commit to user
i
ANALISIS PENGENDALIAN KUALITAS PRODUK CAT ENVITEX PADA PT. INDACO COATINGS INDUSTRY KARANGANYAR
TUGAS AKHIR
Diajukan untuk Memenuhi Syarat-syarat Mencapai Sebutan Ahli Madya Manajemen Bisnis
Oleh:
ISWANTO WAHYU UTOMO NIM F3509039
PROGRAM STUDI DIPLOMA III MANAJEMEN BISNIS FAKULTAS EKONOMI UNIVERSITAS SEBELAS MARET
commit to user
ii ABSTRAK
ANALISIS PENGENDALIAN KUALITAS PRODUK CAT ENVITEX PADA PT. INDACO COATINGS INDUSTRY KARANGANYAR
ISWANTO WAHYU UTOMO F 3509039
Pengendalian kualitas merupakan kegiatan yang sangat perlu dilakukan oleh setiap perusahaan dalam proses produksi. Dalam upaya melakukan pengendalian kualitas hasil produksi, perusahaan perlu melakukan sistem pengendalian kualitas mulai dari bahan baku, proses produksi sampai barang jadi.
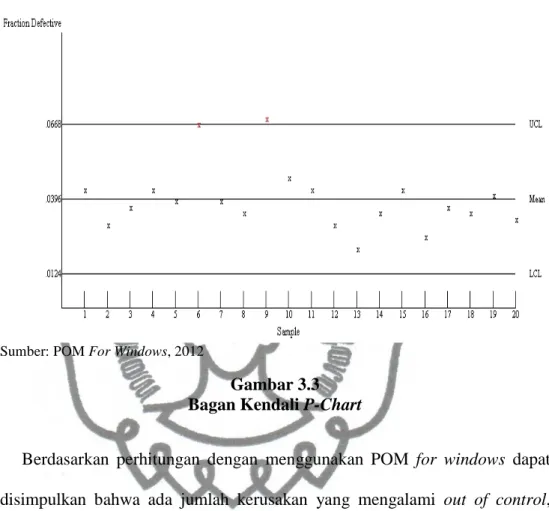
Dalam hal ini penulis melakukan penelitian kualitas cat envitex bulan Februari tahun 2012 pada PT. Indaco Coatings Industry. Penelitian ini bertujuan (1) Untuk mengetahui tingkat batas pengendali atas (UCL) dan batas pengendali bawah (LCL) pada diagram peta pengendali p-chart (2) Untuk mengetahui rata-rata kerusakan produk (3) Untuk mengetahui ada tidaknya kerusakan produk yang out of control (4) Untuk mengetahui penyebab kerusakan produk.
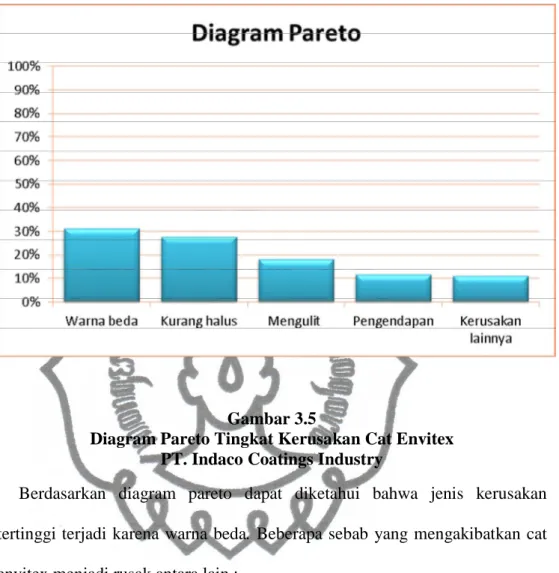
Berdasarkan hasil penelitian yang telah dilakukan dari data jumlah produksi cat envitex bulan Februari tahun 2012 sebanyak 107230 kg dan data kerusakan 367 kg dengan menggunakan bagan pengendali p-cart, dapat diketahui rata-rata kerusakan sebesar 0,0396, batas pengendalian atas (UCL) sebesar 0,06678, batas pengendalian bawah (LCL) sebesar 0,01241, terdapat kerusakan produk yang out of control yaitu pada tanggal 8 dan 13 Februari 2012. Untuk kerusakan tertinggi pada tanggal 13 Februari 2012 sebesar 32 kg, dan hasil revisi rata-rata kerusakan sebesar 0,03647, batas pengendalian atas (UCL) sebesar 0,06260, batas pengendalian bawah (LCL) sebesar 0,01033. Sedangkan analisis dengan diagram pareto diketahui jenis kerusakan yang sering terjadi yaitu warna beda sebesar 114 kg atau 31,06 %. Berdasarkan analisis dengan menggunakan Fish Bone Chart penyebab dari kerusakan paling dominan terjadi karena kurang ahli dalam colour matching.
Adapun saran yang dapat diberikan untuk perusahaan berdasarkan kesimpulan yang didapat, antara lain perlu memperketat dalam penyeleksian karyawan, melampirkan instruksi kerja, memperhatikan pemeliharaan mesin produksi, pengendalian kualitas bahan baku, sehingga banyak produk yang rusak dapat diminimalkan.
commit to user
commit to user
commit to user
v
MOTTO DAN PERSEMBAHAN
MOTTO
”Berterimakasihlah kepada orang yang telah melukai hatimu, karena dia
telah melatih ketegaranmu. Orang yang telah menipumu, karena dia
telah meningkatkan kecerdasanmu. Orang yang telah membuatmu jatuh,
karena dia telah membangkitkan semangat juangmu. Orang yang telah
mencampakkanmu karena dia telah mendidikmu untuk mandiri dan
orang yang telah membuatmu tersandung karena dia telah
menguatkanmu.”
(anonim)
Karya kecil ini kupersembahkan kepada :
ü Kedua orang tuaku tersayang,
ü Kakakku Fajar dan istrinya Evita,
ü Keponaanku Claryncea,
ü Teman-teman Manajemen Bisnis 09, ü Semua kawan dan sahabat, yang ku
kenal dan mengenalku, ü Almamater,
ü Dan untuk seluruh cinta, cita-cita, harapan, dan masa depanku,
commit to user
vi
KATA PENGANTAR
Dengan mengucap puji syukur kehadirat Tuhan Yang Maha Esa yang telah melimpahkan rahmat serta hidayah-Nya sehingga Laporan Tugas Akhir dengan Judul
Analisis Pengendalian Kualitas Produk Cat Envitex Pada PT. Indaco Coatings
Industry Karanganyar ini dapat diselesaikan dengan baik.
Tugas akhir ini disusun untuk memenuhi Syarat-syarat Mencapai Gelar Ahli Madya pada Program Diploma 3 Program Studi Manajemen Bisnis Fakultas Ekonomi Universitas Sebelas Maret.
Dalam kesempatan ini penulis sampaikan ucapan terima kasih kepada pihak-pihak yang membantu penyusunan laporan tugas akhir ini:
1. Dr. Wisnu Untoro, MS selaku Dekan Fakultas Ekonomi Universitas Sebelas Maret.
2. Sinto Sunaryo, SE, M.Si selaku ketua Program Studi D3 Manajemen Bisnis Fakultas Ekonomi Universitas Sebelas Maret.
3. Amina Sukma Dewi, SE, M.Sc selaku Pembimbing Tugas Akhir yang telah memberikan pengarahan selama penyusunan tugas akhir.
4. Bapak–Ibu dosen serta seluruh staf karyawan Fakultas Ekonomi Universitas Sebelas Maret Surakarta.
5. Iwan Adranacus selaku pimpinan PT. Indaco Coatings Industry yang telah berkenan memberikan kesempatan kepada penulis untuk melakukan magang kerja dan penelitian.
commit to user
vii
6. Oky Indra Purnama selaku Staf PPIC PT. Indaco Coatings Industry, terima kasih atas segala bimbingannya selama melaksanakan magang dan penelitian.
7. Seluruh staf dan karyawan PT. Indaco Coatings Industry terima kasih segala bimbingannya selama magang dan penyusunan Tugas Akhir.
8. Ayah dan Ibu. Terima kasih atas segalanya, kalianlah yang menjadikanku hingga saat ini.
9. Teman-teman dan semua pihak yang telah membantu namun tidak dapat disebut satu persatu.
Penulis menyadari sepenuhnya atas kekurangan dalam penulisan tugas akhir ini. Untuk itu penulis mengharapkan kritik dan saran yang membangun. Namun demikian, karya sederhana ini diharapkan dapat bermanfaat bagi pihak-pihak yang membutuhkan.
