EVALUASI KECUKUPAN PROSES STERILISASI RENDANG
SAPI DALAM KALENG DI PT LANGIT CERAH SUKSES
CHAIRUL ADIJAYA
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA*
Dengan ini saya menyatakan bahwa skripsi berjudul Evaluasi Kecukupan Proses
Sterilisasi Rendang Sapi dalam Kaleng di PT Langit Cerah Sukses adalah benar
karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam
bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang
berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari
penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di
bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut
Pertanian Bogor.
Bogor, Agustus 2015
ABSTRAK
CHAIRUL ADIJAYA. Evaluasi Kecukupan Proses Sterilisasi Rendang Sapi
dalam Kaleng di PT Langit Cerah Sukses. Dibimbing oleh DAHRUL SYAH dan
FERI KUSNANDAR.
Rendang
adalah makanan tradisional daging dengan rempah-rempah yang
kaya dan santan. Masakan ini berasal dari Sumatera Barat, Indonesia. Bahan dasar
rendang ialah daging sapi, santan dan campuran rempah-rempah yang
dihancurkan, termasuk cabai, serai, lengkuas, kunyit, jahe, bawang putih, bawang,
dan rempah lainnya. Salah satu cara untuk memperpanjang umur simpan rendang
adalah proses pengalengan. Faktor penting yang berperan dalam proses
pengalengan adalah proses sterilisasi. Penelitian ini bertujuan untuk mengetahui
proses sterilisasi produk rendang kaleng yang optimal di PT Langit Cerah Sukses.
Melalui uji distribusi panas, dapat dilihat beberapa parameter yang terkait dengan
proses sterilisasi, meliputi waktu
venting,
come-up time (CUT)
, dan posisi titik
terdingin di retort. Melalui data uji penetrasi panas dapat digunakan untuk
menentukan kecukupan proses sterilisasi dilakukan dengan menggunakan metode
umum. Setelah evaluasi, hasil CUT
yang didapat dari penelitian ini adalah sebesar
18 menit dan nilai F
0sebesar 12,68 menit.
Kata kunci: Rendang, sterilisasi,
Come Up Time,
F
0ABSTRACT
CHAIRUL ADIJAYA. Adequacy Evaluation of Sterilization Process in Canned
Beef Rendang at PT Langit Cerah Sukses. Supervised by DAHRUL SYAH dan
FERI KUSNANDAR.
Rendang is a traditional cuisine of meat with rich spices and coconut milk.
This cuisine originated from West Sumatra, Indonesia. Base material rendang is
beef and coconut milk, and mix of crushed spices, including chili, lemongrass,
galangal, turmeric, ginger, garlic, onions, and various other spices. One way to
extend the shelf life of rendang is the canning process. The important factor that
play a role in the process of canning is the process of sterillization. This study
aims to find the optimal sterilization process rendang canned products in PT
Langit Cerah Sukses. Through a heat distribution test, it can be seen several
parameters related to the sterilization process, which is venting time, come-up
time (CUT), and the position of the coldest point in the retort. Through the data
analysis of heat penetration test can be used to determine the adequacy of the
sterilization process performed by the general method. After evaluation, CUT
results obtained from this study is 18 minutes and F0 value of 12.68 minutes.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar
Sarjana Teknologi Pertanian
pada
Departemen Ilmu Teknologi Pangan
EVALUASI KECUKUPAN PROSES STERILISASI RENDANG
SAPI DALAM KALENG DI PT LANGIT CERAH SUKSES
CHAIRUL ADIJAYA
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
Judul Skripsi : Evaluasi Kecukupan Proses Sterilisasi Rendang Sapi dalam Kaleng
di PT Langit Cerah Sukses
Nama
: Chairul Adijaya
NIM
: F24080019
Disetujui oleh
Dr. Ir. Dahrul Syah, Msc. Agr
Pembimbing I
Dr. Ir. Feri Kusnandar, Msc
Pembimbing II
Diketahui oleh
Dr. Ir. Feri Kusnandar, Msc
Ketua Departemen
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah
subhanahu wa t
a’ala
atas
segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Tema yang
dipilih dalam penelitian yang dilaksanakan sejak bulan Maret 2012 ini ialah
sterilisasi komersial, dengan judul Evaluasi Proses Sterilisasi Komersial Produk
Rendang Sapi dalam Kaleng di PT Langit Cerah Sukses, Tangerang.
Terima kasih penulis ucapkan kepada Bapak Dr Ir Dahrul Syah MSc Agr
dan Bapak Dr. Ir. Feri Kusnandar MSc selaku pembimbing, serta Bapak Gatot
Supriadi yang telah banyak memberi saran. Di samping itu, penghargaan yang
sebesar-besarnya penulis sampaikan kepada Ayah M. Manurung, Mama
Tuningsih (Alm), Kakak Frimi Agustina (Alm), Ibu Riyanti dan adik Annisa Azka
Maydina yang selalu mendoakan dan menyemangati penulis tanpa henti. Terima
kasih kepada Bapak Tua, Mama Tua, Dian Dan Puput atas dukungan moral dan
doa kepada penulis. Terima kasih kepada Bapak Eddy Indradi yang memberikan
saya kesempatan untuk magang di PT Langit Cerah Sukses. Terima kasih kepada
seluruh dosen, staf departemen dan teman-teman ITP 45 serta semua orang yang
penulis kenal.
Semoga karya ilmiah ini bermanfaat.
