saja sistem ini layak untuk
mendukung kebijakan perusahaan.
5.3.3 Analisa Kebutuhan ( System Analysis )
Dari segi kebutuhan, berikut akan dibahas analisa kebutuhan berdasarkan
fungsional dari sistem yang akan dibuat :
- Kebutuhan user interface
Untuk input, ada beberapa hal yang perlu diinput oleh user dimulai dari data
bolt hingga perencanaan sampling dan akhirnya data sampling yang akan
digunakan untuk pembuatan peta kendali.
- Kebutuhan proses
Untuk proses yang diperlukan adalah proses untuk melakukan penginputan data
- Kebutuhan penyimpanan
Data yang disimpan adalah data hasil pengambilan sample yang dilakukan tiap
hari, dan data dari yang lain yang digunakan seperti data bolt, sampling, jalur,
torque click, inspector. Untuk data sampling dibutuhkan untuk penyimpanan
hingga sampai jangka waktu 3 tahun sebagai persiapan jika ada pengecekan dari
data beberapa tahun dibelakangnya
- Kebutuhan pengendalian
Untuk pengendalian, yang dibutuhkan adalah 3 laporan utama yang berkaitan
didalam proses SPC, laporan yang dibuat datanya harus tepat dan akurat, juga
mudah untuk dilakukan perubahan dari segi data jika diperlukan.
5.3.4 Tujuan
Sistem Informasi Statistical Procees Control ( SPC ) pada bagian QC di PT.
Pantja Motor ini dibangun untuk memberikan berbagai kemudahan bagi pihak
perusahaan dalam melakukan pengaturan data yang terkait dalam proses SPC, serta
hal-hal yang terkait dalam sistem ini.
Sistem Statistical Procees Control ini mempunyai tujuan sebagai berikut:
1. Agar data SPC lebih terorganisir
2. Agar proses SPC lebih cepat dan terkontrol
3. Agar pengambilan keputusan lebih cepat
4. Agar memudahkan pembuatan laporan SPC kepada supervisor departemen QC
5.3.5 System Definition
Sistem Statistical Process Control ini mencakup pengendalian proses secara
statistik untuk beberapa bolt tertentu di hampir semua jalur perakitan di bagian
produksi.
Sistem yang akan dibuat ini harus dapat memelihara database untuk SPC
untuk semua bolt SPC hingga jangka waktu 3 tahun dimana didalamnya juga
termasuk juga data dari bolt dan torque click yang digunakan dalam SPC dan data
sampling, sistem ini diharapkan dapat membantu inspector bagian QC didalam
melakukan penginputan data perhari, sehingga tidak perlu untuk menunggu data
selama satu bulan baru dilakukan perhitungan, sistem diharapkan dapat
menghasilkan peta kendali yang dapat membantu untuk membandingkan data yang
didapat dengan batas spesifikasi yang telah ditentukan oleh bagian engineering, dan
diharapkan juga sistem dapat membantu untuk mempercepat pengambilan
keputusan dengan pemberian signal warna dari hasil perhitungan capability proses
yang dihasilkan, bila signal yang didapat tidak baik maka dapat dilakukan tindak
lanjut yang lebih cepat terhadap proses pengencangan bolt tersebut dan yang
terakhir adalah sistem diharapkan dapat membantu membuat pelaporan dari hasil
proses SPC yang telah dilakukan yang terdiri dari beberapa laporan.
Untuk dapat memenuhi kebutuhan diatas ada beberapa tahapan yang harus
diperhatikan :
• Penentuan awal sampling ( 1 2 3 5 )
Tahap ini diawali dengan melakukan penentuan terhadap bolt yang akan
dilakukan proses pengendalian secara statistik, bolt akan ditentukan oleh
akan digunakan untuk menangani proses pengencangan dari bolt tersebut, dan
yang terakhir ditentukan rencana sampling yang akan dilakukan untuk bolt ini,
kemudian diinput oleh inspector.
• Pemasukkan Data Sampling ( 4 5 )
Setelah rencana sampling dibuat baru pada tahap ini data sampling yang telah
dikumpulkan oleh inspector akan diinput kedalam sistem untuk bolt yang telah
ditentukan rencana samplingnya dan akan digunakan untuk melakukan
penghitungan, data ini dapat ditambahkan dikemudian hari oleh inspector.
• Persiapan Perhitungan dan Penghitungan SPC ( 6 7 )
Ada 2 jenis persiapan untuk perhitungan SPC pada tahap ini, yang pertama
adalah untuk data sampling yang berdasarkan bulan dan data sampling yang
berdasarkan hari diambilnya data. Inspector dapat melakukan persiapan
penghitungan setelah data sampling dimasukkan pemilihan untuk bolt tertentu
yang diinginkan dengan menentukan jalur perakitan, tahun, bulan, dan jenis
sampling. Pada tahap ini sistem dapat memberitahu inspector berapa banyak
data yang telah diinput untuk bolt tersebut pada bulan itu, bila inspector ingin
melakukan penghitungan dengan tetap memenuhi batas minimal jumlah data
maka dapat dilakukan penambahan data dari bulan berikutnya.
• Analisa Hasil perhitungan dan Laporan SPC ( 7 8 9 10 )
Setelah dilakukan penghitungan maka dapat dilakukan analisa lebih lanjut hasil
dari penghitungan SPC pada tahap ini, analisa dilakukan dengan menampilkan
grafik dimana dari hasil grafik yang dibuat oleh sistem dapat diketahui data
process dari perhitungan SPC yang ditunjukkan oleh sistem dengan signal warna
sebagai bantuan inspector untuk melakukan input analisa. Setelah data analisa
disimpan maka dapat dilakukan pencetakan laporan SPC, dan juga dapat melihat
nilai Cp yang telah dihitung dan bisa dilakukan pencetakan laporan untuk
laporan daftar proses SPC dan laporan grafik Cp
5.3.6 Context Rich Picture Data File Tembusan Ke Data Spesifikasi Part & Torque
Click Input Data ke Sistem SPC Torque Analyzer & Torque Meter Data disimpan ke database Membuat Laporan X & R Chart, Summary Cp, Grafik Cp 1 2 10 9 8 3 4 6 5 Persiapan & Penghitungan SPC Analisa Peta Kendali 7 Inspector menginput data untuk SPC Inspector melakukan sampling Kepala Produksi Supervisor Departemen Quality Control Kepala Departemen Engineering Inspector
Gambar 5. 4 Gambaran Lingkungan Sistem Sumber : Hasil Perancangan
5.3.7 Problem Domain Analysis 5.3.7.1 Class
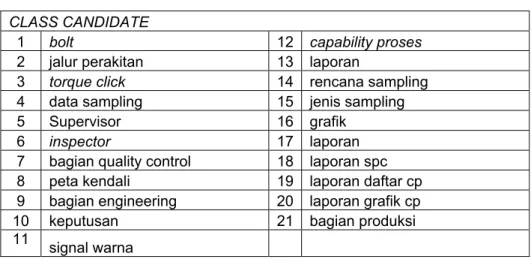
Tabel 5.21 Tabel Class Candidate
CLASS CANDIDATE
1 bolt 12 capability proses
2 jalur perakitan 13 laporan
3 torque click 14 rencana sampling
4 data sampling 15 jenis sampling
5 Supervisor 16 grafik
6 inspector 17 laporan
7 bagian quality control 18 laporan spc
8 peta kendali 19 laporan daftar cp
9 bagian engineering 20 laporan grafik cp
10 keputusan 21 bagian produksi
11 signal warna
Sumber : Hasil Perancangan
Dari class candidate ini akan dilakukan penentuan class yang sebenarnya.