Surakarta, 18 Juni 2012
commit to user viii DAFTAR ISI Halaman HALAMAN JUDUL... i ABSTRAK ... ii
HALAMAN PERSETUJUAN ... iii
HALAMAN PENGESAHAN... iv
MOTTO DAN PERSEMBAHAN ... v
KATA PENGANTAR ... vi
DAFTAR ISI ... viii
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xi
DAFTAR LAMPIRAN ... xii
BAB I. PENDAHULUAN A. Latar Belakang Masalah ... 1
B. Rumusan Masalah ... 3
C. Tujuan Penelitian ... 4
D. Manfaat Penelitian ... 4
E. Metode Penelitian ... 5
F. Kerangka Pemikiran ... 14
BAB II. TINJAUAN PUSTAKA A. Pengertian Kualitas ... 17
commit to user
ix
B. Pengertian Pengendalian Kualitas ... 18
C. Tujuan Pengendalian Kualitas ... 20
D. Langkah untuk Mengatasi Kualitas ... 21
E. Dimensi Kualitas ... 21
F. Aktivitas Pengendalian Kualitas ... 22
G. Tahapan Pengendalian Kualitas ... 23
H. Teknik Pengendalian Kualitas ... 25
BAB III. PEMBAHASAN A. Gambaran Objek Penelitian ... 31
B. Laporan Magang Kerja ... 55
C. Pembahasan Masalah ... 58
BAB IV. PENUTUP A. Kesimpulan ... 74
B. Saran... 76 DAFTAR PUSTAKA
commit to user
x
DAFTAR TABEL
TABEL Halaman
3.1. Jumlah Tenaga Kerja PT. Indaco Coatings Industry ... 41
3.2. Depo PT. Indaco Coatings Industry ... 46
3.3. Data Kerusakan Cat Envitex ... 59
3.4. Data Kerusakan Produk Cat Envitex ... 64
3.5. Data Kerusakan Produk Cat Envitex Setelah Revisi ... 66
commit to user xi DAFTAR GAMBAR GAMBAR Halaman 1.1. Diagram Pareto ... 12 1.2. Diagram Sebab-Akibat ... 13
1.3. Diagram Kerangka Pemikiran ... 14
3.1. Struktur Organisasi ... 35
3.2. Flow Chart Proses Produksi Cat Envitex ... 48
3.3. Bagan Kendali P-Chart ... 65
3.4. Bagan Kendali P-Chart Setelah Revisi ... 67
3.6. Diagram Pareto Tingkat Kerusakan Cat Envitex ... 69
commit to user
xii
DAFTAR LAMPIRAN
Lampiran 1 : Surat keterangan selesai magang kerja Lampiran 2 : Surat pernyataan Tugas Akhir
Lampiran 3 : Mesin Produksi Cat Envitex Lampiran 4 : Hasil Produksi
commit to user
ABSTRAK
ANALISIS PENGENDALIAN KUALITAS PRODUK CAT ENVITEX PADA PT. INDACO COATINGS INDUSTRY KARANGANYAR
ISWANTO WAHYU UTOMO F 3509039
Pengendalian kualitas merupakan kegiatan yang sangat perlu dilakukan oleh setiap perusahaan dalam proses produksi. Dalam upaya melakukan pengendalian kualitas hasil produksi, perusahaan perlu melakukan sistem pengendalian kualitas mulai dari bahan baku, proses produksi sampai barang jadi.
Dalam hal ini penulis melakukan penelitian kualitas cat envitex bulan Februari tahun 2012 pada PT. Indaco Coatings Industry. Penelitian ini bertujuan (1) Untuk mengetahui tingkat batas pengendali atas (UCL) dan batas pengendali bawah (LCL) pada diagram peta pengendali p-chart (2) Untuk mengetahui rata-rata kerusakan produk (3) Untuk mengetahui ada tidaknya kerusakan produk yang out of control (4) Untuk mengetahui penyebab kerusakan produk.
Berdasarkan hasil penelitian yang telah dilakukan dari data jumlah produksi cat envitex bulan Februari tahun 2012 sebanyak 107230 kg dan data kerusakan 367 kg dengan menggunakan bagan pengendali p-cart, dapat diketahui rata-rata kerusakan sebesar 0,0396, batas pengendalian atas (UCL) sebesar 0,06678, batas pengendalian bawah (LCL) sebesar 0,01241, terdapat kerusakan produk yang out of control yaitu pada tanggal 8 dan 13 Februari 2012. Untuk kerusakan tertinggi pada tanggal 13 Februari 2012 sebesar 32 kg, dan hasil revisi rata-rata kerusakan sebesar 0,03647, batas pengendalian atas (UCL) sebesar 0,06260, batas pengendalian bawah (LCL) sebesar 0,01033. Sedangkan analisis dengan diagram pareto diketahui jenis kerusakan yang sering terjadi yaitu warna beda sebesar 114 kg atau 31,06 %. Berdasarkan analisis dengan menggunakan Fish Bone Chart penyebab dari kerusakan paling dominan terjadi karena kurang ahli dalam colour matching.
Adapun saran yang dapat diberikan untuk perusahaan berdasarkan kesimpulan yang didapat, antara lain perlu memperketat dalam penyeleksian karyawan, melampirkan instruksi kerja, memperhatikan pemeliharaan mesin produksi, pengendalian kualitas bahan baku, sehingga banyak produk yang rusak dapat diminimalkan.
commit to user
1 BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Sejalan dengan perkembangan di bidang industri yang semakin pesat mengakibatkan banyak berdiri perusahaan-perusahaan baru. Dengan banyaknya perusahaan tersebut, maka persaingan pun akan semakin ketat, setiap perusahaan dituntut untuk bisa menghasilkan suatu produk yang berkualitas tinggi dalam tujuanya untuk memenuhi kebutuhan dan harapan konsumen. Secara umum dapat dikatakan bahwa kualitas produk itu akan dapat diwujudkan bila orientasi seluruh kegiatan perusahaan tersebut berorientasi pada kepuasan pelanggan.
Kualitas dalam suatu produk mengandung berbagai tujuan, diantaranya tujuan bagi produsen dan bagi konsumen. Bagi produsen, kualitas itu baik apabila tujuan perusahaan dapat terpenuhi, produk digemari konsumen dan laku keras di pasaran sehingga dapat mendatangkan keuntungan yang optimal bagi perusahaan. Bagi konsumen, kualitas itu baik apabila kebutuhan dan keinginannya terhadap suatu produk dapat terpenuhi dan memuaskan.
Perusahaan harus memiliki kemampuan untuk menghasilkan produk yang dapat memenuhi kebutuhan konsumen. Fungsi pengendalian kualitas ialah menjaga konsistensi kualitas sebuah produk yang dilakukan secara kontinyu. Produk yang dipasarkan atau dijual hendaknya produk yang sesuai dengan
commit to user
2
kebutuhan dan keinginan konsumen sehingga dengan demikian konsumen merasa puas. Hanya dengan kepuasan konsumen itulah perusahaan akan mendapatkan keuntungan. Sebaliknya apabila konsumen tidak merasa puas dengan produk yang dibelinya maka mereka akan meninggalkan perusahaan dan perusahaan akan kehilangan pelanggan serta akhirnya akan mengalami kerugian. Jadi pengendalian kualitas menjadi dasar utama strategi produksi.
Pengendalian kualitas merupakan salah satu kegiatan yang banyak dilakukan oleh perusahaan dan merupakan kegiatan penting dalam membangun dan mengelola operasi karena dapat membantu perusahaan dalam memperbaiki kualitas produk, mempertahankan kualitas produk yang baik dan mengurangi produk cacat.
Pelaksanaan pengendalian kualitas sangat berkaitan erat dengan standar kualitas yang sudah ditentukan oleh perusahaan. Penerapan pengendalian kualitas mengharuskan kerjasama semua pihak di perusahaan dengan melibatkan manajemen puncak, manajer penyelia dan karyawan perusahaan. Pengendalian kualitas berusaha menekan produk yang rusak, menjaga produk akhir yang dihasilkan agar sesuai dengan standar kualitas perusahaan dan menghindari produk cacat ke tangan konsumen.
PT. Indaco Coatings Industry merupakan perusahaan yang bergerak dalam bidang manufaktur yang beralamat di Jl. Raya Solo-Sragen km 13,2 Desa Pulosari, Kecamatan Kebakkramat, Karanganyar. Perusahaan ini memproduksi cat envitex, envilux, dan belazo. Tingkat produksi envitex paling diutamakan sebab permintaan pasar yang tinggi, oleh karena itu untuk menjaga loyalitas para
commit to user
3
pelanggan terhadap produk yang dihasilkan, maka perusahaan harus dapat meningkatkan kualitas cat sesuai dengan standar kualitas perusahaan. Kebijakan yang diambil PT. Indaco Coatings Industry dalam memproduksi barang selalu memperhatikan kualitas barang yang dihasilkan, karena semua itu merupakan salah satu faktor terpenting dalam menjaga kelangsungan hidup perusahaan PT. Indaco Coatings Industry.
Berdasarkan uraian di atas, maka dalam penulisan Tugas Akhir ini penulis mengambil judul “ANALISIS PENGENDALIAN KUALITAS PRODUK
CAT ENVITEX PADA PT. INDACO COATINGS INDUSTRY
KARANGANYAR”
B. Rumusan Masalah
Berdasarkan uraian latar belakang diatas, maka dirumuskan permasalahannya yaitu :
1. Berapakah batas pengendalian atas atau Upper Control Limit (UCL) dan batas pengendalian bawah atau Lower Control Limit (LCL) pada diagram peta pengendali P-Chart ?
2. Berapakah rata-rata kerusakan produk ?
3. Apakah ada kerusakan produk yang out of control ? 4. Apa saja yang menjadi penyebab kerusakan produk ?
commit to user
4
C. Tujuan Penelitian
Tujuan penelitian dalam kaitannya dengan tugas akhir ini adalah :
1. Untuk mengetahui tingkat batas pengendali atas atau Upper Control Limit (UCL) dan batas pengendali bawah Lower Control Limit (LCL) pada diagram peta pengendali P-Chart.
2. Untuk mengetahui rata-rata kerusakan produk.
3. Untuk mengetahui ada tidaknya kerusakan produk yang out of control. 4. Untuk mengetahui penyebab kerusakan produk.
D. Manfaat Penelitian
Manfaat penulisan tugas akhir ini adalah : 1. Manfaat Akademis
a. Bagi penulis
1) Memperoleh gambaran langsung tentang pengawasan terhadap kualitas produk akhir.
