Makalah Seminar Kerja Praktek
PERANCANGAN APLIKASI PLC OMRON SYSMAC CP1L PADA SISTEM
OTOMASI OVERHEAD CRANE UNTUK PROSES PERENDAMAN LOGAM
PT. PURA BARUTAMA KUDUS
Rezon Arif Budiman1, Karnoto, ST. MT.2
1
Mahasiswa dan 2Dosen Jurusan Teknik Elektro, Fakultas Teknik, Universitas Diponegoro Jl. Prof. Sudharto, Tembalang, Semarang, Indonesia
Email : [email protected]
Abstrak - Dunia industri modern saat ini tidak bisa lagi dipisahkan dengan masalah otomasi untuk berbagai sarana produksi ataupun pendukung produksi. Otomasi selalu berkaitan dengan sistem kendali dan kontrol. Dengan semakin beragamnya sarana industri yang membutuhkan otomatisasi, maka kita membutuhkan suatu media kontrol yang bersifat universal, bisa diterapkan pada semua bidang industri namun tepat guna.
PLC (Programmable Logic Controller) atau pengendali logika terprogram dengan berbagai kelebihan dan kemudahan pemakaiannya merupakan salah satu solusi untuk memenuhi kebutuhan tersebut. Programnya bisa dibuat sesuai logika otomatisasi yang diinginkan dan antarmuka masukan/keluarannya bisa disesuaikan dengan kebutuhan.
Pada pelaksanaan kerja praktek ini akan dibahas mengenai dasar teori PLC, pengenalan PLC OMRON SYSMAC CP1L dan ladder diagram maupun tabel mnemonic sebagai sarana pemrogramannya serta contoh aplikasinya tentang sistem otomasi overhead crane untuk proses perendaman logam. Karena kebanyakan crane yang digunakan saat ini masih manual dan membutuhkan tenaga manusia untuk mengopersaikannya sehingga kemungkinan terjadinya human error cukup besar serta agar didapatkan operasi crane yang lebih efektif dan efisien . Dengan adanya faktor-faktor seperti hal di atas, diperlukan otomatisasi proses kerja crane dengan menggunakan PLC. PLC yang digunakan merupakan PLC jenis relay dengan jumlah 30 I/O (input/ input). Program yang dipakai untuk menjalankan PLC dibuat dengan menggunakan Software CX- Programmer Ver 9.0.
Kata kunci: PLC, Otomasi Crane, CX-Programmer Ver 9.0
I.
PENDAHULUAN
1.1
Latar Belakang
Proses perendaman logam untuk pelapisan
atau yang sering disebut
galvanisasi
masih
menggunakan proses yang manual. Terdapat
beberapa tahap dalam perendaman logam ini
yaitu meliputi
cleaning - pickling (acid) - fluxing
- and dipping
. Material logam yang akan
direndam
diangkat
menggunakan
katrol
kemudian diangkat dan dimasukkan ke bak yang
berisi larutan untuk melapisi material logam
tersebut. Pengoperasian sistem kendali Overhead
Crane masih bekerja secara manual, peralatan
kendali yang digunakan masih sederhana, yaitu
menggunakan peralatan seperti
relai, timer
dan
counter
yang kesemuanya dirangkai dan dipadu
menjadi suatu rangkaian kendali. Cara tersebut
dianggap kurang efisien, karena banyaknya
pengawatan yang rumit di samping itu akan
diperlukan ukuran panel kontrol yang besar,
sehingga menyebabkan besarnya biaya yang
dikeluarkan untuk instalasi terutama dalam hal
perawatan, karena peralatan kendali tersebut
cepat panas dan aus. Disamping itu operator
yang mengendalikan sistem mengalami kesulitan
dalam
mengoperasikannya
sehingga
dapat
menyebabkan kecelakaan akibat human error.
Untuk meningkatkan efektifitas pada
proses perendaman logam ini salah satunya
adalah dengan melakukan otomasi pada katrol
atau
crane
yang digunakan untuk mengangkat
material logam tersebut. Proses yang terjadi
dalam
unit
sistem
ini
diatur
dengan
menggunakan satu unit alat kontrol yang berbasis
PLC. Otomatisasi sistem
overhead crane
untuk
proses perendaman logam menggunakan PLC
bertujuan untuk memudahkan dalam proses
pengangkatan
material
logam,
kemudian
perendaman dan proses peletakan material logam
tersebut serta mengurangi tingkat kesalahan
manusia
(human error)
.
