PENGARUH TEGANGAN DAN VARIASI JARAK CELAH (GAP) PADA PROSES
ELECTROCHEMICAL MACHINING (ECM) MENGGUNAKAN ELEKTRODA KUNINGAN
TIDAK TERISOLASI TERHADAP NILAI MRR, OVERCUT, DAN KETIRUSAN PADA
ALUMINIUM 1100
Fahmi Rokin
Universitas Muhammadiyah Yogyakarta, Teknik Mesin, Yogyakarta, 55183, Indonesia
Abstrak
Electro ChemicalMachining (ECM) merupakan salah satu mesin non-konvensional yang sedang dikembangkan saat ini. ECM ini digunakan untuk memproses berbagai jenismaterial yang bersifat konduktor listrik. Berbagai penelitian ECM telah dilakukan, akan tetapi pada penelitian-penelitian terdahulu belum mempelajari mengenai pengaruh variasi jarak celah (gap) dan tegangan terhadap MRR, overcut serta ketirusan dengan cairan elektrolit NaCl sehingga perlu untuk diteliti lebih lanjut sejauh mana pengaruh variasi jarak celah (gap) dan tegangan yang terjadi pada proses ECM khususnya terhadap material aluminium 1100.
Proses pemesinan dilakukan dengan variasi jarak celah (gap), pengaruhnya terhadap MRR, Overcut, dan ketirusan. Dari data yang didapat, pengaruh gap antara elektroda dengan benda kerja plat aluminium 1100 dimana semakin besar gap maka semakin besar pula MRR yang dihasilkan pada proses pemesinan ECM dengan waktu pemesinan yang sama serta voltage dan konsentrasi NaCl yang sama pula. Dari data yang disajikan didapat nilai MRR yang terbesar dengan waktu pemesinan 186 detik yaitu pada benda kerja hasil pemesinan dengan variasi gap 1 mm yaitu sebesar
1,505
×
10
−4 gr/dt. Untuk perhitungan overcut, semakin besar gap maka semakin besar pula overcut yang dihasilkan. Tegangan yang besar akan membuat proses pemakanan benda kerja semakin cepat. Hasil nilai overcutterbesar pada gap 1 mm dan tegangan 13 volt yaitu 3,0 mm . Gap dan tegangan yang besar membuat arus akan menyebar kesamping permukaan benda kerja dan menyebabkan hasil pemesinan tidak merata sehingga menghasilkan ketirusan yang berbeda-beda.
Kata Kunci: Electrochemical Machining, MRR, Overcut, Ketirusan, Aluminium 1100
1. Pendahuluan
ElectroChemical Machining (ECM) merupakan mesin non konvensional yang didasarkan pada proses
anodic dissolution dan elektrolisis dengan jenis material benda kerja yang bersifat konduktor [1]. ECM mempunyai kelebihan yaitu bisa melakukan permesinan dengan jenis material yang keras, tool yang digunakan juga tidak akan aus seperti pada mesin konvensional. Proses tersebut menggunakan prinsip Faraday, yaitu jika ada dua logam elektrode direndam dalam larutan elektrolit dan dihubungkan dengan sumber arus DC, maka partikel logam akan terlepas dari anode dan kemudian akan melekat ke cathode. Aliran elektrolit yang cukup kuat akan mencegah partikel logam melekat pada cathode dan akan membuang partikel-partikel tersebut dari area pemesinan [2].
Konsentrasi larutan juga berpengaruh pada proses pemesinan Ecm, semakin pekat konsentrasi larutan yang terbentuk dari reaksi antara NaCl dan H2O maka
kadar asam (HCl) yang terbentuk juga akan meningkat. Asam (HCl) sendiri mempunyai sifat korosif terhadap material yang terbuat dari logam. Semakin tinggi kadar asam maka sifat korosif yang ditimbulkan juga akan meningkat [3].
MRR yang terjadi pada benda kerja berbanding lurus dengan besarnya feed rate yang digunakan saat pemesinan berlangsung. Hal ini disebabkan oleh jarak
gap antara tool elektroda dan benda kerja menjadi semakin kecil, sehingga efisiensi arus pemesinan pun bertambah tinggi. Sebaliknya, overcut yang terjadi pada benda kerja berbanding terbalik dengan besarnya feed rate pemesinan karena semakin tinggi feed rate yang digunakan maka semakin cepat waktu pemesinan,
overcut yang terbentuk akan semakin kecil. Karena semakin cepat waktu pemesinan untuk mencapai kedalaman tertentu, maka semakin sedikit material yang terlepas sehingga overcut yang dihasilkan semakin kecil [4]. Dari penelitian terdahulu bisa digunakan sebagai referensi untuk melakukan penelitian tentang ECM mencari MRR, overcut, dan ketirusan aluminium 1100 .