2) Menambah wawasan dan menerapkan ilmu pengetahuan yang diperoleh di bangku kuliah bidang manajemen produksi dan operasi tentang pengendalian kualitas.
b. Bagi Pihak Lain
Sebagai tambahan informasi pada umumnya dan referensi bagi mahasiswa yang akan menyusun tugas akhir pada khususnya.
commit to user
5
2. Manfaat Praktis Bagi Perusahaan
Sebagai masukan dan sumbangan pikiran untuk menganalisis tentang kualitas produk akhir yang dihasilkan dan dalam melaksanakan pengawasan proses produksi agar dicapai produk yang berkualitas sesuai standar dengan biaya yang efisien.
E. Metode Penelitian
1. Desain Penelitian
Dalam penelitian ini penulis menggunakan metode studi kasus deskriptip dengan analisis P-Chart, yaitu dengan pengendalian model rata-rata berdasarkan sampel.
2. Objek Penelitian
Penelitian dilaksanakan pada PT. Indaco Coatings Industry yang berlokasi di Jl. Raya Solo-Sragen km 13,2 Desa Pulosari, Kecamatan Kebakkramat, Karanganyar.
3. Jenis Data a. Data Primer
Data Primer adalah data yang diperoleh langsung dari objek penelitian yaitu pada PT. Indaco Coatings Industry diantaranya aktifitas-aktifitas yang dilakukan selama proses produksi. Dalam hal ini penulis mendapatkan data dari wawancara dengan pihak perusahaan PT. Indaco Coatings Industry pada masing-masing bagian.
commit to user
6
b. Data Sekunder
Data Sekunder adalah data yang diperoleh dari studi pustaka yaitu dari buku-buku, literatur dan dokumen yang berhubungan dengan teori-teori yang berkaitan dengan Pengendalian Kualitas atau Quality Control (QC) selama bulan Februari 2012, sejarah perusahaan, struktur organisasi, dan lain-lain.
4. Teknik Pengumpulan Data a. Teknik Observasi
Teknik Observasi yaitu pengamatan atau peninjauan secara langsung di tempat penelitian yaitu di PT. Indaco Coatings Industry dengan mengamati sistem atau cara kerja pegawai yang ada, mengamati proses produksi dari awal sampai akhir, dan kegiatan pengendalian kualitas. b. Wawancara atau interview
Wawancara atau interview merupakan suatu cara untuk mendapatkan data atau informasi dengan tanya jawab secara langsung pada orang yang mengetahui tentang objek yang diteliti. Dalam hal ini adalah dengan pihak manajemen/karyawan PT. Indaco Coatings Industry yaitu data mengenai jenis-jenis kerusakan dan penyebabnya, proses produksi serta bahan baku yang digunakan.
c. Studi Pustaka
Studi Pustaka dilakukan dengan mengumpulkan data melalui dokumen-dokumen yang berhubungan dengan objek penelitian. Diantaranya data tentang gambaran umum perusahaan, dokumen
commit to user
7
kepegawaian data hasil produksi, data jumlah dan kerusakan produk pada bulan Februari 2012, serta peralatan yang digunakan selama proses produksi.
5. Teknik Pembahasan a. Analisis P-Chart
Analisis data pada penelitian ini menggunakan P-Chart. Analisis P-Chart adalah pengendalian model rata-rata berdasarkan sample. Langkah-langkah yang digunakan adalah sebagai berikut :
1) Menghitung besarnya sampel dengan rumus : n =
Keterangan :
n = Besarnya ukuran sampel. N = Keseluruhan jumlah produksi.
2) Menentukan proporsi kerusakan dengan rumus : =
Keterangan :
= Rata – rata kerusakan. ℈xi = Jumlah total produk rusak. ℈n = Jumlah total sample.
3) Menentukan standar deviasi dengan rumus : =
commit to user
8
Keterangan :
= Standar deviasi = Rata – rata kerusakan. n = Besarnya ukuran sampel. 4) Menentukan batas kendali dengan rumus :
a) Batas Kendali Atas (UCL) UCL = + 3
Keterangan :
UCL = Batas pengendalian atas = Rata – rata kerusakan. n = Besarnya ukuran sampel. b) Batas Kendali Bawah (LCL)
LCL = – 3 Keterangan :
LCL = Batas pengendalian bawah. = Rata – rata kerusakan. n = Besarnya ukuran sampel.
Batas kendali atas (UCL) dan batas kendali bawah (LCL) merupakan batasan pengawasan dari penyimpangan yang terjadi. Bila ada kerusakan dan turun lebih rendah dari batas bawah merupakan prestasi yang lebih baik untuk perusahaan sehingga sedapat mungkin memperoleh kerusakan
commit to user
9
sekecil mungkin apabila kerusakan produk berada diluar batas kendali atas berarti terjadi kualitas penyimpangan produk yang dihasilkan.
Bila demikian harus segera dilakukan tindakan perbaikan atau koreksi terhadap pelaksanaan pengendalian kualitas tersebut. Sebelum penyimpangan yang lebih besar maka perlu diadakan tindakan yang intensif, misalnya: mengoreksi penyebab kesalahan, latihan bagi karyawan baru, memperbaiki atau mengganti mesin-mesin/alat penyebab kesalahan penggunaan dan pelaksanaan terhadap bahan baku dan bahan-bahan penolong yang lebih baik. Apabila dengan metode p-chart yang telah dilakukan terjadi tingkat kerusakan yang out of control keluar dari batas kendali dapat dilakukan revisi.
1) Menentukan rata-rata kerusakan yang baru dengan rumus :
Keterangan :
= Rata – rata kerusakan. ℈xi = Jumlah total produk rusak. ℈n = Jumlah total sample.
= Jumlah kerusakan yang out of control. = Jumlah sampel yang out of control.
commit to user
10
Keterangan :
= Standar deviasi yang baru.
= Rata – rata kerusakan.
n = Besarnya ukuran sampel.
3) Menentukan batas kendali baru dengan rumus : a) Batas Kendali Atas (UCL)
Keterangan :
= Batas pengendalian atas yang baru. = Rata – rata kerusakan.
n = Besarnya ukuran sampel. b) Batas Kendali Bawah (LCL)
Keterangan :
= Batas pengendalian bawah yang baru.
= Rata – rata kerusakan. n = Besarnya ukuran sampel.
commit to user
11
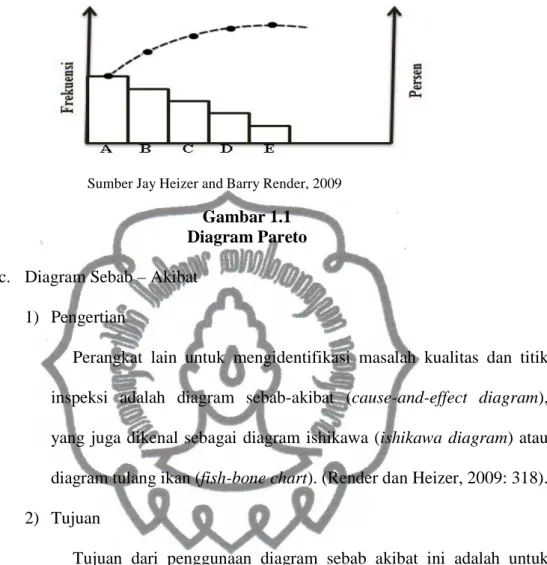
b. Diagram Pareto 1) Pengertian
Diagram Pareto merupakan metode untuk mengelola kesalahan, masalah, atau cacat guna membantu memusatkan perhatian untuk upaya penyelesaian masalahnya. Diagram ini dibuat berdasarkan karya Vilfredo Pareto, seorang pakar ekonomi abad ke-19. (Render dan Heizer, 2009: 319)
2) Tujuan
Tujuan dari penggunaan Diagram Pareto ini adalah untuk mencari permasalahan kualitas yang pada umumnya sering terjadi, kemudian merengking permasalahan yang ada.
3) Tahapan
Pertama kita mencari permasalahan kualitas apa saja yang muncul, setelah itu menentukan kesalahan yang paling banyak terjadi hingga ke paling sedikit. Setelah menemukan porsi permasalahan yang terjadi, langkah selanjutnya yaitu membuat grafik dari porsi permasalahan yang ada.
4) Alat
Diagram Pareto bentuknya seperti diagram batang, namun tiap batangnya menunjukkan porsi permasalahan yang terjadi dari yang paling banyak ke paling sedikit. .
commit to user
12
Sumber Jay Heizer and Barry Render, 2009
Gambar 1.1 Diagram Pareto
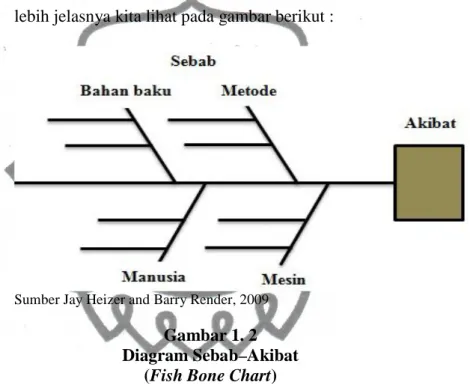
c. Diagram Sebab – Akibat 1) Pengertian
Perangkat lain untuk mengidentifikasi masalah kualitas dan titik inspeksi adalah diagram sebab-akibat (cause-and-effect diagram), yang juga dikenal sebagai diagram ishikawa (ishikawa diagram) atau diagram tulang ikan (fish-bone chart). (Render dan Heizer, 2009: 318). 2) Tujuan
Tujuan dari penggunaan diagram sebab akibat ini adalah untuk mengidentifikasi kesalahan sehari-hari dari pengendalian mutu. Diagram sebab akibat juga digunakan untuk penelusuran akar penyebab terjadinya masalah secara aktif.