1.2
Maksud dan Tujuan
Hal-hal yang menjadi tujuan penulisan
laporan kerja praktek ini adalah :
1. Memperkenalkan PLC sebagai salah satu
pendukung otomasi industri.
2. Mempelajari dasar pemrograman PLC
dan aplikasi PLC khususnya seri Omron
Sysmac CP1L.
3. Mempelajari pembuatan program ladder
diagram dengan menggunakan software
CX – Programmer.
1.3
Pembatasan Masalah
Materi kerja praktek ini dibatasi pada
penggunaan PLC OMRON SYSMAC CP1L dari
sisi perangkat kerasnya dan pemrograman dasar
diagram ladder untuk mendukung kerja PLC
dalam
aplikasinya
untuk
otomasi
sistem
overhead crane
untuk proses perendaman logam.
Fungsi-fungsi tambahan di luar fungsi dasar
pada pemrograman dan aplikasi-aplikasi PLC
selain aplikasi dasar tidak diulas pada makalah
kerja praktek ini.
II.
KAJIAN PUSTAKA
2.1
PLC (Programmable Logic Control)
Berdasarkan
pada
standar
yang
dikeluarkan
oleh
National
Electrical
Manufacture Association (NEMA) ICS3-1978
Part ICS3-304,
PLC didefinisikan sebagai
berikut : “PLC adalah suatu peralatan elektronik
yang bekerja secara digital, memiliki memori
yang dapat diprogram menyimpan
perintah-perintah untuk melakukan fungsi-fungsi khusus
seperti
logic, sequening, timing, counting,
dan
aritmatika
untuk mengontrol berbagai jenis
mesin atau proses melalui analog atau digital
input/output modules
”.
Di dalam PLC berisi
rangkaian elektronika yang dapat difungsikan
seperti
contact relay
(baik NO maupun NC) pada
PLC dapat digunakan berkali-kali untuk semua
intruksi dasar selain intruksi
output
.
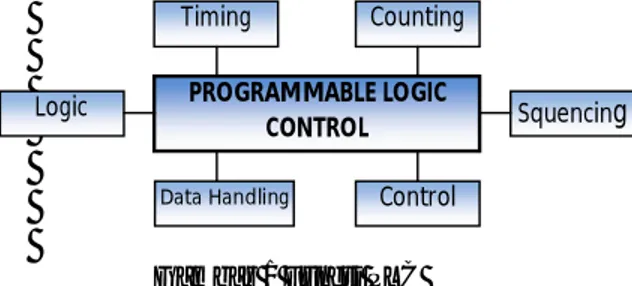
Gambar 1 Fungsi PLC
2.1.1
Prinsip Kerja PLC
Pada prinsipnya sebuah PLC melalui
modul
input
bekerja menerima data-data berupa
sinyal dari peralatan
input
luar (
external input
device
) dari sistem yang dikontrol seperti yang
diperlihatkan pada gambar 3. Peralatan
input
luar
tersebut antara lain berupa sakelar, tombol,
sensor. Data-data masukan yang masih berupa
sinyal analog akan diubah oleh modul
input
A/D
(
analog to digital input module
) menjadi sinyal
digital. Selanjutnya oleh prosesor sentral (CPU)
yang ada di dalam PLC sinyal digital itu diolah
sesuai dengan program yang telah dibuat dan
disimpan di dalam ingatan (
memory
). Seterusnya
CPU
akan
mengambil
keputusan
dan
memberikan perintah melalui modul output
dalam bentuk sinyal digital. Kemudian oleh
modul output D/A (
digital to analog module
)
dari sistem yang dikontrol seperti antara lain
berupa
kontaktor, relay,
solenoid, heater, alarm
dimana nantinya dapat untuk mengoperasikan
secara otomatis sistem proses kerja yang
dikontrol tersebut.
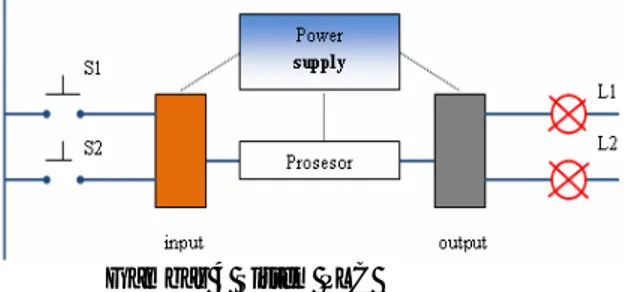
Gambar 2 Bagian-bagian Blok PLC
2.1.2
Prinsip Dasar PLC
Perbandingan cara kerja PLC dengan
sistem kontrol konvensional dapat dilihat pada
gambar 3 dan gambar 4 switch S1 dan S2 adalah
push-button normally open (NO)
, S1 akan
mengalirkan arus ke L1 sedangkan S2 akan
mengalirkan arus ke L2 pada saat kedua
switch
tersebut ditekan, gambar 3
Pada
gambar
4
komponen
yang
sama
disambungkan ke PLC. Dari gambar tersebut
terlihat beberapa perbedaan yaitu
switch
tidak
disambungkan secara langsung ke lampu tetapi
melalui modul
input
PLC, sedangkan lampu
disambungkan ke modul
output
PLC.