Bogor, Mei 2015
DAFTAR ISI
DAFTAR TABEL
vi
DAFTAR GAMBAR
vi
DAFTAR LAMPIRAN
vi
PENDAHULUAN
1
TINJAUAN PUSTAKA
2
METODE
6
HASIL DAN PEMBAHASAN
8
SIMPULAN DAN SARAN
19
DAFTAR PUSTAKA
20
LAMPIRAN
21
DAFTAR TABEL
1
Daftar mesin di PT Langit Cerah Sukses
9
2
Perubahan yang terjadi sebelum dan sesudah proses magang
17
DAFTAR GAMBAR
1
Diagram alir metode penelitian
5
2
Struktur organisasi perusahaan
9
3
Proses pemasakan rendang
karissa
10
4
Diagram alir proses produksi rendang
karissa
11
5
Penempatan
thermocouple
di dalam retort
existing
proses
12
6
Grafik profil suhu retort
existing
proses
13
7
Penempatan termocouple di dalam produk
13
8
Pemasangan
thermocouple
di dalam kaleng
14
9
Grafik suhu pemanasan di dalam produk pada
existing
proses
14
10
Penempatan termocouple di dalam retort setelah evaluasi proses
16
11
Grafik profil suhu retort setelah evaluasi proses
16
12
Penempatan termocouple di dalam produk setelah evaluasi proses
17
13
Grafik suhu pemanasan di dalam produk setelah evaluasi proses
17
14
Perbedaan penggunaan energi uap pada proses produksi
18
DAFTAR LAMPIRAN
1
SOP retort sebelum evaluasi
21
2
Hasil uji distribusi panas sebelum evaluasi
22
3
Hasil uji penetrasi panas sebelum evaluasi
24
4
Hasil perhitungan kecukupan panas (F
0) menggunakan metode umum
26
5
SOP retort setelah evaluasi
42
6
Hasil uji distribusi panas setelah evaluasi
43
7
Hasil uji penetrasi panas setelah evaluasi
45
PENDAHULUAN
Latar Belakang
Rendang adalah masakan tradisional daging bersantan yang kaya bumbu
rempah-rempah. Masakan ini berasal dari Sumatera Barat, Indonesia. Rendang
dapat ditemukan di seluruh Rumah Makan Padang di seluruh Indonesia, bahkan di
luar negeri. Hidangan ini digemari semua kalangan masyarakat, baik itu di
Indonesia, Malaysia ataupun di berbagai negara lainnya (Lipoeto
et al
2001).
Bahan dasar rendang ialah daging dan santan kelapa, serta campuran
berbagai bumbu yang dihaluskan, diantaranya cabai, serai, lengkuas, kunyit, jahe,
bawang putih, bawang merah, dan aneka bumbu lainnya. Bumbu-bumbu alami
yang digunakan untuk memasak rendang memiliki keunikan yaitu bersifat
antiseptik dan membunuh bakteri patogen yang berfungsi sebagai bahan pengawet
alami sehingga produk rendang dapat tahan disimpan selama beberapa hari
(Rahayu 2000).
Survey CNN tahun 2011 menyatakan bahwa rendang merupakan makanan
yang paling digemari nomor satu di dunia (Cheung 2011). Hal ini memberikan
harapan besar bahwa makanan yang berasal dari Sumatera Barat ini dapat
menembus pasar dunia. Namun permasalahannya adalah bagaimana cara
membuat rendang bisa awet dalam waktu yang lama. Berdasarkan hal tersebut,
pada tahun 2010 lalu, Bapak Eddy Indradi berinisiatif untuk membuat usaha
berbasis produk rendang yang dikalengkan. Pengalengan adalah suatu cara
pengawetan makanan di dalam suatu wadah yang tertutup yang dipanaskan
dengan menggunakan uap panas sebagai usaha mencegah kebusukan (Winarno
2004).
Perusahaan yang didirikan Bapak Eddy Indradi tersebut memiliki izin
usaha pada tahun 2010 lalu dengan nama PT Langit Cerah Sukses yang berlokasi
di propinsi Banten. Produk rendang kaleng yang dihasilkan diberi merk dagang
“
Karissa”.
Produk ini memiliki masa umur simpan selama satu tahun. Hal ini
didasarkan program pelatihan yang telah dilakukan oleh pihak internal perusahaan
dengan bekerjasama dengan pihak SEAFAST CENTER IPB untuk mempelajari
bagaimana cara produksi rendang kaleng yang aman. Namun, pihak perusahaan
tampaknya belum cukup puas dengan upaya tersebut dan ingin mengetahui
apakah proses produksi yang mereka lakukan sudah cukup aman, terutama proses
sterilisasinya karena proses ini merupakan titik kritis yang penting dalam
menentukan keamanan makanan dalam kaleng. Lebih lanjut, penelitian tentang
proses sterilisasi ini dapat berguna untuk pengembangan perusahaan.
Perumusan Masalah
Proses pengalengan rendang yang dilakukan memerlukan kecukupan proses
sterilisasi untuk dapat menjamin keamanan produk untuk dikonsumsi, sekaligus
dapat meminimalkan kerusakan produk dan memperpanjang umur simpan produk
tersebut.
2
Tujuan Penelitian
Tujuan penelitian ini adalah untuk mengevaluasi kecukupan proses
sterilisasi selama proses produksi rendang sapi dalam kaleng di PT Langit Cerah
Sukses berdasarkan uji penetrasi panas.
Manfaat Penelitian
Manfaat dari penelitian ini adalah untuk memberikan informasi yang
diperlukan perusahaan mengenai kondisi proses sterilisasi produk dan
memberikan saran perbaikan proses produksi.
TINJAUAN PUSTAKA
Rendang
Rendang adalah salah satu produk olahan daging yang dapat dikonsumsi
dalam jangka waktu relatif lama (Brisseden 2007). Produk rendang merupakan
suatu cara pengawetan daging dengan kadar air akhir berkisar antara 30-50 persen.
Menurut Muchtadi dan Sugiyono (2011) untuk produk-produk pangan yang
mempunyai kadar air akhir berkisar antara 15-50 persen dapat digolongkan
sebagai bahan pangan semi basah yang mempunyai masa penyimpanan lebih lama.
Secara tradisional rendang dibuat dengan menggunakan rempah-rempah
sebagai berikut: cabe, bawang putih, lengkuas, daun kunyit, asam kandis, serai
dan dengan atau tanpa pemakaian kunyit yang banyak.