3) Tahapan
Manajer operasi memulai dengan empat kategori: material/bahan baku, mesin/peralatan, manusia, dan metode. Inilah yang disebut 4 M yang merupakan penyebab keempat kategori ini memberikan suatu daftar periksa yang baik untuk melakukan analisis awal. Setiap
commit to user
13
penyebab dikaitkan pada setiap kategori yang disatukan dalam tulang yang terpisah sepanjang cabang tersebut, seringkali melalui proses brainstorming.(Render dan Heizer, 2009: 318).
4) Alat
Diagram sebab akibat bentuknya menyerupai tulang ikan. Untuk lebih jelasnya kita lihat pada gambar berikut :
Sumber Jay Heizer and Barry Render, 2009
Gambar 1. 2 Diagram Sebab–Akibat
(Fish Bone Chart)
commit to user
14
F. Kerangka Pemikiran
Rekomendasi untuk perbaikan
Gambar 1.3
Diagram Kerangka Pemikiran
Di dalam menghadapi persaingan bisnis yang semakin meningkat, perusahaan dituntut untuk dapat menghasilkan produk yang berkualitas. Oleh karena itu perusahaan harus mampu menghasilkan produk yang baik, sesuai dengan
Proses Produksi Proses Pengendalian Kualitas Standar Kualitas Produk Rusak Produk Baik Evaluasi Pengendalian kualitas : 1. Diagram P-Chart, 2. Diagram Pareto, 3. Diagram Sebab- Akibat. Hasil Evaluasi Kesimpulan
commit to user
15
keinginan pelanggan.. Untuk memperoleh dan mempertahankan kualitas produk akhir yang baik, maka perusahaan harus menentukan standar kualitas yang akan digunakan sebagai acuan dalam melakukan pengendalian kualitas agar hasil yang diperoleh sesuai yang diharapkan.
Proses produksi merupakan faktor terpenting yang mempengaruhi tercapainya produk yang berkualitas. Sehingga dalam mencapai standar kualitas tersebut, perusahaan harus memperhatikan secara teliti proses produksi yang berlangsung. Hal ini dilakukan agar standar kualitas yang telah ditentukan perusahaan dapat tercapai.
Menentukan kualitas produk yang telah diproduksi apakah telah memenuhi standar atau tidak, maka hasil produksi diseleksi dibagian quality control (QC). Dari proses ini dihasilkan dua kategori produk yaitu produk yang telah memenuhi standar kualitas perusahaan (produk baik) dan produk yang tidak memenuhi standar kualitas perusahaan (produk rusak). Apabila produk yang sudah memenuhi standar tidak perlu diadakan perbaikan, sedangkan untuk produk yang rusak diadakan perbaikan sesuai dengan jenis kerusakan produk tersebut.
Evaluasi untuk melakukan perbaikan dengan menggunakan bagan kendali P-Chart sehingga dapat diketahui tingkat kerusakan dan keberhasilan perusahaan dalam menghasilkan produk sesuai dengan standar yang telah ditentukan oleh perusahaan apakah masih dalam batas kendali atau tidak, diagram Pareto berfungsi untuk membantu menemukan permasalahan yang paling penting untuk
commit to user
16
segera diselesaikan (rangking tertinggi) sampai dengan masalah yang tidak harus segera diselesaikan (rangking terendah) dan diagram Sebab-Akibat digunakan untuk mengidentifikasi penyebab yang timbul atas kerusakan suatu produk
Hasil evaluasi akan dijadikan rekomendasi pihak perusahaan sebagai acuan untuk memperbaiki kualitas produk yang akan dihasilkan. Dari evaluasi tersebut dapat ditarik kesimpulan apakah produk–produk yang dihasilkan perusahaan selama ini berada dalam batas kendali atau tidak. Hasil kesimpulan tersebut dapat digunakan sebagai laporan dan tindakan perbaikan dalam proses produksi selanjutnya.
commit to user
17 BAB II
TINJAUAN PUSTAKA
A. Pengertian Kualitas
Pengertian atau definisi kualitas mempunyai cakupan yang sangat luas, relatif, berbeda-beda dan berubah-ubah. Definisi kualitas memiliki banyak kriteria, tergantung pada konteks masing-masing, jika dilihat dari sisi penilaian akhir konsumen, beberapa ahli, dan produsen sebagai pihak yang menciptakan kualitas. Adapun pengertian kualitas menurut para ahli :
1. Kualitas (quality) sebagaimana dijelaskan oleh American society for quality adalah keseluruhan fitur dan karakteristik produk atau jasa yang mampu memuaskan kebutuhan yang tampak atau samar. (Render dan Heizer 2009:301).
2. Kualitas adalah faktor kunci yang membawa keberhasilan bisnis, pertumbuhan dan peningkatan posisi bersaing. (Purnomo, 2004:241). 3. Kualitas meliputi usaha memenuhi atau melebihi harapan pelanggan yang
mencakup produk, jasa, manusia, proses, dan lingkungan, dimana kualitas juga merupakan kondisi yang selalu berubah (misalnya apa yang dianggap merupakan kualitas saat ini mungkin dianggap kurang berkualitas pada masa yang mendatang) (Tjiptono dan Diana, 2003:3).
commit to user
18
Berdasarkan pengertian-pengertian di atas, maka dapat ditarik kesimpulan bahwa kualitas adalah tingkat baik buruknya yang di miliki suatu produk atau jasa yang dapat memberikan kepuasan konsumen.
B. Pengertian Pengendalian Kualitas
Dengan semakin banyaknya perusahaan yang berkembang di Indonesia dewasa ini, maka bagi manajemen, kualitas produk menjadi lebih penting dari sebelumnya. Persaingan yang sangat ketat menjadikan pengusaha semakin menyadari pentingnya kualitas produk agar dapat bersaing dan mendapat pangsa pasar yang lebih besar. Perusahaan membutuhkan suatu cara yang dapat mewujudkan terciptanya kualitas yang baik pada produk yang dihasilkannya serta menjaga konsistensinya agar tetap sesuai dengan tuntutan pasar yaitu dengan menerapkan sistem pengendalian kualitas atas aktivitas proses yang dijalani. Dalam menjalankan aktivitas, pengendalian kualitas merupakan salah satu teknik yang perlu dilakukan mulai dari sebelum proses produksi berjalan, pada saat proses produksi, hingga proses produksi berakhir dengan menghasilkan produk akhir. Pengendalian kualitas dilakukan agar dapat menghasilkan produk berupa barang atau jasa yang sesuai dengan standar yang diinginkan dan direncanakan, serta memperbaiki kualitas produk yang belum sesuai dengan standar yang telah ditetapkan dan sedapat mungkin mempertahankan kualitas yang telah sesuai.
commit to user
19
Ada beberapa pengertian pengendalian kualitas dari para ahli, antara lain : 1. Pengendalian kualitas adalah aktivitas pengendalian proses untuk
mengukur ciri-ciri kualitas produk, membandingkan dengan spesifikasi atau persyaratan, dan mengambil tindakan penyehatan yang sesuai apabila ada perbedaan penampilan yang sebenarnya dan yang standar. (Purnomo, 2004:242)
2. Pengendalian kualitas merupakan suatu aktivitas (manajemen perusahaan) untuk menjaga dan mengarahkan agar kualitas produk dan jasa perusahaan dapat dipertahankan sebagai mana yang telah direncanakan. (Ahyari, 2004:43)
3. Pengendalian kualitas adalah kegiatan terpadu mulai dari pengendalian standar mutu bahan, standar proses produksi, barang setengah jadi, barang jadi, sampai standar pengiriman produk akhir ke konsumen, agar barang (jasa) yang dihasilkan sesuai dengan spesifikasi mutu yang direncanakan. (Prawirosentono, 2002:71)
Berdasarkan pengertian di atas, maka dapat ditarik kesimpulan bahwa pengendalian kualitas merupakan suatu teknik dan aktivitas/tindakan yang terencana yang dilakukan untuk mencapai, mempertahankan dan meingkatkan kualitas suatu produk dan jasa agar sesuai dengan standar yang telah ditetapkan dan dapat memenuhi kepuasan konsumen.
commit to user
20
C. Tujuan Pengendalian Kualitas
Secara umum tujuan dari pengendalian kualitas adalah mempertahankan mutu produk yang dihasilkan agar sesuai dengan standar mutu yang telah ditentukan oleh perusahaan atau produsen. Menurut Assauri (2004:210) tujuan dari pengendalian kualitas adalah sebagai berikut :
1. Agar barang hasil produksi dapat mencapai standar yang telah ditetapkan 2. Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin
3. Mengusahakan agar biaya desain dari produk dan proses dengan menggunakan mutu produksi tertentu dapat menjadi sekecil mungkin
4. Mengusahakan agar biaya produksi dapat menjadi serendah munkin
Jadi, tujuan utama pengendalian kualitas adalah untuk mendapatkan jaminan bahwa kualitas produk atau jasa yang dihasilkan sesuai dengan standar kualitas yang telah ditetapkan dengan mengeluarkan biaya yang ekonomis atau serendah mungkin.