Input
tidak
berhubungan dengan
output
secara langsung
tetapi keduanya dihubungkan oleh prosesor
berdasarkan program logic yang dimasukkan.
Gambar 3 Hardwired Sistem
Counting
Squencing Logic
Timing
Data Handling Control
PROGRAMMABLE LOGIC CONTROL
S1
L1
S2
Gambar 4 Sistem PLC
Dari segi operasional,
switch
dan lampu
yang disambungkan langsung dengan sistem
PLC adalah identik, perbedaannya terletak pada
cara arus listrik mengalir. Pada
hardwired
sistem
arus listrik mengalir berasal dari suatu sumber
tegangan melalui
switch
menuju lampu yang
bersangkutan, arus listrik mengalir melalui kawat
penghantar ke lampu, pada saat
switch
terbuka
arus terputus dan lampu akan padam.
Pada sistem PLC arus yang berasal dari
sumber tegangan mengalir melalui S1 dan S2
menuju
input
module.
Input
module akan
mengirim sinyal ke prosesor, tegangan dari
switch
terisolir dengan sinyal tegangan yang
masuk ke prosesor, pengisolasian ini mutlak
diperlukan kerena prosesor bekerja dengan
tegangan dan arus rendah. Prosesor menerima
sinyal dari
input
module pada saat switch
tertutup, dan akan mengirimkan sinyal yang
sama ke
output
module atas pengarahan dari
program. Program berfungsi untuk mengarahkan
sinyal dari
input
module yang tersambung
dengan S1. Semua kejadian ini berlangsung
dalam orde milidetik. Pada saat S2 tertutup,
kejadian yang sama berlangsung akan tetapi kali
ini sinyal
output
prosesor dikirimkan ke
output
module yang tersambung dengan L2.
2.1.3
Keuntungan Pemakaian PLC
Keuntungan PLC terbesar sangat terasa
pada saat diperlukan perubahan atau modifikasi
pada rangkaian. Sebagai contoh bila dikehendaki
S1 mengontrol L2 dan S2 mengontrol L1 akan
diperlukan
waktu
relatif
lama
untuk
memindahkan kawat penghubung pada sistem
hardwired.
Pada PLC perubahan tersebut tidak
diperlukan, perubahan cukup dilakukan pada
programnya saja sehingga waktunya lebih
singkat. Untuk rangkaian yang terdiri dari
puluhan atau bahkan ratusan I/O
device,
penghematan waktu dan biaya yang dapat
diberikan PLC pada saat terjadi perubahan dalam
rangkaian akan sangat terasa.
2.2
PLC OMRON SYSMAC CP1L
PLC OMRON SYSMAC CP1L adalah
salah satu produk PLC dari Omron yang terbaru.
CP1L merupakan PLC tipe paket yang tersedia
dengan 10,14, 20, 30, 40 atau 60 buah I/O
(
input/output
). Sistem input outputnya berupa bit.
Atau lebih dikenal dengan PLC tipe relay karena
hanya
membaca
masukan
(
input
)
dan
menghasilkan keluaran (
output
) dengan logika 1
atau 0.
Gambar 5 PLC Omron Sysmac CP1L 30I/O
2.2.1
Bagian-bagian umum PLC OMRON
CP1L
Gambar 6 BagianPLC Omron Sysmac CP1L 30 I/O
1.
Blok power suplai, ground dan input terminal.
2.
Blok eksternal power suplai dan output
terminal.
3.
Peripheral USB
Port untuk menghubungkan
dengan
komputer
dan
komputer
dapat
digunakan
untuk
memprogram
dan
memonitoring.
4.
Operation indicator, mengindikasikan status
operasi dari CP1L termasuk power status,
mode operasi, errors, dan komunikasi USB.
5.
Baterai untuk mempertahankan internal clock
dan isi RAM ketika suplai OFF.
