STANDAR OPERASIONAL PROSEDUR Pengelasan SMAW (Shield Metal Arc Welding)
1. Nama Pekerjaan :
Pengelasan SMAW (Shield Metal Arc Welding) 2. Tujuan Pekerjaan :
Untuk menggabungkan dua material logam dengan cara dicairkan menggunakan panas yang berasal dari kawat elektroda yang telah dialiri listrik.
3. Prosedur Pekerjaan : 1.1 Langkah Pekerjaan:
1. Menyiapkan material yang akan digabungkan, alat-alat kerja, serta alat keselamatan dalam pekerjaan las.
2. Memasang elektroda pada kutub positif atau negative pada mesin las SMAW.
3. Men-setting mesin las SMAW (arus 75, 85, dan 95 A dan tegangan 220V) 4. Melakukan pengelasan sesuai garis pada pelat, atau alur dalam pekerjaan. 5. Membuang sisa terak pada hasil pengelasan dengan menggunakan palu
terak.
6. Cek hasil pengelasan apakah sudah sesuai, apabila sesuai lanjutkan ke penghalusan hasil pengelasan, dan apabila belum sesuai ulangi kembali setting pada mesin las dan pengerjaan ulang pengelasan.
7. Melakukan penghalusan pada hasil pengelasan menggunakan gerinda, dengan catatan tidak sampai merusak hasil pengelasan.
8. Membersihkan kembali area kerja dari terak dan kotoran lain akibat pekerjaan pengelasan.
9. Merapikan dan menyimpan kembali alat-alat yang digunakan dalam melakukan pengelasan.
1.2 Diagram Alir Pekerjaan
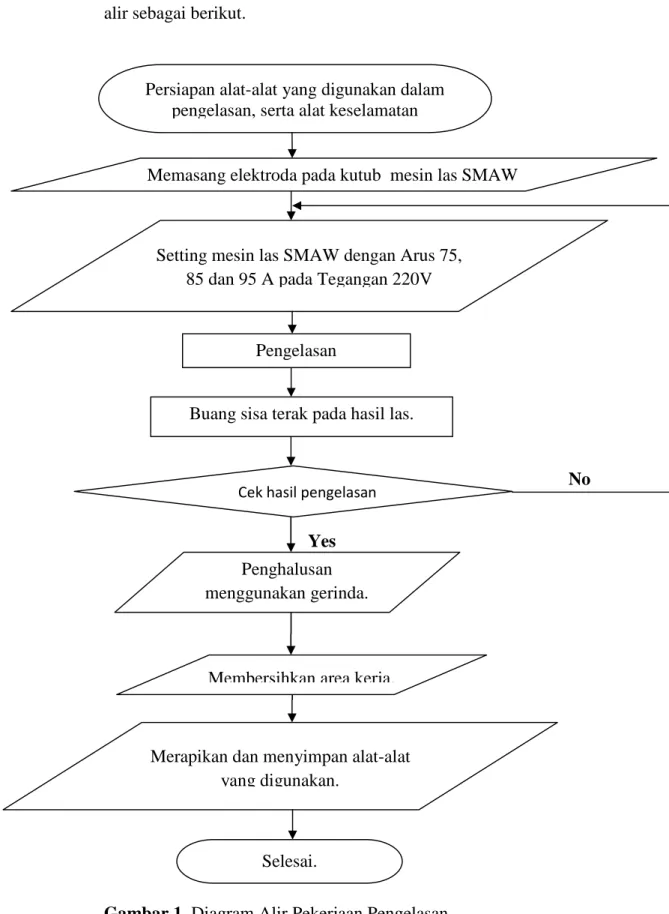
Adapun langkah-langkah percobaan ini dapat digambarkan melalui diagram alir sebagai berikut.
