ANALISIS SS400 HASIL CARBURIZING MEDIA ARANG TEMPURUNG KELAPA-BaCO3
DENGAN VARIASI TEMPERATUR PEMANASAN DAN HOLDING TIME DITINJAU DARI
PENGUJIAN KEKERASAN DAN STRUKTUR MIKRO
Aidha Faizatul AbidahS1 Teknik MesinManufaktur, Fakultas Teknik, Universitas Negeri Surabaya E-mail : [email protected]
Novi Sukma Drastiawati
Jurusan Teknik Mesin, Fakultas Teknik, Universitas Negeri Surabaya E-mail: [email protected]
Abstrak
Peningkatan kapasitas produksi yang semakin besar meningkatkan persaingan kualitas dan harga peralatan pertanian terutama produk cangkul sampai menimbulkan, permasalahan, yaitu banyaknya peralatan pertanian yang diimpor dari Cina, sehingga merugikan pande besi dan industri peralatan pertanian. Industri baja menyediakan material SS400, namun bahan yang disediakan kurang keras pada permukaan material. Untuk mengatasi permasalahan tersebut dilakukan penelitian guna meningkatkan kualitas kekerasan permukaan, dengan dilakukan proses pack carburizing pada baja SS400. Tujuan penelitian ini mendapatkan material dengan permukaan yang keras.Penelitian ini menggunakan metode pack carburizing. Arang tempurung kelapa yang digunakan dalam proses carburizing adalah 250 gram dan 20% BaCO3. Dalam penelitian ini disediakan kontainer atau wadah yang diisi arang tempurung kelapa-BaCO3 dan material SS400 kemudian dipanaskan pada temperatur 845ºC kemudian di holding time 2 dan 3 jam. Selanjutnya untuk temperatur 955ºC dengan holding time 2 jam dan 3 jam. Sesudah proses carburizing dilakukan pengujian kekerasan rockwell dan foto struktur mikro.Hasil pengujian kekerasan, semakin tinggi temperatur dan holding time semakin keras permukaan material SS400, serta struktur mikro yang banyak terbentuk adalah fase martensit. Pada hasil pengujian kekerasan menunjukan temperatur 845˚C holding time 2 jam mengalami peningkatan dengan kekerasan sebesar 683,7 HV. Temperatur 845˚C holding time 3 jam nilai kekerasan mengalami peningkatan sebesar 736 HV. Temperatur 955˚C holding time 2 jam nilai kekerasan mengalami peningkatan sebesar 828 HV. Temperatur 955ºC holding time 3 jam nilai kekerasan mengalami peningkatan sebesar 868,3 HV.
Kata kunci: pack carburizing, arang tempurung kelapa-BaCO3, baja SS400, temperatur pemanasan, holding time, kekerasan material, struktur mikro.
Abstract
Enhancement production capacity making competition for quality and price of agricultural equipment, especially hoes products, causing problems, namely the large amount of agricultural equipment imported from China, which is detrimental to iron industry and the agricultural equipment industry. The steel industry,provides SS400 material, but the material provided is less hard on the surface of the material. To overcome the above problems, research is carried out to improve the quality of surface hardness, by carrying out the carburizing pack process on SS400 steel. The purpose of this research is to get material with a hard surface.This method uses the pack carburizing method. Coconut shell charcoal used in the carburizing process is 250 grams and 20% BaCO3. In this study provided containers or containers filled with coconut shell charcoal-BaCO3 and SS400 material then heated at a temperature of 845ºC then holding time 2 and 3 hours. Next for the temperature of 955ºC with a holding time of 2 hours and 3 hours. After the carburizing process rockwell hardness testing and microstructure photos were carried out.The results of hardness testing, the higher the temperature and holding time the harder the surface of the SS400 material, and the micro structure that is formed is the martensite phase. The results of the hardness test showed a temperature of 845˚C holding time of 2 hours had increased with a hardness of 683.7 HV. 845˚C temperature holding time 3 hours the hardness increased by 736 HV. 955˚C temperature holding time 2 hours the hardness value increased by 828 HV. 955ºC temperature holding time 3 hours hardness value increased by 868.3 HV.