6.
Input Indicator, menyala jika kontak terminal
input kondisi menyala.
7.
Output Indicator,
menyala jika kontak terminal output kondisi
menyala.
8.
Expansion I/O unit connector,
digunakan untuk menambah input/output PLC.
9.
Option board slot,
digunakan untuk menginstal RS-232C
1 2 3 4 5 6 7 8 9
2.2.2
Spesifikasi PLC Omron Sysmac CP1L
Tabel 1 Spesifikasi PLC OmronItem CPU Units
with 20 I/O Points CPU Units with 30 I/O Points AC Power 100 to 240 VAC, 50/60 Hz Supply Voltage DC Power 24 VDC AC Power 85 t0 264 VAC Operating
Voltage Range DC Power 20.4 to 26.4 VDC AC Power 60 VV max Power
Consumtion DC Power 20 W max AC Power 60 A max Inrush Current DC Power 20 A max Supply Voltage 24 VDC External Power Suply (AC Power supplies only) Output Capacity
300 mA: Use for input device only. Cannot be used to drive outputs
(when the external power supply provides an overcurrent or is short circuited. The Insulation resistance 20 M min. (at 500 VDC)
between the external AC and Protective earth terminals Dielectric Strength 2,300 VAC 50/80 Hz for 1 min
between the external AC and protective earth terminals, leakage current: 10 mA max. Noice Immunity Conform to IEC6100-4-4; 2
KV (power lines)
Vibration resistance 10 to 57 Hz, 0.075-mm Amplitude, 57 to 150 Hz, acceleration: 9,8 m/s2
in X, Y, and Z directions for 80 minutes each
(time coefficient; 8 minutes x coefficient factor 10 = total time 80 minutes)
Shock Resistance 147 m/s2 three times each in X, Y, and Z directions
Ambient Temperature Operating : 0 to 55C Storage : -20 - 75 C Humidity 10% to90% (with
condensation)
Atmosphere Must be free from corrosive gas
Terminal screw size M3
Power interrupt time AC Power supply : 10 ms min. DC Power supply : 2 ms min. (A power interrution occurs if power falls below 85% of the rated voltage for longer than the power interrupt time) AC
Power
650 g max 700 g max Cpu unit weight
DC Power
550 g max 600 g max
Expansion I/O Unit Weight Units with 20 I/O points: 300 g max.
Units with 8 output points : 250 g max.
Units with 8 input points : 200 g max.
Expansion Unit Weight Analog I/O units : 150 g max Temperature sensor units : 250 g max.
Compo bus I/O Link units : 200 g max.
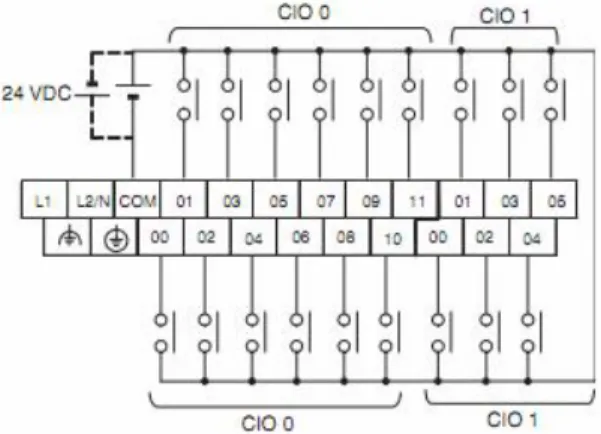
2.2.3
Port terminal Input Output PLC
Omron CP1L
Port pada PLC CP1L 30 I/O terdiri dari
18 buah terminal input yaitu dari CIO 0.00 – 0.11
dan CIO 1.00 – 1.05. Untuk port outputnya
terdapat 12 buah terminal yaitu dari CIO 100.00
– 100.07 dan CIO 101.00 – 100.03.
Pada port input terdapat dua buah
terminal untuk masukan suplai AC PLC yaitu
pada teminal L1 dan L2/N. Port input terhubung
pada satu titik COM (common). Masukkan pada
terminal COM dapat berupa polaritas + atau
negatif -.
Gambar 7 Port Input model suplai AC dan DC
Pada port output terdapat 4 buah titik
COM. Masing masing titik COM terhubung
dengan titik output yang dibatasi dengan garis
batas seperti yang terlihat pada gambar dibawah
ini.