Untuk memudahkan dalam melakukan penentuan dari class yang tepat, berikut
dilakukan analisa terhadap behavior pattern dari sistem :
• Inspector akan menginput data untuk persiapan dari bolt yang akan dilakukan sampling, mulai dari data bolt, torque click, dan data sampling, lalu data jalur
perakitan dan data inspector
• Bolt yang telah didata ini kemudian baru dapat diinput data samplingnya
• Data sampling ini kemudian akan digunakan oleh sistem untuk melakukan penghitungan dari SPC dan Capability Process
• Setelah dilakukan penghitungan maka dapat dilakukan analisa dari grafik yang ditampilkan oleh sistem dan nilai capability process yang dihitung secara
otomatis
Dengan bantuan ringkasan class candidate dan behavior pattern dari sistem
ini, maka dapat ditentukan class – class yang ada didalam sistem ini :
Tabel 5.22 Tabel Class
No. Class 1 Bolt 2 jalur perakitan 3 torque click 4 data sampling 5 Inspector 6 rencana sampling
Sumber : Hasil Perancangan
5.3.7.2 Event
Tabel 5.23 Tabel Event Candidate
EVENT CANDIDATE 1 memelihara 13 ditambahkan 2 membantu 14 diambil 3 penginputan 15 persiapan 4 membandingkan 16 pemilihan 5 mengisi 17 memberitahu 6 penentuan 18 penghitungan 7 pengambilan 19 memperlihatkan 8 pemberian 20 penambahan 9 pengencangan 21 menganalisa 10 pendefinisian 22 disimpan 11 memasukkan 23 pencetakan 12 dirubah 24 ditugaskan
Sumber : Hasil Perancangan
Berdasarkan pada definisi sistem dan behavior pattern dari sistem, event
dari setiap class dapat didefinisikan dalam event table sebagai berikut :
Tabel 5.24 Tabel Event Table EVENT TABLE class event Bolt Jalur Perakitan Torque Click Data Sampling Inspector Rencana Sampling diinput / menginput + + + * * + ditentukan / menentukan * + diambil / mengambil * * dirubah / merubah * * * * * * dihitung * ditambah / menambah * * dihapus / menghapus + + + * * + ditugaskan + dianalisa / menganalisa * * mencetak *
Keterangan : + = sekali * = berulang Sumber : Hasil Perancangan
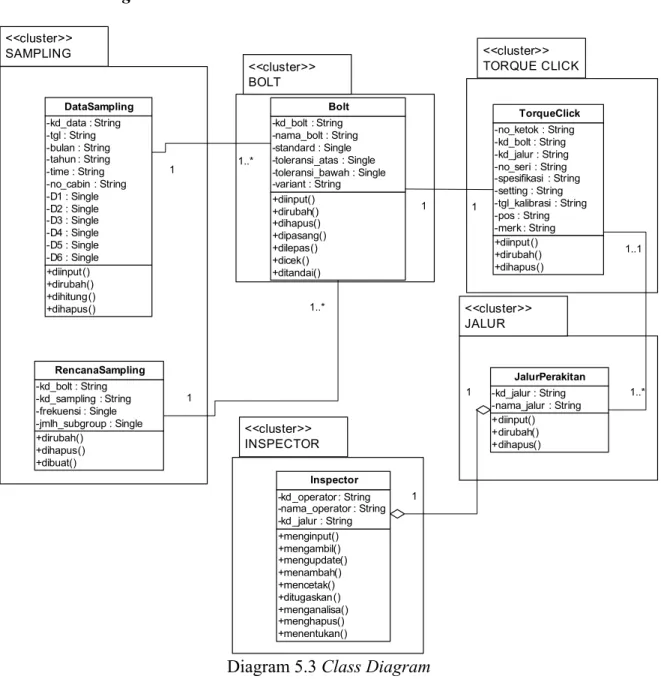
5.3.7.3 Class Diagram <<cluster>> INSPECTOR <<cluster>> TORQUE CLICK +diinput() +dirubah() +dihapus() -no_ketok : String -kd_bolt : String -kd_jalur : String -no_seri : String -spesifikasi : String -setting : String -tgl_kalibrasi : String -pos : String -merk : String TorqueClick +diinput() +dirubah() +dihapus() +dipasang() +dilepas() +dicek() +ditandai() -kd_bolt : String -nama_bolt : String -standard : Single -toleransi_atas : Single -toleransi_bawah : Single -variant : String Bolt +diinput() +dirubah() +dihapus() -kd_jalur : String -nama_jalur : String JalurPerakitan +diinput() +dirubah() +dihitung() +dihapus() -kd_data : String -tgl : String -bulan : String -tahun : String -time : String -no_cabin : String -D1 : Single -D2 : Single -D3 : Single -D4 : Single -D5 : Single -D6 : Single DataSampling +dirubah() +dihapus() +dibuat() -kd_bolt : String -kd_sampling : String -frekuensi : Single -jmlh_subgroup : Single RencanaSampling 1 1 1..* 1 1 1..* 1..1 1..* 1 1 <<cluster>> SAMPLING <<cluster>> BOLT <<cluster>> JALUR +menginput() +mengambil() +mengupdate() +menambah() +mencetak() +ditugaskan() +menganalisa() +menghapus() +menentukan() -kd_operator : String -nama_operator : String -kd_jalur : String Inspector