Rendang yang biasanya dihidangkan di hotel berbintang bahan-bahannya
adalah daging sapi (lulur, has), bawang merah, bawang putih, cabe merah, jahe,
daun kunyit, daun salam, kemiri dan santan kelapa (Runtuwene, 1987 dalam
Maniofri).
Perbedaan utama antara rendang tradisional dan rendang modifikasi adalah
komposisi rempah-rempah dan cara pemasakan. Rendang tradisional sedikit
menggunakan kemiri dan banyak memakai cabe, sedangkan rendang modifikasi
sebaliknya.
Pengalengan Makanan
3
Pada awal abad ke -19 proses pengalengan makanan dilakukan di pabrik
pengalengan kecil. Pabrik pengalengan kecil seperti ini penuh dengan masalah
yamg diabaikan seperti sanitasi peralatan dan ruangan serta lingkungan kerja yang
tidak sehat. Saat itu belum digunakan lemari pendingin dan standar industri
pengalengan belum diatur sehingga sangat umum terdapat pangan dalam kaleng
yang terkontaminasi terdistribusikan ke toko-toko kelontong (Petrick 2008).
Kontaminasi pada kaleng dapat menyebabkan masalah kesehatan pada
manusia. Dua hal yang paling berbahaya adalah migrasi komponen kaleng dan
botulisme. Migrasi komponen kaleng ialah masuknya zat racun yang terdapat
dalam kaleng ke dalam produk pangan di dalam kaleng tersebut. Zat racun yang
bermigrasi dapat menimbulkan keracunan timbal atau bisphenol A, yang
merupakan bahan epoxy yang umum digunakan dalam melapisi bagian dalam
kaleng
(Maier dan Calafut 2008). Keracunan karena botulisme disebabkan bahan
pangan yang terkontaminasi oleh spora
C.botulinum
yang telah bergerminasi dan
memproduksi toksin botulisme, dan ini biasanya terjadi pada pangan berasam
rendah. Spora
C.botulinum
menyukai lingkungan dengan kadar oksigen yang
rendah sehingga dapat tumbuh di dalam makanan kaleng. Keracunan botulisme
adalah penyakit yang langka namun serius, menyebabkan kelumpuhan yang
biasanya dimulai pada otot-otot wajah dan kemudian menyebar ke seluruh
anggota badan
(Sobel 2005).
Sterilisasi Komersial
Produk makanan dalam kaleng haruslah steril, dalam arti terbebas dari
mikroba patogen dan terbebas dari bakteri pembusuk. Kedua hal tersebut harus
benar-benar diperhatikan karena bila persyaratan tersebut tidak dipenuhi akan
timbul resiko kesehatan seperti botulisme, atau problem ekonomi seperti
kerusakan produk oleh hal-hal non mikrobial.
Kondisi steril dalam proses sterilisasi pangan yang dilakukan pada industri
pengalengan makanan makanan, bukanlah berarti steril dalam artian bebas atau
suci dari mikroba sama sekali. Dalam makanan kaleng, masih diijinkan atau
dibiarkan beberapa mikroba tetap hidup. Hanya mikroba tersebut dalam kondisi
komersial yang berlaku dalam penyimpanan normal makanan kaleng tidak dapat
hidup dan berkembang biak. Karena itulah disebut Sterilisasi Komersial.
Nilai D, Z dan L
Harga D
Tadalah waktu dalam menit pada suhu tertentu (T
0F) yang
dibutuhkan untuk membunuh 90% dari jumlah populasi mikroba yang masih
hidup sebanyak satu satuan log (satu log cycle). Harga D
Tdari mikroba
menunjukkan daya tahan mikroba terhadap panas dan suhu tertentu retort. Makin
tinggi harga D, maka mikroba tersebut makin tahan panas.
Keterangan : nilai a dan b menunjukkan jumlah mikroorganisme yang tahan
setelah pemanasan t
1dan t
2menit
4
Letalitas (L) adalah ekivalen menit pada suhu 250
0F dengan pemanasan 1
menit pada suhu tertentu. Letalitas kadang dinyatakan sebagai L
ratau
lethal rate
.
L dalam persamaan ditulis sebagai berikut:
L = 10
[(T-250)/z]Mikroba target yang dijadikan tolak ukur dalam penelitian ini adalah
Clostridium botulinum
. Mikroba ini merupakan bakteri obligat anaerob yang
menyerang pada semua makanan kaleng. Tumbuh baik pada pH pangan yang
berasam rendah (pH>4,5). Bakteri
Clostridium botulinum
dapat menghasikan
racun botulin yang sangat mematikan. Untuk itu dalam sterilisasi komersial perlu
menginaktivasi mikroba
Clostridium botulinum
dengan konsep 12 D.
Konsep 12 D ini adalah jumlah panas yang diperlukan untukmenekan
kemungkinan terjadinya kerusakan dan keracunan
C. botulinum
hingga 10
pangkat -12, biasanya digunakan pada makanan yang berasam rendah dengan pH
diatas 4,5. Dengan diketahui D
250dari botulinum adalah 0,25. Maka harga F
0dapat dihitung sebagai berikut:
F
0= D
T(log a - logb)
= 0,25 (log 1 – log 10
-12)
= 0,25 x 12
= 3
Artinya proses sterilisasi panas bila diterapkan konsep 12 D, waktu
pemanasan yang diperlukan untuk mematikan mikroba
C.botulinum
sebanyak 12
siklus log yaitu 3 menit pada suhu retort 250
0F.
Perhitungan Kecukupan Panas
Suatu makanan yang terkemas dalam kaleng bila diletakkan dalam retort,
maka suhu produk tidak secara cepat (segera) mencapai suhu proses sesuai dengan
suhu retort yang dikehendaki. Tetapi proses pemanasan tersebut merambat ke
pusat isi kaleng perlahan-lahan.