Gambar 8 Port Output model suplai AC dan DC
Pada model AC power supply terdapat
output 24 VDC pada terminal + dan -. Suplai ini
dapat digunakan untuk suplai VDC pada terminal
input.
2.3
Proses Perendaman dan Pelapisan
Logam (Galvanisasi)
Istilah Galvanisasi didefinisikan sebagai
proses membenamkan atau merendam material
besi atau baja di dalam bak yang berisi seng (Zn)
cair untuk menghasilkan lapisan yang tahan
korosi. Lapisan ini terbentuk sebagai hasil reaksi
metalurgi antara cairan seng dengan besi atau
baja. Lapisan ini akan membentuk ketebalan
yang sama pada seluruh permukaan material
yang terendam dalam bak perendaman. Berikut
adalah gambar proses galvanisasi.
Gambar 9 Tahapan Proses Galvanisasi
2.4
CX- Programmer Ver 9.0
Program CX Omron merupakan sebuah
software pemprograman PLC untuk membuat,
memonitor dan merubah dari berbagai program
PLC Omron. CX Programmer dapat dijalankan
dengan standar minimal komputer prosessor 486
MHz dengan sistem operasi
Windows
XP.
Berikut
adalah
tampilan
dari
CX
Programmer Ver 9.0
Gambar 10 Tampilan CX-Programmer
III.
Dasar Pemrograman
Pokok dari penggunaan PLC yaitu pada
pemrogramannya
yang
disesuaikan dengan
kebutuhan pada suatu alat yang akan di kontrol.
Bahasa
program
yang
digunakan
sudah
dikonversi menjadi bahasa yang dimengerti
manusia. Khususnya memakai istilah, simbol dan
gambar teknik standar yang sudah dikenal.
Bahasa program disajikan dalam dua bentuk
yaitu diagram tangga (
Ladder Diagram
) dan
tabel
Mnemonic
.
3.1.1
Ladder Diagram/Diagram Tangga
Diagram Tangga merupakan bahasa teknik
yang
menggunakan
simbol-simbol
dan
keterangan-keterangan
mengenai
input
dan
output
dalam bentuk gambar diagram untuk
mewakili fungsi kerja suatu proses dari sistem
yang dikontrol. Simbol-simbol yang digunakan
dalam pemrograman PLC, yaitu :
Load
dan
Load Not
Gambar 11 Simbol LOAD dan
LOAD NOT
Kondisi pertama untuk mengawali setiap
pemrograman dari pergantian garis anak tangga
menggunakan instruksi
load
atau
load not.
And dan And Not
Gambar 12 Simbol AND dan AND NOT
Bila terdapat dua atau lebih kondisi
terhubung serial dalam satu garis anak tangga,
maka kondisi yang pertama harus menggunakan
instruksi
load
atau
load not,
dan kondisi yang
lainnya dengan instruksi
and
atau
and not.
Or
dan
Or Not
Gambar 13 Simbol OR dan OR NOT
Bila terdapat dua atau lebih kondisi
terhubung paralel dalam satu garis anak tangga,
maka kondisi yang pertama harus menggunakan
instruksi
load
atau
load not,
dan kondisi yang
lainnya dengan instruksi
or
atau
or not.
LOAD LOAD NOT
AND AND NOT
Normal Terbuka dan Normal Terhubung
Gambar 14 Simbol Normally Open , Normally Close
Setiap instruksi harus didahului oleh bit
operand
kondisi normal terbuka atau terhubung.
Suatu kondisi disebut normal terbuka bilamana
output
bekerja atau aktif ketika bit
operand
di
depannya ON, dan disebut normal terhubung
bilamana
output
bekerja atau aktif ketika bit
operand
di depannya OFF.
Fungsi
END
Gambar 15 Simbol END
Instruksi
end
digunakan untuk menandai bahwa
program telah selesai. CPU melakukan scan dari
awal hingga akhir program mebentuk
loop
tetutup. Jadi tanpa
end
maka program PLC tidak
akan bekerja.
Output
dan
Output Not
Gambar 16 Simbol OUT dan OUT NOT
Instruksi
output
dapat digunakan untuk
rancangan dimana
output
harus aktif bilamana
kondisi-kondisi normal di depannya terhubung.
Instruksi
output not
digunakan untuk rancangan
dimana
output
harus tidak aktif bilamana
kondisi-kondisi normal di depannya terhubung.
Beberapa
output
atau
output not
yang terhubung
paralel pada satu garis anak tangga dapat
diperlakukan dengan instruksi
output
atau
output
not
yang berurutan.