2. Metodologi Penelitian
Metode penelitian ini merupakan segala metode yang dilakukan saat penelitian, yaitu penggunaan 3 variasi gap 0,5 mm, 0,75 mm, dan 1 mm. Kemudian mencari MRR, overcut, dan ketirusannya. Sedangkan untuk tegangan yang dipakai adalah 7, 10, dan 13 volt menggunakan cairan NaCl dengan waktu pemesinan 186 detik.
A. Mesin ECM
Gambar 1. Mesin ECM
B. Bahan-Bahan Penelitian
Adapun bahan yang digunakan dalam penelitian ini yaitu
a. ElectrodaKuningan
Tool elektroda yang digunakan mempunyai sifat anti karat dan memiliki konduktivitas listrik yang baik. Untuk penilitian ini tool yang digunakan adalah kuningan berbentuk batang silinder dengan panjang 198 mm dan berdiameter 3mm seperti yang terlihat pada gambar 2 dan 3.
Gambar 2. Ukuran toolelektrode untuk pengujian
Gambar 3. Elektroda Kuningan
b. Cairan Elektrolit NaCl
Komposisi konsentrasi larutan NaCl dan
aquades seperti terlihat pada gambar 3.4, elektrolit yang digunakan untuk pengujian adalah 15 % NaCl dan 85 % aquades. Proses pencampuran NaCl dan aquades
dilakukan dengan menggunakan magnetic stirrer, proses ini dilakukan agar antara NaCl dan aquades dapat menjadi suatu larutan yang benar-benar homogen.
Gambar 4. (a) NaCl,(b) Aquades
c. Benda kerja
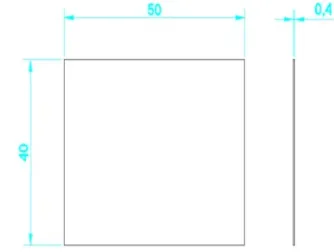
Benda kerja yang digunakan adalah plat Aluminium 1100 yang berbentuk persegi panjang dengan ukuran panjang 50 mm, lebar 40 mm, dan ketebalan 0.4 mm sebanyak 9 plat, seperti terlihat pada Gambar 5.
Gambar 5. Ukuran benda kerja plat aluminium 1100
C. Prosedur Penelitian
Benda kerja di jepit pada penjepit yang terdapat pada area pemesinan, kemudian tool dipasang tepat diatas lubang stiker pada benda kerja. Elektrolit diatur dengan kecepatan 3 lpm. Proses pemesinan dimulai dengan mengatur jarak celah (gap) 0.5 mm antara elektroda dan benda kerja. Pemesinan berlangsung selama 186 detik dan elektroda bergerak 0.1 mm ke arah benda kerja tiap 45 detik. Ketika proses pemesinan selesai, tombol power dimatikan, kemudian elektroda dijauhkan dari area pemesinan.