5
METODE
Bahan
Bahan yang digunakan untuk memproduksi rendang
Karissa
adalah
daging sapi, santan, bumbu-bumbu dan minyak sayur. Bahan yang digunakan
untuk uji penetrasi panas dan perhitungan proses termal adalah rendang yang telah
dikemas dalam kaleng dan dipasang indikator suhu.
Alat
Alat yang digunakan untuk memproduksi rendang Karissa adalah
slicer
daging, penggiling bumbu, pisau, alat pemasak berupa kompor dan wajan, wadah
stainless
, kaleng,
exhauster
,
sealing
, retort, dan
boiler
sebagai sumber uap. Alat
yang digunakan untuk uji penetrasi panas ialah
thermocouple
dan
thermorecorder
.
Metode Penelitian
Metode penelitian yang dilakukan di PT Langit Cerah Sukses secara garis
besar dapat digambarkan melalui diagram alir pada Gambar 1 :
Gambar 1. Diagram Alir Metode Penelitian
Evaluasi hasil perbaikan
Menerapkan langkah-langkah perbaikan
Menentukan titik proses
yang waktunya dapat
dikurangi
Menghitung nilai Fo proses
setelah perbaikan
Mengevaluasi proses sterilisasi
existing
Analisis hasil penetrasi
panas
Menghtung nilai Fo proses
existing
Menelaah proses produksi yang berjalan
6
Menelaah proses produksi yang berjalan
Penelitian dilakukan untuk mempelajari kondisi perusahaan dan proses
produksi rendang
Karissa
saat ini di PT Langit Cerah Sukses. Proses produksi
rendang
karissa
meliputi proses penggilingan bumbu, pengirisan daging,
persiapan bahan pendukung seperti santan dan minyak sayur, lalu dilanjutkan
dengan proses pemasakan. Rendang yang telah matang kemudian diisi ke dalam
kaleng dengan berat tertentu. Kaleng yang berisi rendang kemudian dialirkan ke
proses exhausting dengan mesin vakum yang langsung terhubung dengan mesin
sealer semi automatis. Proses selanjutnya ialah sterilisasi yang dilanjutkan dengan
pelabelan dan penyimpanan.
Mengevaluasi proses sterilisasi existing
Penelitian dilanjutkan dengan melakukan uji distribusi panas dan uji
penetrasi panas. Uji distribusi panas dilakukan dengan menempatkan sepuluh
termokopel pada sepuluh titik berbeda dalam
retort
. Melalui uji ini, dapat
diketahui beberapa parameter yang berkaitan dengan kecukupan proses sterilisasi,
yaitu waktu
venting
,
come-up time
(CUT), dan profil suhu pemanasan di dalam
retort
. Waktu
venting
adalah waktu yang diperlukan menyeragamkan suhu dalam
retort
. CUT adalah waktu yang dibutuhkan
retort
sejak dinyalakan hingga
mencapai suhu proses yang diinginkan (121,1
oC). Profil suhu pemanasan di dalam
retort didapatkan dengan cara membandingkan suhu yang diukur di bagian-bagian
di dalam retort.
Uji penetrasi panas dilakukan dengan cara pengukuran suhu dalam proses
sterilisasi menggunakan termokopel yang dipasang di titik terdingin (
coldest
point
) rendang dalam kaleng. Menurut Muchtadi (2008), titik terdingin untuk
bahan pangan padat pada kemasan kaleng dengan bentuk silindris vertikal terletak
pada poros kaleng dengan ketinggian
1/
2
tinggi di atas dasar kaleng. Uji penetrasi
panas difokuskan pada titik terdingin dalam retort yang diketahui dari uji
distribusi panas. Termokopel tersebut dihubungkan dengan rekorder yang akan
mencatat data perubahan suhu terhadap waktu. Dalam penelitian ini, diukur laju
penetrasi panas pada lima sampel rendang dalam kaleng yang diletakkan di sekitar
titik terdingin dalam retort. Analisis data uji penetrasi panas untuk menentukan
kecukupan proses sterilisasi (F
0) dilakukan dengan metode umum.
Nilai Z yang digunakan dalam penelitian ini adalah Z=18
0F dan D= 0,25
menit. Maka perhitungan letalitas dari data penetrasi panas dilakukan dengan
menggunakan rumus :
L = 10
[(T-250)/18]Untuk perhitungan dengan metode umum , letalitas proses dihitung
dengan cara integrasi
lethal rate
terhadap waktu, dalam persamaan dapat ditulis
sebagai berikut:
F
0=
∫
Atau
F
0=
∑
F
0adalah ekuivalen letalitas proses termal dengan waktu pemanasan pada
7
Contoh perhitungan kecukupan proses sterilisasi komersial:
t (menit)
T(F)
LR (Z=18 F
)
0
194
0,000774264
4
221
0,024484367
8
248
0,774263683
12
249,8
0,974740226
16
212
0,007742637
20
158
7,74264E-06
24
140
7,74264E-07
Fo = luas area dibawah kurva hubungan antara LR dan t
Fo = Jumlah area trapesium
Luas Trapesium =
A =
F
0dari rangkaian proses pemanasan ialah merupakan jumlah luas area di bawah
kurva letalitas.
0 50 100 150 200 250 300
0 4 8 12 16 20 24
Suhu
Waktu
0 0,2 0,4 0,6 0,8 1 1,2
0 4 8 12 16 20 24
Waktu
8
Menerapkan langkah-langkah perbaikan
Evaluasi proses sterilisasi dilakukan dengan cara memodifikasi waktu
proses sterilisasi sedemikian rupa agar didapatkan proses yang lebih efisien dari
segi waktu dan penggunaan energi, namun tetap menghasilkan produk yang aman
dari mikroba patogen dan bakteri pembusuk. Data suhu dari proses sterilisasi yang
telah dimodifikasi diukur dengan thermocouple untuk kemudian dihitung
kecukupan proses sterilisasinya (F
0) dengan metode umum.