Keywords: pack carburizing, coconut shell charcoal-BaCO3, SS400 stell, heating temperature, holding
time, material hardness, microstructure PENDAHULUAN
Industri pandai besi adalah industry kecil yang sampai saat ini merupakan produsen utama alat-alat pertanian seperti cangkul, sabit, sekop, dan garu. Industri ini masih
menggunakan tungku tradisional yang boros energi. Produk dari pande besi kebanyakan masih mempunyai tingkat kekerasan rendah, laju keausan tinggi, mudah patah sehingga waktu penggunaan tidak lama dan mudah
tumpul. Peyebab utama ha tersebut adalah para pandai besi masih menggunakan bahan baku dengan kualitas rendah, biasanya berupa komponen bekas (Heru Suryanto, 2005).
Dalam menyelesaikan masalah tersebut para pelaku industri peralatan besi menggunkan bahan dan kualitas yang bisa menyaingi produk Cina. Berkaitan dengan hal tersebut industri besi menyediakan material SS400 untuk industri peralatan pertanian dan pande besi di Indonesia agar meningkatkan kualitas bahan material yang digunakan. Tetapi material SS400 sangat membutuhkan permukaan yang keras. Oleh sebab itu perlu peningkatan kekerasan material SS400.
Material SS400 merupakan baja karbon rendah yang memiliki kadar karbon ±0,19% sehingga tidak bisa dikeraskan secara langsung kecuali dengan penambahan karbon.Menurut (Bambang Kuswanto 2010), kualitas baja karbon rendah dapat ditingkatkan, hal tersebut dapat dilakukan dengan cara proses carburizing. Dimana salah satu metodanya adalah dengan media karbon padat atau pack carburizing.
Untuk mengatasi permasalahan diatas, dilakukan penelitian dengan uji eksperimen karakteristik material SS400 dengan metode carburizing media arang tempurung kelapa-BaCO3, menggunakan variasi temperatur pemanasan dan holding time.Tujuan dari penelitian ini adalah mendapatkan material SS400 dengan permukaan yang keras, sehingga sangat cocok untuk sabit, arit, parang, cangkul dan linggis (peralatan pertanian). Peneliti berharap metode carburizing dapat meningkatkan kualitas serta dapat bersaing dengan produk impor Cina.
METODE Jenis Penelitian
Berdasarkan permasalahan dan tujuan penelitian ini penulismenggunakan jenis penelitian eksperimen yang bertujuan untuk memperoleh data tentang kekerasan dan struktur mikro hasil carburizing media arang tempurung kelapa – BaCO3 dengan variasi temperature pemanasan dan holding time.
Tempat dan Waktu Penelitian
•Tempat penelitian
Penelitian proses carburizing hardening dan pengujian specimen dilakukan di Laboratorium Pengujuan Bahan Universitas Brawijaya dan Laboratorium Pelapisan Logam Universitas Negeri Surabaya
•Waktu Penelitian
Penelitian ini dilakukan pada tanggal 29 April – 24 Juni 2019
Rancangan penelitian
• Flowchart Penelitian
Gambar 1 Flowchart Proses Penelitian
Peneliti mengawali penelitian dengan studi literatur sehingga ditemukan rumusan masalah.Setelah itu dilakukan persiapan penelitian pemotongan spesimen SS400 untuk carburizing, SS400 tanpa carburizing, cangkul lokal, dan cangkul impor Cina. Pengujian kekerasan dilakukan terlebih dahulu pada cangkul lokal, cangkul impor Cina dan SS400 tanpa perlakuan untuk mengetahui nilai kekerasannya. Kemudian melakukan proses carburizing dengan variasi temperatur pemanasan 845ºC dan 955ºC holding time 2 jam dan 3 jam. Dilanjutkan proses pengujian rockwell dan struktur mikro, diikuti dengan pembahasan dan analisa data pada uji kekerasan, struktur mikro, dan perbandingan kekerasan pada SS400 hasil carburizing, SS400 tanpa carburizing, cangkul lokal, dan cangkul impor Cina.
Variabel Penelitian
Variabel penelitian adalah suatu sifat atau nilai dari orang, obyek atau kegiatan yang mempunyai variasi tertentu yang ditetapkan oleh peneliti untuk dipelajari dan kemudian ditarik kesimpulannya (Sugiyono, 2013).
