1
ABSTRAK
STUDI PERBEDAAN APLIKASI VARIASI WAKTU
PENGECATAN ANTAR LAYER PADA PENGECATAN
CHEMICAL TANKER CALAFURIA
Oleh
Kefas Adityasurya
NRP : 6208030008
Kapal merupakan salah satu transportasi yang sangat penting. Apalagi Indonesia merupakan negara maritim. Namun, kapal sangat rentan terhadap korosi, khususnya kapal baja. Salah satu cara untuk mencegah terjadinya korosi adalah dengan pengecatan. Ada standard yang mengatur rentang waktu pengecatan antar layer. Namun, terkadang produksi meminta agar proses penyelesaian pekerjaan dengan cepat. Disisi lain pengecatan tidak boleh menyimpang dari standard untuk meminimalisir kegagalan.
Oleh karena itu, akan dilakukan analisa tentang pengecatan sebuah kapal tentang perbedaan waktu dalam aplikasinya. Khususnya antara layer pertama dengan layer kedua. Ditinjau dari kondisi di lapangan dan prosedur.
Dari analisa tersebut, waktu pengecatan Chemical Tanker Calafuria antara layer satu dengan layer kedua sangat bervariasi diantaranya ( 5, 8, 11, 12, 14, 15, 16 dan 22 ) hari. Bisa disimpulkan, pengecatan Chemical Tanker Calafuria di PT.PAL Indonesia sudah memenuhi standard.
2
BAB 1
PENDAHULUAN
1.1 LATAR BELAKANG
Transportasi sangatlah penting untuk dalam kehidupan manusia. Dengan transportasi, manusia bisa berpindah tempat maupun mengirim barang ke tempat lain. Apalagi dalam urusan bisnis, transportasi merupakan bagian penting.
Indonesia merupakan negara maritim. Oleh karena itu, kapal merupakan sarana transportasi efektif. Hal ini disebabkan salah satunya karena kapal merupakan satu-satunya alat transportasi di air dan bisa mengangkut barang lebih banyak dan lebih berat daripada alat transportasi lain. Namun, kapal sangat rentan terhadap korosi, khususnya kapal yang terbuat dari baja.
Salah satu metode yang tepat untuk mencegah korosi adalah cat. Cat merupakan lapisan yang melindungi permukaan logam dengan lingkungan sekitar. Untuk mendapatkan hasil yang maksimal, maka pihak yang terkait harus memperhatikan pengetahuan dasar cat dan standard-standard yang berlaku dalam aplikasinya. Salah satunya adalah standard tentang waktu pengecatan antar layer. Standard waktu pengecatan telah ditentukan oleh produsen cat tersebut. Seringkali produksi meminta penyelesaian yang cepat tapi hasil maksimal. Tapi terkadang standard waktu pengecatan tidak sesuai dengan permintaan produksi. Hal itu bisa menyebabkan kegagalan dalam pengecatan. Oleh karena itu waktu pengecatan antar layer sangatlah penting untuk diperhatikan untuk meminimalisir kegagalan dalam pengecatan.
3 1.2 RUMUSAN MASALAH
Rumusan masalah dari field project ini adalah sejauh mana perbedaan waktu pengecatan antar layer yang terjadi antara prosedur dan realisasi di lapangan dalam sebuah proses pengecatan di kapal Chemical Tanker Calafuria?
1.3 TUJUAN
Penulis berharap dengan penulisan Field Project ini bisa mengetahui perbedaan waktu pengecatan antar layer antara prosedur dengan realisasi di lapangan pada pengecatan kapal Chemical Tanker Calafuria.
1.4 MANFAAT
Dalam penulisan Field Project ini, penulis berharap dapat mengambil manfaat antara lain :
1. Bagi Pembaca
Bisa mengetahui atau memahami ilmu tentang pengecatan 2. Bagi penulis
Menambah wawasan tentang painting/coating khususnya dalam dunia perkapalan
3. Bagi perusahaan
Sebagai evaluasi tentang pengecatan pada pembuatan kapal dan menjadi referensi untuk pengecatan kapal berikutnya.
1.5 BATASAN MASALAH
Untuk membatasi permasalahan agar mendapatkan hasil yang sesuai dengan tujuan penulisan, maka diberikan batasan permasalahan pada penulisan field project ini, yaitu : 1. Cat yang ditinjau untuk merek Internasional,
2. Cat yang digunakan untuk jenis/merk/produk intergard 269, intergard 403, intertuf 262.
3. Pengecatan ini hanya dilakukan pada 1st coat, 2 nd 4. Proses Blasting tidak ditinjau.
4
BAB 2
TINJAUAN PUSTAKA
2.1 LIQUID COATINGS 2.1.2 Overview Coating
Banyak sistem coating yang digunakan untuk melindungi struktur baja mulai dari yang murah sampai dengan mahal. Semakin mahal suatu sistem pengecatan, maka kinerjanya semakin baik & tahan lama dibanding sistem coating yang murah. Harga menentukan kualitas suatu material yang di cat. Coating terdiri dari beberapa macam. Di antaranya primer, intermediate, dan topcoat.
2.1.2.1 PRIMER
Primer merupakan dasar/alas dimana sistem coating lainnya ditempatkan. Primer merupakan kunci daya adhesi dari seluruh sistem coating. Primer harus menempel kuat pada logam pada sistem coating di atasnya .
Adapun fungsi dari coating sistem primer,yaitu : * Adhesion : ikatan yang kuat pada logam * Cohesion : kekuatan internal yang tinggi
* Inertness : ketahanan yang kuat terhadap korosi dan kimia * Intercoat Bond : ikatan yang kuat pada intermediate coat * Distension : cukup fleksibel.
2.1.2.1 INTERMEDIATE
Intermediate berfungsi protection tambahan. Disebut juga sebagai body coat untuk menambah tebal dan ketahanan. Formulasi intermediate sangat penting, utamanya untuk meningkatkan ketebalan yang dapat meningkatakan sifat-sifat utama dari coating. Body coat ini harus menempel kuat pada primer dan juga pada topcoat.
5
Adapun fungsi dari coating sistem intermediate,yaitu : • Tebal sistem coating
• Mempunyai ketahanan yang kuat terhadap kimia • Tahan terhadap uap air
• Strong cohesion
• Strong bond to primer and topcoat 2.1. 2.3 TOPCOAT
Topcoat merupakan suatu lapisan resin penyekat ( a resious seal ) di atas intermediet dan primer. Ini merupakan pertahana pertama terhadap chemical yang agresif, air, atau lingkungan, yang berfungsi sebagai barrier pertama dalam coating sistem. Topcoat lebih padat dibanding intermediate coat karena jumlah pigmentnya lebih kecil.
Adapun fungsi dari coating sistem topcoat, yaitu : • Sebagai lapisan penyekat dalam sistem coating
• Membentuk lapisan pertahanan pertama terhadap lingkungan • Memberikan ketahanan terhadap chemical, air, dan cuaca • Membuat permukaan menjadi tangguh dan tahan aus • Memberikan keindahan.
2.1.2 Coating Component
Coating terdiri dari 3 macam komponen dasar : Solvent, Binder,dan Pigment. Tidak semua coating mempunyai ketiga komponen. Ada coating yang tidak berpigment, ada coating yang tidak bersolvent, tapi tidak pernah ada coating yang tidak memiliki binder.
2.1.2.1. BINDER
Binder / resin merupakan komponen pembentuk film yang berubah dari fasa cair menjadi padat . Binder membasahi dan mengikat partikel pigment dan menempel pada substrate. Binder menetukan sifat2 coating.
6 Fungsi umum binder :
• Mekanisme dan waktu curing
• Kinerja pada lingkungan yang berbeda • Kinerja pada substrat yang berbeda • Kompatibilitas dengan coating lain • Fleksibelity dan ketangguhan • Lingkungan cuaca luar • Adhesion
• Kemudahan aplikasi, topcoating dan repair 2.1.2.2. PIGMENT
Pigment merupakan komponen coating yang terberat dan padat,misalnya kaolin clay, magnesium silicate,calcium carbonate, cenderung lebih tahan terhadap sinar ultraviolet dibanding jenis pigment baru,seperti synthetic organic pigment.