DIFU ( 13 ) dan DIFD ( 14 )
DIFU adalah instruksi untuk memberi
trigger sesaat pada saat awal masukan ON.
Perintah DIFU mempunyai sebuah masukan
dimana DIFU akan ON hanya sesaat pada awal
masukan
ON
kemudian
OFF
tanpa
menghiraukan lamanya masukan ON. Saat
masukan OFF DIFU tidak bereaksi apapun.
DIFU akan ON lagi setelah masukan OFF dan
kemudian ON.
DIFD adalah instruksi untuk memberi
trigger sesaat pada saat awal masukan OFF.
Perintah DIFD mempunyai sebuah masukan
dimana DIFD akan ON hanya sesaat pada awal
masukan
ON
kemudian
OFF
tanpa
menghiraukan lamanya masukan OFF. DIFD
akan ON lagi setelah masukan ON dan kemudian
OFF.
Gambar 17 Simbol DIFU dan DIFD
TIMER
Timer adalah instruksi untuk menunda suatu
proses. Timer mempunyai sebuah masukan,
dimana apabila masukan ON timer menghitung
dan bila masukan OFF timer reset. N
menunjukkan timer ke berapa ( Tim 1, Tim 2 dst
) dan SV adalah Set Value dengan batasan antara
000.00 sampai dengan 999.9. Apabila masukan
ON maka timer aktif dan mulai menghitung
sesuai set value, setelah timer selesai menghitung
sampai angka set value terpenuhi maka timer
akan ON, timer akan OFF dan reset apabila
masukan OFF. Untuk mengambil kondisi timer
maka dibuat diagram ladder seperti gambar
dibawah. Timer akan OFF apabila masukan
kondisinya OFF sehingga Timer reset. Timer
menggunakan unit 100 ms ( Hundred-ms Timer )
Gambar 18 Simbol Timer
IV.
Perancangan Sistem
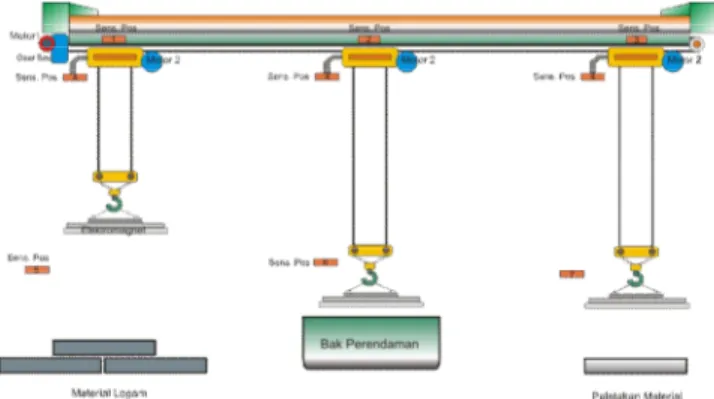
Sebelum membuat program pengontrolan
maka sebelumnya harus ditentukan lebih dahulu
sistem apa yang akan dikontrol. Sistem dari
overhead crane yang akan dikontrol oleh PLC
dapat dilihat sebagai berikut :
Gambar 19 Sistem Katrol Overheadcrane NC
NO
END
OUT OUT NOT
DIFU ( 13 )
DIFD ( 14 )
TIM 016 TIM 000 #0150 00004.1
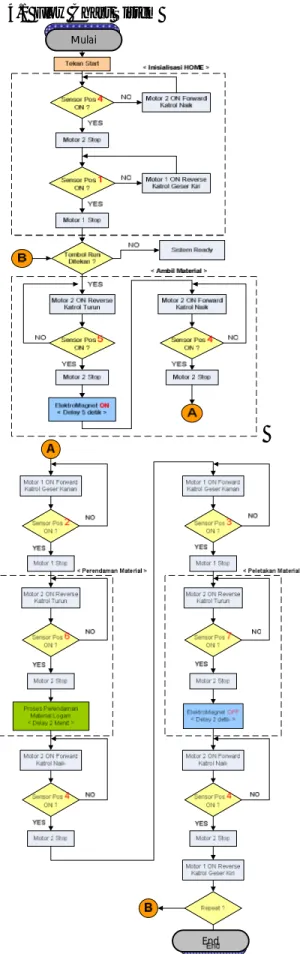
Flow Chart Sistem
Gambar 20 Flowchart Sistem Overhead Crane
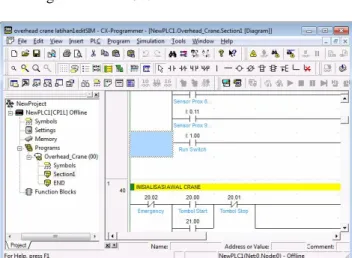
4.2
Perancangan Program , Start up CX -
Programmer
Program perangkat lunak atau
software
yang digunakan untuk membuat ladder diagram
adalah CX- Programmer Ver 9.0. Langkah dari
awal
dalam
pembuatan
ladder
diagram
menggunakan CX-Programmer adalah sebagai
berikut. Dari menu [Start], pilih
[Programs] > [OMRON] > One] > Programmer] > [CX-Programmer] untuk memulai CX-Programmer. ( atau pilih [All Programs] > [OMRON] > One] > [CX-Programmer] > [CX-[CX-Programmer]).Kemudian untuk memulai Project baru, klik
New
(Ctrl + N ) atau pilih
File > New
Gambar 21 Screenshot New Project
Lalu akan muncul layar seperti berikut
ini, klik kiri pada anak panah untuk memilih
jenis model PLC yang akan digunakan kemudian
klik Setting untuk memilih Tipe CPU yang
digunakan kemudian