• Variabel bebas:
− Arang tempurung kelapa dengan berat 250 gram dan BaCO320%
− Temperatur pemanasan 845ºC dan 955ºC
• Variabel terikat:
− Kekerasan permukaan material SS400 melalui metode carburizing hardening dan struktur mikro
• Variabel kontrol:
− Bahan material SS400 dengan dimensi yang sama
− Media quenching yaitu air Alat, Bahan, dan Instrumen Penelitian
• Alat yang digunakan dalam penelitian adalah sebagai berikut: - Mesin ballmill - Furnace - Kontainer - Japit - Timbangan digital - Mistar - Stopwatch - Wadah quenching - Kertas amplas
• Bahan yang digunakan dalampenelitian ini adalah: - Baja SS400
- Cangkul impor Cina - Cangkul local
- Arang tempurung kelapa - BaCO3 (Batrium karbonat)
• Instrumen yang digunakan dalam proses penelitian adalah sebagai berikut:
- Mesin Rockwell - Mesin uji metalografi Teknik Analisis Data
Pada penelitian eksperimen ini, penulis menggunakan metode analisis data statistik inferensial kuantitatif, yaitu dengan mengumpulkan data-data secara sistematis, faktual dan akurat mengenai hasil yang diperoleh selama tahap pengujian atau eksperimen. Dengan menggunakan aplikasi SPSS untuk memperoleh data statistik yang lebih jelas dan akurat.
Pengambilan data dari instrument yang terdapat pada objek penelitian, dihitung secara teoritis dan disajikan dalam bentuk tabel serta grafik sehingga hasil dari penelitian mudah dipahami. Eksperimen ini dilakukan untuk membuktikan perbedaan variasi apakah signifikan atau tidak. Serta memberikan informasi berbagai fenomena yang terjadi pada objek eksperimen ketika dilakukan penelitian tentang karakteristik baja SS400 hasil carburizing media kombinasi arang tempurung kelapa-BaCO3 variasi temperatur pemanasan dan holding time ditinjau dari pengujian kekerasan dan struktur mikro.
HASIL DAN PEMBAHASAN
• Hasil Pengujian Kekerasan (Hardness Test)
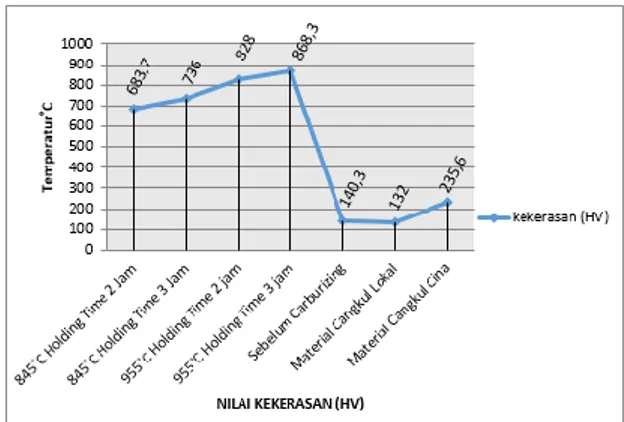
Gambar 2 Grafik Hasil Pengujian Kekerasan Berdasarkan nilai kekerasan pada grafik diatas kekerasan tertinggi yaitu pada temperatur 955ºC holding time 3 jam memiliki nilai sebesar 868.3 HV. Nilai kekerasan yang terendah hasil carburizing yaitu temperatur 845ºC holding time 2 jam memiliki nilai kekerasan sebesar 683.7 HV, hal tersebut terjadi karena beberapa faktor dari variasi pemanasan temperatur dan holding time sehingga mengalami perbedaan kenaikan nilai kekerasan.
Material cangkul lokal memiliki nilai kekerasan yang rendah yaitu 132 HV dibanding dengan cangkul impor Cina sebesar 235,6 HV, hal ini dapat terjadi karena temperatur pemanasan kurang maksimum dalam pemanasan dan tidak adanya holding time, mengakibatkan kurang tingginya nilai kekerasan dalam cangkul lokal maupun cangkul Cina, Sehingga perlunya perlakuan permukaan atau surface hardening pada material. SS400 hasil carburizing yang telah dilakukan memberikan hasil kekerasan tertinggi dibandingkan tanpa perlakuan carburizing sebesar 140,3 HV.