Evaluasi hasil perbaikan
Dari proses penelitian yang telah dilakukan, maka dapat dievaluasi
perubahan yang terjadi antara proses sterilisasi existing dengan proses sterilisasi
yang telah dievaluasi. Perubahan-perubahan tersebut diantaranya adalah nilai F
0yang dihasilkan dan kualitas produk rendang sapi dalam kaleng.
HASIL DAN PEMBAHASAN
Kondisi Perusahaan
PT Langit Cerah Sukses yang berlokasi di Tangerang ini berdiri tahun
2010. Perusahaan ini merupakan usaha yang masuk dalam IKM (Industri Kecil
menengah). IKM ini bergerak pada industri makanan rendang kaleng siap saji.
PT Langit Cerah Sukses didirikan oleh Bpk. Eddy Indradi Tirtokusumo
dan Muhammad Gatot Gayantoro. Bapak Eddy Indradi didaulat sebagai pemilik
serta pimpinan usaha ini. Usaha ini didirikan dengan modal awal sebesar Rp.
300.000.000,-. Memiliki SIUP dengan No 00123-04/PK/P1.824.271 dan TDP
09.03.01.46.66013. Pada awal berdirinya perusahaan ini bergerak dibidang
katering makanan. Namun, usaha katering hanya bertahan selama lima bulan
selebihnya beralih ke industri makanan kaleng siap saji yang berupa rendang sapi
kaleng.
9
Struktur organisasi
Gambar 2. Struktur Organisasi
Sumber : PT. Langit Cerah Sukses
Menelaah proses produksi yang berjalan
Dalam memproduksi produk rendang kaleng karissa ini perusahaan
dibantu oleh beberapa mesin-mesin untuk menyempurnakan produknya, dapat
dilihat di Tabel 1
Tabel 1 Daftar Mesin di PT Langit Cerah Sukses
No
Jenis Mesin
Banyaknya
1
Steam Boiler
1 unit
2
Steam Box
1 unit
3
Stamper
1 unit
4
Meat Slicer
1 unit
5
Pulp Crusher
1 unit
6
Autoclave
1 unit
7
Seamer
1 unit
Sumber : Data Perusahaan Tahun 2012
Bahan baku yang digunakan oleh PT Langit Cerah Sukses untuk membuat
rendang sapi
Karissa
terdiri dari bahan baku utama dan bahan penolong. Bahan
baku utama yaitu daging sapi bagian sirloin atau tenderloin, sedangkan yang
termasuk bahan penolong yaitu bumbu rendang baik bumbu kering atau bumbu
basah, santan dan minyak sayur.
Proses pengolahan rendang sapi
Karissa
dilakukan dalam beberapa
tahapan. Tahapan tersebut diantaranya ialah tahap persiapan bahan, tahap
pemasakan, tahap pengemasan dan tahap penyimpanan.
Tahap pertama adalah pemilihan, pencucian, dan persiapan bahan-bahan
yang akan digunakan dalam proses pemasakan daging nanti. Bahan yang
digunakan adalah daging sapi sebagai bahan baku utama dan bumbu sebagai
bahan penolong. Dalam pembuatan rendang ini tidak semua bagian daging dapat
Direktur
Pemilik Perusahaan
Bpk Eddy Indardi
Bag. Akunting
(1 orang)
Bag. Produksi
( 11 orang)
Bag. Pemasaran
10
digunakan, tetapi bagian-bagian tertentu saja seperti lulur dan has. Bagian lulur
dan has tersebut kandungan proteinnya tinggi dan kadar lemak rendah.
Dalam pembuatan rendang di PT Langit Cerah Sukses digunakan
rempah-rempah, santan dan daging sapi beku. Daging beku dipanaskan dengan air
mendidih selama 30 menit untuk melunakkan tekstur daging kemudian
dipotong-potong menjadi bagian yang tebalnya 1 - 1,5 cm dan lebarnya 5 – 6 cm. Pertama
kali siapkan bumbu yang akan digunakan. Kemudian cuci bersih
bumbu-bumbu tersebut. Setelah bumbu-bumbu dicuci bersih proses selanjutnya adalah
penghalusan bumbu. Bumbu-bumbu yang telah dicuci bersih kemudian
dimasukkan kedalam mesin penghancur yang membuat bumbu menjadi halus.
Sementara itu semua bumbu yang telah dihaluskan ditumis sampai tercium bau
harum. Lalu dimasukkan daging dan santan bersama bumbu-bumbu tadi,
dimasukkan daun salam dan serai. Setelah semua bumbu, daging, santan dan
rempah-rempah dimasukkan maka produk terus diaduk hingga 2 jam. Proses
pemasakan berlangsung selama 5 – 6 jam.
Diagram alir proses pemasakan rendang sapi
Karissa
ditunjukkan pada
Gambar 3:
Gambar 3. Proses Pemasakan Rendang
Karissa
Sumber : PT Langit Cerah Sukses
Air
Daging,
daun
salam,
daun jeruk,
serai ,
santan
Pencucian
Penghancuran
Penumisan
Pemanasan dan pengadukan 2 jam ±1000C
Rendang
siap
dikalengkan
Minyak
goreng
11
Rendang yang telah matang kemudian diletakkan di wadah besar untuk
kemudian diisi ke dalam kaleng dengan berat tertentu. Berat yang ditentukan
untuk 1 kaleng produk ialah 100 gram daging ditambah 50 gram bumbu, dengan
standar deviasi ± 5 gram. Kaleng yang berisi rendang kemudian dialirkan ke
proses exhausting untuk menciptakan kondisi vakum. Mesin vakum langsung
terhubung dengan mesin sealer yang digunakan secara semi automatis yang
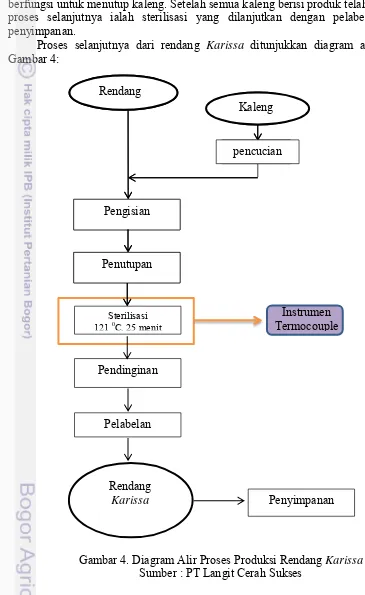
berfungsi untuk menutup kaleng. Setelah semua kaleng berisi produk telah ditutup,
proses selanjutnya ialah sterilisasi yang dilanjutkan dengan pelabelan dan
penyimpanan.