Fungsi umum pigment :
• Opacity / hiding ( daya tutup ) • Color ( warna )
• Corrosion resistance ( tahan korosi ) • Wet paint properties ( sifat basah cat )
• Weather and moisture resistance ( tahan cuaca dan uap air ) • Level of gloss ( tingkat kilap )
• Reinforcement ( penguat ) 2.1.2.3.SOLVENT
Digunakan untuk melarutkan material binder dan mengurangi kekentalan coating untuk memudahkan aplikasi. Solvent juga mengendalikan pengeringan film, adhesi dan umur film. Binder yang sulit larut membutuhkan solvent yang lebih kuat atau memerlukan solvent yang lebih banyak. Campuran solvent biasanya digunakan untuk mengendalikan oenguaoan dan pembentukan film dan sering digunakan untuk mendapatkan kombinasi dari sifat di atas.
7 Fungsi umum solvent :
• Memudahkan aplikasi
• Pengendalian laju penguapan • Meningkatkan kualitas film
• Memperhalus dan mempertangguh film • Dapat mengurangi biaya
2.2.
Dibawah ini penjelasan mengenai jenis cat yang dapat memproteksi terhadap lingkungan : tahan terhadap air laut (marine) atau tahan terhadap pencemaran pada lingkungan industry (industrial).
Jenis – jenis Cat
2.2.1 Cat Satu Komponen 1. Jenis Tar Dan Bitumen :
Cat jenis ini jarang sekali menggunakan zat warna, karena ia sudah mengandung arang yang tinggi dan berwarna hitam. Tidak tahan terhadap temperatur tertentu karena sifatnya thermoplastic. Menggunakan banyak pelarut untuk aplikasi. Kedap terhadap air, namun dapat mencemari warna. Memiliki daya rekat yang baik dan sangat sederhana diaplikasi. Coaltar dihasilkan dari penyaringan batu bara yang berupa gas, diolah sedemikian rupa menjadi bahan dasar pembuat cat. Lain halnya dengan bitumen, ia lebih banyak mengandung residu hasil dari penyulingan minyak. Tar dan Bitumen adalah cat yang sederhana, ia tidak tahan cuaca, karena penguapan dari solventnya agak lambat, mudah beroksidasi terhadap alam (udara) dan pecah-pecah (retak-retak).
Pada umumnya sifat dari Tar dan Bitumen :
a) Sangat baik untuk pengecatan bawah air (water resistance). b) Baik juga untuk pengecatan daerah kimia (chemical resistance)
tertentu.
8
d) Daya lekat yang baik antara pengecatan I dan II. e) Sangat sederhana (dalam hal pembiayaan). f) Kurang tahan dalam cuaca terbuka.
g) Tendensi untuk pencemaran warna, apabila pengecatan akhirnya bukan dari jenis Tar atau Bitumen.
h) Warnanya hitam atau berwarna gelap.
2. Jenis Chlorinated Rubber :
Cat jenis terbuat dari bahan semacam latex (karet) yang diolah bersama bahan dasar lainnya, seperti resin dll. Apabila penguapan dari pelarutnya selesai, maka lapisan karet dan bahan resin lainnya akan membentuk permukaan rata dan keras. Tahan terhadap air dan bahan kimia, tetapi mudah rusak. Kelenturan sifat seperti plastik selalu terbentuk dalam formulasinya. Pencampuran bahan latex (karet) dan bahan seperti plastik sangat baik kegunaannya untuk anti karat (anti corrosive), pelindung dari bahan kima, untuk pengecatan beton (concrete) dll.
Pada umumnya sifat dari jenis Chlorinated Rubber : a) Tahan terhadap polusi.
b) Tahan terhadap air.
c) Tahan terhadap bahan kimia.
d) Daya lekat yang baik antara pengecatan pertama dan selanjutnya, walaupun sudah beberapa lama berselang.
e) Tahan terhadap cuaca (lingkungan).
f) Kurang tahan terhadap minyak hewan dan minyak tumbuhan dan terhadap pelarut (solvent yang tinggi).
g) Tidak tahan panas (max. 60˚C/140˚F).
h) Sifat kelenturan yang baik (tergantung pada jenis / tingkat bahan dasar).
i) Pada warna yang muda ia akan menguning (setelah lama berselang), pada warna yang tua ia akan memudar (chalking).
9
j) Mudah hancur bila terkena pelarut yang sangat keras (aromatic).
3. Jenis Vinyl :
Pencampuran antara bahan dasar vinyl chloride atau vinyl acetate dapat memberikan pelarutan pada bahan perekat (binder). Pada umumnya sifat dari jenis vinyl:
a) Pengeringan yang cepat.
b) Sangat baik daya lekatnya antara pengecatan pertama dan selanjutnya.
c) Tahan terhadap bahan kimia dan cuaca (lingkungan). d) Menggunakan banyak pelarut untuk aplikasi.
e) Tidak tahan panas (max. 60˚C/140˚F).
f) Mudah hancur bila terkena pelarut yang sangat keras (aromatic).
4. Jenis Acrylic :
Cat jenis ini diproduksi dengan cara pencampuran beberapa jenis acrylic. Ia berwarna bening dan tampaknya sangat baik atau tahan terhadap cuaca (lingkungan), tetapi sebenarnya kurang bila dibandingkan ketahanan vinyl.
Pada umunya sifat dari jenis Acrylic : a) Pengeringan yang cepat.
b) Tahan terhadap cuaca (lingkungan).
c) Daya lekat yang baik antara pengecatan pertama dan selanjutnya. d) Pancaran warna dan kilap yang baik.
e) Tidak tahan terhadap pelarut tertentu.
f) Mudah hancur bila terkena pelarut yang keras (aromatic). g) Menggunakan banyak pelarut untuk aplikasi.
5 Jenis Alkyd :
Pada umumnya sifat dari jenis alkyd : a) Cukup tahan terhadap cuaca (lingkungan).
10
b) Cukup baik dalam warna dan kilap.
c) Tergolong surface tolerant coating atau pembersihan tidak menuntut tingkat kebersihan yang tinggi.
d) Kurang tahan terhadap alkali dan pelarut yang keras. e) Tidak boleh diaplikasi terlalu tebal atau tidak kering.
f) Tenggang waktu pengecatan antara lapis pertama dan selanjutnya terbatas.
6. Jenis Epoxy Ester :
Epoxy ester adalah jenis satu komponen. Bahan pengering yang cepat (modified synthetic resin), lebih baik dibanding dengan Alkyd. Tahan terhadap polusi air dan alkali, tetapi mudah memudar dan buram. Epoxy ester ditunjukkan sebagai daya lekat yang baik, sebagai anti karat.
2.2.2 Cat Dua Komponen 1. Jenis Epoxy :
Cat epoxy dapat mengering pada temperatur biasa (normal), karena adanya “Curing Agent”. Curing Agent bereaksi dengan epoxy dalam larutan, maka dapat dibagi dalam tiga golongan.
a) Lapisan cat dapat mengeras dan melindungi, tapi warnanya mudah pudar bila langsung terkena sinar matahari. Tapi itu hanya merupakan suatu faktor keindahan, tidak ada pengaruh dalam hal ketahanan (proteksi).
b) Kebanyakan dari sifat perubahan Curing Agent memudahkan waktu aplikasi (pengecatan), tahan terhadap polusi air, bahkan tahan terhadap bahan kimia. Tetapi masa peruraian dari Curing Agent dan Base sangat pendek serta tenggang waktu pengecatan yang terbatas.
c) Sebagian bahan epoxy (resin) diproduksi dalam bermacam bentuk dan ukuran, dari bentuk yang kecil dari liquid (cairan) disebut
11
molekul yang sangat ringan digunakan untuk epoxy tanpa pelarut (solvent free).
Pada umumnya sifat dari jenis epoxy (dua komponen) : a) Sangat baik ketahanannya terhadap bahan kimia.
b) Dapat melekat dengan baik terhadap kumpulan-kumpulan komponen.
c) Tahan terhadap polusi air.
d) Penampilan yang baik, dalam hal benturan, gesekan dan lenturan. e) Tahan terhadap cuaca lingkungan.
f) Tenggang waktu pengecatan harus dipertahatikan. g) Tahan sampai dengan temperatur tertentu.
