Pengaruh Kedalaman Alur Back Chipping Pada Pengelasan Listrik SMAW Baja Karbon Sedang AISI 1045 Terhadap Uji Kekuatan Tarik
Teks penuh
Gambar
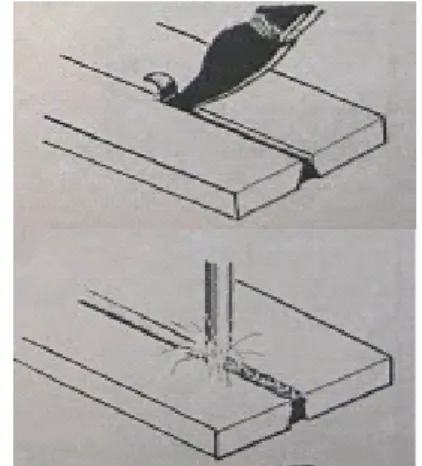
![Gambar 5. Las busur listrik elektroda terlindung [Wiryosumarto, 1996].](https://thumb-ap.123doks.com/thumbv2/123dok/3816884.2479821/4.892.157.406.577.860/gambar-las-busur-listrik-elektroda-terlindung-wiryosumarto.webp)



Dokumen terkait
Untuk mengetahui pengaruh arus pengelasan terhadap kekuatan tarik lasan baja paduan rendah hasil pengelasan SMAW dengan elektroda E7016.. Untuk mengetahui arus pengelasan optimum
Nilai kekuatan poros paling tinggi pada variasi profil chamfer adalah pada poros alur pasak berprofil chamfer 0.25 mm dengan nilai kekuatan sebesar 596.041 MPa atau
Abstrak: Penelitian ini untuk mengetahui pengaruh arus pengelasan terhadap kekuatan tarik dan energi nilai impak dari hasil pengelasan las TIG dengan sambungan dari material AISI 304
Menyatakan dengan sungguh bahwa skripsi yang berjudul “Perbandingan Gerakan Elektroda Zig-zag dengan Spiral pada Pengelasan SMAW terhadap Kekuatan Tarik Baja
adalah sebagai berikut; kekuatan tarik sambungan las dengan menggunakan kampuh I tunggal dengan arus yang berbeda memiliki kekuatan tarik yang berbeda pula, sehingga dapat
Menyatakan bahwa skripsi saya yang berjudul “ PENGARUH VARIASI BENTUK KAMPUH TERHADAP STRUKTUR MIKRO, KEKERASAN DAN KEKUATAN TARIK PADA PROSES PENGELASAN BAJA
Dari grafik tersebut dapat dilihat bahwa kekuatan tarik hasil pengelasan dengan menggunakan elektroda RD 716-G dan LB-52 standar ASTM cenderung lebih
Untuk mengetahui pengaruh gerakan elektroda alur spiral, alur zig-zag dan alur lurus dengan arus 85 A terhadap kekuatan tarik daerah las baja ST 42 pada