Proses selanjutnya dari rendang
Karissa
ditunjukkan diagram alir pada
Gambar 4:
Gambar 4. Diagram Alir Proses Produksi Rendang
Karissa
Sumber : PT Langit Cerah Sukses
Instrumen
Termocouple
Rendang
Pengisian
Penutupan
penc
ucian
K
aleng
Pengisian
Penutupan
Sterilisasi 121 0C, 25 menit
Pendinginan
pencucian
Pelabelan
Penyimpanan
Kaleng
12
Analisis hasil penetrasi panas
existing process
Pada tahapan penelitian selanjutnya dilakukan uji distribusi panas dan uji
penetrasi panas secara bersamaan. Jumlah termocouple yang digunakan adalah 20
buah, dimana 10 buah diletakkan menyebar untuk uji distribusi panas dan 10 buah
lagi diletakkan di dalam kaleng yang berisi produk rendang. Proses sterilisasi
dijalankan sesuai dengan SOP (
Standard Operational Procedure
) retort sebelum
modifikasi (lampiran 1). Hal ini bertujuan untuk mengevaluasi proses sterilisasi
saat ini.
Data suhu di bagian dalam retort selama proses pemanasan ditunjukkan
oleh tabel pada lampiran 2. Data yang dapat diamati dari uji distribusi panas
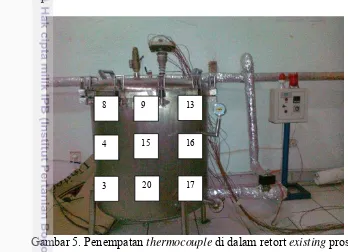
sebanyak sembilan titik (1 error). Posisi
thermocouple
di dalam retort dapat
dilihat seperti di Gambar 5:
Gambar 5. Penempatan
thermocouple
di dalam retort
existing
proses
Titik
thermocoupel
yang sesuai dengan indikator suhu pada retort adalah
thermocouple
nomor 16. Hal ini berarti data suhu yang terekam di
thermorecorder
pada titik nomor 16 sama dengan data suhu yang ditunjukkan pada indikator suhu
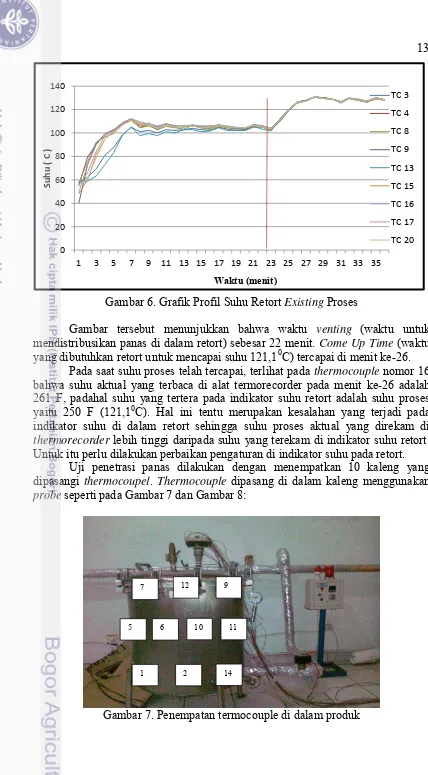
retort. Grafik suhu pemanasan di dalam retort sampai menit ke-35 ditunjukkan
dalam grafik pada Gambar 6:
20
15 16
17 13
4 8
3
13
Gambar 6. Grafik Profil Suhu Retort
Existing
Proses
Gambar tersebut menunjukkan bahwa waktu
venting
(waktu untuk
mendistribusikan panas di dalam retort) sebesar 22 menit.
Come Up Time
(waktu
yang dibutuhkan retort untuk mencapai suhu 121,1
0C) tercapai di menit ke-26.
Pada saat suhu proses telah tercapai, terlihat pada
thermocouple
nomor 16
bahwa suhu aktual yang terbaca di alat termorecorder pada menit ke-26 adalah
261 F, padahal suhu yang tertera pada indikator suhu retort adalah suhu proses
yaitu 250 F (121,1
0C). Hal ini tentu merupakan kesalahan yang terjadi pada
indikator suhu di dalam retort sehingga suhu proses aktual yang direkam di
thermorecorder
lebih tinggi daripada suhu yang terekam di indikator suhu retort.
Untuk itu perlu dilakukan perbaikan pengaturan di indikator suhu pada retort.
Uji penetrasi panas dilakukan dengan menempatkan 10 kaleng yang
dipasangi
thermocoupel
.
