PERBAIKAN CYCLE TIME PENGADAAN BARANG
DI CHEVRON KALIMANTAN OPERATION
MELALUI PENDEKATAN LEAN SIGMA
Yusuf R Setiawan1)dan I Nyoman PujawanProgram Magister Manajemen Teknologi Institut Teknologi Sepuluh Nopember
email:1)[email protected]
ABSTRAK
Resiko keterlambatan penyediaan barang di Industri MIGAS, tidak hanya meliputi
operational dan finantial risk saja, tetapi bahkan dapat memicu timbulnya legal risk. Karena
itu tim pengadaan (buyer) dituntut harus efektif, efisien, taat peraturan, serta mampu memberikan kepastian cycle time yang dapat dihandalkan oleh tim pengguna (user). Sejak tahun 2013, cycle time pengadaan barang di Chevron KLO yang melayani empat perusahaan MIGAS di Kalimantan, tercatat belum sesuai target dan ekspektasi user. Untuk perbaikan masalah tersebut, maka dilakukan penelitian menggunakan metode Lean Sigma mengikuti tahapan DMAIC dengan melibatkan focus group discussion yang beranggotakan tenaga ahli berbagai fungsi terkait. Dari analisis berdasarkan data transaksi ARIBA sebagai salah satu ERP Chevron, diketahui ada beberapa penyebab utama yaitu: workload, backlog pekerjaan,
rework yang tinggi, inefisiensi proses yang diindikasikan dari rendahnya rasio nilai pengadaan
terhadap jumlah PO (purchase order), serta belum adanya fasilitas memadai di sistem ARIBA untuk koordinasi antara user dan buyer. Hasil penelitian sebagai solusi jangka pendek yaitu berupa SOP optimalisasi workload oleh user dan buyer, dokumen elektronik terintegrasi untuk meningkatkan akurasi data sekaligus mengurangi tugas buyer, dan solusi jangka panjangnya berupa dokumen sistem pengendali untuk perbaikan di fase control beserta matrik kinerja yang harus dicapai.
Kata kunci: Cycle Time, Pengadaan Barang, Buyer, Lean Sigma, Optimalisasi Workload. PENDAHULUAN
Mengingat adanya berbagai macam resiko akibat keterlambatan penyediaan barang di sektor industri MIGAS termasuk di Chevron KLO, maka kehandalan dan kecepatan cycle
time proses pengadaan yang dilakukan tim buyer menjadi krusial dan sangat dituntut oleh
pihak user sebagai salah satu internal customer. Namun demikian, disaat yang sama tim buyer di Chevron KLO menghadapi bebarapa kondisi yang menyebabkan cycle tyme menjadi relatif panjang dan tidak handal dimana antara lain disebabkan oleh adanya beragam regulasi dan
policy perusahaan yang cukup menyita waktu serta kondisi pengelolaan beban kerja di dalam
tim buyer yang diindikasikan belum optimal. Oleh karena itu dilakukan penelitian dengan tujuan:
1 Menganalisis faktor-faktor dominan apakah yang dapat meningkatkan kecepatan dan kehandalan cycle time proses pengadaan untuk penerbitan PO yang berkualitas.
2 Menganalisis dan menyusun solusi sehingga diperoleh langkah perbaikan yang dapat diterapkan untuk meningkatkan kecepatan dan kehandalan cycle time tanpa mengorbankan asas kepatuhan terhadap peraturan yang berlaku, terutama rekomendasi perbaikan dari sisi proses yang belum diangkat oleh penelitian penelitian sebelumnya.