2. Jenis Coaltar Epoxy :
Cat jenis ini adalah campuran : coaltar dengan epoxy resin. Cat ini pun sangat baik atau tahan terhadap air, tetapi kurang baik pada cuaca atau lingkungan terbuka. Tendensi untuk pencemaran warna terhadap cat akhir. Tenggang waktu pengecatan sangat terbatas.
3. Jenis Polyurethane :
a) Cat jenis ini dibentuk dari reaksi antara isocyanate dan alcohol. Ini selalu dua komponen, tetapi lebih baaik daripada cat jenis epoxy. Selama proses pengeringan, cat ini sangat peka terhadap kelembaban udara.
b) Isocyanate mungkin berupa aroma terapi (bahan kimia yang mengandung bensen sekitarnya) atau juga aliphatic (tanpa kandungan bensen sekitarnya). Kedua-duanya memberikan daya tahan yang lebih terhadap larutan kimia, keduanya juga dapat mengering pada temperature rendah.
c) Aromatic isocyanate lebih cepat kering dibandingkan dengan aliphatic, tetapi dia akan memudar bila digunakan di luar ruangan.
12
d) Sedang aliphatic isocyanate diproses untuk warna cemerlang. Tahan terhadap sinar ultra violet (UV), maka lebih banyak disarankan untuk digunakan di luar ruangan sebagai cat akhir (finish coat).
Pada umumnya sifat dari Polyurethane : a) Daya kilap yang baik (aliphatic type).
b) Cahaya atau warna yang cemerlang (aliphatic type). c) Tahan cuaca lingkungan (weather).
d) Lapisan yang sangat keras. e) Tahan terhadap larutan kimia.
f) Dapat kering pada temperatur rendah. g) Tahan goresan.
4. Jenis Zinc Silicate :
Bahan perekat dari silicate sangat diperlukan khususnya untuk mencampur kadar silicone oxide yang tinggi. Dalam menghasilkan proteksi yang baik, dicampur lagi dengan pigment (pewarna) zinc, maka menjadi Zinc Silicate.
Pada umumnya sifat daripada Zinc Silicate : a) Tahan terhadap cuaca (lingkungan). b) Tahan terhadap larutan tertentu. c) Lapisan yang sangat keras. d) Tahan panas (± 400˚C/752˚F).
e) Sangat baik dalam hal proteksi karat (memberikan sifat galvanisasi).
f) Dituntut untuk membersihkan permukaan dengan baik sekali pada waktu pengecatan harus langsung di atas permukaan.
13
5. Jenis Silicones (Pengeringan Dengan Panas)
Cat jenis ini adalah cat yang tahan panasnya tinggi. Dan biasanya menggunakan cat dasar Zinc Silicate.
Sifat-sifat khusus dari Silicones :
a) Tahan panas sampai dengan 250˚C (untuk cat berwarna) da n sampai dengan 600˚C (untuk cat aluminium).
b) Tahan terhadap polusi air.
c) Tahan terhadap cuaca (lingkungan). d) Tahan terhadap bahan kimia.
e) Warna dan kilap yang baik. f) Tidak tahan goresan dan benturan.
g) Tidak tahan terhadap pelarut yang tinggi (sebelum cat kering betul).
Silicone dapat dikombinasikan dengan bermacam-macam jenis dari perekat (binder) + resin jenis alkyd, acrylic dll, tergantung dari permintaan (order) guna menurunkan biaya perawatan.
2.3 PERSIAPAN PERMUKAAN
14 2.3.1 Pentingnya Persiapan Permukaan
Umur coating di lapangan ditentukan oleh beberapa faktor,diantaranya:
1. Pemilihan Jenis coating yang tepat 2. Kondisi lingkungan pada waktu coating 3. Standar kondisi permukaan
Dari ketiga faktor itu, yang paling menentukan adalah standar kondisi permukaan. Dengan kata lain persiapan permukaan adalah kegiatan yang sangat menentukan kesuksesan coating.
Tujuan utama persiapan permukaan adalah untuk memperoleh ikatan adhesi yang maksimal antara material coating dengan logam yang akan dilapisi.
2.3.2 Urutan Persiapan Permukaan 1. Kajian awal permukaan 2. Pembersihan awal 3. Merapikan permukaan 4. Pembersihan abrasive
5. Pembersihan permukaan setelah pembersihan dengan abrasive
2.3.3 Abrasive Blasting
Umumnya digunakan untuk membersihkan permukaan baja yang akan dicoating. Aplikasi coating yang sebelumnya dibersihkan dengan abrsive blasting akan memiliki umur yang lebih tinggi dan meningkatkan umur pakai struktur secara signifikan.
Pembersihan dengan abrasive pada prinsipnya menggunakan peristiwa ” impact”,partikel abrasive yang berkecepatan tinggi menabrak permukaan baja. Akibat peristiwa impact ini, maka kontaminan yang ada pada permukaan seperti karat,scale,kotoran,coating yang lama dapat di removedari permukaan. Tetapi oli tidak dapat dibersihkan dengan metode ini
15
sehingga sebelum masuk ke dalam proses blasting, kontaminan tersebut hartus di remove terlebih dahulu dengan menggunakan solvent cleaning.
Disamping membersihkan permukaan,proses abrasive blasting juga mengasarkan permukaan. Sehingga meningkatkan adhesion antara material coating dan benda kerja.
2.4 APLIKASI COATING 2.4.1 Aplikasi Pelapisan
Adalah salah satu faktor yang pentimg dalam menunjang keberhasilan suatu sistem pelapisan. Kualitas dan bentuk fisik suatu material pelapisan ditentukan oleh perusahaan pembuat. Sedangkan hasil yang maksimal hanya bisa diraih jika pelapisan di aplikasi dengan tepat.
Faktor lain yang juga penting adalah persiapan permukaan dan pemilihan material pelapisan yang tepat untuk lingkungan dimana material berada. Untuk keberhasilan suatu protectve coating,material pelapisan harus ditransfer dari container ke permukaan yang akan dilindungi dan harus berbentuk suatu lapisan tipis yang kohesif dengan sifat-sifat yang diinginkan.Lpisan harus padat, tahan terhadap kelembaban, kerusakan potensial yang lain atau material yang korosif dan harus kering dan cure untuk berubah menjadi padat. Proses pengaplikasian merupakan peranan penting didalam proses pembentukan pelapisan.
2.4.2 Faktor yang Mempengaruhi Pemilihan • Bentuk dan jenis pekerjaan. • Batasan area yang akan dilapisi • Bentuk area yang akan dilapisi • Kendala keuangan
• Terdapatnya area berbahaya • Jenis dari pelapisan
16
• Tersedianya kemampuan pekerja
2.4.3 Metode Aplikasi Pelapisan • Aplikasi kuas
Aplikasi dengan menggunakan kuas adalah metode yang tradisional, meskipun dalam industri saat ini, aplikasi pada permukaan luas digantikan dengan teknik aplikasi spray. Aplikasi kuas lebih pelan dibanding dengan metode yang lain dan secara garis besar digunakan untuk :
1. Pekerjaan yang kecil
2. Meraih penetrasi yang baik ke dalam celah atau lubang 3. Pada area berbahaya
4. Stripe coating
Kuas yang bulat atau oval umumnya cocok digunakan untuk paku keling, baut, mur, permukaan yang tidak beraturan dan kasar atau besi yang berlubang.
Kuas yang lebar cocok untuk area permukaan yang lebar tetapi kuas tidak disarankan lebih dari lima inhci.
• Aplikasi roller
Pengaplikasian roller dilakukan pada papan yang memiliki nilai khusus, area yang datar. Meskipun penggunaan tidak secepat pada alat spray,tapi biasanya lebih cepat dari aplikasi kuas.
Pada saat penggunaan,roller digulung diatas permukaan dengan gerakan silang sehingga material dapat bekerja secara merata. Jaman sekarang jika menggunakan aplikasi kuas,pekerjaan high built tidak cocok dan ketahanan pelapisan tidak bisa dicapai. Roller tidak efektif untuk penggunaan pengecatan pada area berlubang.