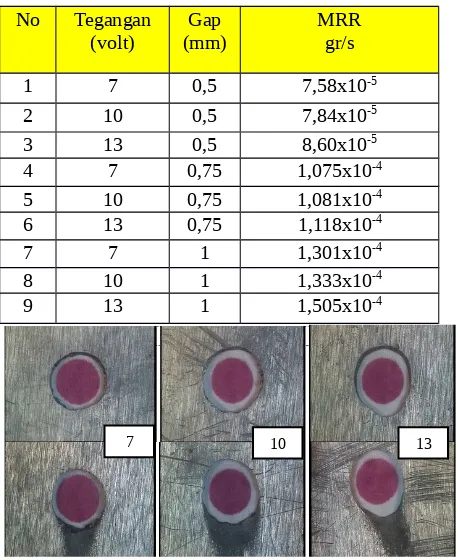
TABEL I
PARAMETER PENGUJIAN ECM Tegangan Listrik 7, 10, 13 volt Working Gap 0.5, 0.75, 1 mm Kecepatan Elektrolit 3 lpm
Cairan Elektrolit Natrium Chloride (NaCl) Konsentrasi Elektrolit 15 % NaCl + 85 %
Aquades
Benda kerja Aluminium 1100
D. Langkah-Langkah Penelitian
a. Mempersiapk
an ECM portable serta regulator voltage;
b. Mempersiapk
an benda kerja dan electrode;
c. Memasang
electrode pada holder mesin ECM dan dikencangkan;
d. Memasang
benda kerja dan dikencangkan agar posisinya tidak berubah;
e. Menyalakan
Power supply Kontroler Voltage regulator
Bak penyaring
Elektrolit Area pemesinan
Elektroda
PC
Stepper motor
Sumbu Z
Sumbu X Sumbu Y
tombol power pada mesin ECM dan software mach 3;
f. Mengatur
posisi pemakanan benda kerja (koordinat x, y, z) dengan cara mengatur meja;
g. Mengatur
kerataan permukaan benda kerja dengan permukaan electrode;
h. Mengatur
parameter-parameter mesin ECM sesuai dengan tabel rancangan percobaan;
i. Menyalakan
pompa cairan dielektrik/elektrolit dan mengatur putaran kran dengan tujuan menyesuaikan laju cairan dielektrik;
j. Memulai
pengerjaan dengan menekan tombol ON pada power suplay sampai proses pemesinan selesai. Apabila proses pemesinan selesai matikan power suplay dengan memposisikan tombol OFF;
k. Mematikan
pompa sirkulasi cairan elektrolit, mengangkat
electrode, dan mengeluarkan benda kerja;
l. Membersihka waktu. Secara teoritis MRR dapat dihitung berdasarkan prinsip Faraday tentang elektrolisis menggunakan persamaan di bawah ini :
MRR
=
mo
−
mt
t
... ...(1)dimana,
MRR : Material Removal Rate (g/dt)
m0 : Massa benda kerja sebelum pemesinan (gram)
mt : Massa benda kerja setelah pemesinan (gram) t : Waktu pemesinan (detik)
F. Perhitungan Overcut dan Ketirusan
Overcut didefinisikan sebagai penyimpangan yang menunjukkan bahwa ukuran lubang hasil drilling lebih besar dari ukuran pahat yang digunakan. Sedangkan ketirusan didefinisikan sebagai sudut yang terbentuk sebagai penyimpangan atau deviasi antara lubang terbesar dan yang terkecil.
Jadi overcut Oc dirumuskan sebagai-berikut:
Oc
=
¿
d2 - do...(2)
Sedangkan ketirusan dihitung berdasarkan rumus:
tan-1
d2 : diameter benda kerja sisi belakang, (mm)
d0 : diameter tool, (mm)
d1 : diameter benda kerja sisi depan, (mm)
h : ketebalan benda kerja, (mm)
sudut benda kerja, (o) tan-1 : sudut tangent
3. Hasil Pengujian Permesinan Mesin ECM
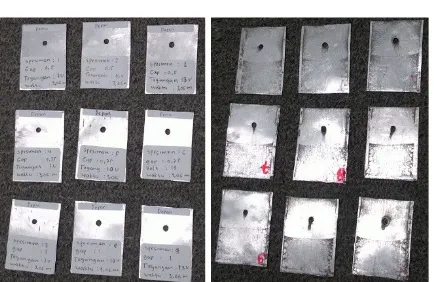
Pengujian permesinan dengan menggunakan benda kerja Alumnium 1100 dan tool kuningan pejal. Adapun hasil pengujian benda kerja yang telah berlubang dengan waktu 186 detik, flowrate 3 (LPM) dan toolmovement 0,1/45 (mm/s) terdapat pada gambar 6.
Gambar 6. Hasil pemesinan bagian depan (kiri) bagian belakang (kanan)
Dari gambar 6 dapat dilihat adanya perbedaan hasil pemesinan ECM antara bagian depan dan belakang benda kerja. Untuk hasil bagian depan cenderung lebih bagus dari pada belakang karena untuk bagian depan diberi isolasi sehingga pada waktu pemakanan mendekati hasil yang diinginkan. Sedangkan untuk bagian belakang terdapat seperti goresan berwarna hitam disekitar lubang hasil pemesinan yang diakibatkan oleh arah flushing air pada waktu pemesinan.