Pengendalian kualitas tidak dapat dilepaskan dari pengendalian produksi, karena pengendalian kualitas merupakan bagian dari pengendalian produksi. Pengendalian produksi baik secara kualitas maupun kuantitas merupakan kegiatan yang sangat penting dalam suatu perusahaan. Hal ini disebabkan karena semua kegiatan produksi yang dilaksanakan akan dikendalikan, supaya barang dan jasa yang dihasilkan sesuai dengan rencana yang telah ditetapkan, dimana penyimpangan-penyimpangan yang terjadi diusahakan serendah-rendahnya.
commit to user
21
D. Langkah untuk Mengatasi Kualitas
Untuk melaksanakan pengendalian kualitas, terlebih dahulu perlu dipahami beberapa langkah dalam melaksanakan pengendalian kualitas. Menurut Tjiptono dan Diana (2003:336) langkah untuk memperbaiki kualitas adalah sebagai berikut:
1. Membentuk kesadaran terhadap kebutuhan akan perbaikan dan peluang untuk melakukan perbaikan.
2. Menetapkan tujuan perbaikan.
3. Mengorganisasikan untuk mencapai tujuan yang telah ditetapkan. 4. Menyediakan pelatihan.
5. Melaksanakan proyek-proyek yang ditujukan untuk pemecahan masalah. 6. Memberikan penghargaan.
7. Mengkomunikasikan hasil.
8. Menyimpan dan mempertahankan hasil yang dicapai.
9. Memelihara momentum dengan melakukan perbaikan dalam system regular perusahaan.
E. Dimensi Kualitas
Berdasarkan perspektif, David Garvin mengembangkan dimensi kualitas ke dalam delapan dimensi yang dapat digunakan sebagai dasar perencanaan strategis terutama bagi perusahaan atau manufaktur yang menghasilkan barang (David Garvin dalam Yamit, 2005:10).
commit to user
22
Adapun delapan dimensi tersebut adalah :
1. Performance (kinerja), yaitu karakteristik pokok dari produk inti. 2. Features, yaitu karakteristik pelengkap atau tambahan.
3. Reability (kehandalan), yaitu kemungkinan tingkat kegagalan pemakaian. 4. Conformance (kesesuaian), yaitu sejauh mana karakteristik desain dan
operasi memenuhi standar-standar yang telah ditetapkan sebelumnya. 5. Durability (daya tahan), yaitu berkaitan dengan berapa lama produk
tersebut digunakan.
6. Serviceability, yaitu meliputi, kecepatan, kompetensi, kenyamanan, kemudahan dalam pemeliharaan dan penanganan keluhan yang memuaskan.
7. Estetika, yaitu menyangkut corak, rasa dan daya tarik produk.
8. Perceived, yaitu menyangkut citra dan reputasi produk serta tanggung jawab perusahaan terhadapnya.
F. Aktivitas Pengendalian Kualitas
Pengendalian kualitas harus dilakukan melaului proses yang terus-menerus dan berkesinambungan. Untuk melaksanakan pengendalian kualitas, terlebih dahulu perlu dipahami beberapa aktivitas dalam melaksanakan pengendalian kualitas. Menurut Purnomo (2004:242), aktivitas pengendalian kualitas pada umumnya meliputi kegiatan-kegiatan seperti berikut ini :
commit to user
23
1. Pengamatan terhadap performansi produk atau proses.
2. Membandingkan performansi yang ditampilkan dengan standar yang berlaku.
3. Mengambil tindakan-tindakan bila terdapat penyimpangan-penyimpangan yang cukup signifikan. Dan jika perlu dibuat tindakan-tindakan untuk mengoreksinya.
G. Tahapan Pengendalian Kualitas
Untuk memperoleh hasil pengendalian kualitas yang efektif, maka pengendalian terhadap kualitas suatu produk dapat dilaksanakan dengan menggunakan teknik-teknik pengendalian kualitas, karena tidak semua hasil produksi sesuai dengan standar yang telah ditetapkan. Menurut Prawirosentono (2002:71), terdapat beberapa standar mutu (kualitas) yang bisa ditentukan oleh perusahaan dalam upaya menjaga output barang hasil produksi diantaranya:
1. Standar mutu bahan baku yang akan digunakan.
2. Standar mutu proses produksi (mesin dan tenaga kerja yang melaksanakan).
3. Standar mutu barang setengah jadi. 4. Standar mutu barang jadi.
5. Standar administrasi, pengepakan dan pengiriman produk akhir tersebut sampai ke tangan konsumen.
commit to user
24
Dikarenakan kegiatan pengendalian kualitas sangatlah luas, untuk itu semua pengaruh terhadap kualitas harus dimasukkan dan diperhatikan. Secara umum menurut Prawirosentono (2002:60), pengendalian atau pengawasan akan mutu (kualitas) di suatu perusahaan manufaktur dilakukan secara bertahap meliputi hal-hal sebagai berikut:
1. Pemantauan Mutu Bahan-baku
Hal ini perlu diamati sejak rencana pembelian bahan, penerimaan bahan di gudang, penyimpanan di gudang, sampai dengan saat bahan baku tersebut akan digunakan.
2. Pemantauan Proses Produksi
Dalam hal ini, selain cara kerja peralatan produksi yang mengolah bahan baku dipantau, juga hasil kerja mesin-mesin tersebut dipantau dengan cara statistik dengan contoh agar menghasilkan barang sesuai yang direncanakan.
3. Pemantauan Produk Jadi
Pemeriksaan atas hasil produksi jadi untuk mengetahui apakah produk sesuai dengan rencana ukuran dan mutu atau tidak.
4. Pemantauan Pengepakan
Bungkus dapat merupakan alat untuk melindungi barang agar tetap dalam kondisi sesuai dengan mutu.
commit to user
25
H. Teknik Pengendalian Kualitas
Untuk mengendalikan kualitas produk selama proses produksi di butuhkan teknik pengendalian kualitas. Adapun teknik-teknik dalam pengendalian kualitas adalah :
1. Inspeksi (Pemeriksaan)
Menurut Render dan Heizer (2009:323), inspeksi (inspection) untuk memastikan sebuah sistem menghasilkan tingkat kualitas yang diharapkan, suatu pengendalian proses perlu dilakukan. Inspeksi meliputi pengukuran, perasaan, perabaan, penimbangan, atau pemeriksaan produk. Tujuannya adalah menemukan proses yang buruk sesegera mungkin.
Menurut Ariani (2004:56) produk dan jasa harus diperiksa sesuai standar yang telah ditentukan, satuan-satuan yang rusak dapat disingkirkan. Tujuan utama inspeksi adalah menghentikan pembuatan komponen yang rusak. Perusahaan mengadakan inspeksi dapat terjadi pada saat bahan baku, proses dan produk akhir. Inspeksi tersebut dapat dilaksanakan di beberapa waktu, antara lain :
a. Pada waktu bahan baku masih ada ditangan pemasok. b. Waktu bahan baku sampai ditangan perusahaan. c. Sebelum proses dimulai.
d. Selama proses produksi berlangsung. e. Setelah proses produksi.
commit to user
26
2. Acceptance Sampling
Menurut Render dan Heizer (2009:367) Sampling keberterimaan (acceptance sampling) adalah suatu bentuk pengujian yang meliputi pengambilan sampel acak dari “lot” atau kumpulan produk jadi dan pengukuran sample itu terhadap standar yang telah ditentuka. Mengambil sampel lebih ekonomis jika disbandingkan dengan pemeriksaan 100%. 3. Control chart ( bagan kendali )
Pengendalian kualitas dilakukan setelah diketahui variabel atau atribut yang menentukan tinggi rendahnya kualitas produk. Teknik pengendalian kualitas yang digunakan dalam pelaksanaan penegendalian kualitas adalah control chart.
Ada dua tipe pengendalian kualitas yaitu:
a. Pengendalian kulaitas untuk atribut. Atribut digunakan apabila: 1) Barang-barang dengan jelas baik atau tidak (jelek)
2) Karakteristik produk tidak dapat diukur dengan mudah, sehingga memaksa pemeriksa untuk mempertimbangkan
Ada empat jenis bagan kendali atribut, dua diantaranya yang sering digunakan yaitu:
1) Analisis P-Chart
Analisis data pada penelitian ini menggunakan analisis kuantitatif dengan menggunakan P-Chart yaitu pengendalian model rata-rata berdasarkan sampel. Langkah-langkah yang digunakan sebagai berikut:
commit to user
27
a) Menghitung besarnya sampel dengan rumus : n =
Keterangan :
n = Besarnya ukuran sampel. N = Keseluruhan jumlah produksi.
b) Menghitung sampel rata-rata dengan rumus : =
Keterangan :
= Rata – rata kerusakan. ℈xi = Jumlah total produk rusak. ℈n = Jumlah total sample.
c) Menentukan standar deviasi dengan rumus : =
Keterangan :
= Standar deviasi
= Rata – rata kerusakan. n = Besarnya ukuran sampel.
d) Menentukan batas kendali dengan rumus : (1)Upper Control Limit (UCL)
commit to user
28
Keterangan :
UCL = Batas pengendalian atas. = Rata – rata kerusakan. n = Besarnya ukuran sampel. (2) Lower Control Limit (LCL)
LCL = – 3 Keterangan :
LCL = Batas pengendalian bawah. = Rata – rata kerusakan. n = Besarnya ukuran sampel. 2) Analisis C-chart
Diagram ini digunakan untuk mengendalikan jumlah produk per unit hasil suatu proses. Adapun langkah-langkah pengendalian C-chart adalah sebagai berikut :
a) Menentukan rata-rata kerusakan dengan rumus : =
Keterangan :
= Rata – rata jumlah cacat. ℈c = Jumlah cacat.
commit to user
29
b) Menentukan standar deviasi dengan rumus : =
Keterangan :
= Standar deviasi.