No
Yes
Gambar 1. Diagram Alir Pekerjaan Pengelasan Persiapan alat-alat yang digunakan dalam
pengelasan, serta alat keselamatan
Memasang elektroda pada kutub mesin las SMAW
Setting mesin las SMAW dengan Arus 75, 85 dan 95 A pada Tegangan 220V
Pengelasan
Buang sisa terak pada hasil las.
Cek hasil pengelasan
Penghalusan menggunakan gerinda.
Merapikan dan menyimpan alat-alat yang digunakan.
Selesai.
1.3 Alat dan Bahan
3.2.1 Alat yang digunakan
Adapun alat-alat yang digunakan dalam pekerjaan pengelasan SMAW di antaranya:
1. Mesin Las listrik SMAW. 2. Kabel elektroda.
3. Kabel massa. 4. Penjepit eletroda. 5. Penjepit massa.
6. Penyangga material las. 7. Helm/Kaca mata las. 8. Sarung tangan las. 9. Apron (pelindung dada).
10. Gerinda, Ampelas, dan sikat baja/kikir 11. Palu Terak
12. Palu konde. 13. Sepatu safety.
3.2.2 Bahan yang digunakan
Bahan yang digunakan dalam pekerjaan pengelasan SMAW yaitu di antaranya:
1. Material logam yang akan di las. 2. Elektroda Las.
4. Bahaya yang ditimbulkan dari pekerjaan pengleasan dan cara penanggulangannya. 1. Kejutan listrik
Kecelakaan akibat kejutan listrik dapat terjadi setiap saat, baik itu saat pemasangan peralatan, penyetelan atau pada saat pengelasan. Resiko yang akan terjadi dapat berupa
luka bakar terjatuh pingsan
Terdapat beberapa cara untuk penanggulangan terhadap bahaya kejutan listrik yaitu :
1. Pastikan peralatan dalam kondisi baik secara fisik.
2. Pastikan welder telah menggunakan alat keselamatan dengan baik dan benar.
3. Mematikan stop kontak segera ketika terjadi kejutan listrik.
4. Berikan pertolongan pertama sesuai dengan kecelakaan yang dialami penderita.
Apabila tidak sempat mematikan stop kontak dengan segera, maka hindarkanlah penderita dari aliran listrik dengan memakai alat-alat kering yang bersifat isolator.
2. Sinar las
Dalam proses pengelasan timbul sinar yang membahayakan operator las/ welder dan pekerja lain di daerah pengelasan. Sinar yang membahayakan tersebut adalah : a. Cahaya Tampak
Benda kerja dan bahan tambah yang mencair pada las busur manual mengeluarkan cahaya tampak. Semua cahaya tampak yang masuk ke mata akan diteruskan oleh lensa dan kornea mata ke retina mata. Bila cahaya ini terlalu kuat maka mata akan segera menjadi lelah dan kalau terlalu lama mungkin menjadi sakit. Rasa lelah dan sakit pada mata sifatnya hanya sementara.
b. Sinar Infra Merah
Sinar infra merah berasal dari busur listrik. Adanya sinar infra merah tidak segera terasa oleh mata, karena itu sinar ini lebih berbahaya, sebab tidak diketahui, tidak terlihat. Akibat dari sinar infra merah terhadap mata sama dengan pengaruh panas, yaitu akan terjadi pembengkakan pada kelopak mata, terjadinya penyakit kornea dan kerabunan. Jadi jelas akibat sinar infra merah jauh lebih berbahaya dari pada cahaya tampak. Sinar infra merah selain berbahaya pada mata juga dapat menyebabkan terbakar pada kulit berulang-ulang (mula-mula merah kemudian memar dan selanjutnya terkelupas yang sangat ringan).
c. Sinar Ultra Violet
Sinar ultra violet sebenarnya adalah pancaran yang mudah terserap, tetapi sinar ini mempunyai pengaruh yang besar terhadap reaksi kimia yang terjadi di dalam
tubuh. Bila sinar ultra violet yang terserap oleh lensa melebihi jumlah tertentu, maka pada mata terasa seakan-akan ada benda asing di dalamnya dalam waktu antara 6 sampai 12 jam, kemudian mata akan menjadi sakit selama 6 sampai 24 jam. Pada umumnya rasa sakit ini akan hilang setelah 48 jam.