Diagram 5.3 Class Diagram
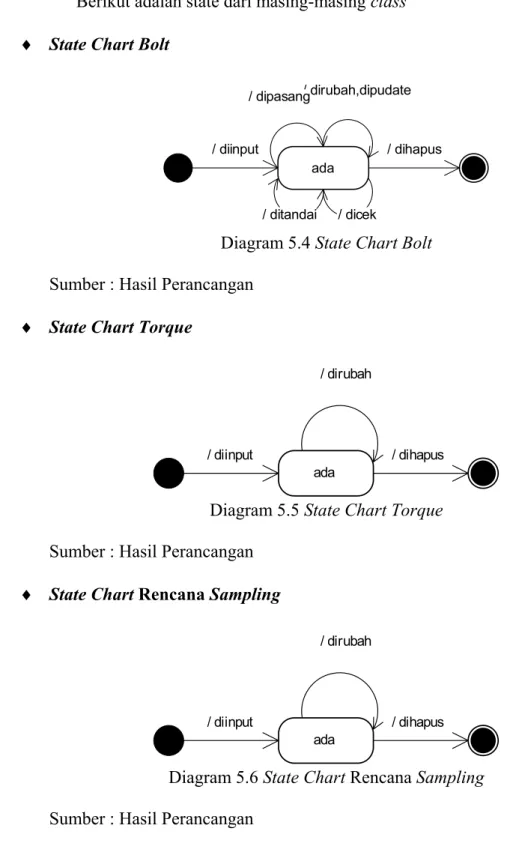
5.3.7.4 State Chart
Berikut adalah state dari masing-masing class
♦ State Chart Bolt
/ diinput ada / dihapus / dirubah,dipudate / dicek / ditandai / dipasang
Diagram 5.4 State Chart Bolt
Sumber : Hasil Perancangan
♦ State Chart Torque
/ diinput
ada
/ dihapus / dirubah
Diagram 5.5 State Chart Torque
Sumber : Hasil Perancangan
♦ State Chart Rencana Sampling
/ diinput
ada
/ dihapus / dirubah
Diagram 5.6 State Chart Rencana Sampling
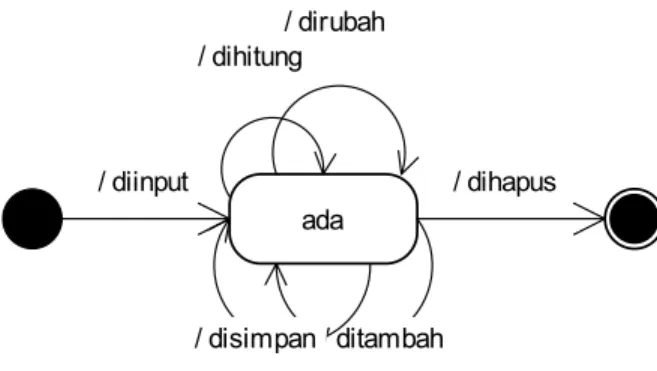
♦ State Chart Data Sampling / diinput ada / dihapus / dirubah / dihitung / ditambah / disimpan
Diagram 5.7 State Chart Data Sampling
Sumber : Hasil Perancangan
♦ State Chart Inspector
/ ditugaskan
aktif
/ diberhentikan / menginput, mengambil, merubah data
/ menentukan_sampling
/ menambah, menghapus data
/ mencetak Diagram 5.8 State Chart Inspector
Sumber : Hasil Perancangan
♦ State Chart Jalur Perakitan
/ diinput
ada
/ dihapus / dirubah
Diagram 5.9 State Chart Jalur Perakitan
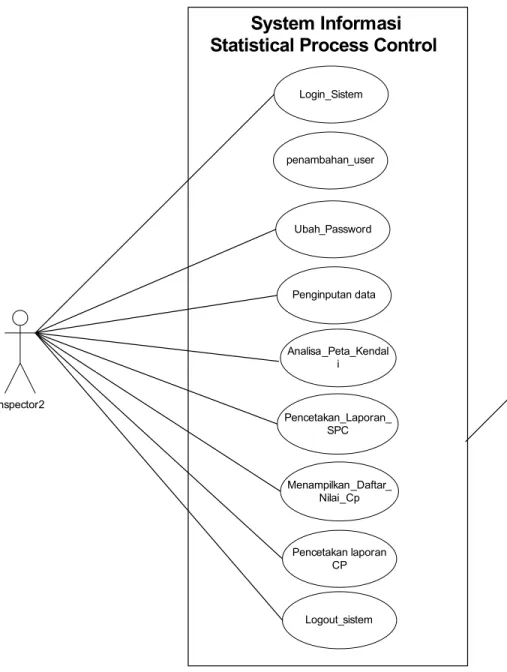
5.3.8 Application Domain Analysis 5.3.8.1 Use Case Diagram
System Informasi Statistical Process Control
inspector2 Login_Sistem penambahan_user Ubah_Password Penginputan data Analisa_Peta_Kendal i Pencetakan_Laporan_ SPC Menampilkan_Daftar_ Nilai_Cp Pencetakan laporan CP Supervisor Logout_sistem
Diagram 5.10 Use Case Diagram
5.3.8.2 Use Case Specification
Berikut merupakan actor spesification dari use case untuk sistem SPC diatas
Tabel 5.25 Spesifikasi actor untuk ” Inspector”
Inspector
Goal : Merupakan orang yang bertanggung jawab atas pembuatan dokumen dan proses statistical process control. Kebutuhan dasar dari
Inspector adalah untuk melakukan penginputan data, perhitungan
dan pencetakan laporan yang berkaitan dengan SPC.
Characteristics : Sistem terdiri dari banyak inspector dengan berbeda level pengalaman dalam pembuatan SPC
Sumber : Hasil Perancangan
Tabel 5.26 Spesifikasi actor untuk ” Supervisor”
Supervisor
Goal : Merupakan orang atasan dari inspector yang juga bertanggung jawab atas proses statistical process control. Kebutuhan dasar dari Supervisor adalah untuk melakukan penambahan user baru yang akan menggunakan sistem ini selain itu juga dapat melakukan penginputan data, perhitungan dan pencetakan laporan yang berkaitan dengan SPC.
Characteristics : Sistem terdiri dari satu orang supervisor yang memiliki pengalaman yang sangat baik didalam melakukan proses SPC
Sumber : Hasil Perancangan
Berikut merupakan use case spesification dari use case untuk sistem SPC diatas
Tabel 5.27 Spesifikasi use case untuk ” Login Sistem”
Login Sistem
Use Case : Login sistem dilakukan oleh inspector atau supervisor, ketika mereka akan menggunakan sistem. User akan diminta untuk memilih user name dan juga diminta untuk memasukkan password melalui layar login. Sistem akan menunjukkan pemberitahuan penolakan untuk login jika password yang dimasukkan tidak sesuai untuk user tersebut atau akan menunjukkan pemberitahuan bahwa user telah berhasil login kedalam sistem.