= Rata – rata jumlah cacat. n = Besarnya ukuran sampel.
c) Menentukan batas pengendalian dengan rumus : (1) Upper Control Limit (UCL)
UCL = + 3 Keterangan :
UCL = Batas pengendalian atas. = Rata – rata jumlah cacat. (2) Lower Control Limit (LCL)
LCL = – 3 Keterangan :
LCL = Batas pengendalian bawah. = Rata – rata jumlah cacat. b. Pengendalian kualitas untuk variabel
Pengendalian ini digunakan untuk hal-hal yang sifatnya dapat diukur. Bagan yang digunakan adalah :
commit to user
30
1) R-chart (Range chart)
Digunakan untuk menunjukkan perbedaan antara pengukuran terbesar dan terkecil.
2) X-chart (Mean chart)
Digunakan untuk pengukuran rata-rata suatu proses produksi dari sampel.
4 Diagram Pareto
Diagram pareto merupakan suatu grafik batang yang menggambarkan masalah menurut prioritas dan tingkat kepentingannya (dalam persen) jumlah total masalah adalah 100%, penempatan grafik diurutkan dari prosentase masalah yang paling besar diletakkan dikiri sampai prosentase terkecil diletakkan dikanan.
Adapun rumus untuk mengetahui kerusakan produk dengan rumus:
5 Diagram Sebab-Akibat
Diagram ini digunakan untuk mengidentifikasi dan mengisolasi penyebab-penyebab dari suatu masalah kualitas yang disusun dengan suatu urutan dan dengan berlangsungnya suatu proses. Diagram ini sangat membantu untuk melihat aliran proses dimana masalahnya terjadi.
Diagram ini menggunakan empat kategori (4M) : Man, method, machine, material.
commit to user
31 BAB III
PEMBAHASAN
A. Gambaran Objek Penelitian
1. Sejarah Perusahaan
PT. Indaco Coatings Industri yang berlokasi di JL. Raya Solo–Sragen Km. 13,2 desa Pulosari, kecamatan Kebakkramat, Karanganyar yang didirikan pada tanggal 17 September 2005 dengan akte No. 43 tanggal 17 September 2005, waktu 12.00 WIB oleh Pujiastuti Pangestu, SH notaris di Karanganyar. Telah mendapatkan ijin usaha industri dari kantor pelayanan perijinan dan investasi kabupaten Karanganyar. PT. Indaco Coatings Industriy dipimpin oleh Bapak Iwan Adranacus sebagai direktur utama dan dalam mengoperasikan perusahaan pihak manajemen telah menyediakan sumber daya yang diperlukan untuk memproduksi cat sesuai dengan persyaratan– persyaratan sistem manajemen mutu untuk menciptakan kepuasan pelanggan. Dalam rangka menghadapi perdagangan global dan untuk meningkatkan kapasitas produksi serta menjamin konsistensi produk, manajemen PT. Indaco Coatings Industry telah mempunyai komitmen untuk menerapkan sistem manajemen mutu ISO 9001 : 2008. Jumlah sumber daya manusia pada saat ini sebanyak 60 orang, serta didukung dengan fasilitas alat–alat untuk proses produksi yang memadahi dengan rencana kapasitas produksi per tahun sebesar
commit to user
32
11.600 m dengan investasi sebesar 5 M² dan target omset penjualan sebesar 2 M per bulan.
2. Visi dan Misi Visi
“Indaco dengan semua produknya akan menjadi barometer untuk industry cat dalam hal kualitas, inovasi, dan tanggung jawab lingkungan hidup”.
“Indaco whit all the products will become a barometer for paint industries in terms of quality, innovation, and responsibility to the environment”.
Misi
“Menghasilkan produk – produk berkualitas yang memberikan tingkat maksimum dari nilai yang diperoleh pelanggan pada tingkat optimum dari biaya yang dikeluarkan oleh pelanggan melalui penerapan Total Quality Management dengan standar internasional”.
“To Produce quality products that giving maximum level of customer value at optimum level of customer cost through implementing Total Quality Management with international standard”.
3. Manajemen Mutu
PT. Indaco Coatings Industry, Karanganyar menetapkan, mendokumentasikan, menerapkan dan memelihara sistem manajemen mutu ISO 9001:2008, yang bertujuan untuk :
a. Menjaga mutu produk secara konsisten dalam mencapai keputuasan pelanggan.
commit to user
33
b. Mengefektifkan media komunikasi kebijakan, sasaran, alur proses dan pengendalian proses.
c. Mendiskripsikan kerangka kerja dalam upaya mencegah ketidak-sesuaian dan meningkatkan mutu secara terus menerus.
d. Memberikan pedoman karyawan dalam melaksanakan tugas dan pekerjaan sesuai dengan kebijakan yang telah ditetapkan.
e. Menyediakan data dan fakta yang obyektif kepada stakeholder mengenai penetapan dan penerapan system manajemen mutu.
4. Kebijakan Mutu
PT. Indaco Coatings Industry
a. Menghasilkan produk sesuai dengan standard nasional dan internasional yang mengacu pada kepuasan pelanggan yang meliputi :
1) Pengiriman produk dengan tepat waktu 2) Produk yang berkualitas tinggi
3) Produk dengan harga bersaing b. Selalu mengutamakan keselamatan
c. Selalu mengutamakan kelestarian lingkungan hidup d. Melakukan perbaikan secara terus menerus
5. Struktur Organisasi Perusahaan
Dalam suatu perusahaan dapat dipastikan mempunyai sebuah struktur organisasi karena pada umumnya struktur organisasi menggambarkan tugas yang berbeda-beda kepada masing-masing karyawan. PT. Indaco Coatings Industry berdasarkan susunan organisasinya merupakan organisasi berbentuk
commit to user
34
garis. Pada organisasi kekuasaan dan tanggung jawab bercabang di setiap tingkat pimpinannya dari tingkat paling atas sampai tingkat paling bawah. Setiap atasan mempunyai bawahan tertentu yang masing-masing memberikan tanggung jawab akan pelaksanaan tugas dari atasannya, tidak seorang pun dari organisasi dalam perusahaan yang tidak memiliki atasan lebih dari seorang. Alasan dipilihnya struktur organisasi ini adalah untuk mempermudah koordinasi dan pengawasan sehingga dapat membuat kedisiplinan di setiap karyawan. Berikut adalah struktur organisasi PT. Indaco Coatings Industry :
commit to user
35
Sumber: Bagian Personalia PT. Indaco Coatings Industry, 2012
Gambar 3.1
Struktur Organisasi PT. Indaco Coatings Industry
commit to user
36
Tugas dari masing-masing bagian dalam struktur organisasi antara lain : a. Direktur utama
1) Mengangkat serta memberhentikan direksi.
2) Sebagai koordinator yang mengadakan pengawasan terhadap pelaksanaan rencana yang telah ditetapkan.
3) Mengadakan rapat koordinasi yang mengambil keputusan terakhir dan mempertimbangkan saran dari bawahannya.
b. Factory Manager
1) Mengkoordinir seluruh kegiatan di pabrik dan distribusi. 2) Mengkoordinir tugas-tugas asisten.
3) Bertindak sesuai dengan perintah direktur utama.
4) Membuat laporan rutin mengenai keadaan pabrik secara keseluruhan setiap bulan.
c. Corporate Secretary
1) Memberikan masukan dalam pengambilan keputusan yang strategic. 2) Memberikan masukan dalam management.
3) Memberikan masukan mengenai regulasi bisnis. 4) Memberikan masukan mengenai etika dalam berbisnis. d. QMR (Quality Management Representative)
1) Memeriksa kecukupan dokumen pedoman mutu pada sistem manajemen mutu.
2) Mengesahkan dokumen standard operating procedure (SOP), instruksi kerja, formulir pada sistem manajemen mutu.
commit to user
37
e. FAM (Finance Accounting Manager)
1) Melaksanakan pencatatan dan pembukuan seluruh transaksi yang dilakukan secara periodik.
2) Melakukan pembukuan dan menyusun laporan keuangan perusahaan. 3) Menjamin terjadinya seluruh pencatatan transaksi perusahaan dan
laporan keuangan secara periodik untuk perencanaan dan pengendalian perusahaan.
4) Menyelenggarakan transaksi penerimaan dan pengeluaran kas pada perusahaan.
f. HRD (Departemen Human Research and Development) dan GA (General Affair)
1) Melaksanakan penerimaan karyawan baru.
2) Membuat tata tertib bagi karyawan, mengawasi absensi karyawan, dan mengawasi pelaksanaan pembayaran gaji dan upah karyawan.
3) Melakukan pemutusan hubungan kerja pada karyawan yang melanggar peraturan yang telah ditetapkan.
4) Mengelola dan mengusahakan kesejahteraan sosial bagi karyawan sesuai dengan peraturan manakertrans dan UU ketenagakerjaan. g. Legal Officer
1) Menangani dokumen dan perizinan.