Proses penelitian dilakukan menggunakan pendekatan Lean Sigma mengingat metode ini telah diakui secara luas sebagai salah satu cara unggulan (leading technic) untuk melakukan perbaikan kinerja suatu sistem bisnis. Menurut Gaspersz (2007), Lean sigma didefinisikan sebagai suatu filosofi bisnis, pendekatan sistemik dan sistematik untuk mengidentifikasi dan menghilangkan pemborosan (waste) atau aktifitas yang tak bernilai tambah (non-value added activates) melalui peningkatan terus-menerus radikal (radical
continueous improvement) untuk mencapai tingkat kinerja enam sigma, dengan cara
mengalirkan produk baik barang maupun jasa (material, work-in-process, output) dan informasi dengan menggunakan sistem tarik (pull system) dari pelanggan internal dan eksternal untuk mengejar keunggulan dan kesempurnaan hingga 3.4 DPMO atau 3.4 defect
per million opportunity. Lebih lanjut, terkait dengan aktifitas tak bernilai tambah yang
dianggap sebagai pemborosan atau waste, secara umum dapat dikategorikan menjadi sembilan jenis waste sebagai patokan dalam melakukan analisis yaitu: Environmental, health and safety
(E,) Defects (D), Over-production (O), Waiting (W), Not utilizing skillfuled employee (N), Transportation (T), Inventories (I), Motion (M), dan Excess processing (E) yang disingkat
menjadi EDOWNTIME (APIC, 2005)
METODE
Secara garis besar penelitian ini dimulai dengan identifikasi masalah secara umum dengan mengumpulkan informasi awal sebagai initial voice dari berbagai pihak terkait yaitu yang berkepentingan terhadap proses pengadaan baik dari tim buyer, user, manajemen, maupun stakeholder lainya. Initial voice ini berupa tuntutan, keprihatinan, keluhan, atau bahkan kekawatiran terhadap resiko yang mungkin timbul, dimana menunjukan adanya kepentingan yang sama terkait cycle time proses pengadaan barang di Chevron KLO. Selanjutnya proses penelitian dilakukan sesuai fase-fase DMAIC yang diuraikan di bawah.
Fase define difokuskan pada indentifikasi peluang perbaikan (opportunity statement), memahami proses bisnis dan kebutuhan stakeholder, mendifinisikan permasalahan, menentukan lingkup proses perbaikan serta mengesahkan tim lean sigma yang akan terlibat dalam focus group discussion (FGD) pada tahapan selanjutnya, yang keseluruhanya dirangkum dalam bentuk piagam proyek lean sigma (lean sigma project chapter). Beberapa batasan dan difinisi yang disepakati oleh FGD pada fase ini yaitu:
1. Data primer dalam penelitian ini diperoleh dari dokumentasi FGD dimana para responden yang terlibat adalah tenaga ahli atau praktisi yang berkaitan dengan proses pengadaan barang baik langsung maupun tidak langsung, antara lain buyer, user, planner, material
analist, project engineer, legal officer, compliance officer, manajemen, dan perwakilan
fungsi-fungsi lain jika dibutuhkan pada saat proses penelitian.
2. Data sekunder digunakan dalam penelitian ini merupakan data transaksi penerbitan PO dari sistem ARIBA dalam kurun waktu tahun 2013 sampai dengan tahun 2014. Data ini berupa informasi tanggal penerbitan PO, jenis komoditi barang, nilai pengadaan, metode pengadaan, cycle time pengadaan, rework process, entitas Chevron, data user, buyer,
supplier, on time delivery, dan data-data terkait lainya yang mungkin dibutuhkan untuk
keperluan analisis.
3. Proses pengadaan yang diteliti adalah pembelian barang dimana PO diterbitkan menggunakan software ARIBA, dengan acuan regulasi PTK007 Revisi 3 dari SKKMIGAS dan policy 500 dari perusahaan, serta peraturan lain yang saat ini diberlakukan. Ada tiga metode pengadaan barang yaitu Penunjukan Langsung, Pemilihan Langsung dan Lelang Umum.
4. Cycle time yang dianalisis sebagai data atau ukuran awal (baseline) adalah lamanya waktu proses pengadaan terhitung sejak diterimanya permintaan pembelian barang atau purchase
request (PR) sampai dengan penerbitan purchase order (PO). Cycle time dari pembelian
barang sudah dicakup dalam kontrak jangka panjang (catalog item), tidak termasuk dalam lingkup bahasan.