Object : ( to be added )
Functions : login, query user name Sumber : Hasil Perancangan
Tabel 5.28 Spesifikasi use case untuk ” Tambah User”
Tambah User
Use Case : Penambahan user dilakukan oleh supervisor, ketika user telah login kedalam sistem. User akan diminta untuk mengisi user name, bagian, hak akses, password dan konfirmasi password. Sistem akan menunjukkan pemberitahuan penolakan untuk penambahan user jika: • ada field yang belum terisi
• user dengan nama tersebut sudah terdaftar didalam sistem
• password yang dimasukkan tidak sesuai dengan konfirmasi password
atau akan menunjukkan pemberitahuan bahwa user baru telah berhasil ditambahkan kedalam sistem.
Object : ( to be added )
Functions : Penambahan user baru Sumber : Hasil Perancangan
Tabel 5.29 Spesifikasi use case untuk ” Ubah Password”
Ubah Password
Use Case : Ubah password dilakukan oleh inspector atau supervisor, ketika mereka telah login kedalam sistem. User akan diminta untuk memasukkan password yang baru dan konfirmasi password. Sistem akan menunjukkan pemberitahuan penolakan untuk perubahan password jika :
• password yang dimasukkan tidak sesuai dengan konfirmasi password
• ada field yang belum terisi
atau akan menunjukkan pemberitahuan bahwa user telah berhasil merubah password.
Object : ( to be added ) Functions : Perubahan password Sumber : Hasil Perancangan
Tabel 5.30 Spesifikasi use case untuk ” Entry Data Master”
Entry Data Master
Use Case : Entry data master dilakukan oleh inspector atau supervisor, ketika
mereka telah login kedalam sistem. Dalam melakukan entry data master terdiri dari berberapa data, data yang harus ditambahkan adalah
1. Data bolt
User dapat memilih jalur perakitan yang ingin ditambahkan data
bolt nya . User akan diminta untuk memasukkan kode bolt, nama
bolt, standard, toleransi atas, toleransi bawah, variant. Sistem akan menunjukkan pemberitahuan penolakan untuk penambahan jika :
• ada field yang belum terisi
• kode bolt yang dimasukkan telah ada didalam sistem
atau akan menunjukkan pemberitahuan bahwa user telah berhasil menambahkan data bolt.
2. Data torque click
User dapat memilih jalur perakitan yang ingin ditambahkan data
torque click nya, torque click hanya dapat ditambahkan jika ada bolt yang belum memiliki torque click atau ada penambahan bolt
baru . User akan diminta untuk memasukkan no ketok, no seri, kode bolt, tanggal kalibrasi, setting, spesifikasi, pos, dan merk. Sistem akan menunjukkan pemberitahuan penolakan untuk penambahan jika :
• ada field yang belum terisi
• no ketok yang dimasukkan telah ada didalam sistem
atau akan menunjukkan pemberitahuan bahwa user telah berhasil menambahkan data torque click.
3. Data rencana sampling
User dapat memilih jalur perakitan dan jenis sampling yang ingin ditambahkan datanya, rencana sampling hanya dapat ditambahkan jika ada bolt yang belum memiliki rencana sampling atau ada penambahan bolt baru . User akan diminta untuk memasukkan kode bolt, frekuensi, jumlah subgroup. Sistem akan menunjukkan pemberitahuan penolakan untuk penambahan jika :
• ada field yang belum terisi
• rencana sampling untuk kode bolt yang dimasukkan telah ada didalam sistem
atau akan menunjukkan pemberitahuan bahwa user telah berhasil menambahkan data rencana sampling
4. Data jalur perakitan
User akan diminta untuk memasukkan kode jalur dan nama jalur.
Sistem akan menunjukkan pemberitahuan penolakan untuk penambahan jika :
• ada field yang belum terisi
• kode jalur yang dimasukkan telah ada didalam sistem
atau akan menunjukkan pemberitahuan bahwa user telah berhasil menambahkan data jalur
5. Data Inspector
User akan diminta untuk memasukkan kode inspector dan nama inspector dan memilih nama jalur. Sistem akan menunjukkan
pemberitahuan penolakan untuk penambahan jika : • ada field yang belum terisi
• kode operator yang dimasukkan telah ada didalam sistem • jalur tersebut telah memiliki inspector
atau akan menunjukkan pemberitahuan bahwa user telah berhasil menambahkan data inspector
Object : ( to be added )
Functions : Penambahan data master, perubahan data master, query data master Sumber : Hasil Perancangan
Tabel 5.31 Spesifikasi use case untuk ” Entry Data Sampling”
Entry Data Sampling
Use Case : Entry data sampling dilakukan oleh inspector atau supervisor, ketika
mereka telah login kedalam sistem. User akan diminta untuk memilih jalur perakitan, bulan, tahun, jenis sampling dan nama bolt. Setelah itu user akan diminta untuk memasukkan tanggal hitung, tanggal, waktu dan no cabin dari data sampling, dan data sampling yang telah diambil. Sistem akan menunjukkan pemberitahuan penolakan untuk penambahan data jika :
• tanggal hitung belum diisi
• ada data dalam satu subgroup yang belum terisi dengan lengkap atau akan menunjukkan pemberitahuan bahwa user telah berhasil melakukan penambahan data sampling.
Object : ( to be added )
Functions : Penambahan data sampling, query data sampling Sumber : Hasil Perancangan
Tabel 5.32 Spesifikasi use case untuk ” Perhitungan SPC”
Perhitungan SPC
Use Case : Perhitungan SPC dilakukan oleh inspector atau supervisor, ketika mereka telah login kedalam sistem dan menginput data dari bolt yang ingin dilakukan perhitungan. User akan diminta untuk memilih jalur perakitan, bulan, tahun, jenis sampling dan nama bolt. Setelah itu user akan diminta untuk memilih jenis perhitungan apakah secara bulanan atau berdasarkan hari.
Bila berdasarkan bulanan
Sistem akan menunjukkan status dari penghitungan dengan signal warna, bila warnanya merah berarti data belum memenuhi batas minimal, bila hijau berarti telah memenuhi batas minimal. Bila datanya masih kurang maka user dapat melakukan penambahan data dari beberapa bulan sesudahnya.
Bila berdasarkan harian
User diminta untuk memilih hari yang diinginkan dan bulan mulai
dari data yang ingin dilakukan perhitungan, lalu sistem akan menunjukkan jumlah data dari bulan yang dipilih tersebut dan status dari penghitungan dengan signal warna. Bila datanya masih kurang maka user dapat melakukan penambahan data dari beberapa bulan sesudahnya.
Sistem akan menunjukkan pemberitahuan peringatan untuk melakukan penghitungan jika data belum memenuhi batas minimal
subgroupnya atau akan menunjukkan pemberitahuan bahwa user telah berhasil melakukan penghitungan.