Thermocouple
dipasang di dalam kaleng menggunakan
probe
seperti pada Gambar 7 dan Gambar 8:
Gambar 7. Penempatan termocouple di dalam produk
0 20 40 60 80 100 120 140
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35
S
u
h
u
(
C
)
TC 3
TC 4
TC 8
TC 9
TC 13
TC 15
TC 16
TC 17
TC 20
Waktu (menit)
11 10
14 12 9 7
6 5
14
Gambar 8. Pemasangan
thermocouple
di dalam kaleng
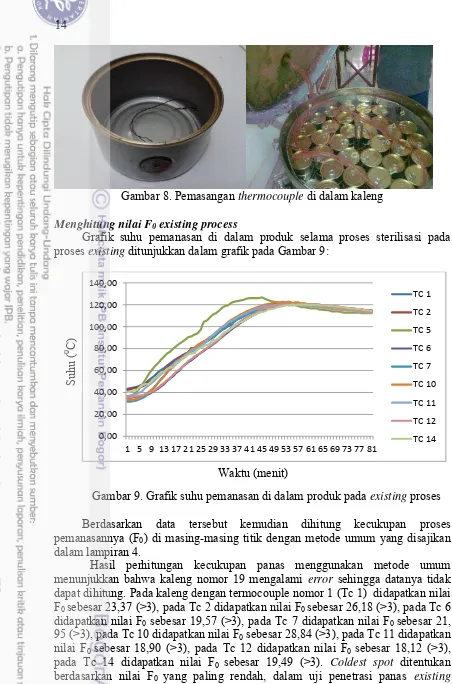
Menghitung nilai F
0existing process
Grafik suhu pemanasan di dalam produk selama proses sterilisasi pada
proses
existing
ditunjukkan dalam grafik pada Gambar 9:
Gambar 9. Grafik suhu pemanasan di dalam produk pada
existing
proses
Berdasarkan data tersebut kemudian dihitung kecukupan proses
pemanasannya (F
0) di masing-masing titik dengan metode umum yang disajikan
dalam lampiran 4.
Hasil perhitungan kecukupan panas menggunakan metode umum
menunjukkan bahwa kaleng nomor 19 mengalami
error
sehingga datanya tidak
dapat dihitung. Pada kaleng dengan termocouple nomor 1 (Tc 1) didapatkan nilai
F
0sebesar 23,37 (>3), pada Tc 2 didapatkan nilai F
0sebesar 26,18 (>3), pada Tc 6
didapatkan nilai F
0sebesar 19,57 (>3), pada Tc 7 didapatkan nilai F
0sebesar 21,
95 (>3), pada Tc 10 didapatkan nilai F
0sebesar 28,84 (>3), pada Tc 11 didapatkan
nilai F
0sebesar 18,90 (>3), pada Tc 12 didapatkan nilai F
0sebesar 18,12 (>3),
pada Tc 14 didapatkan nilai F
0sebesar 19,49 (>3).
Coldest spot
ditentukan
berdasarkan nilai F
0yang paling rendah, dalam uji penetrasi panas
existing
process
ini didapatkan
coldest spot
di TC 12 dengan nilai F
0sebesar 18,12 menit.
0,00 20,00 40,00 60,00 80,00 100,00 120,00 140,00
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 77 81
TC 1
TC 2
TC 5
TC 6
TC 7
TC 10
TC 11
TC 12
TC 14
Waktu (menit)
Suhu (
15
Nilai F
0yang dihasilkan mengunakan metode umum di masing-masing
titik pengukuran sudah melebihi reduksi mikroba
C. botulinum
sebanyak 12 siklus
log (F
0>3 menit pada 250
0F). Bahkan hasil F
0tersebut jauh melampaui batas
kecukupan panas yang diinginkan, sehingga berakibat pula pada produk rendang
yang dihasilkan. Karakter produk rendang
karissa
yang diperoleh dari proses
sterilisasi ini cenderung
overcook
, hal ini ditandai dengan daging rendang yang
keras dan kadar air yang sedikit menurut uji yang dilakukan oleh pihak
perusahaan.
Menerapkan langkah-langkah perbaikan
Nilai F
0yang dihasilkan pada proses penetrasi panas
existing process
jauh
melebihi nilai F
0proses yang diinginkan. Untuk itu perlu dilakukan modifikasi
proses sterilisasinya. Keadaan ini dapat diperbaiki dengan cara mengurangi waktu
proses untuk mendapatkan produk dengan kualitas yang lebih baik dari segi
sensori, namun tetap aman secara mikrobiologi. Evaluasi dilakukan pada bagian
pengaturan waktu venting yang diinput pada retort dipersingkat dari 10 menit
menjadi 3 menit. Hal ini dikarenakan pada waktu tersebut proses penyeragaman
suhu di dalam retort sudah dapat dipenuhi. Untuk suhu proses tetap digunakan
suhu 121,1
0C selama 15 menit untuk menjaga bahwa proses letalitas tetap terjaga.
Modifikasi lainnya ialah menggunakan air pendingin pada saat proses
pendinginan. Air pendingin berguna dalam proses pendinginan untuk
menciptakan kondisi
shock thermal
, yaitu kondisi perubahan suhu yang drastis
dan cepat yang berfungsi untuk menghambat pertumbuhan mikroba tahan panas.
Menghitung nilai F
0proses setelah perbaikan
Pada tahapan penelitian selanjutnya, dilakukan uji distribusi panas dan
penetrasi panas secara bersamaan. Termocouple yang digunakan berjumlah 10
buah, 5 termocouple disebar di bagian dalam retort sedangkan 5 termocouple lagi
dimasukkan ke dalam kaleng berisi produk yang nantinya akan diletakkan di
sekitar
coldest spot
.
Modifikasi proses sterilisasi tersebut menghasilkan SOP retort yang baru
yang dapat dilihat pada lampiran 5. Perubahan terjadi pada poin SOP nomor 7,
18,19, 20,21 dan 22. Berdasarkan SOP retort yang baru, kemudian dilakukan uji
penetrasi panas untuk menentukan kecukupan sterilisasi.
16
Waktu (menit)
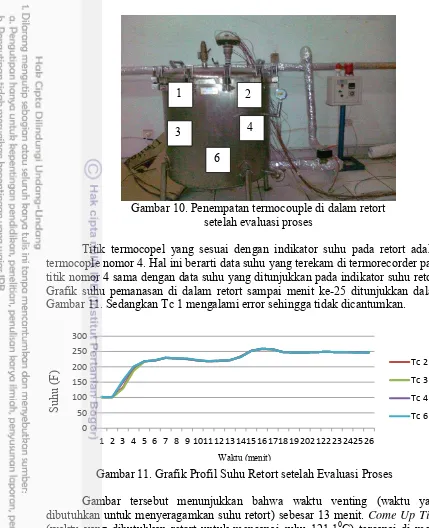
Gambar 10. Penempatan termocouple di dalam retort
setelah evaluasi proses
Titik termocopel yang sesuai dengan indikator suhu pada retort adalah
termocople nomor 4. Hal ini berarti data suhu yang terekam di termorecorder pada
titik nomor 4 sama dengan data suhu yang ditunjukkan pada indikator suhu retort.