17 • Aplikasi spray
Umumnya, aplikasi spray adalah metode terbaik yang digunakan untuk aplikasi cepat pada pelapisan area permukaan yang luas. Dan untuk aplikasi yang memerlukan kesamaan tinggi pada setiap pelapisan di hampir semua situasi.
Peralatan yang digunakan seharusnya sesuai dengan tujuan yang diharapkan, mampu melakukan pengkabutan pelapisan yang akan digunakan sesuai harapan.
- Kondisi Cuaca
Aplikasi pengecatan pada cuaca yang tidak baik mungkin membuat hasil kualitas pelapisan tidak baik dan mengurangi perlindungan. Quality Control di lapangan harus memonitor kelembaban udara untuk menghindari masalah dengan :
• Pelapisan yang di aplikasi pada permukaan yang lembab
• Pelapisan diaplikasi ketika temperatur terlalu rendah untuk proses reaksi curing.
• Pelapisan diaplikasi ketika surface temperatur terlalu tinggi dan proses pembentukan pelapisan terganggu
• Material pengencer tidak dapat menguap
Seperti panduan umum, spesifikasi meminta kondisi berikut : • Temperatur udara lebih dari 5° C
• Permukaan harus kering dan bersih
• Kecepatan angin tidak lebih dari 24 km/jam
• Temperatur permukaan material min harus 3° C di atas titik embun
18 2.5 KEGAGALAN PENGECATAN
2.5.1 Faktor-faktor penyebab kegagalan 1. Desain & Fabrikasi
Gambar 2.2 Desain yang salah
2. Kondisi Lingkungan
Gambar 2.3 Kesalahan desain
3.Persiapan Permukaan
19 4. Coating Sistem
5. Cara Aplikasi 6. Quality Control
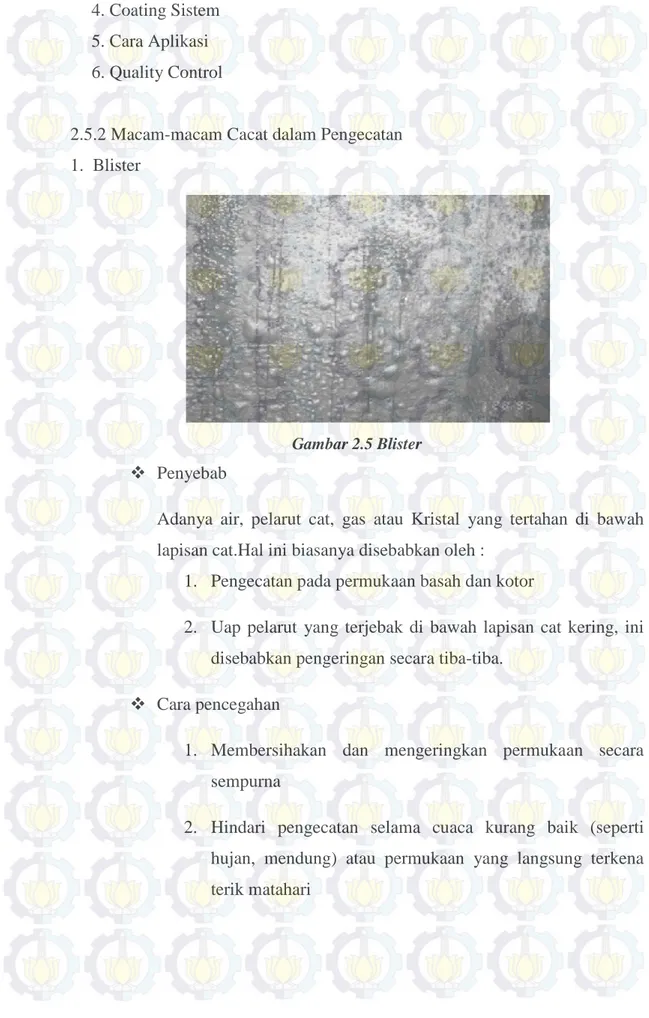
2.5.2 Macam-macam Cacat dalam Pengecatan 1. Blister
Penyebab
Gambar 2.5 Blister
Adanya air, pelarut cat, gas atau Kristal yang tertahan di bawah lapisan cat.Hal ini biasanya disebabkan oleh :
1. Pengecatan pada permukaan basah dan kotor
2. Uap pelarut yang terjebak di bawah lapisan cat kering, ini disebabkan pengeringan secara tiba-tiba.
Cara pencegahan
1. Membersihakan dan mengeringkan permukaan secara sempurna
2. Hindari pengecatan selama cuaca kurang baik (seperti hujan, mendung) atau permukaan yang langsung terkena terik matahari
20
Cara mengatasinya
1. Bila gelembung-gelembung terlalu banyak, maka bersihkan seluruh permukaan dan berilah lapisan cat baru
2. Jika gelembung-gelembung yang terjadi hanya sedikit, pecahkan dan amplas agar tepinya rata kemudian dicat kembali.
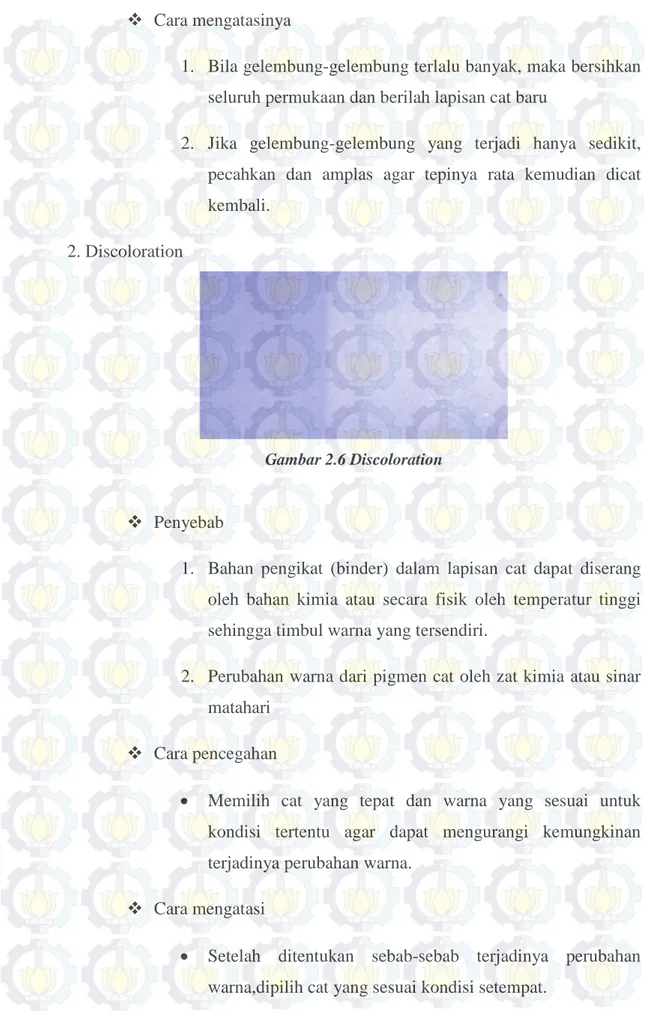
2. Discoloration
Gambar 2.6 Discoloration
Penyebab
1. Bahan pengikat (binder) dalam lapisan cat dapat diserang oleh bahan kimia atau secara fisik oleh temperatur tinggi sehingga timbul warna yang tersendiri.
2. Perubahan warna dari pigmen cat oleh zat kimia atau sinar matahari
Cara pencegahan
• Memilih cat yang tepat dan warna yang sesuai untuk kondisi tertentu agar dapat mengurangi kemungkinan terjadinya perubahan warna.
Cara mengatasi
• Setelah ditentukan sebab-sebab terjadinya perubahan warna,dipilih cat yang sesuai kondisi setempat.