Object : ( to be added )
Functions : Menghitung data sampling berdasarkan bulan, menghitung data sampling berdasarkan hari, penambahan data perhitungan sampling,
query data sampling
Sumber : Hasil Perancangan
Tabel 5.33 Spesifikasi use case untuk ” Analisa Peta Kendali”
Analisa Peta Kendali
Use Case : Analisa Peta Kendali dilakukan oleh inspector atau supervisor, ketika mereka telah melakukan perhitungan SPC. User dapat melihat grafik dan nilai Cp yang didapatkan dari hasil perhitungan dimana nilai Cp ini juga ditunjukkan dengan signal yang menggunakan warna yang menunjukkan bagus tidaknya. Lalu user dapat melakukan analisa dengan bantuan dari grafik dan nilai Cp yang disediakan, setelah itu user dapat menyimpannya. Dan sistem akan menunjukkan pemberitahuan bahwa user telah berhasil melakukan penyimpanan analisa.
Object : ( to be added )
Functions : Menampilkan grafik peta kendali, query data Cp Sumber : Hasil Perancangan
Tabel 5.34 Spesifikasi use case untuk ” Cetak Laporan SPC”
Cetak Laporan SPC
Use Case : Cetak laporan SPC dilakukan oleh inspector atau supervisor, ketika mereka telah melakukan perhitungan SPC. User akan ditanya oleh sistem setelah melakukan perhitungan apakah mau mencetak laporan atau tidak, bila iya maka sistem akan menampilkan preview dari laporan yang akan dicetak dan setelah user memerintahkan sistem untuk mencetak maka laporan akan tercetak melalui printer.
Object : ( to be added )
Functions : Menampilkan preview laporan SPC, mencetak laporan SPC Sumber : Hasil Perancangan
Tabel 5.35 Spesifikasi use case untuk ” Menampilkan Daftar Nilai Cp”
Menampilkan Daftar Nilai Cp
Use Case : Menampilkan daftar nilai cp dilakukan oleh inspector atau supervisor, ketika mereka telah melakukan perhitungan SPC. User akan diminta untuk memilih jalur perakitan, bulan, tahun, dan jenis sampling. Sistem akan menunjukkan semua nilai Cp yang telah dihitung berdasarkan pada field yang telah ditentukan tadi, nilai Cp akan ditunjukkan dengan signal warna sesuai dengan nilainya, bila
bagus akan ditunjukkan dengan warna hijau, kurang bagus dengan warna kuning, dan tidak bagus dengan warna merah
Object : ( to be added ) Functions : Query data Cp
Sumber : Hasil Perancangan
Tabel 5.36 Spesifikasi use case untuk ” Cetak Daftar Cp”
Cetak Daftar Cp
Use Case : Cetak daftar Cp dilakukan oleh inspector atau supervisor, ketika mereka telah menampilkan nilai Cp. Bila User melakukan pencetakan maka sistem akan menampilkan preview dari laporan yang akan dicetak dan setelah user memerintahkan sistem untuk mencetak maka laporan akan tercetak melalui printer.
Object : ( to be added )
Functions : Menampilkan preview laporan daftar Cp, mencetak laporan daftar Cp Sumber : Hasil Perancangan
Tabel 5.37 Spesifikasi use case untuk ” Cetak Grafik Cp”
Cetak Grafik Cp
Use Case : Cetak grafik Cp dilakukan oleh inspector atau supervisor, ketika mereka telah menampilkan nilai Cp. Bila User melakukan pencetakan maka sistem akan menampilkan preview dari laporan yang akan dicetak dan setelah user memerintahkan sistem untuk mencetak maka laporan akan tercetak melalui printer.
Object : ( to be added )
Functions : Menampilkan preview laporan grafik Cp, mencetak laporan grafik Cp
Sumber : Hasil Perancangan
Tabel 5.38 Spesifikasi use case untuk ” Logout Sistem”
Logout Sistem
Use Case : Logout sistem dilakukan oleh inspector atau supervisor, ketika user telah login dan mereka akan keluar dari sistem. Sistem akan menunjukkan pemberitahuan bahwa user telah berhasil logout keluar sistem.
Object : ( to be added ) Functions : logout
5.3.8.3 Sequence Diagram
• Sequence Melakukan Login Sistem
Inspector Form Login pilih_user_name() entry_password() buka_Form() status_login_ok buka_main_form status_login_gagal
Diagram 5.11 Sequence Melakukan Login Sistem Sumber : Hasil Perancangan
• Sequence menambah user baru
Supervisor
Form Tambah User
entry_user_name() entry_password() entry_konfirmasi_password() buka_form() status_tambah_ok status_tambah_gagal
Diagram 5.12 Sequence Menambah User Baru Sumber : Hasil Perancangan
• Sequence Mengubah Password Inspector Form_Ubah_Password entry_password() entry_konfirmasi_password() status_ubah_ok buka_form() status_ubah_gagal
Diagram 5.13 Sequence Mengubah Password
Sumber : Hasil Perancangan
• Sequence Meng-entry Data Sampling
Inspector Data Sampling
diinput() dirubah() dihapus()
Diagram 5.14 Sequence Meng-entry Data Sampling
• Sequence Meng-entry Data Master
Inspector
diinput()
Data Torque Click
diinput()
Data Rencana sampling
diinput
Data Inspector Data Jalur perakitan
diinput() menginput Data bolt dirubah() dihapus() dirubah() dihapus() dirubah() dihapus() dirubah() dihapus() mengupdate() menghapus()
Diagram 5.15 Sequence Meng-entry Data Master
• Sequence Perhitungan SPC
Inpector Form_Perhitungan
pilih_jenis_perhitungan() status_hitung_ditampilkan
jumlah_data_ditampilkan Form Input Awal
buka_form() pilih_detail() pilih_bolt() form_hitung_ditampilkan tambah_data() status_hitung_ditampilkan data dihitung status_perhitungan_ok
Diagram 5.16 Sequence Perhitungan SPC
• Sequence Analisa Inspector Form Analisa lihat_peta_kendali() entry_analisa() peta_kendali_ditampilkan save_analisa() buka_form() status_save_ok
Diagram 5.17 Sequence Analisa
Sumber : Hasil Perancangan
• Sequence Cetak SPC
Inspector Form Cetak SPC
mencetak() buka_form() preview_ditampilkan
meminta_setting_cetak entry_setting()
Diagram 5.18 Sequence Cetak SPC
• Sequence Menampilkan Nilai Cp
Inspector Form Nilai Cp
buka_form() pilih_detail() nilai_ditampilkan status_nilai_ditampilkan
Diagram 5.19 Sequence Menampilkan Nilai Cp Sumber : Hasil Perancangan
• Sequence Cetak Daftar Cp
Inspector Form Cetak Daftar Cp
mencetak() buka_form() preview_ditampilkan
meminta_setting_cetak entry_setting()
Diagram 5.20 Sequence Cetak Daftar Cp Sumber : Hasil Perancangan
• Sequence Cetak Grafik Cp