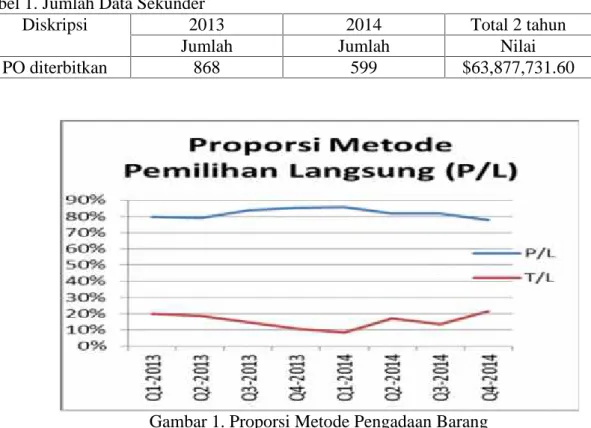
Fase measure dimulai dengan evaluasi data sekunder sebgaimana terangkum pada Tabel 1 di bawah. Dari data yang ada dilanjutkan dengan perhitungan proporsi metode pengadaan barang, dimana sesuai prinsip pareto bertujuan untuk mengetahui metode mana yang mempunyai pengaruh signifikan kepada cycle time sebagai fokus analisis lebih lanjut termasuk untuk pengukuran data baseline dan menyusun current process
Tabel 1. Jumlah Data Sekunder
Diskripsi 2013 2014 Total 2 tahun
Jumlah Jumlah Nilai
PO diterbitkan 868 599 $63,877,731.60
Gambar 1. Proporsi Metode Pengadaan Barang
Fase Analize dilakukan dengan menganalisa berbagai macam waste yang terjadi dengan patokan 9-form of waste, mengidentifikasi waste kritis, dan mencari penyebab terjadinya waste.
Fase Improve dilakukan untuk menghasilkan alternatif solusi dari akar masalah yang sudah diperoleh. Kemudian dilakukan prioritisasi solusi termasuk menentukan future state yang akan dicapai.
Fase Control dilakukan berbagai aktifitas mulai membuat process control plan, mengukur hasil dan mengelola perubahan.
HASIL DAN PEMBAHASAN
Analisis proporsi metode pengadaan sebagaimana Gambar 1 di atas, menunjukan bahwa 82% proses pengadaan dilakukan menggunakan sistem Pilih Langsung, 16% melalui Tunjuk Langsung, dan sisanya 2% secara Lelang Umum. Oleh karena itu, sesuai prinsip
pareto maka proses pengadaan yang akan menjadi prioritas penelitian adalah metode pemilihan langsung.
Berdasarkan data transakasi metode Pilih Langsung tersebut, diperoleh karakteristik sitem pengadaan saai ini (current state) sebagai berikut:
1. PR-in-process sebesar 46PR/buyer
Selanjutnya, berdasarkan benchmarking dengan unit bisnis Chevron di daerah operasi lainnya yaitu Chevron SMO yang beroperasi di Sumatera, Chevron JKO di Jakarta dan Chevron
GPO untuk area Jawa Barat diperoleh fakta bahwa PR-in-process di Chevron KLO
merupakan angka yang tertinggi yang mengindikasikan situasi overload.
Gambar 2. Benchmarking beban kerja 2. Rasio nilai / PO sebesar USD 11.440 /PO
Dari analisis juga ditemukan waste Excess processing, jenis pemborosan yang terjadi karena langkah-langkah proses lebih panjang atau berulang daripada yang seharusnya sehingga membutuhkan lebih banyak resource dari yang semsetinya. Hasil analisa data dibawah ini mengambarkan bahwa keberadaan waste ini ditunjukan dengan rendahnya rasio nilai PO/Jumlah PO yang diterbitkan.