klik OK
Gambar 22 Screenshot Select and Setting PLC
Setelah itu kotak dialog diatas akan
hilang dan muncul layar utama pada proyek baru
yang dibuat seperti pada gambar dibawah ini.
Gambar 23 Screenshot Diagram Workspace
4.2.1
Memasukkan
kontak
(Inputing
Normally Open Contact)
Untuk memasukkan kontak pada workspace,
klik ikon
New Contact
pada toolbar atau
dapat juga dengan menekan huruf C untuk NO
dan / untuk NC.
Gambar 24 New Contact Mulai
4.2.2
Memasukkan Coil (Entry Coil)
Untuk
memasukkan
kontak
pada
workspace, klik ikon
New Coil
pada toolbar
atau dapat juga dengan menekan huruf O untuk
NO atau Q untuk NC coil.
Masukkan alamat dari
koil sebagai alamat output, sebagai contoh
100.00 , alamat ini sekaligus menentukan letak
output pada port output PLC.
Setelah itu
klik OK
atau
tekan Enter
maka akan muncul kotak dialog Symbol
Comment sebagai berikut. Isikan comment pada
kotak tersebut, sebagai contoh “koil start”,
kemudian
klik OK
atau
tekan Enter
Gambar 25 Rung lengkap/ Normalize Rung
4.2.3
Memasukkan Fungsi Timer
Selain koil, output dapat juga berupa Timer.
Berikut langkah untuk memasukkan timer pada
ladder
diagram.
Klik
icon
New
PLC
Instruction
pada toolbar atau tekan huruf I.
Klik pada workspace maka akan tampil
kotak dialog seperti gambar dibawah ini.
Ketikkan ”TIM_timer ke-n_#value dalam satuan
100ms” pada kotak dialog tersebut untuk
memunculkan fungsi timer. Sebagai contoh TIM
0 #50, ini menunjukkan Fungsi Timer, timer ke 0
dengan value (50 x 100ms) 5 detik.
Gambar 26 Memasukkan Fungsi Timer
4.2.4
Memasukkan Fungsi DIFU / DIFD
Fungsi ini berfungsi untuk memberikan
trigger. Berikut adalah langkah dalam membuat
fungsi DIF. Klik icon
New PLC Instruction
pada toolbar atau tekan huruf I.
Lalu klik pada workspace maka akan tampil
kotak dialog seperti gambar dibawah ini.
Ketikkan ”DIFU_differensial ke-n” pada kotak
dialog tersebut. Sebagai contoh “DIFU 0”, ini
menunjukkan Fungsi Differensial Up ke 0. Untuk
Differesial Down maka ditulis DIFD kemudian
nomor
urutannya.
Contoh
DIFD
1,
ini
menunjukkan fungsi Diferensial Down ke 1
Gambar 27 Instruksi Fungsi Differensial lengkap
4.2.5
Memasukkan End Instruction
Apabila program (ladder diagram) telah
selesai dibuat maka ladder tersebut harus diakhiri
dengan instruksi END.Klik icon
New PLC
Instruction
pada toolbar atau tekan huruf I.
Gambar 28 Instruksi END lengkap
4.2.6
Meng compile program
Dengan melakukan compile maka akan
kita dapat mengecek error atau kesalahan pada
program. Pilih [Program] – [Compile] atau tekan
Ctrl + F7
Gambar 29 Compile program
4.2.7
Menyimpan Program (Saving Program)
Untuk menyimpan program yang telah
dibuat. Pilih [File] – [Save As] pada main menu.