Inspector Form Cetak Grafik Cp
mencetak() buka_form() preview_ditampilkan
meminta_setting_cetak entry_setting()
Diagram 5.21 Sequence Cetak Grafik Cp Sumber : Hasil Perancangan
• Sequence Logout Object1 Form Logout logout() status_logout_ok buka_login_form
Diagram 5.22 Sequence Logout Sumber : Hasil Perancangan
5.3.8.4 Functions List
Tabel 5.39 Tabel Function List
Function
Event Complexity update signal read compute
1 Login Simple y
2 Query user name Simple y
3 Penambahan user baru Simple y y
4 Perubahan password Simple y y
5 Penambahan data master Medium y
6 Perubahan data master Simple y y
7 Query data master Medium y
8 Penghapusan data master Simple y y
9 Penambahan data sampling Medium y y
10 Query data sampling Medium y
11 Penghapusan data sampling Simple y y
12 Menghitung data sampling berdasarkan bulan Complex y y y
13 Menghitung data sampling berdasarkan hari Complex y y y
14 Penambahan data perhitungan sampling Complex y y y
15 Menampilkan grafik peta kendali Medium y
16 Menampilkan data cp Medium y y
17 Menampilkan preview laporan spc Medium y
18 Mencetak laporan spc Simple y
19 Menampilkan preview laporan daftar cp Medium y
20 Mencetak laporan daftar cp Simple y
21 Menampilkan preview laporan grafik cp Medium y
22 Mencetak laporan grafik cp Simple y
23 Logout Simple y
No TYPE
5.3.8.6 User Interface ( Navigation Diagram )
Cetak Grafik Cp Cetak Daftar Cp Awal Input
Cetak SPC
Tampilkan Nilai Cp Master Sampling
Master Torque Click Master Bolt Analisa Data Master Inspector Master Jalur Logout Login Perhitungan SPC Input Data Main
Gambar 5.5 Navigation Diagram
1. Sistem Login Login Keluar Untuk Keluar dari sistem Login Untuk masuk ke dalam sistem User Name Untuk memiilh user name yang tersedia
Gambar 5.6 Window Login
Sumber : Hasil Perancangan
Window ini digunakan untuk memasuki sistem, user akan memilih user name
dan mengisi password, jika password yang diisi benar maka user akan dapat
memasuki sistem.
2. Main
Jalur Perakitan & Bulan
Untuk melihat daftar dari data yang diakses berdasarkan jalur perakitan dan bulan
Daftar Akses Data
Daftar dari data yang diakses oleh user yang menggunakan sistem
Menu
Menu dari sistem yang dapat diakses
Toolbar
Akses cepat dari menu
Main
Gambar 5.7 Window Main
Sumber : Hasil Perancangan
Window ini merupakan window yang menunjukkan informasi berupa daftar
dari data yang diakses oleh user yang menggunakan sistem, dimana juga ini
3. Master Bolt
Master Bolt Jalur Perakitan
Untuk memilih jalur perakitan yang diinginkan
Detail
Informasi dari bolt yang dipilih
Bolt
List dari daftar bolt yang ada pada jalur perakitan yang dipilih
Tambah
Untuk menambah sebuah data baru
Ubah
Untuk mengubah data yang sudah ada
Hapus
Untuk menghapus data yang sudah ada Batal Untuk membatalkan penambahan atau pengubahan data Simpan Untuk menyimpan perubahan yang sudah dilakukan Keluar Untuk Keluar dari form ini
Navigasi
Untuk berpindah dari data yang satu ke yang lainnya Gambar 5.8 Window Master Bolt
Sumber : Hasil Perancangan
Window ini merupakan window yang menunjukkan informasi berupa data –
data dari bolt yang ada didalam sistem yang dibedakan berdasarkan jalur
perakitannya, juga dapat dilakukan penambahan, pengubahan dan
penghapusan data bolt.
4. Master Torque Click
Master Torque Click
Jalur Perakitan
Untuk memilih jalur perakitan yang diinginkan
Detail
Informasi dari torque
click yang dipilih
Torque Click
List dari daftar torque
click yang ada pada
jalur perakitan yang dipilih
Tambah
Untuk menambah sebuah data baru
Ubah
Untuk mengubah data yang sudah ada
Hapus
Untuk menghapus data yang sudah ada Batal Untuk membatalkan penambahan atau pengubahan data Simpan Untuk menyimpan perubahan yang sudah dilakukan Keluar Untuk Keluar dari form ini
Navigasi
Untuk berpindah dari data yang satu ke yang lainnya Gambar 5.9 Window Master Torque Click
Window ini merupakan window yang menunjukkan informasi berupa data –
data dari torque click yang ada didalam sistem yang dibedakan berdasarkan
jalur perakitannya, disini dapat dilihat detail dari masing – masing torque
click, juga dapat dilakukan penambahan, pengubahan dan penghapusan data torque click.
5. Master Sampling
Master Sampling
Jalur Perakitan & Jenis Sampling
Untuk memilih jalur perakitan dan jenis sampling yang diinginkan Detail Informasi dari sampling yang dipilih Rencana Sampling
List dari daftar sampling yang ada pada jalur perakitan yang dipilih
Tambah
Untuk menambah sebuah data baru
Ubah
Untuk mengubah data yang sudah ada
Hapus
Untuk menghapus data yang sudah ada Batal Untuk membatalkan penambahan atau pengubahan data Simpan Untuk menyimpan perubahan yang sudah dilakukan Keluar Untuk Keluar dari form ini
Navigasi
Untuk berpindah dari data yang satu ke yang lainnya
Gambar 5.10 Window Master Sampling
Sumber : Hasil Perancangan
Window ini merupakan window yang menunjukkan informasi berupa data –
data dari sampling yang ada didalam sistem yang dibedakan berdasarkan
jalur perakitan dan jenis samplingnya, disini dapat dilihat detail dari masing –
masing sampling, juga dapat dilakukan penambahan, pengubahan dan
6. Master Inspector Master Inspector Detail Informasi dari sampling yang dipilih Rencana Sampling List dari daftar sampling yang ada pada jalur perakitan yang dipilih
Tambah Untuk menambah sebuah data baru Ubah
Untuk mengubah data yang sudah ada
Hapus
Untuk menghapus data yang sudah ada
Batal
Untuk membatalkan penambahan atau pengubahan data
Simpan
Untuk menyimpan perubahan yang sudah dilakukan
Keluar Untuk Keluar dari form ini Navigasi
Untuk berpindah dari data yang satu ke yang lainnya
Gambar 5.11 Window Master Inspector Sumber : Hasil Perancangan
Window ini merupakan window yang menunjukkan informasi berupa data –
data dari inspector yang ada didalam sistem, juga dapat dilakukan
penambahan, pengubahan dan penghapusan data inspector.