• Hasil Pengujian Struktur Mikro
Gambar 3. Temperatur Pemanasan 955ºC Holding Time 3 Jam
Gambar 4 Temperatur Pemanasan 955ºC Holding Time 2 Jam
.
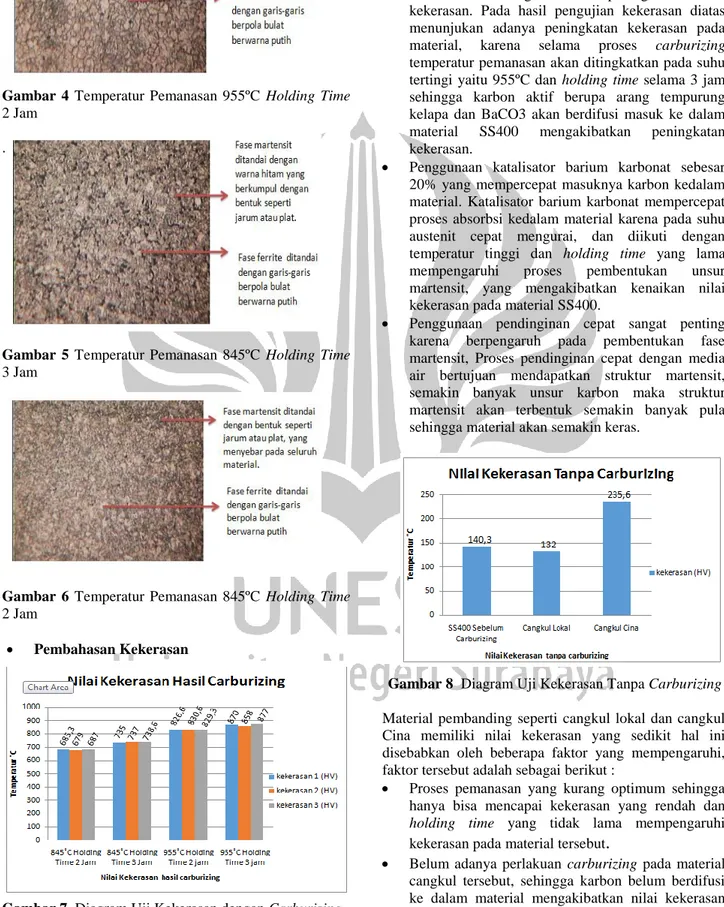
Gambar 5 Temperatur Pemanasan 845ºC Holding Time 3 Jam
Gambar 6 Temperatur Pemanasan 845ºC Holding Time 2 Jam
• Pembahasan Kekerasan
Gambar 7 Diagram Uji Kekerasan dengan Carburizing
Nilai hasil kekerasan menggunakan carburizing disebabkan oleh beberapa faktor yang mempengaruhi, faktor tersebut adalah sebagai berikut :
• Perbedaan nilai disebabkan semakin besar temperatur pemanasan dan semakin lama holding time akan mengakibatkan peningkatan nilai kekerasan. Pada hasil pengujian kekerasan diatas menunjukan adanya peningkatan kekerasan pada material, karena selama proses carburizing temperatur pemanasan akan ditingkatkan pada suhu tertingi yaitu 955ºC dan holding time selama 3 jam sehingga karbon aktif berupa arang tempurung kelapa dan BaCO3 akan berdifusi masuk ke dalam material SS400 mengakibatkan peningkatan kekerasan.
• Penggunaan katalisator barium karbonat sebesar 20% yang mempercepat masuknya karbon kedalam material. Katalisator barium karbonat mempercepat proses absorbsi kedalam material karena pada suhu austenit cepat mengurai, dan diikuti dengan temperatur tinggi dan holding time yang lama mempengaruhi proses pembentukan unsur martensit, yang mengakibatkan kenaikan nilai kekerasan pada material SS400.
• Penggunaan pendinginan cepat sangat penting karena berpengaruh pada pembentukan fase martensit, Proses pendinginan cepat dengan media air bertujuan mendapatkan struktur martensit, semakin banyak unsur karbon maka struktur martensit akan terbentuk semakin banyak pula sehingga material akan semakin keras.