A. Hasil Perhitungan MRR
Dari hasil pemesinan didapatkan data perhitungan MRR dengan benda kerja aluminium 1100 seperti terlihat pada Tabel II dan ditampilkan dalam bentuk grafik pada gambar 4.
Tabel II Perhitungan MRR
Gambar 4. Grafik pengaruh tegangan dan gap terhadap MRR aluminium 1100 dengan waktu pemesinan 186
detik.
Dari gambar 4 dapat dilihat pengaruh tegangan dan jarak celah (gap) antara elektroda dengan benda kerja terhadap MRR benda kerja aluminium 1100, dimana semakin besar jarak celah (gap) maka semakin besar MRR yang dihasilkan pada proses pemesinan ECM. Begitu juga dengan tegangan, semakin besar tegangan yang digunakan maka MRR nya juga akan semakin besar. Untuk nilai MRR pada material aluminium 1100 yang terbesar yaitu benda kerja hasil pemesinan dengan variasi gap 1 mm yaitu sebesar 1,505 x 10-4 gr/dt.. Material aluminium 1100 membutuhkan
waktu pemesinan selama 186 detik, dengan konsentrasi elektrolit yang sama tiap pemesinan. Hasil foto makro hasil pemesinan aluminium 1100 terdapat pada gambar 5-7.
Gambar 5 Gambar hasil pemesinan ECM Aluminium 1100 dengan tegangan 7,10, dan 13 volt pada gap 0,5 mm dalam waktu 186 detik bagian depan (atas), bagian
belakang (bawah)
Dari gambar 5 dapat dilihat adanya perbedaan hasil pemesinan ECM antara bagian depan dan belakang benda kerja baik untuk tegangan 7, 10, maupun 13 volt. Sedangkan hasil bagian depan cenderung lebih bagus dari pada belakang karena untuk bagian depan diberi isolasi sehingga pada waktu pemakanan mendekati hasil yang diinginkan. Untuk bagian belakang terdapat seperti goresan berwarna
hitam disekitar lubang hasil pemesinanyang diakibatkan oleh arah flushing air sewaktu pemesinan.
Gambar 6 Gambar hasil pemesinan ECM Aluminium 1100 dengan tegangan 7,10, dan 13 volt pada gap 0,75 mm dalam waktu 186 detik bagian depan (atas), bagian
belakang (bawah)
Dari gambar 6 dapat dilihat adanya perbedaan hasil pemesinan ECM antara bagian depan dan belakang benda kerja baik untuk tegangan 7, 10, maupun 13 volt. Sedangkan hasil bagian depan cenderung lebih bagus dari pada belakang karena untuk bagian depan diberi isolasi sehingga pada waktu pemakanan mendekati hasil yang diinginkan. Untuk bagian belakang terdapat seperti goresan berwarna hitam disekitar lubang hasil pemesinan yang diakibatkan oleh arah flushing air sewaktu pemesinan. Untuk benda kerja hasil pemesinan yang hampir sesuai dengan yang diinginkan yaitu seperti gambar tampak depan tegangan 7 volt dan hasil pemesinan yang paling menjauhi hasil yang diinginkan yaitu pada tegangan 13 volt.
Gambar 7 Gambar hasil pemesinan ECM Aluminium 1100 dengan tegangan 7,10, dan 13 volt serta gap 1 mm
dalam waktu 186 detik bagian depan (atas), bagian belakang (bawah)
Dari gambar 7 dapat dilihat adanya perbedaan hasil pemesinan ECM antara bagian depan dan belakang benda kerja baik untuk tegangan 7, 10, maupun 13 volt. Sedangkan hasil bagian depan cenderung lebih bagus dari pada belakang karena untuk bagian depan diberi isolasi sehingga pada waktu pemakanan mendekati hasil yang diinginkan. Untuk bagian belakang terdapat seperti goresan berwarna hitam disekitar lubang hasil pemesinan yang diakibatkan oleh arah flushing air sewaktu pemesinan. Untuk benda kerja hasil pemesinan yang hampir sesuai dengan yang diinginkan yaitu seperti gambar tampak depan tegangan 7 volt dan untuk hasil pemesinan yang pling menjauhi hasil yang diinginkan terlihat pada gambar belakang dengan tegangan 13 volt.