2) Menangani permasalahan hukum, baik untuk masalah perdata maupun pidana.
commit to user
38
3) Penyesuaian-penyesuaian terhadap peraturan baru yang dikeluarkan oleh pemerintah yang berkaitan dengan operasional perusahaan. h. Operator
Tugas operator hanya sebagai penerima informasi dari pemasok tentang berapa banyak barang yang harus dikirim dan sebagai penerima pesanan yang kemudian diberitahukan ke bagian gedung agar segera dikirim.
i. Maintenance
Bertanggung jawab atas pemeliharaan dan perawatan terhadap mesin-mesin produksi, instalasi listrik, dan peralatan kantor.
j. EDP & IT
Melakukan perawatan secara berkala terhadap semua perangkat kerja yang berupa komputer, printer, jaringan komputer, termasuk mengolah database dari input data produksi baik itu shceduling, progress, report, kalkulasi, dan finance.
k. Purchasing (pembelian)
1) Memperoleh informasi mengenai harga barang dan menentukan supplier yang dipilih dalam pengadaan barang.
2) Menentukan pemeriksaan terhadap jenis dan kuantitas barang sesuai dengan surat permintaan pembelian dari gudang.
3) Melakukan pemesanan barang kepada supplier yang dipilih atas otoritas direktur.
commit to user
39
4) Bertanggung jawab atas pembelian barang baku dan bahan pembantu untuk proses produksi.
l. Costing
1) Memenuhi permintaan bahan–bahan yang diperlukan oleh bagian produksi.
2) Bertanggung jawab atas tersedianya bahan produksi dan peralatan, serta bertanggung jawab terhadap pemeliharaannya.
3) Memberikan laporan pengeluaran bahan untuk proses produksi. m. CCM (Computer Color Matching)
Bagian yang berfungsi mencari atau membuat formula warna dan sebagai control formula atau warna yang sedang diproses agar sesuai spek.
n. Administrasi
1) Mengurus keluar atau masuk surat-surat perusahaan.
2) Menyelenggarakan system file atau pengarsipan atas dokumen perusahaan.
3) Membuat laporan perkembangan perusahaan, yang meliputi anggaran baik secara berkala tiap triwulan maupun laporan akhir tahun.
4) Membuat laporan neraca laba rugi, dalam pelaksanaannya tugas ini dibantu oleh seksi pembukuan dalam pengumpulan data serta pelaksanaan penyusunannya.
o. Bagian Keamanan (Satpam) 1) Menjaga keamanan perusahaan.
commit to user
40
3) Membuat arsip dan mengkoordinasi buku tamu apabila ada tamu atau karyawan yang keluar masuk area perusahaan.
p. Staf
1) Bertanggung jawab untuk melaporkan setiap kejadian atau perbuatan yang dampak pada kualitas ke atasannya masing-masing.
2) Bertanggung jawab untuk selalu memperbaiki atas kinerja pribadi dan kelompok dibagiannya.
q. Produksi
1) Menjalankan proses produksi sesuai rencana yang telah ditetapkan. 2) Menjaga dan meningkatkan kualitas produk.
3) Mengadakan pengawasan pelaksanaan proses produksi r. Laboratorium
1) Membuat suatu formula cat yang sesuai spek.
2) Mengendalikan kualitas bahan baku, produksi dan kemasan. s. PPIC (Production Planning and inventory Control)
1) Koordinator administrasi PPIC, gudang, produksi dan laboratorium. 2) Bertanggung jawab kepada Manager Produksi atas ketepatan
perhitungan waktu, kebutuhan bahan dan rencana proses produksi. 3) Memberikan informasi kepada pemassaran atas semua proses
produksi.
4) Memberikan surat perintah kerja kepada seluruh bagian produksi. 5) Membantu menjaga kualitas produk.
commit to user
41
6. Aspek Tenaga Kerja a. Tenaga kerja
Tenaga kerja di PT. Indaco Coatings Industry telah memenuhi ketentuan-ketentuan ketenagakerjaan yang diatur departemen tenaga kerja RI, antara lain mengenai jam kerja, sistem kompensasi jaminan sosial, dan lain-lain. Pengembangan sumber daya manusia secara menyeluruh dilakukan perusahaan guna mengoptimalkan kinerja sumber daya yang ada dengan memberikan kesempatan kepada seluruh karyawan untuk latihan dan pendidikan guna meningkatkan kemampuan. Jumlah tenaga kerja PT. Indaco Coatings Industry 154 karyawan dengan perincian sebagai berikut :
Tabel 3.1
Jumlah Tenaga Kerja PT. Indaco Coatings Industry
Bagian Jumlah Karyawan
Produksi 39 Laboratorium 38 Kantor 26 PPIC 23 GA 12 Satpam 11 Mentinen 5 Jumlah 154
Sumber : Bagian Personalia PT. Indaco Coatings Industry, 2012 b. Jam kerja karyawan
Berdasarkan undang-undang kepegawaian yang telah ditetapkan pemerintah, serta peraturan pokok PT. Indaco Coatings Industry tentang jam kerja karyawan, ditetapkan bahwa lamanya jam kerja adalah 40 jam
commit to user
42
dalam seminggu. PT. Indaco Coatings Industry menerapkan lima hari kerja dalam seminggu dan pada hari libur atau hari besar kegiatan produksi di tiadakan.
Jam kerja karyawan PT. Indaco Coatings Industry terbagi menjadi dua, yaitu :
1) Bagian produksi, laboratorium, kantor, PPIC, GA, dan mentinen Hari senin – jum’at : 08.00 – 17.00 WIB
Waktu istirahat : 12.00 – 13.00 WIB
11.30 – 13.00 WIB (hari jum’at) 2) Bagian Satpam
Shift pagi : 06.00 - 14.00 WIB, Shift siang : 14.00 - 22.00 WIB, Shift Malam : 22.00 - 06.00 WIB, c. Fasilitas Perusahaaan
Perusahaan menyediakan berbagai fasilitas yang dibutuhkan oleh karyawan sehingga dapat untuk meningkatkan semangat dan kinerja karyawan. Fasilitas yang disediakan antara lain :
1) Transportasi
Sarana transportasi PT. Indaco Coatings Industry untuk sekarang ini baru menyediakan sarana transportasi bagi karyawan staf wanita, kedepanya direncanakan PT. Indaco Coatings Industry akan menyediakan bus karyawan.
commit to user
43
2) Asuransi
Sesuai peraturan yang ditetapkan oleh pemerintah dalam UU No.3 Tahun 1992, maka Indaco Coatings Industry mengasuransikan karyawan-karyawannya, asuransi ini diberikan kepada karyawan tetap di lingkungan perusahaaan. Pemberiaan asuransi ini diberikan kepada karyawan tetap di lingkungan perusahaan. Pemberiaan asuransi yang diberikan karyawan meliputi :
a) Jaminan hari tua b) Jaminan kematiaan c) Jaminan kecelakaan kerja 3) Pakaian seragam
Setiap tahunnya karyawan PT. Indaco Coatings Industry mendapat Pakaian seragam dinas lengkap secara gratis meskipun pakaian tahun lalu masih dalam kondisi baik.
4) Keselamatan dan kesehatan kerja
Kegiatan produksi sangat berpotensi menimbulkan kecelakaan kerja, sehingga manajemen PT. Indaco Coatings Industry menerapkan K3 (Keselamatan dan kesehatan kerja) untuk semua karyawan, terutama karyawan produksi dan gudang yang secara langsung mengoperasikan mesin, dan alat-alat berat. Tindakan preventif untuk keselamatan kerja dilakukan dengan cara pemberian prosedur operasi kerja yang ditempel di setiap dinding, dan fasilitas pengaman seperti, sarung tangan, masker, helm, dan lain-lain.
commit to user
44
Karyawan yang sakit dalam jam kerja diwajibkan untuk berobat ke klinik, dimana klinik tersebut sudah menjalin kerjasama dengan PT. Indaco Coatings Industry, dan perusahaan memberikan bantuan biaya yang besarnya disesuaikan dengan kemampuaan anggaran perusahaan dengan melapor ke HRD atau bagian personalia.
d. Sistem pengupahan
System pengupahan yang diterapkan oleh PT. Indaco Coatings Industry adalah :
1) Upah Bulanan
Yaitu upah yang diberikan kepada karyawan tetap dan diberikan setiap bulanya, yang meliputi karyawan staff, karyawan produksi, karyawan gudang, dan keamanan. Selain diperuntukkan untuk karyawan tetap, Upah bulanan juga diperuntukkan untuk karyawan PKWT (Perjanjian Kerja Waktu Tertentu) dimana karyawan PKWT disini sudah melakukan perjanjian kontrak dengan perusahaan terhadap masa jabatanya.