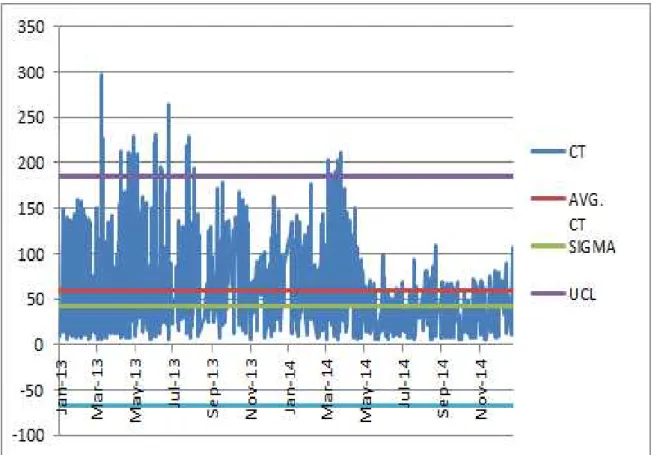
Gambar 3. Benchmarking beban kerja 3. Cycle Time rata-rata 59 hari,
Analisis cycle time dari proses pemilihan langsung, menunjukah bahwa terdapat variasi
cycle time penyebab-khusus yaitu variasi yang timbul dari faktor yang tidak selalu hadir
dalam proses. Suatu proses memiliki variasi penyebab umum sekaligus juga memiliki
variasi penyebab khusus dikatakan berada “di luar kendali”. Proses unstable dengan banyaknya variasi cycle time dengan kategori penyebab-khusus, yaitu cycle time yang terletak diluar garis control atas (UCL). Pada proses yang unstable ini, maka penghitungan tingkat sigma atau capability proses menjadi kurang relevan. Lebih lanjut untuk mengurangi variasi penyebab khusus adalah dengan cara melacak dan menghilangkan akar penyebab khususnya.
Gambar 3. Control Chart Cycle Time Penerbitan PO
Selanjutnya dilakukan analisis untuk menemukan pemborosan atau waste yang terjadi di sepanjang alur proses penerbitan PO. Dari sembilan bentuk waste yang dikenal secara umum, diperoleh ada tiga jenis waste yang dianggap signifikan pengaruhnya terhadap proses penerbitan PO yaitu Defect, Waiting, dan Excess Processing yang duraikan sebagaimana di bawah.
Waste Definisi Indikator
Defects Pemborosan yang terjadi karena kecacatan atau kegagalan proses pengadaan akibat PR atau PO yang tidak berkualitas
Angka rework berupa penggantian PR dan revisi PO yang cukup tinggi.
Waiting Pemborosan yang terjadi karena sejumlah PR harus menunggu waktu untuk diproses oleh
buyer.
Angka backlog pekerjaan (PR-in
process) yang tinggi Excess
processing
Pemborosan yang terjadi karena langkah proses lebih panjang atau perlu resource yang
Rasio Nilai/PO yang relatif rendah dan Input data yang sama secara
sepanjang alur proses. dokumen proses.
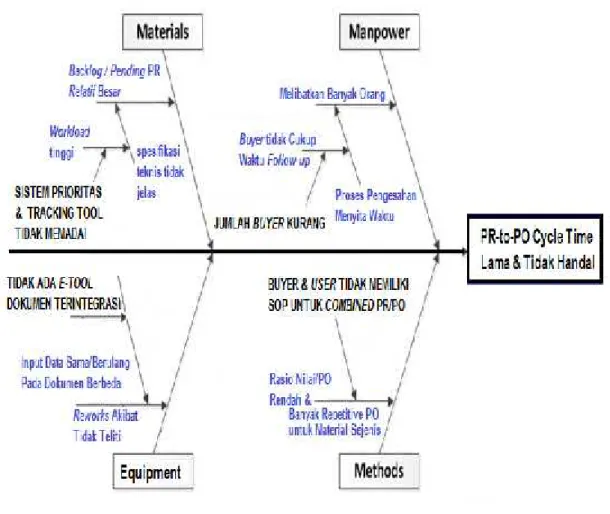
Setelah diketahui waste kritis di atas, kemudian dilakukan analisis cause and effect serta
why-why untuk mengetahui penyebabnya, yang secara grafis digambarkan dalam diagram fishbone. Mengingat proses pengadaan barang pada dasarnya adalah merupakan proses
produksi PO, maka untuk keperluan analisis ini, FGD lebih memilih menggunakan pendekatan The 4M’s yang sering diterapkan untuk perusahaan manufaktur dimana faktor
utamanya dikelompokan sebagai Machine (Equipment), Method (Process/ Inspection),
Material (Raw, Consumables), dan Manpower.