Pencegahan Kecelakaan karena Sinar Las :
1. Memakai pelindung mata dan muka ketika mengelas, yaitu kedok atau helm las. 2. Memakai peralatan keselamatan dan kesehatan kerja (pakaian pelindung
pakaian kerja , apron / jaket las, sarung tangan , sepatu safety)
3. Buatlah batas atau pelindung daerah pengelasan agar orang lain tidak terganggu (menggunakan kamar las yang tertutup, menggunakan tabir penghalang)
3. Debu dan Asap Las
a. Sifat fisik dan akibat debu dan asap terhadap paru-paru
Debu dan asap las besarnya berkisar antara 0,2 um sampal dengan 3 um jenis debu ialah eternit dan hidrogen rendah. Butir debu atau asap dengan ukuran 0,5um dapat terhisap, tetapi sebagian akan tersaring oleh bulu hidung dan bulu pipa pernapasan, sedang yang lebih halus akan terbawa ke dalam dan ke luar kembali. Debu atau asap yang tertinggal dan melekat pada kantong udara di paru-paru akan menimbulkan penyakit, seperti sesak napas dan lain sebagainya. Karena itu debu dan asap las perlu dapat perhatian khusus.
b. Harga bata kandungan debu dan asap las
Harga bata ( ukuran ) kandungan debu dan asap pada udara tempat pengelasan disebut Thaeshol Limited Value ( TLV ) oleh International Institute of Welding (IIW) ditentukan besarnya 10 mg/m2 untuk jenis elektroda karbon rendah dan 20mg/m2 untuk jenis lain.
Pencegahan kecelakaan karena debu dan asap las :
1. Peredaran udara atau ventilasi harus benar-benar diatur dan diupayakan, dimana setiap kamar las dilengkapi dengan pipa pengisap debu dan asap yang penempatannya jangan melebihi tinggi rata-rata / posisi wajah ( hidung ) operator las/ welder yang bersangkutan.
2.Menggunakan kedok/ helm las secara benar, yakni pada saat pengelasan berlangsung harus menutupi sampai di bawah wajah (dagu ), sehingga mengurangi asap/ debu ringan melewati wajah.
3. Menggunakan baju las (Apron) terbuat dart kulit atau asbes.
4. Menggunakan alat pernafasan pelindung debu, jika ruangannya tidak ada sirkulasi udara yang memadai ( sama sekali tidak ada ).
4. Luka Bakar
Luka bakar dapat terjadi karena : - Logam panas
- Busur cahaya - Loncatan bunga api
Luka bakar dapat diakibatkan oleh logam panas karena adanya pencairan benda kerja antara 12000C –15000C, sinar ultra violet dan infra merah, hal ini dapat mengakibatkan luka bakar pada kulit. Luka bakar pada kulit dapat menyebabkan kulit melepuh/ terkelupas, dan yang sangat fatal dapat menyebabkan kanker kulit. Luka bakar pada mata mengakibatkan iritasi (kepedihan, silau) yang sangat fatal menyebabkan katarak pada mata. Luka bakar yang diakibatkan oleh loncatan bunga api adalah loncatan butiran logam cair yang ditimbulkan oleh cairan logam. walaupun bunga api itu kecil, tapi dapat melubangi kulit melalui pakaian kerja, lobang kancingyang lepas atau pakaian kerja yang longgar.
Pencegahan Luka Bakar :
Untuk mencegah luka bakar, operator las harus memakai baju kerja yang lengkap yang meliputi :
· Baju kerja (overall) dari bahan katun · Apron / jaket kulit
· Sarung tangan kulit (khusus pengelasan)
· Topi kulit ( terutama untuk pengelasan posisi di atas kepala ) · Sepatu kerja
· Helm / kedok las