Gambar 8 Diagram Uji Kekerasan Tanpa Carburizing Material pembanding seperti cangkul lokal dan cangkul Cina memiliki nilai kekerasan yang sedikit hal ini disebabkan oleh beberapa faktor yang mempengaruhi, faktor tersebut adalah sebagai berikut :
• Proses pemanasan yang kurang optimum sehingga hanya bisa mencapai kekerasan yang rendah dan holding time yang tidak lama mempengaruhi kekerasan pada material tersebut
.
• Belum adanya perlakuan carburizing pada material cangkul tersebut, sehingga karbon belum berdifusi ke dalam material mengakibatkan nilai kekerasan rendah.
• Pembahasan Struktur Mikro Dengan Carburizing
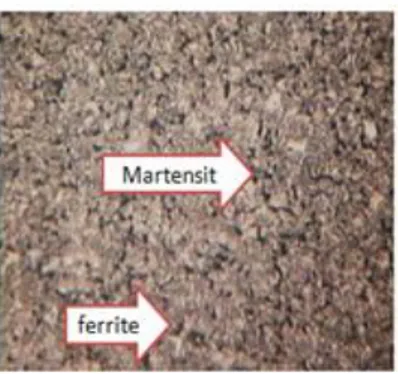
Gambar 9 Temperatur 955ºC holding time 3 jam Temperatur 955ºC holding time 3 jam membentuk banyak fase martensit yang berbentuk seperti jarum atau plat tetapi dalam matrik martensit masih terdapat fase ferit yang berwarna putih. Struktur martensit terbentuk karena adanya pemanasan temperatur kemudian didinginkan dengan cepat (quenching), Struktur martensit terbentuk karena temperatur pemanasan yang tinggi dan holding time akan memiliki kerapatan dislokasi yang tinggi pula. Material SS400 akan memiliki struktur martensit dengan sifat kekerasan yang tinggi.
Gambar 10 Temperatur 955ºC holding time 2 jam Temperatur 955ºC holding time 2 jam membentuk banyak fase martensit dan terdapat fase ferit. Martensit terjadi karena proses pemanasan yang tinggi disertai dengan pendinginan yang sangat cepat. Pada material ini memiliki sifat kekerasan tinggi namun ulet dan lunak, karena masih terdapat fase ferit yang memiliki sifat lunak, ulet dan memiliki konduktifitas tinggi.
Gambar 11 Temperatur 845ºC holding time 3 jam
Temperatur 845ºC holding time 3 jam masih terdominasi oleh fase martensit dan terdapat fase ferit. Holding time 3 jam berpengaruh pada pembentukan fase martensit karena proses difusi karbon yang lama sehingga memiliki kerapatan dislokasi yang tinggi serta pendinginan secara cepat (quenching) mempengaruhi pembentukan martensit dalam material tersebut, sehingga karakteristik material SS400 ini bersifat keras namun masih lunak dan ulet dari fase ferit.
Gambar 12 Temperatur 845ºC holding time 2 jam Temperatur 845ºC holding time 2 jam masih terdominasi oleh fase martensit dan terdapat fase ferit. Nilai kekerasan material ini kecil dibandingkan dengan spesimen uji diatas, hal ini disebabkan karena temperatur pemanasan dan holding time kurang sehingga atom yang berdifusi jumlahnya sedikit dibanding dengan holding time 3 jam yang memiliki ferit sedikit. Pembentukan martensit sendiri pada saat melakukan quenching tidak terjadi difusi melainkan pengerasan.
• Pembahasan Struktur Mikro Tanpa Carburizing
Gambar 13 SS400 Tanpa Carburizing
SS400 tanpa carburizing, pada material terdapat banyak fase ferit yang berwarna putih dan perlit (𝛼 + 𝐹𝑒3𝐶) berwarna hitam halus yang menyebar pada material. Memiliki sifat kekuatan mekanik cukup baik dari ferit tetapi kurang ulet dan keras dari perlit. Fase ini terjadi karena kurangnya temperatur pemanasan dan holding time dan tidak melakukan proses pencelupan secara cepat, sehingga perlu dilakukan perlakuan menggunakan carburizing guna meningkatkan nilai kekerasan.