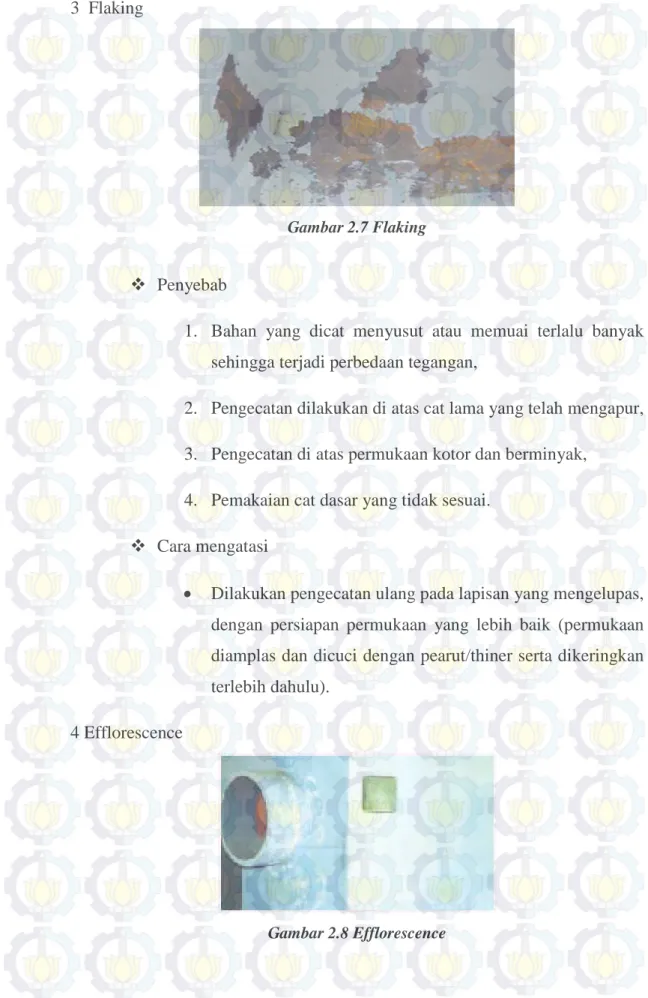
21 3 Flaking
Gambar 2.7 Flaking
Penyebab
1. Bahan yang dicat menyusut atau memuai terlalu banyak sehingga terjadi perbedaan tegangan,
2. Pengecatan dilakukan di atas cat lama yang telah mengapur, 3. Pengecatan di atas permukaan kotor dan berminyak,
4. Pemakaian cat dasar yang tidak sesuai.
Cara mengatasi
• Dilakukan pengecatan ulang pada lapisan yang mengelupas, dengan persiapan permukaan yang lebih baik (permukaan diamplas dan dicuci dengan pearut/thiner serta dikeringkan terlebih dahulu).
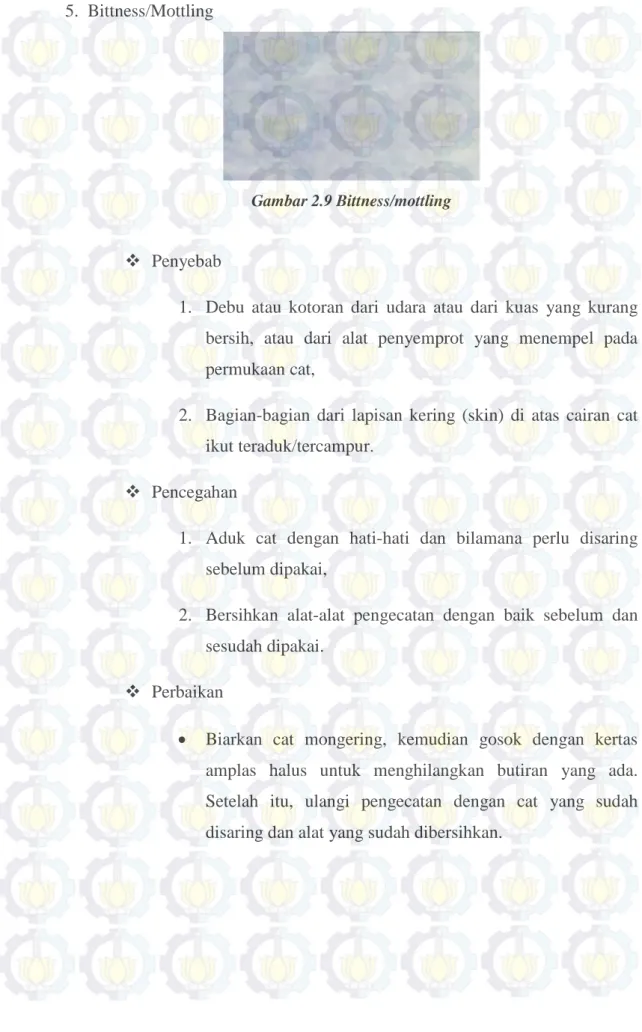
4 Efflorescence
22
Ciri-ciri
• Penumpukan Kristal putih yang terjadi pada permukaan bata, plesteran atau semen baru pada saat air menguap dari permukaan-permukaan tersebut. Bisa juga terjadi pada permukaan-permukaan lama yang telah kemasukan air. Bila permukaa-permukaan tersebut dicat, maka lapisan cat akan rusak dan berubah warna.
Penyebab
• Terjadi karena larutan garam terbawa ke permukaan dan tertumpuk di permukaan. Bila penumpukan itu terjadi di bawah lapisan cat, maka akan merusak lapisan cat itu. Larutan alkali yang menyebabkan efflorescence juga dapat merusak lapisan cat karena tekanannya atau secara kimia
Pencegahan
• Biasanya terjadi beberapa minggu etelah plesteran selseai. Bersihkan setiap penumpukan Kristal dengan kain kering kemudian dengan kain basah. Ulangi sampai tidak terjadi lagi efflorescence,setelah itu baru dicat.
Perbaikan
• Kalau efflorescence belum merusak lapisan cat maka bersihkan efflorescence yang terjadi sehingga cat terhindar dari kerusakan lebih lanjut. Hal ini biasanya terjadi pada cat yang berpori seperti cat emulsi. Bila lapisan cat sudah rusak, maka harus dikerok habis, dibersihkan dan dibiarkan sampai efflorescence tidak terjadi lagi, sesufah itu ulangi pengecatan dari semula.
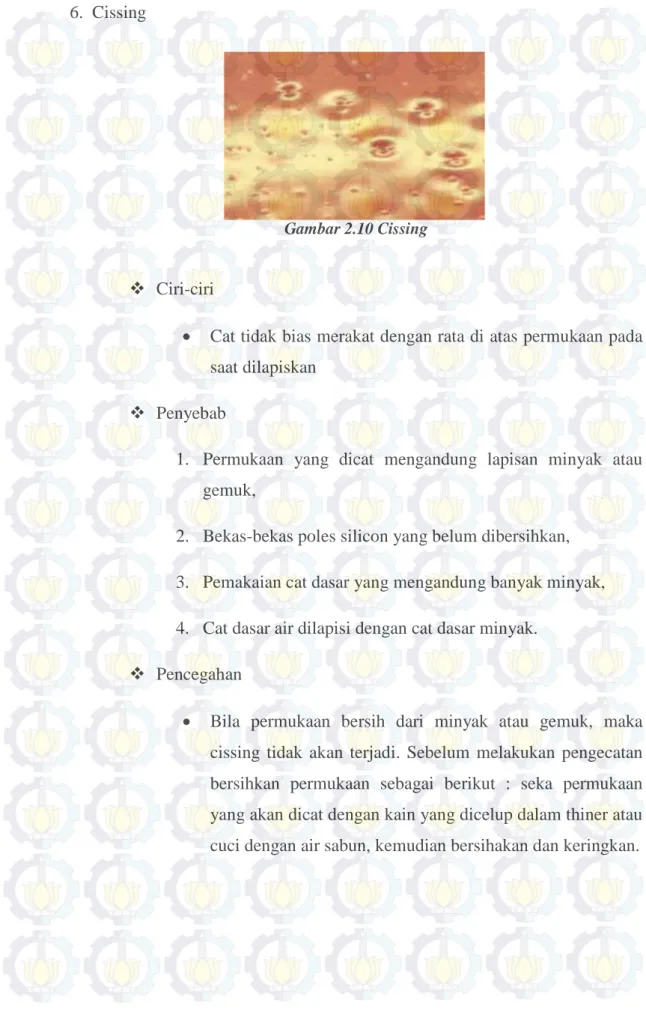
23 5. Bittness/Mottling
Gambar 2.9 Bittness/mottling
Penyebab
1. Debu atau kotoran dari udara atau dari kuas yang kurang bersih, atau dari alat penyemprot yang menempel pada permukaan cat,
2. Bagian-bagian dari lapisan kering (skin) di atas cairan cat ikut teraduk/tercampur.
Pencegahan
1. Aduk cat dengan hati-hati dan bilamana perlu disaring sebelum dipakai,
2. Bersihkan alat-alat pengecatan dengan baik sebelum dan sesudah dipakai.
Perbaikan
• Biarkan cat mongering, kemudian gosok dengan kertas amplas halus untuk menghilangkan butiran yang ada. Setelah itu, ulangi pengecatan dengan cat yang sudah disaring dan alat yang sudah dibersihkan.