2) Upah Harian
Yaitu Upah yang diberikan setiap harinya kepada karyawan. Upah harian ini diperuntukkan untuk karyawan tidak tetap atau pekerja harian, dimana pekerja harian ini bisa meliputi seluruh karyawan dalam perusahaan.
commit to user
45
7. Daerah Pemasaran
Daerah pemasaran adalah suatu daerah dimana perusahaan akan menjual hasil produksinya. Daerah pemasaran yang luas akan lebih menguntungkan dibandingkan dengan perusahaan yang mempunyai daerah pemasaran yang sempit, karena daerah pemasaran bisa lebih memasarkan hasil produksi. Perusahaan cat PT. Indaco Coatings Industry sendiri dalam memasarkan hasil produksinya untuk meningkatkan dan memajukan usahanya mempunyai kurang lebih 46 Depo/daerah pemasaran yang tersebar di Indonesia. Diantaranya seperti yang terlihat pada tabel dibawah ini :
commit to user
46 Tabel 3.2
Depo PT. Indaco Coatings Industry
NO Nama Depo NO Nama Depo
1 Aceh 24 Lombok
2 Ambon 25 Madiun 3 Bangka Belitung 26 Makasar
4 Bali 27 Malang
5 Balik papan 28 Manado 6 Bandung 29 Medan 7 Banjarmasin 30 Padang 8 Batam 31 Palembang 9 Bengkulu 32 Parepare 10 Blora 33 Probolinggo 11 Cirebon 34 Purwokerto 12 Jakarta 1 35 Samarinda 13 Jakarta 2 36 Semarang 14 Jambi 37 Serang 15 Jayapura 38 Solo 1 16 Jember 39 Solo 2 17 Jogja 40 Surabaya 18 Kediri 41 Tasikmalaya 19 Kendari 42 Tegal 20 Kudus 43 Pekan baru 21 Kupang 44 Magelang 22 Lamongan 45 Palopo 23 Lampung
Sumber : Bagian PPIC PT. Indaco Coatings Industry, 2012 8. Produksi
Dalam proses produksi, harus dijalankan sesuai dengan prosedur yang telah ditetapkan oleh perusahaan. Ketelitian dan konsistensi kerja diperlukan dalam pelaksanaan produksi. Hal tersebut mempengaruhi mutu hasil produksi yang dihasilkan dan biaya yang dikeluarkan untuk proses produksi tersebut. Hasil produksi yang berkualitas sangat menunjang pemasaran dalam perusahaan. Untuk setiap perusahaan mempunyai standard kualitas yang tidak sama sesuai dengan ketentuan perusahaan. Standard kualitas adalah standard
commit to user
47
atau ketentuan yang ditetapkan oleh perusahaan untuk produk yang dihasilkan.
Agar perusahaan dapat mencapai standard kualitas sesuai dengan ketentuan, perusahaan perlu melaksanakan pengendalian kualitas. Pengendalian kualitas yang dilakukan oleh PT Indaco Coatings Industry meliputi pengendalian kualitas pada proses produksi pasta, base dan bahan jadi. Dengan adanya pengendalian kualitas diharapkan kerusakan produk dapat dihindari atau dikurangi sehingga tidak terjadi kegagalan produksi atau penambahan biaya karena adanya pengulangan proses produksi.
a. Proses produksi cat envitex pada PT Indaco Coantings Industry
Berdasarkan Standar Operasional Proses (SOP) yang telah ditetapkan oleh perusahaan, proses produksi cat Envitex sebagai berikut :
commit to user
48 Gambar 3.2
Flow Chart Proses Produksi Cat Envitex
BAHAN BAKU
PASTA WATER BASE
COLOR MATCHING PENAMBAH AN PASTA / WATER BASE FILTERING PACKAGING SELESAI MIXING NO NO MIXING YES YES NO YES YES NO GRINDING QC QC QC DISPERSI QC NO NO YES QC YES QC NO YES QC HOLD PENYARINGAN DI HENTIKAN PACKING GUDANG BAHAN SETENGAH JADI BAHAN BAKU BAHAN BAKU
commit to user
49
b. Tahap–tahap proses produksi cat Envitex pada PT. Indaco coating industry :
1) Bahan Baku
Sebelum memproses cat envitex bahan baku yang di perlukan antara lain :
a) Resin atau Binder
Merupakan komponen utama dalam cat, Resin berfungsi sebagai merekatkan komponen–komponen yang ada dan melekatkan keseluruhan bahan pada permukaan suatu bahan membentuk film. Resin pada dasarnya adalah polymer dimana pada temperature ruang atau temperature aplikasi bentuknya cair, bersifat lengket dan kental. Ada banyak jenis resin, seperti : Natural Oil, Nitro Cellulose, Polyester, Melamine, Acrylic, Expoxy, Polyurethane, Silicone, Fluorocarbon, Venyl, Cellolosic, dll. Setiap jenis resin mempunyai banyak sekali type dan turunnannya, bahkan kombinasi antara satu resin dengan resin yang baru. Daya tahan, kekuatan, dan karakter cat secara keseluruhan sangat dipengaruhi oleh jenis resin yang dipakai. b) Pigment dan Extender (Filler)
Pigment adalah bagian dari colorant. Pigment merupakan padatan halus (bubuk) yang di tambahkan ke dalam cat dengan beberapa fungsi sebagai berikut :
commit to user
50
(1) Memberi karakter khas pada penampakan cat tersebut, seperti : warna, derajat kilap (gloss) maupun daya tutupnya.
(2) Memberi nilai tambah pada karakter kekuatan cat tersebut, seperti : kekuatan terhadap cuaca, korosif, panas atau api, dll. (3) Meningkatkan sifat, seperti : meningkatkan kekerasan,
kelenturan, daya tahan terhadap abrasi. c) Extender (Filler)
Extender (Filler) adalah zat bukan perekat yang dipergunakan untuk memperbaiki struktur, sifat kerja, keawetan, kekuatan rekatan, dan menekan biaya. Extender (filler) ditambahkan ke dalam cat dengan tujuan untuk menurunkan harga, namun dalam hal tertentu extender ditambahkan untuk memperbaiki sifat cat.
Extender umumnya mempunyai refractive index yang kecil
(rendah daya tutupnya) dibanding pigment. d) Solvent
Pada saat pembuatan cat, solvent memberi kontribusi sedemikian rupa sehingga campuran mempunyai kekentalan yang pas untuk diproses : diaduk, dicampur, digiling dan lain-lain. Dengan penambahan solvent yang tepat dan cukup akan menurunkan kekentalan dari resin atau campuran pada suatu titik dimana kekentalannya memenuhi syarat untuk masing-masing proses. Demikian halnya pada saat pemakaian cat, dengan penambahan jenis solvent yang tepat dan dengan takaran pas, maka
commit to user
51
cat bisa dikuas, dispray atau dilumurkan dengan mudah pada obyek yang akan dicat. Komposi solvent yang tepat juga memberi pengaruh optimal pula pada mekanisme penguapan dari solvent-solvent yang ada, sehingga akan membentuk film yang maksimal karakteristiknya, baik textur permukaannya, sifat kilapnya maupun kecepatan keringnya.
e) Additive
Komponen-komponen ini, sekalipun ditambahkan dalam jumlah sedikit, namun memberi kontribusi yang sangat besar terhadap sifat cat, sehingga cat dapat diproses, disimpan dan dipakai seperti harapan kita.
2) Pembuatan Pasta (bahan setengah jadi envitex) a) Proses Mixing
Pada tahap ini, bahan baku solvent, resin atau binder, pigment dan additive dicampur dengan urutan dan cara sesuai dengan jenis pasta yang akan dibuat ke dalam sebuah tangki dengan ukuran pas. Kemudian mencampur dengan mesin mixer, hingga diperoleh suatu campuran yang benar-benar merata di semua titik. Waktu mixing 2 jam dengan kecepatan mixer 50 rpm dengan jumlah produksi 3 ton dan di peroleh kekentalan (viscositas) 70–90 KU, kekuatan warna (color strength) 95-105 %.
commit to user
52
b) Proses Grinding
Pada proses grinding partikel-partikel solvent, resin atau binder dan additive yang sudah di campur di haluskan dengan mesin grinder agar ukuran partikel menjadi lebih kecil sampai di peroleh kehalusan (fineness) 5-20 micron hasil dari grinding tersebut dinamakan pasta, setelah selesai proses grinding pasta tersebut di simpan di gudang bahan setengah jadi.
3) Pembuatan Water Base (bahan dasar envitex) a) Proses Mixing
Pada tahap ini, bahan baku solvent, resin atau binder, extender (filler) dicampur dengan urutan dan cara sesuai dengan jenis base yang akan dibuat ke dalam sebuah tangki dengan ukuran pas. Kemudian di campur dengan mesin mixer, hingga diperoleh suatu campuran yang benar-benar merata di semua titik. Waktu mixing 3 jam dan kecepatan mixer 60 rpm dengan jumlah produksi 3 ton dan kekentalan campuran hingga di peroleh penampakan produk (appearance) yang sudah sesuai spek, kekentalan (viscositas) 105-115 KU, derajat keasaman (ph) 8,0-9,5 %, daya tutup (hiding power) 80-105 %..
b) Proses Dispersi
Proses dispersi adalah proses pembasahan permukaan partikel-partikel bahan baku solvent, resin atau binder, extender (filler), oleh bahan-bahan cair (millbase) dan additive. Proses pemecahan
commit to user
53
secara mekanis terhadap kelompok-kolompok partikel hasil mixing menjadi kelompok-kelompok yang lebih kecil atau partikel-partikel primernya sesuai dengan derajat kehalusan (fineness) 20-50 micron dan mempertahan agar supaya kelompok-kelompok partikel yang lebih kecil atau partikel-partikel primer ini tetap terpisah satu sama lain, tidak bersatu kembali. Proses dispersi akan mendapatkan hasil optimal bila prinsip-prinsip dispersinya terpenuhi. Prinsip-prinsip dispersi yang perlu mendapat perhatian yaitu kecepatan mixer 60 rpm serta penambahan additive secara tepat.
4) Pembuatan Bahan Jadi Cat Envitex a) Proses Colour Matching
Proses pencampuran antara water base dan pasta di campur dengan ukuran yang sudah disesuaikan RnD, pencampuran ini menggunakan mesin yang disebut mixer cat dengan kecepatan putaran 50-60 rpm yang sudah disesuaikan operator sampai mendapatkan warna yang sesuai dengan data base CCM (computer colour matching).
b) Proses Filtering
Filtering (penyaringan) dilakukan untuk menyaring kotoran saat pengadukan dan menyaring hasil produksi yang mengulit, hasil penyaringan di ambil sampel dan di uji untuk mengetahui kualitas cat apakah kualitas cat tersebut memenuhi standar atau