Gambar 14 Cangkul Lokal
Cangkul lokal, terlihat fase yang terbentuk didominasi ferit dan perlit hal ini terjadi karena material belum dipanaskan optimum sehingga diperoleh fase tersebut. Ferit memiliki sifat kekuatan mekanik yang cukup baik dan perlit yang berbentuk halus gelap memiliki sifat kurang keras dan getas.
Gambar 15 Cangkul Cina
Cangkul Cina, fase yang terbentuk ferit (𝛼) dan perlit (𝛼 + 𝐹𝑒3𝐶) ,perlit banyak mendominasi namun tidak beraturan, memiliki kekuatan mekanik yang cukup baik dari ferit tetapi kurang ulet dan keras. Sehingga perlu peningkatan kekerasan pada cangkul lokal maupun impor cina guna untuk meningkatkan kekerasan yang lebih tinggi.
• Pembahasan Perbandingan Kekerasan SS400 Hasil Carburizing, SS400 Tanpa Carburizing, Cangkul Lokal, dan Cangkul Cina
Berikut pemaparan hasil kekerasan semua material, yaitu sebagai berikut :
• Material SS400 menggunakan metode carburizing, menggunakan variasi temperatur pemanasan dan holding time memiliki nilai kekerasan tertinggi dibandingkan dengan tanpa carburizing, cangkul lokal, dan cangkul impor Cina. Hasil pengujian menunjukan nilai pada temperatur 845˚C holding time 2 jam sebesar 683,7 HV, temperatur 845˚C holding time 3 jam sebesar 736 HV, temperatur 955˚C holding time 2 jam sebesar 828 HV, dan temperatur 955ºC holding time 3 jam sebesar 868,3 HV.
• Material SS400 tanpa metode carburizing, hanya memiliki nilai kekerasan sebesar 140,3 HV.
• Cangkul lokal memiliki nilai kekerasan sebesar 132 HV.
• Cangkul impor Cina memiliki nilai kekerasan sebesar 235,6 HV, lebih besar dari pada cangkul lokal dan material SS400 tanpa carburizing. Dari pemaparan perbandingan nilai kekerasan diatas metode carburizing dapat meningkatkan kekerasan yang paling tertinggi dari pada material SS400 tanpa carburizing, cangkul lokal, dan cangkul impor Cina. Sehingga penggunaan carburizing dapat diterapkan dan mampu meningkatkan nilai kekerasan pada material SS400.
PENUTUP Simpulan
Hasil pengujian pada material SS400 dengan carburizing media arang tempurung kelapa-BaCO3 dengan variasi temperatur pemanasan dan holding time ditinjau dari pengujian kekerasan dan struktur mikro,dapat disimpulkan bahwa:
• Proses pack carburizing dengan variasi pemanasan dan holding time berpengaruh terhadap kekerasan baja SS400, dimana nilai kekerasan yang tertinggi dari penelitian ini adalah 955ºC holding time 3 jam sebesar 868,3 HV, 955ºC holding time 2 jam sebesar 828 HV, 845ºC holding time 3 jam 736 HV dan yang memiliki nilai terendah adalah 845ºC holding time 2 jam sebesar 683,7 HV.
• Pengujian struktur mikro pada spesimen hasil carburizing variasi temperatur dan holding time menunjukan fase martensit yang lebih dominan dan masih terdapat fase ferit.
• Perbandingan hasil pengujian kekerasan menggunakan metode carburizing variasi temperatur pemanasan dan holding time mengalami peningkatan kekerasan yang signifikan, dibandingkan cangkul lokal sebesar 140,3 HV, cangkul impor Cina sebesar 235,6 HV, dan SS400 tanpa carburizing sebesar 132 HV.
Saran
Berdasarkan hasil penelitian maka diberikan saran sebagai berikut:
• Diharapkan ada penelitian lebih lanjut yang membahas tentang kedalaman lapisan difusi pada material.
• Diharapkan ada penelitian mengenai lama waktu quenching dan media quenching untuk mengetahui media mana yang mempengaruhi kekuatan material.
• Diharapkan ada variasi media untuk menentukan media mana yang terbaik untuk proses pack carburizing guna untuk menambah referensi keilmuan tentang carburizing.
• Diharapkan ada variasi ketebalan pada spesimen serta holding time yang lebih bervariatif.
• Diharapkan dapat diterapkan proses pack carburizing pada produsen cangkul lokal.