24 6. Cissing
Gambar 2.10 Cissing
Ciri-ciri
• Cat tidak bias merakat dengan rata di atas permukaan pada saat dilapiskan
Penyebab
1. Permukaan yang dicat mengandung lapisan minyak atau gemuk,
2. Bekas-bekas poles silicon yang belum dibersihkan, 3. Pemakaian cat dasar yang mengandung banyak minyak, 4. Cat dasar air dilapisi dengan cat dasar minyak.
Pencegahan
• Bila permukaan bersih dari minyak atau gemuk, maka cissing tidak akan terjadi. Sebelum melakukan pengecatan bersihkan permukaan sebagai berikut : seka permukaan yang akan dicat dengan kain yang dicelup dalam thiner atau cuci dengan air sabun, kemudian bersihakan dan keringkan.
25
Perbaikan
• Biarkan cat mongering, kemudian amplas lalu lakukan pengecatan ulang.
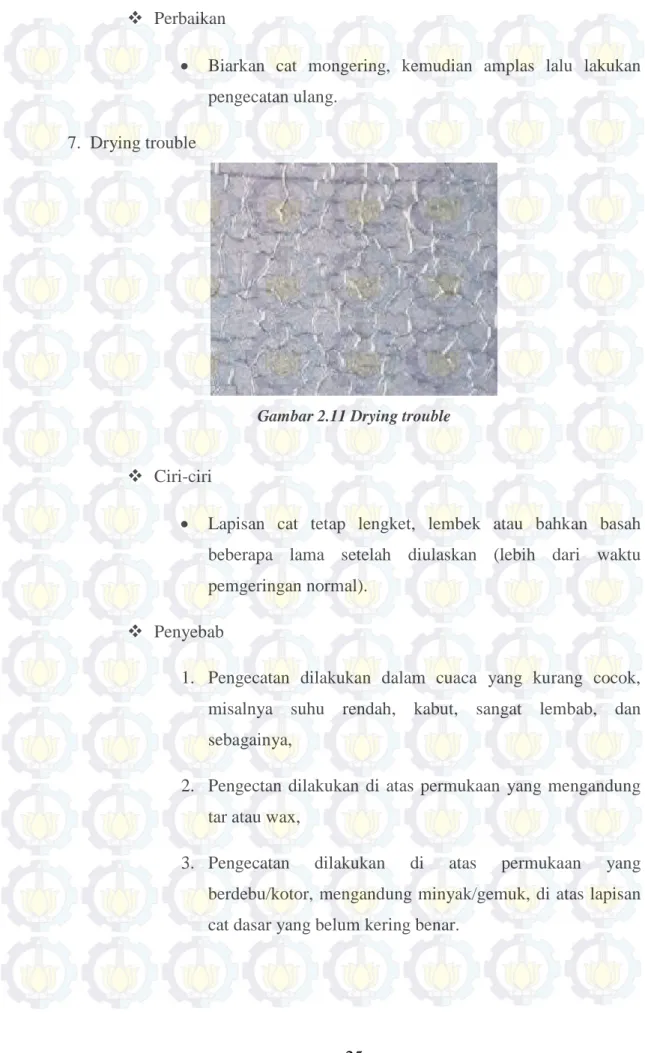
7. Drying trouble
Gambar 2.11 Drying trouble
Ciri-ciri
• Lapisan cat tetap lengket, lembek atau bahkan basah beberapa lama setelah diulaskan (lebih dari waktu pemgeringan normal).
Penyebab
1. Pengecatan dilakukan dalam cuaca yang kurang cocok, misalnya suhu rendah, kabut, sangat lembab, dan sebagainya,
2. Pengectan dilakukan di atas permukaan yang mengandung tar atau wax,
3. Pengecatan dilakukan di atas permukaan yang berdebu/kotor, mengandung minyak/gemuk, di atas lapisan cat dasar yang belum kering benar.
26
Pencegahan
1. Lakukan pengecatan sewaktu udara /cuaca kering, 2. Permukaan yang dicat harus bersih dan kering,
3. Pakailah pengencer yang dianjurkn atai encerkan sesuai petunjuk,
4. Mencampur base dan hardener dengan perbandingan yang tepat.
Perbaikan
• Satu-satunya cara adalah mengerok sampai bersih seluruh lapisan cat. Setelah itu ulangi proses pengecatan dari semula.
8. Safonification
Gambar 2.12 Safonification
Ciri-ciri
• Terjadi semacam sabun bila garam-garam alkali menyerang minyak dari lapisan cat. Cat mengandung minyak dapat merusak seluruhnya karena safonification atau penyabunan. Biasanya lapisan cat menjadi lembek dan terbentuk gumpalan-gumpalan yang mengelupas.
27
Penyebab
• Serangan alkali kuat pada lapisan cat (khususnya dengan dasar minyak)
Pencegahan
• Permukaan yang dicat harus bebas dari alkali.
Perbaikan
• Kerok seluruh lapisan cat,bersihkan permukaan kemudian lakukan pengecatan ulang.
9. Sagging
Gambar 2.13 Sagging
Penyebab
• Umumnya pengecatan yang tidak rata
Pencegahan
• Usahakan pengecatan yang rata sehingga tebal lapisan sama.
28
Perbaikan
• Biarkan lapisan cat mengering dengan baik, ratakan bagian-bagian yang turun dengan kertas amplas kemudian lakukan pengecatan ulang.
10. Crazing/Cracking
Ciri-ciri
Gambar 2.14 Crazing/cracking
• Terjai retak-retak pada permukaan cat
Penyebab
1. Lapisan cat yang cukup tus,
2. Pengecatan di tasa cat dasar yang belum kering brtul,
3. Penggunaan thiner/solvent yang merusak permukaan cat sebelumnya,
4. Coating system yang tidak sesuai.
Pencegahan
• Biarkan tiap lapisan cat mongering dengan baik sebelum diberi lapisan berikutnya. Pilih coating system yang tepat.
29
Perbaikan
1. Bila terjadi retak-retak pada lapisan atas, maka amplaslah kemudian cat ulang,
2. Bila terjadi pada cat yang sudah tua, maka keroklah seluruh lapisan catnya dan lakukan pengecatan ulang.
11. Brush Mark
Penyebab
• Umumnya karena cat tidak dapat mengalir dengan rata setelah dilapiskan. Meni (primer) dan cat dasar yang padat pigment biasanya meninggalkan garis-garis bekas kuas setelah dilapiskan. Garis-garis bekas kuas bias juga disebabkan oleh :
1. Pelapisan cat yang kurang rata atau teliti,
2. Kuas disapukan pada saat cat sebelumnya sudah mulai mongering,
3. Pemakaian cat yang terlalu kental, 4. Pemakaian cat dengan kuas yang kotor.
Pencegahan
1. Encerkan cat sesuai dengan anjuran,
2. Lapiskan cat dengan cepat namun rata. Jangan melapis ulang di atas cat yang baru mulai mongering,
30
Perbaikan
• Setalah cat kering, gosoklah dengan kertas amplas kemudian dicat ulang.
2.6 Teknik Menganalisa Kegagalan Metoda Bertanya 5-Mengapa
Tabel 2.1 Teknik Menganalisa Kegagalan Metoda Bertanya 5-mengap
a
NO BERTANYA MENGAPA JAWABAN
1 Mengapa Primer Coat
Terkelupas?
Sebab Primer Coat Tidak Mempunyai Adhesi Yang Baik
2 Mengapa Primer Coat Tidak
Mempunyai Adhesi Yang Baik?