Kemudian tentukan lokasi untuk menyimpan dan
masukkan nama file. Klik Save.
Gambar 30 Menyimpan program
4.2.8
Membuka program (Loading program)
Untuk membuka program yang telah
disimpan sebelumnya, pilih [File] – [Open] pada
main menu. Kemudian cari lokasi penyimpanan
file lalu klik Open
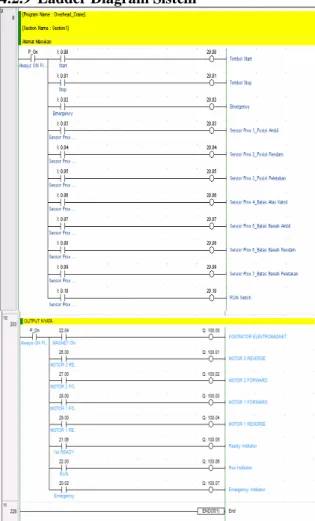
4.2.9
Ladder Diagram Sistem
Gambar 32Ladder Diagram Aplikasi Overhead Crane
4.2.10
Diagram Blok Input/Output PLC
Gambar 33 Diagram Blok Input Output PLC
4.2.11
Cara Kerja Keseluruhan Sistem
a.
Setelah catu daya dinyalakan, tombol START
utama ditekan
b.
Secara otomatis PLC akan menginisialisasi
semua sinyal input, posisi crane dan posisi
katrol akan di kondisikan pada posisi
Home
yaitu pada posisi Ambil dan katrol berada pada
posisi atas. Motor 1 berputar
reverse
untuk
menggeser katrol ke kiri, motor 2
forward
untuk mengangkat katrol ke atas. Sensor Posisi
1 akan mendeteksi apakah katrol sudah berada
pada posisi 1, jika belum maka motor 1 akan
tetap ON sampai menyentuh sensor posisi 1.
Sensor posisi 4 akan mendeteksi apakah katrol
sudah berada diatas, jika belum maka motor 2
akan tetap ON sampai menyentuh sensor posisi
4. Kedua motor akan berputar. Setelah semua
kondisi terpenuhi maka sistem berada pada
kondisi
Ready
dan siap dijalankan dengan
menekan tombol Run.
c.
Saat setelah tombol Run ditekan maka motor 2
akan berputar
rever
se sehingga katrol akan
turun dan berhenti setelah terdeteksi oleh
sensor posisi 5 pada posisi siap mengambil
material.
d.
Ketika pada posisi ini, elektromagnet pada
katrol akan diaktifkan sehingga material akan
menempel pada katrol. Pada kondisi ini
diberikan waktu tunda untuk memastikan
bahwa material telah mantap siap untuk
diangkat.
e.
Setelah waktu tunda habis maka secara
otomatis motor 2 berputar
forward
sehingga
katrol akan naik dan berhenti saat menyentuh
sensor posisi 4.
f.
Kemudian motor 1 berputar
forward
untuk
menggeser katrol ke arah kanan sampai
menyentuh sensor posisi 2 yaitu pada posisi
perendaman material logam.
g.
Selanjutnya motor 1 akan berhenti dan motor
2 akan berputar
reverse
sehingga katrol akan
turun dan berhenti saat mengenai sensor posisi
6. Kemudian diberikan waktu tunda untuk
proses perendaman material logam.
h.
Setelah waktu tunda habis yang menandakan
proses perendaman selesai, maka motor 2 akan
berputar
forward
dan menarik katrol keatas dan
akan berhenti pada saat terdeteksi oleh sensor
posisi 4.
i.
Proses selanjutnya adalah motor 1 kembali
berputar
forward
untuk menggeser katrol ke
kanan dan berhenti saat mengenai sensor posisi
3 yaitu pada posisi peletakan barang.
j.
Ketika sudah berada pada posisi 3 maka motor
1 akan berhenti kemudian motor 2 akan
berputar
reverse
sehingga katrol turun dan
berhenti saat mengenai sensor 7.
k.
Kemudian setelah katrol berhenti, secara
otomatis elektromagnet akan di matikan
sehingga material material logam akan lepas
dari katrol.
l.
Setelah itu motor 2 akan berputar
forward
yang
menyebabkan
katrol
kembali
ke
atas.
Kemudian bergerak ke kiri penuh sampai
kembali ke posisi 1.
m.