Gambar 4. Diagram Fishbone
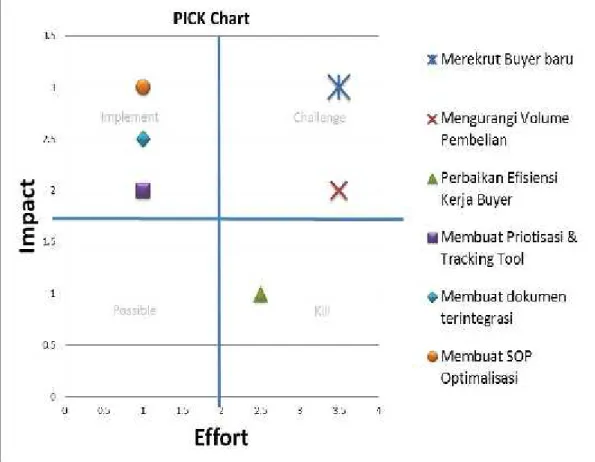
Analisis berikutnya adalah menyusun alternatif solusi yang sesuai dengan kondisi di atas, antara lain yaitu melakukan Perekrutan Buyer baru, Mengurangi Volume Pembelian, Perbaikan Efisiensi Kerja Buyer, Membuat Priotisasi & Tracking Tool, Membuat dokumen terintegrasi, dan Membuat SOP Optimalisasi. Dengan menggunakan alat bantu PICK chart, maka FGD menyepakati tiga solusi alternatif dengan effort yang relatif kecil tetapi mempunya
Gambar 5. Diagram PICK
Mengacu kepada PICK chart di atas, maka sebagai solusi jangka pendek dipilih pembuatan SOP Optimalisasi PR, Pembuatan soft file terintegrasi, dan prioritisasi & tracking
tool. Di bawah ini adalah gambaran SOP optimalisasi PR secara grafis. Alur proses dengan
yang di blok adalah SOP baru yang digunakan untuk konsolidasi PR antara buyer dan user.
Sedangkan untuk solusi jangka panjang adalah dokumen kontrol dan matrik untuk memastikan fase Control dapat dijalankan dengan hasil sebagaimana yang diharapkan.
Indikator Difinisi Target Baseline
Work-In-Process
(PR)
Rata-rata jumlah PR (Purchase
Request) yang secara simultan
sedang ditangani oleh buyer
20 PR per buyer 40 PR/Buyer Cycle time (PO)
Rata-rata waktu yang
dibutuhkan untuk penerbitan sebuah PO dari setiap PR yang ditangani buyer
40 hari 59 hari
Number of PO Jumlah PO yang diterbitkan oleh setiap buyer per bulan
10 PO 7 PO
Procurement Value
Rata-rata nilai proses pengadaan melalui metode pemilihan langsung
USD 80K USD 12 K
KESIMPULAN DAN SARAN
Tim pengadaan Chevron KLO mengalami situasi beban kerja yang tinggi (overload) yang diakibatkan oleh sistem pengelolaan beban kerja proses pengadaan yang belum optimum. Untuk melakukan optimalisasi beban kerja dilakukan dengan pembuatan SOP konsolidasi PR, pembuatan dokumen proses terintegrasi dan prioritisasi dan traking tool.
DAFTAR PUSTAKA
Indrajit, E.R. dan Djokopranoto, R. (2002), Konsep Manajemen Supply Chain, Grasindo, Jakarta
Gaspersz, V. (2002), Pedoman Implementasi Six Sigma, PT Gramedia Pustaka Utama, Jakarta Pujawan, I.N. dan Mahendrawathi ER. (2005), Supply Chain Management, Penerbit Guna
Widya, Surabaya
Womack, J.P. dan Jones, D.T. (1996), Lean thinking: Banish waste and create wealth in your corporation. Simon & Shuster, New York