DAFTAR PUSTAKA
Arifin, Efrizal dan Syahbuddin. 2016. Pengaruh Waktu Dan Suhu Pada Karburisasi Padat Terhadap Kekerasan Roda Gigi Baja ST37 Dengan Media Arang Batok Kelapa Dan Barium Karbonat. Jurnal Teknik Mesin Fakultas Teknik Universitas Muhammadiyah Tanggerang. Vol 04 No 01: hal 38.
Afrizal. 2008. Peningkatan Kekerasan Dengan Metoda Karburasi Pada Baja Rendah Dengan Media Kokas. Jurnal Jurnal Teknik Mesin Fakultas Teknik Institut Teknologi Padang. Vol 1 No 30: hal : 4.
Adawiyah Rabiatul, Murdjani, dan Ahmad H. 2014. Pengaruh Perbedaan Media Pendingin Terhadap Struktur Mikro Dan Kekerasan Pegas Daun Dalam Proses Hardening. Jurnal Teknik Mesin Politeknik Negeri Banjarmasin. Vol 6: hal. 90-92. Alan Mochammad. 2012. Perbandingan Nilai Kekerasan
Dan Struktur Mikro Akibat Variasi Katalis Pada Proses Carburizing Baja S45C. Skripsi Teknik Mesin Universitas Negeri Semarang.
Asmara, A. 2005. Analisa Perlakuan Panas Sebelum dan Sesudah Penemperan Terhadap Nilai Kekerasan Pada Baja Perkakas HSS. Jurnal Ilmiah Teknik Mesin. Vol 07: hal 135-140.
Budinski, G., Budinski., K. 1999. Engineering Materials Properties and Selection, 6 Edetion. Prentice Hall International Inc. New Jersey USA.
Bahtiar, Iqbal Muhammad, dan Arisandi Defri.2017. Analisis Kekerasan Dan Struktur Mikro Pada Baja Komersil Yang Mendapatkan Proses Pack Carburizing Dengan Arang Cangkang Kelapa Sawit. Jurnal Teknik Mesin Fakultas Teknik Universitas Tadulako, Palu. Vol 08 No 01: hal 689-690.
Beumer, B.J.M. 1980. Pengetahuan Bahan Teknik. Bharata Karya Aksara. Jakarta.
Boyer, H.E dan Gall, T.L. 1985. Metal Hand Book, Desk Edition. ASM Ohio.
Clark, D.S, Varney W.R.1962. Phsical Metalurgy For Engineering. D Van Nostrand Company. INC George E. Diester. 1993. Metalurgi Mekanik. Penerbit Erlangga. Jakarta.
Christina, R.N dan Noorce, C.B. 2006. Perbedaan Efektivitas Karbon Aktif Tempurung Kelapa Dan Arang Kayu Dalam Menurunkan Tingkat Kekeruhan Pada Proses Filtrasi Pengolahan Limbah Cair Industri Tahu. MKM Vol 01: hal 1. Effendi, S. 2009. Pengaruh Perbedaan Waktu
Penahanan Suhu Stabil Terhadap kekerasan Logam. Jurnal Austenit Teknik Mesin. Vol 01: hal 39-42.
Feby Magdalena, K dan Indro Arif, S. 2017. Studi Uji Kekerasan Rockwell Superficial Vs Mikro Vickers. Jurnal Teknologi Proses dan Inovasi Industri. Vol 02 No 02: hal 86.
Hari dan Daryanto. 2006. Ilmu Bahan. PT Bumi Aksara. Jakarta.
Iqbal Muhammad.2008. Pengaruh Temperatur Terhadap Sifat Mekanis Pada Proses Pengkarbonan Padat Baja Karbon Rendah. Jurnal Teknik Mesin Fakultas Teknik Universitas Tadulako Palu. Vol 06 No 02: hal 105-106.
Juliaptini Devinta. 2010. Analisa Sifat Mekanik dan Metalografi Baja Karbon Rendah Untuk Aplikasi Tabung Gas 3 Kg. Skripsi Universitas Islam Negeri Syarif Hidayatullah Jakarta.
Kemenperin. 2017. Perangkat Pertanian Impor Kuasai Pasar. Jawa Pos. Jakarta.