Sebab Pembersihan Permukaan Dilakukan Tidak
Benar
3 Mengapa Pembersihan
Permukaan Dilakukan Tidak Benar?
Sebab Yang Mengerjakan Tidak Membaca Spesifikasi Teknis
4 Mengapa Yang Mengerjakan
Tidak Membaca Spesifikasi Teknis?
Sebab Yang Bersangkutan Tidak Mengerti Spesifikasi Teknis
5 Mengapa Yang Bersangkutan
Tidak Mengerti Spesifikasi Teknis?
Sebab Yang Bersangkutan Belum Pernah mengikuti pelatihan Untuk Mendapatkan Sertifikasi dan Kompetensi
31
BAB 3
METODE PENELITIAN
3.1 Diagram Alur Penelitian
Penyusunan Field Project ini bisa digambarkan melalui flowchart sebagai berikut :
MULAI Studi Literatur Pengumpulan Data Analisa dan Pembahasan Pengolahan Data Kesimpulan SELESAI Buku Arsip
32 3.1.1 Studi Literatur
Studi literatur dalam penulisan field project ini berupa buku maupun referensi lainnya. Salah satunya adalah buku Coating Inspector. Dari buku tersebut terdapat informasi mengenai pengecatan dalam kapal. Begitu juga dari referensi lain seperti majalah, terdapat info-info tentang dunia pengecatan khususnya perkapalan.
3.1.2 Pengumpulan Data
Pengumpulan data dalam pengerjaan field project ini dilakukan dalam beberapa cara,diantaranya :
Metode Literatur
Dengan metode ini, data-data yang diperlukan untuk pembahasan masalah dikumpulkan dari berbagai sumber buku atau referensi lainnya. Diantaranya :
1. Laporan QA/QC Bangunan Kapal Baru PT.PAL Indonesia, 2. Data Sheet Internasional Painting.
Metode Wawancara
Wawancara dilakukan untuk mencari informasi lanjut tentang data yang dibutuhkan untuk penyelesaian field project ini. Penulis melakukan wawancara dengan beberapa orang yang mempunyai kompetensi dibidang pengecatan.
Diantaranya :
1. Paint Maker Internasional
2. QC hull outfitting PT.PAL Indonesia
3.1.3 Pengolahan Data
Dari data-data yang telah disiapkan, dikelompokkan antara data aktual maupun data standard. Dimana data aktual diambil dari laporan QA/QC Bangunan Kapal Baru PT.PAL Indonesia sedangkan data standard diambil dari Technical Data Sheet dari Internasional. Untuk Technical Data Sheet dari Internasional menggunkan jenis Intertuf 262, intergard 269 dan intergard 403.
33 3.1.4 Analisa dan Pembahasan
Pembahsan dilakukan dengan cara membandingkan rentang waktu dari layer pertama ke layer kedua antara realita dan prosedur. Kemudian menganalisa waktu realita apakah sudah sesuai prosedur atau menyimpang dari prosedur.
34
BAB 4
ANALISA DAN PEMBAHASAN
4.1 Pengecatan
Proses pengecatan material dilakukan di bengkel blasting Divisi kapal Niaga PT.PAL Indonesia. Aplikasi pengecatan menggunakan airless spray. Ada 17 contoh area yang diambil dalam penulisan field project ini.
1. Pengecatan Block Side Shell 6 (P) area Water Ballast Tank
Aplikasi pengecatan layer pertama dilakukan pada tanggal 02-08-2008 pada pukul 18.00-24.00 WIB di BBS (Block blasting shop) dengan jenis cat intergard 403. Sedangkan layer kedua dicat pada tanggal 14-08-2008 pada pukul 22.00-02.00 WIB ditempat yang sama.Cat yang digunakan intergard 403.
2. Pengecatan Block Side Shell 6 (P) area Main Deck
Layer pertama dicat pada tanggal 02-08-2008 pada pukul 18.00-24.00 WIB dengan cat intertuf 262, sedangkan layer kedua dicat pada tanggal 13-08-2008 pada pukul 14.00-16.00 WIB dengan jenis cat intergard 269. 3. Pengecatan Block Side Shell 6 (P) area Bottom Zone
Pengecatan layer pertama dilakukan pada tanggal 02-08-2008 pada pukul 18.00-24.00 WIB dengan jenis cat intertuf 262. Layer kedua dilakukan pengecatan pada tanggal 13-08-2008 pada pukul 14.00-16.00 mnggunakan jenis cat intergard 269.
4. Pengecatan Block Side Shell 5 (P) area Water Ballast Tank
Layer pertama dilakukan pengecatan pada tanggal 08-08-2008 pada pukul 18.00-01.00 WIB dengan jenis cat intergard 403. Sedangkan layer kedua dicat pada tanggal 20-08-2008 pukul 16.00-21.00 dengan jenis cat intergard 403.
35
5. Pengecatan Block Side Shell 5 (P) area Bottom Zone
Pengecatan dilakukan pada tanggal 08-08-2008 pukul 18.00-21.00 dengan cat intertuf 262. Layer kedua dicat pada tanggal 13-08-2008 pada pukul 14.00-16.00 menggunakan cat jenis intergard 269.
6. Pengecatan Block Sside Shell 5 (P) area Main Deck
Aplikasi pengecatan layer pertama dilakukan pada tanggal 08-08-2008 pada pukul 18.00-01.00 WIB di BBS (Block blasting shop) dengan jenis cat intertuf 262. Sedangkan layer kedua dicat pada tanggal 13-08-2008 pada pukul 14.00-16.00 WIB ditempat yang sama.Cat yang digunakan intergard 269.
7. Pengecatan Block Side Shell 5 (S) area Water Ballast Tank
Layer pertama dilakukan pengecatan pada tanggal 05-08-2008 pada pukul 18.00-24.00 WIB dengan jenis cat intergard 403. Sedangkan layer kedua dicat pada tanggal 21-08-2008 pukul 23.00-03.00 dengan jenis cat intergard 403.
8. Pengecatan Block Side Shell 5 (S) area Bottom Zone
Pengecatan untuk layer pertama dilakukan pada tanggal 05-08-2008 pukul 18.00-24.00 WIB dengan jenis cat intertuf 262. Later kedua dicat pada tanggal 13-08-2008 pukul 14.00-16.00 WIB dengan jenis cat intergard 269.
9. Pengecatan Block Side Shell 5 (S) area Main Deck
Layer pertama dicat pada tanggal 05-08-2008 pada pukul 18.00-24.00 WIB dengan cat intertuf 262, sedangkan layer kedua dicat pada tanggal 13-08-2008 pada pukul 14.00-16.00 WIB dengan jenis cat intergard 269. 10. Pengecatan Block Side Shell 4 (P) area Water Ballast Tank
Layer pertama dilakukan pengecatan pada tanggal 11-08-2008 pada pukul 18.00-24.00 WIB WIB dengan jenis cat intergard 403. Sedangkan layer kedua dicat pada tanggal 02-09-2008 pukul 19.00-24.00 WIB dengan jenis cat intergard 403.
36
11. Pengecatan Block Side Shell 4 (P) area Bottom Zone
Pengecatan dilakukan pada tanggal 01-08-2008 pukul 18.00-24.00 WIB dengan cat intertuf 262. Layer kedua dicat pada tanggal 22-08-2008 pada pukul 22.00-24.00 WIB menggunakan cat jenis intergard 269.
12. Pengecatan Block Side Shell 4 (P) area Main Deck
Aplikasi pengecatan pada layer pertama dilakukan pada tanggal 11-08-2008 pukul 18.00-24.00 WIB menggunakan cat jenis intertuf 262. Layer kedua dilakukan pada tanggal 22-08-2008 pkl 22.00-24.00 WIB dengan cat intergard 269.
13. Pengecatan Block Side Shell 4 (S) area Water Ballast Tamk
Aplikasi pengecatan layer pertama dilakukan pada tanggal 21-08-2008 pada pukul 18.00-22.00 WIB di BBS (Block blasting shop) dengan jenis cat intergard 403. Sedangkan layer kedua dicat pada tanggal 05-09-2008 pada pukul 08.00-11.00 WIB ditempat yang sama.Cat yang digunakan intergard 403.