B. Hasil Perhitungan Overcut Dan Ketirusan
Overcut termasuk penyimpangan yang menunjukkan bahwa ukuran lubang hasil drilling lebih besar dari ukuran pahat yang digunakan. Pada dasarnya
overcut pada ECM tidak dapat dihilangkan 100%, karena overcut tetap diperlukan untuk kelangsungan sirkulasi dari cairan elektrolit dan lagi elektrode sebagai pahat tidak boleh bersentuhan dengan benda kerja agar tidak terjadi hubung singkat (short circuit). Namun bila
overcut yang dihasilkan terlalu besar maka hal tersebut akan berpengaruh terhadap menurunnya kualitas produk, terutama faktor yang berkaitan dengan ketelitian ukuran maupun geometri produk.
Tabel III hasil perhitungan overcut No Tegangan
Gambar 8 Grafik pengaruh tegangan dan gap terhadap
overcut aluminium 1100 dengan waktu pemesinan 186 detik. kerja semakin cepat apalagi ditambah dengan tegangan yang lebih besar maka proses pemakanannya pun akan lebih cepat juga. Begitu juga dengan bagian benda kerja yang tidak terisolasi akan mengalami overcut yg lebih besar dibandingkan benda kerja yang diisolasi. Untuk nilai overcut terbesar yaitu benda kerja hasil pemesinan bagian belakang dengan variasi gap 1 mm dan teganan 13 volt yaitu sebesar 3,0 mm.
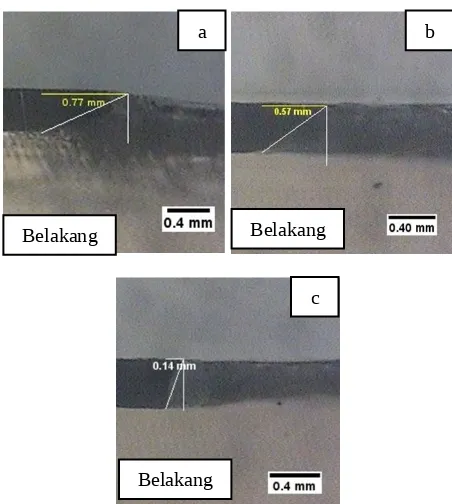
Pengujian ketirusan dilakukan untuk mengetahui perbedaan diameter permukaan benda kerja bagian depan dan bagian belakang yang mengalami peleberan ataupun penyempitan. Untuk hasil foto makro ketirusan dapat dilihat pada gambar 8.
Gambar 9 foto makro ketirusan (a) tegangan 10 volt
a b
Belakang Belakang
c
gap 0,5 mm, (b) tegangan 10 volt gap 0,75mm, (c) tegangan 10 volt gap 1 mm
Dari gambar 9 diatas menjelaskan bahwa panjang hasil ketirusan yang dihasilkan berbeda-beda. Pada tegangan 10 volt dan gap 1 mm memiliki panjang ketirusan yang pendek dikarenakan jarak gap yang lebih besar membuat overcut tidak hanya terjadi dibagian belakang benda kerja saja namun juga pada bagian depan benda kerja.
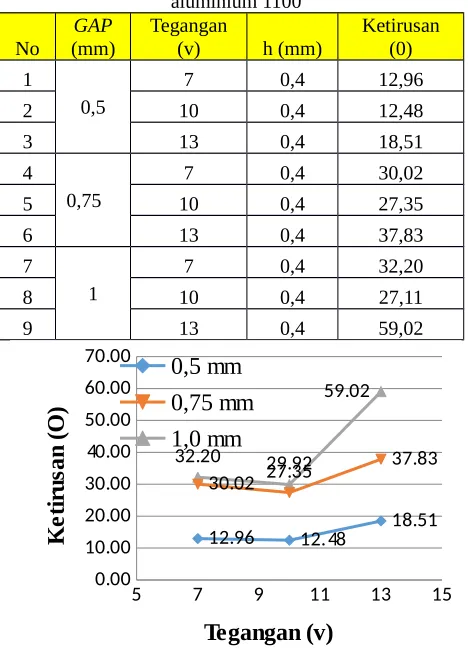
Tabel 4.4 Ketirusan hasil pemesinan pada material aluminium 1100
No (mm)GAP Tegangan(v) h (mm) Ketirusan(0) 1
Gambar 10 Grafik pengaruh tegangan dan gap terhadap ketirusan
Dari gambar 10 grafik diatas menjelaskan bahwa semakin besar jarak celah (gap) dengan variasi tegangan 7, 10, 13 maka pemakanan yang dihasilkan tidak merata tetapi ketirusannya akan condong kearah benda kerja yang tidak diisolasi. Gap yang lebih besar membuat arus akan menyebar kesamping permukaan material dan menyebabkan hasil pemesinan yang tidak merata sehingga didapatkan hasil ketirusan yang berbeda-beda. Untuk nilai ketirusan pada material aluminium 1100 yang terbesar yaitu benda kerja hasil pemesinan dengan variasi gap 1 mm dan tegangan 13 volt yaitu sebesar 59,02 °.