7. Master Jalur Master Jalur Detail Informasi dari sampling yang dipilih Rencana Sampling
List dari daftar sampling yang ada pada jalur perakitan yang dipilih
Tambah
Untuk menambah sebuah data baru
Ubah
Untuk mengubah data yang sudah ada
Hapus
Untuk menghapus data yang sudah ada
Batal
Untuk membatalkan penambahan atau pengubahan data
Simpan
Untuk menyimpan perubahan yang sudah dilakukan
Keluar
Untuk Keluar dari form ini
Navigasi
Untuk berpindah dari data yang satu ke yang lainnya
Gambar 5.12 Window Master Jalur Sumber : Hasil Perancangan
Window ini merupakan window yang menunjukkan informasi berupa data –
data dari jalur yang ada didalam sistem, disini dapat dilihat detail dari masing
– masing jalur, juga dapat dilakukan penambahan, pengubahan dan
penghapusan data jalur.
8. Window Awal Input
Awal Input
Jalur Perakitan, Bulan Tahun, Jenis Sampling Untuk memilih jalur, bulan, tahun, jenis sampling yang diinginkan
Bolt
List dari daftar bolt yang ada pada ketentuan yang dipilih Input / Hitung Untuk berpindah ke window input atau window hitung Detail Untuk menampilkan detail keterangan dari bolt yang dipilih
Keluar
Untuk keluar dari window ini
Gambar 5.13 Window Awal Input
Sumber : Hasil Perancangan
Window ini merupakan window yang meminta user untuk melakukan
pemilihan dari data yang akan diinput atau dihitung, mulai dari jalur
9. Window Input Data
Keterangan
Keterangan dari jalur dan bolt yang akan diinput juga tanggal mulai dan tanggal hitung dari data
Lembar Kerja
Lembar kerja untuk memasukkan data - data yang baru akan diinput Simpan Untuk menyimpan data yang telah diinput Bersihkan Untuk membersihkan lembar kerja Hapus Untuk menghapus data yang diinginkan Hapus Semua Untuk menghapus semua data yang ada
Keluar
Untuk keluar dari
window ini Input Data Hitung Untuk masuk ke window hitung Gambar 5.14 Window Input Data
Sumber : Hasil Perancangan
Window ini merupakan window yang digunakan untuk melakukan input data
yang telah diambil untuk dihitung kemudian.
10. Window Perhitungan SPC Perhitungan SPC Hitung Untuk menghitung data SPC Ganti Bolt
Untuk mengganti bolt yang ingin dihitung
Analisa
Untuk menganalisa data yang telah dihitung Cetak SPC Untuk mencetak SPC Keterangan
Keterangan dari bolt yang akan dihitung datanya
Jenis Perhitungan
Untuk memilih jenis perhitungan yang diinginkan
Hari
Untuk memilih hari yang diinginkan
Status Hitung
Menunjukkan status dari penghitungan
Tanggal
Tanggal dimulai dan selesainya perhitungan Jumlah Data, Jumlah Min Menunjukkan jumlah data yang ada dan jumlah min data
Tambah Data/ Tambah Bulan
Untuk menambah data yang akan dihitung
Keluar
Untuk keluar dari
window ini
Gambar 5.15 Window Perhitungan SPC Sumber : Hasil Perancangan
Window ini merupakan window yang digunakan untuk melakukan
perhitungan SPC berdasarkan data – data yang telah diambil, disini dapat
dilakukan penambahan dari data yang akan dihitung bila data yang
diperlukan untuk melakukan perhitungan kurang.
11. Window Analisa Data
Analisa Data
Peta Kendali X bar Peta kendali X bar dari data yang telah dihitung
Tampilkan Grafik Untuk menampilkan grafik dari data yang telah dihitung
Save Analisa Untuk menyimpan data analisa yang telah dilakukan Cetak SPC Untuk mencetak SPC Keluar Untuk keluar dari window ini Analisa Tempat untuk menuliskan analisa Cp, Cpk Menunjukkan nilai Cp dan Cpk Keterangan Warna Keterangan warna dari nilai Cp, Cpk Peta Kendali R
Peta kendali R dari data yang telah dihitung
Gambar 5.16 Window Analisa Data
Sumber : Hasil Perancangan
Window ini merupakan window yang digunakan untuk melakukan analisa
data dengan menggunakan bantuan dari grafik dan nilai Cp yang telah
12. Window Cetak SPC Cetak SPC Print Untuk melakukan pencetakan Zoom Untuk merubah nilai zoom Preview Menampilkan laporan SPC yang akan dicetak
Gambar 5.17 Window Cetak SPC
Sumber : Hasil Perancangan
Window ini merupakan window yang digunakan untuk menampilkan preview
dari laporan SPC yang ingin dicetak, dan selanjutnya dapat dilakukan
pencetakan SPC
13. Window Tampilkan Nilai Cp
Tampilkan Nilai Cp Cetak Daftar Cp Untuk mencetak daftar Cp Cetak Grafik Cp Untuk mencetak grafik Cp Pilih Detail
Untuk memilih jalur perakitan, bulan, jenis sampling dan tahun dari daftar Cp yang diinginkan Daftar Cp List yang menampilkan daftar Cp Keluar Untuk keluar dari window ini
Gambar 5.18 Window Tampilkan Nilai Cp Sumber : Hasil Perancangan
Window ini merupakan window yang digunakan untuk menampilkan nilai
Cp yang telah dihitung, ini dibedakan berdasarkan jalur perakitan, tahun,
bulan dan jenis sampling
14. Window Cetak Daftar Cp
Cetak Daftar Cp Print Untuk melakukan pencetakan Zoom Untuk merubah nilai zoom Preview Menampilkan laporan Daftar Cp yang akan dicetak
Gambar 5.19 Window Cetak Daftar Cp Sumber : Hasil Perancangan
Window ini merupakan window yang digunakan untuk menampilkan preview
dari laporan daftar Cp yang ingin dicetak, dan selanjutnya dapat dilakukan
pencetakan daftar Cp.