14. Pengecatan Block Side Shell 4 (S) area Bottom Shell
Aplikasi pengecatan layer pertama dilakukan pada tanggal 21-08-2008 pada pukul 18.00-22.00 WIB di BBS (Block blasting shop) dengan jenis cat intertuf 262. Sedangkan layer kedua dicat pada tanggal 13-08-2008 pada pukul 07.00-08.00 WIB ditempat yang sama.Cat yang digunakan intergard 269.
15. Pengecatan Block Side Shell 4 (S) area Main Deck
Pengecatan dilakukan pada tanggal 21-08-2008 pukul 18.00-22.00 WIB dengan cat intertuf 262. Layer kedua dicat pada tanggal 02-09-2008 pada pukul 07.00-08.00 WIB menggunakan cat jenis intergard 269.
16. Pengecatan Block Side Shell 3 (S) area Shell
Layer pertama dicat pada tanggal 24-09-2008 pada pukul 15.00-16.00 WIB dengan cat intertuf 262, sedangkan layer kedua dicat pada tanggal 08-10-2008 pada pukul 10.00-11.00 WIB dengan jenis cat intergard 269.
37
17. Pengecatan Block Side Shell 3 (S) area Main Deck
Pengecatan layer pertama dilakukan pada tanggal 24-09-2008 pada pukul 15.00-15.30 WIB dengan jenis cat intertuf 262. Layer kedua dilakukan pengecatan pada tanggal 08-10-2008 pada pukul 10.00-10.30 mnggunakan jenis cat intergard 269.
4.2 Pencatatan Waktu
Dari uraian di atas, dapat diketahui tentang rentang waktu pngecatan dari layer satu ke layer berikutnya.
Tabel 4.1 waktu pengecatan antar layer secara aktua No
l
Block Area Waktu
1 SS 6 (P) WBT 12 hari
2 SS 6 (P) Main Deck 11 hari
3 SS 6 (P) Bottom Zone 11 hari
4 SS 5 (P) WBT 12 hari
5 SS 5 (P) Bottom Zone 5 hari
6 SS 5 (P) Main Deck 5 hari
7 SS 5 (S) WBT 16 hari
8 SS 5 (S) Bottom Zone 8 hari
9 SS 5 (S) Main Deck 8 hari
10 SS 4 (P) WBT 22 hari
11 SS 4 (P) Bottom Zone 11 hari
12 SS 4 (P) Main Deck 11 hari
13 SS 4 (S) WBT 15 hari
14 SS 4 (S) Bottom Zone 12 hari
15 SS 4 (S) Main Deck 12 hari
16 SS 3 (S) Bottom Zone 14 hari
38
4.3 Faktor yang Mempengaruhi Rentang Waktu
Aplikasi pengecatan Chemical Tanker Calafuria mempunyai rentang waktu yang berbeda untuk pengecatan dari layer pertama ke layer kedua. Banyak faktor yang mempengaruhi diantaranya :
a) Suhu udara
b) Temperatur material c) Cuaca setempat d) Kecepatan angin
4. 4 Prosedur Pengecatan
Standard pengecatan di ambil dari Internasional Painting. Jenis cat menggunakan 3 macam, yaitu : intertuf 262, intergard 269, dan intergard 403.
1. Intertuf 262
Dalam block maupun area-area yang telah disebutkan diatas, intertuf 262 hanya berfungsi sebagai base coat atau layer pertama. Dimana intertuf 262 apabila dilapisi intergard 269 mempunyai rentang waktu minimum 4 jam dan maksimum 14 hari.
2. Intergard 269
Intergard 269 berfungsi sebagai layer kedua melapisi intertuf 262. 3. Intgergard 403
Dalam sample di atas,intergard 403 berfungsi sebagai layer pertama dan layer kedua. Apabila intergard 403 dilapisi intergard 403,maka rentang waktu pengecatan antar layer minimum 6 jam dan maksimum 28 hari.Jadi bisa disimpulkan bahwa area-area pada block side shell mempunyai standard sebagai berikut dalam pengecatan antar layer :
Tabel 4.2 waktu pengecatan antar layer secara prosedu No
r
Block Area waktu
1 SS 6 (P) WBT 6 jam – 28 hari
2 SS 6 (P) Main Deck 4 jam – 14 hari
39
4 SS 5 (P) WBT 6 jam – 28 hari
5 SS 5 (P) Bottom Zone 4 jam – 14 hari
6 SS 5 (P) Main Deck 4 jam – 14 hari
7 SS 5 (S) WBT 6 jam – 28 hari
8 SS 5 (S) Bottom Zone 4 jam – 14 hari
9 SS 5 (S) Main Deck 4 jam – 14 hari
10 SS 4 (P) WBT 6 jam – 28 hari
11 SS 4 (P) Bottom Zone 4 jam – 14 hari
12 SS 4 (P) Main Deck 4 jam – 14 hari
13 SS 4 (S) WBT 6 jam – 28 hari
14 SS 4 (S) Bottom Shell 4 jam – 14 hari
15 SS 4 (S) Main Deck 4 jam – 14 hari
16 SS 3 (S) Shell 4 jam – 14 hari
17 SS 3 (S) Main deck 4 jam – 14 hari
4.5 Perbandingan Kedua Rentang Waktu
Setelah memperhatikan kedua tabel di atas, kita bisa membandingkan rentang waktu antara prosedur dengan realita. Apakah pengecatan pada Kapal Calafuria telah memenuhi standard atau menyimpang dari prosedur.
Tabel 4.3 perbandinga No
n
Block Area Prosedur Realita Check
1 SS 6 (P) WBT 6 jam – 28 hari 12 hari √ 2 SS 6 (P) Main Deck 4 jam – 14 hari 11 hari √ 3 SS 6 (P) Bottom Zone 4 jam – 14 hari 11 hari √ 4 SS 5 (P) WBT 6 jam – 28 hari 12 hari √
40 (P) Zone hari 6 SS 5 (P) Main Deck 4 jam – 14 hari 5 hari √ 7 SS 5 (S) WBT 6 jam – 28 hari 16 hari √ 8 SS 5 (S) Bottom Zone 4 jam – 14 hari 8 hari √ 9 SS 5 (S) Main Deck 4 jam – 14 hari 8 hari √ 10 SS 4 (P) WBT 6 jam – 28 hari 22 hari √ 11 SS 4 (P) Bottom Zone 4 jam – 14 hari 11 hari √ 12 SS 4 (P) Main Deck 4 jam – 14 hari 11 hari √ 13 SS 4 (S) WBT 6 jam – 28 hari 15 hari √ 14 SS 4 (S) Bottom Shell 4 jam – 14 hari 12 hari √ 15 SS 4 (S) Main Deck 4 jam – 14 hari 12 hari √ 16 SS 3 (S) Shell 4 jam – 14 hari 14 hari √ 17 SS 3 (S)
Main deck 4 jam – 14 hari
14 hari √
NB : (√) Sesuai prosedur
Dari table perbandingan di atas,dapat disimpulkan bahwa pengecatan Chemical Tanker Calafuria di PT.PAL Indonesia sesuai standard yang berlaku. Mulai dari block SS 3 sampai SS 6 tidak ada yang menyimpang.
41
NB : Untuk Block 1,4,7,10,13,16,19 standard min 6 jam Untuk lainnya minimum 4 jam
42
BAB 5
PENUTUP
Mulai dari latar belakang masalah sampai pembahasan telah dipaparkan oleh penulis. Maka sampailah pada bab terakhir dari field project ini. Dimana terdapat kesimpulan yang bisa diambil dari pemaparan di atas. Selain itu juga terdapat saran yang berguna untuk penyempurnaan field project ini.
5.1 Kesimpulan
Dari masalah yang dikemukakan di atas, dapat disimpulkan bahwa waktu pengecatan Chemical Tanker Calafuria antara layer satu dengan layer kedua sangat bervariasi diantaranya ( 5, 8, 11, 12, 14, 15, 16 dan 22 ) hari.
Pengecatan Chemical Tanker Calafuria di PT.PAL Indonesia sudah memenuhi standard.
5.2 Saran
Untuk penyempurnaan tugas akhir ini sebaiknya dilakukan pengujian terhadap kerekatan cat dari satu layer ke layer lainnya atau dari layer satu ke material.