Kirono, Sasi., Azhari. 2011. Pengaruh Tempering Pada Baja St 37 Yang Mengalami Karburasi Dengan Bahan Padat Terhadap Sifat Mekanis Dan Struktur Mikro. Jurnal Teknik Mesin Fakultas Teknik Universitas Muhammadiyah Jakarta. Vol 05 No 01: hal. 2-3.
Kuswanto Bambang. 2010. Perlakuan Pack Carburizing Pada Baja Karbon Rendah Sebagai Material Alternatif Untuk Pisau Potong Pada Penerapan Tepat Guna, Prosiding Seminar Nasional Sains dan Teknologi 2010. Fakultas Teknik Universitas Wahid Hasyim Semarang. Vol 04 No 02: hal. 21. Lawrence H. Van Vlack.1992. Ilmu Dan Teknologi
Bahan Edisi Kelima. Erlangga. Jakarta.
Mujiono, dan Leman Arianto S. 2008. Meningkatkan Efektivitas Karburisasi Padat Pada Baja Karbon Rendah Dengan Optimalisasi Ukuran serbuk Arang Tempurung Kelapa. Jurnal Teknik Mesin Fakultas Teknik Universitas Negeri Yogyakarta. Vol 10 No 01: hal 9.
Muhson Ali. 2006. Teknik Analisa Kuantitatif. Staf Pengajar Program Pendidikan Ekonomi Koperasi FIS UNY.
Nurhayanto, Anwar.2009. Pengaruh Media Carburizing Arang Sekam Padi Dan Arang Tempurung Kelapa Terhadap Kekerasan Baja Karbon Rendah. SkripsiTeknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta.
Nurhihal Mohammad.2017. Pengaruh Temperatur, Holding Time Proses Pack Carburizing Baja Karbon Terhadap Sifat Fisik Dan Mekanik. Jurnal Teknik Mesin Politeknik Negeri Cilacap. Vol 10 No 02: hal 66-68.
Pramono Agus. 2011. Karakteristik Mekanik Proses Hardening Baja Aisi 1045 Media Quenching Untuk Aplikasi Sprochet Rantai. Jurnal Teknik Metalugi Fakultas Teknik Universitas Sultan Ageng Tirtayasa. Vol 05 No 01: hal 33-34. Sudiro.2013. Studi Pengaruh Carburizing Baja Karbon
Rendah Dengan Media Arang Dan Variasi Holding (Penahanan Suhu) Terhadap Tingkat Kekerasan Dan Keausan. Jurnal D3 Mesin Otomotif Politeknik Indonusa Surakarta. Vol 01 No 01: hal 50-51.
Shaifudin Adi, Istiasih Hermin, dan Mufarrih Am. 2018. Optimalisasi Difusi Karbon Dengan Metode Pack Carburizing Pada Baja ST42. Jurnal Teknik Mesin Universitas Nusantara PGRI Kediri. Vol 01 No 01: hal 28-29.
Sugiyono. 2005.Statistika Untuk Penelitian.Alfabeta Bandung.
Suryanto Heru. 2005. Pengaruh Komposisi Media Karburasi Serbuk Arang Kayu-Barium Karbonat Terhadap Karakteristik Lapisan Karburasi Baja Karbon Rendah. Tesis Teknik Mesin Universitas Negeri Malang.
Sadat Muhammad H dan Iqbal Muh. 2008. Peningkatan Ketahanan Aus Baja Karbon Rendah Dengan Metode Carburizing. Jurnal Teknik Mesin Universitas Tadukalo Palu. Vol.6 No 03. hal. 172-175.
Wattimena, W.M.E dan Louhenapessy J. 2014. Pengaruh Holding Time dan Quenching Terhadap Kekerasan Baja Karbon ST 37 Pada Proses Pack Carburizing Menggunakan Arang Batok Biji Pala (Myristica Fagrans). Jurnal Teknik Mesin Fakultas Teknik Unpati. Vol 11: hal. 1165-1167. Zuchry, Muhammad. 2011. Pengaruh Karburasi Dengan
Variasi Media Pendingin Terhadap Micro Struktur Baja Karbon. Jurnal Teknik Mesin Fakultas Teknik Universitas Tadulako, Palu.Vol 1: hal. 2-3.