C. Pembahasan
Pengaruh jarak celah (gap) antara elektroda dengan benda kerja terhadap MRR aluminium 1100, dimana semakin besar jarak celah (gap) maka semakin
besar MRR yang dihasilkan pada proses pemesinan ECM dengan variasi tegangan 7, 10, 13 volt. Begitu juga dengan tegangan, semakin besar tegangan yang digunakan pada saat proses pemesinan maka nilai MRR nya juga besar. Besar nya tegangan dan gap juga berpengaruh pada besarnya arus yang mengalir pada saat pemesinan, semakin besar tegangan dan gap maka arus maksimal yang dicapai pada proses pemesinan juga semakin besar. Material aluminium 1100 membutuhkan waktu pemesinan selama 186 detik, dengan konsentrasi elektrolit yang sama tiap pemesinan. Waktu pemesinan pun mempengaruhi nilai MRR, dan overcut. Semakin lama waktu pemesinan membuat lubang yang dihasilkan semakin besar dari lubang yang diinginkan, serta semakin banyak pengurangan massa benda kerja. Seperti pada penelitiannya (Permana, 2012) yang menjelaskan bahwa besarnya MRR yang terjadi pada benda kerja berbanding lurus dengan besarnya feed rate
yang digunakan saat pemesinan berlangsung.
Nilai overcut yang dihasilkan pada proses pemesinan ECM dengan variasi tegangan 7, 10, 13 juga dipengaruhi oleh besarnya gap yang digunakan. Gap
yang lebih besar akan membuat proses pemakanan benda kerja semakin cepat apalagi ditambah dengan tegangan yang lebih besar maka proses pemakanannya pun akan lebih cepat juga. Begitu juga dengan bagian benda kerja yang tidak terisolasi akan mengalami
overcut yang lebih besar dibandingkan bagian benda kerja yang diisolasi dan ketirusannya akan condong ke arah benda kerja yang tidak diisolasi
4. Kesimpulan
Dari data dan hasil perhitungan yang dilakukan terhadap hasil pemesinan ECM portable untuk benda kerja plat alumunium 1100 menggunakan tool elektroda tembaga dapat kesimpulan sebagai berikut :
1. Semakin besar gap yang digunakan dalam proses pemesinan maka nilai MRRnya semakin besar, begitu juga dengan tegangan semakin besar tegangan yang digunakan maka nilai MRR nya juga bertambah. Nilai MRR tertinggi pada pengujian ini adalah pada gap 1 mm dengan tegangan 13 volt yaitu 1,50
×
10
−4gr
/
dtk
2. Gap dan tegangan yang besar akan membuatnilai overcut yang didapatkan semakin tinggi. Nilai overcut tertinggi yang diperoleh pada pengujian adalah gap 1 mm dengan tegangan 13 volt yaitu 3,0 mm.
3. Semakin besar gap yang digunakan maka arus yang keluar akan menyebar ke samping permukaan material dan menyebabkan hasil permesinan menjadi tidak rata. Nilai ketirusan terbesar yang didapat pada pengujian ini adalah variasi gap 1 mm dengan tegangan 13 volt yaitu 59,02⁰.
5. Daftar pustaka
[2] McGeough, J.A. 1988. Advanced Methods of Machining. Chapman and Hall Ltd, London. [3] Budiman. 2012. Studi Eksperimental Pengaruh
Konsentrasi Larutan Terhadap Laju Pelepasan Material Pada Proses Electrochemical Machining. Surabaya: Jurusan Teknik Mesin, Fakultas Teknologi Industri, Institut Teknologi Sepuluh Nopember.