15. Window Cetak Grafik Cp
Cetak Grafik Cp Print Untuk melakukan pencetakan Zoom Untuk merubah nilai zoom Preview Menampilkan laporan grafik Cp yang akan dicetak
Gambar 5.20 Window Cetak Grafik Cp Sumber : Hasil Perancangan
Window ini merupakan window yang digunakan untuk menampilkan preview
dari laporan grafik Cp yang ingin dicetak, dan selanjutnya dapat dilakukan
pencetakan grafik Cp.
5.3.9 Design
5.3.9.1 Revised Class Diagram
<<cluster>> INSPECTOR <<cluster>> TORQUE CLICK +dipakai() +diperiksa() -no_ketok : String -kd_bolt : String -kd_jalur : String -no_seri : String -spesifikasi : String -setting : String -tgl_kalibrasi : String -pos : String -merk : String TorqueClick +dipasang() +dilepas() +dicek() +ditandai() -kd_bolt : String -nama_bolt : String -standard : Single -toleransi_atas : Single -toleransi_bawah : Single -variant : String Bolt +dibuat() +dirubah() +dihilangkan() -kd_jalur : String -nama_jalur : String JalurPerakitan +diambil() +dirubah() +dihitung() +dihapus() -kd_data : String -tgl : String -bulan : String -tahun : String -time : String -no_cabin : String -D1 : Single -D2 : Single -D3 : Single -D4 : Single -D5 : Single -D6 : Single DataSampling +dirubah() +dihapus() +dibuat() -kd_bolt : String -kd_sampling : String -frekuensi : Single -jmlh_subgroup : Single -jenis_sampling RencanaSampling 1 1 1..* 1 1 1..* 1..1 1..* 1 1 <<cluster>> SAMPLING <<cluster>> BOLT <<cluster>> JALUR +menginput() +mengambil() +mengupdate() +menambah() +mencetak() +masuk_kerja() +menganalisa() +menghapus() +menentukan() +pulang_kerja() -kd_operator : String -nama_operator : String -kd_jalur : String Inspector
Diagram 5.22 Revised Class Sumber : Hasil Perancangan
5.3.9.2 Technical Platform
Untuk sistem SPC PT. Pantja Motor ini akan dikembangkan untuk
stand-alone PC dan menggunakan bahasa pemrograman dan bahasa desain yang
mudah dalam pengembangan dan pemeliharaannya, User interface yang
digunakan merupakan windows-based dan sistem akan dioperasikan dengan
menggunakan mouse dan keyboard.
a. Equipment
Kebutuhan yang diperlukan untuk merancang sistem seperti sebuah komputer
(PC) yang cukup mampu untuk menjalankan Operating System yang umum
digunakan, sebuah monitor, sebuah printer, keyboard, mouse dan perangkat
lunak lain yang mendukung.
b. System Software
Operating system yang digunakan adalah Windows 2000 SP4. Bahasa
pemrograman yang digunakan untuk mengimplementasikan sistem SPC ini
adalah Visual Basic V6.0 SP5 yang dihubungkan dengan Database Microsoft
Access 2000 dan menggunakan crystal report 8.5 untuk pembuatan report .
c. System Interfaces
Diluar PC, sistem SPC memerlukan sebuah laser printer yang dapat
mencetak dalam format A4. Operating System yang digunakan harus dapat
menangani interface dengan printer. Sedangkan interaksi dengan user
menggunakan interface windows-based.
d. Design Language
Desain dokumen yang digunakan adalah berdasarkan metode UML (Unified
5.3.9.3 Architecture (Deployment Diagram) a. Component Architecture
Sistem menggunakan single PC yaitu untuk inspector bagian quality control,
disini digunakan arsitektur untuk sistem yang sederhana dengan 3 komponen,
yaitu user interface, sebuah model component ( dengan functions ) dan
sebuah komponen dibawah model komponen yang berfungsi sebagai
interface penghubung dengan sistem database.
QC
User Interface
Model
Database
Diagram 5.23 Component Architecture Sumber : Hasil Perancangan
b. Proccess Architecture
Sistem dijalankan pada sebuah stand-alone komputer dengan beberapa user.
Kontrol untuk sistem ditempatkan pada komponen user interface yang akan
ditangani oleh operating system. Untuk printer laser ditangani oleh operating
c. Standards
Design yang dibangun dalam sistem disesuaikan dengan standard yang
digunakan oleh Windows, baik dalam sistem itu sendiri maupun window
pendukung seperti error message.
5.3.9.4 Recommendation
a. The System’s Usefulness
Desain yang dilakukan memenuhi kriteria yang paling penting diantaranya
adalah sebagai berikut :
• Usability :
Kegunaannya akan dievaluasi lebih lanjut setelah melakukan pengetesan
pada versi yang pertama kali dibuat.
• Portability :
Sistem ini bukan merupakan sistem yang portable. Bagaimanapun juga
dengan technical platform seperti yang telah dijelaskan, sistem ini dapat
memenuhi kebutuhan yang diinginkan
b. Plan for Initiating Use
Untuk memulai penggunaan yang pertama diharapkan perusahaan dapat
memberikan perwakilannya untuk melakukan training penggunaan sistem
yang baru ini, dan diharapkan perusahaan dapat menjaga sistem ini.
c. Implementation Plan
Gambar 5.21 Jadwal Implementasi
Sumber : Hasil Perancangan
Gambar 5.22 Gantt Chart Implementasi
Sumber : Hasil Perancangan
Dalam implementasi, proses atau tahapan penggunaan sistem membutuhkan
resource sebagai berikut :
- Dari pihak developers, diperlukan sumber daya manusia yang berperan
sebagai programmer sejumlah 1 orang, sebagai system analyst sejumlah 1
orang. Trainer akan diambil dari developers itu sendiri.
- User yang berkaitan dalam kegiatan implementasi sistem ini adalah wakil
atau representatif dari bagian di mana sistem akan diinstalasi, yaitu bagian
quality control.
- Developers dan users akan saling bekerja sama dalam kegiatan implementasi
5.3.10 Implementasi Sistem ( System Implementation )
Pada tahap akhir ini dilakukan pengetesan terhadap sistem yang sudah
dibuat selama beberapa waktu tertentu untuk melihat apakah sistem dapat
berjalan sesuai dengan kebutuhan atau tidak, bila tidak sesuai maka dilakukan
modifikasi terhadap sistem dan bila sudah sesuai dengan kebutuhan maka akan
dilakukan pelatihan terhadap user yang akan menggunakan sistem, bila sistem
ternyata tidak dapat dimodifikasi maka sistem harus dirancang ulang lagi.
Implementasi akan dilaksanakan secara paralel dimana sistem yang lama
akan tetap berjalan bersamaan dengan sistem yang baru hingga waktu yang