Grafik suhu pemanasan di dalam retort sampai menit ke-25 ditunjukkan dalam
Gambar 11. Sedangkan Tc 1 mengalami error sehingga tidak dicantumkan.
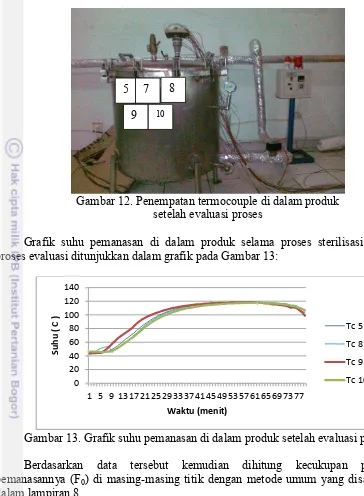
Gambar 11. Grafik Profil Suhu Retort setelah Evaluasi Proses
Gambar tersebut menunjukkan bahwa waktu venting (waktu yang
dibutuhkan untuk menyeragamkan suhu retort) sebesar 13 menit.
Come Up Time
(waktu yang dibutuhkan retort untuk mencapai suhu 121,1
0C) tercapai di menit
ke-18.
Pada saat suhu proses telah tercapai, terlihat pada termocouple nomor 4
bahwa suhu aktual yang terbaca di alat termorecorder pada menit ke-26 adalah
247 F, nilai ini sudah mendekati dengan suhu yang tertera di indikator suhu retort
yaitu 250 F (121,1
0C).
Uji penetrasi panas tahap kedua dilakukan dengan menempatkan 5 kaleng
yang dipasangi termocopel di sekitar
coldest spot
. Hal ini dikarenakan pada
coldest spot
perambatan panas barjalan lambat sehingga titik ini merupakan titik
kritis dalam proses sterilisasi. Letak kaleng yang dipasang termocouple terlihat
pada Gambar 12:
0 50 100 150 200 250 300
1 2 3 4 5 6 7 8 9 1011121314151617181920212223242526
Tc 2
Tc 3
Tc 4
Tc 6
1
3
6
4
2
Suhu (
17
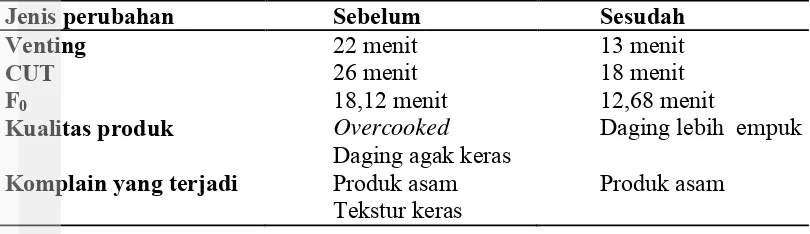
Gambar 12. Penempatan termocouple di dalam produk
setelah evaluasi proses
Grafik suhu pemanasan di dalam produk selama proses sterilisasi pada
proses evaluasi ditunjukkan dalam grafik pada Gambar 13:
Gambar 13. Grafik suhu pemanasan di dalam produk setelah evaluasi proses
Berdasarkan data tersebut kemudian dihitung kecukupan proses
pemanasannya (F
0) di masing-masing titik dengan metode umum yang disajikan
dalam lampiran 8.
Hasil perhitungan kecukupan panas menggunakan metode umum
menunjukkan bahwa kaleng nomor 7 mengalami error sehingga datanya tidak
dapat dihitung. Pada kaleng dengan termocouple nomor 5 (Tc 5) didapatkan nilai
F
0sebesar 15,42 (>3), pada Tc 8 didapatkan nilai F
0sebesar 16,82 (>3), pada Tc 9
didapatkan nilai F
0sebesar 15,38 (>3), pada Tc 10 didapatkan nilai F
0sebesar
12,68 (>3). Titik terdingin terdapat pada Tc 10 dengan nilai F
0sebesar 12,68.
Evaluasi hasil perbaikan
Pada uji penetrasi panas tahap kedua ini masih dihasilkan nilai F
0yang
melebihi nilai kecukupan proses panas untuk mereduksi mikroba
C. botulinum
sebanyak 12 siklus log. Jika dibandingkan dengan uji penetrasi panas yang
pertama, maka nilai F
0yang dihasilkan dari uji penetrasi panas tahap kedua ini
0 20 40 60 80 100 120 140
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 77
S
u
h
u
(
C
)
Waktu (menit)
Tc 5
Tc 8
Tc 9
Tc 10
18
mengalami penurunan. Nilai F
0yang terdapat di titik terdingin pada proses
sterilisasi
existing process
adalah sebesar 18,12 (Tc 12), sedangkan nilai F
0yang
terdapat di titik terdingin pada proses sterilisasi setalah evaluasi proses adalah
sebesar 12,68 (Tc 10) , ini berarti produk rendang sapi pada proses sterilisasi
setelah evaluasi mengalami proses panas yang lebih sedikit dibandingkan proses
sterilisasi
existing process.
Hal ini mempengaruhi karakter dari produk rendang
yang dihasilkan. Menurut uji sensori yang dilakukan pihak perusahaan, daging
rendang yang dihasilkan dari proses tahap kedua ini lebih empuk dan kadar airnya
lebih banyak.
Dampak evaluasi produksi terhadap penggunaan energi uap
Evaluasi proses sterilisasi ini juga berdampak pada penurunan waktu
penggunaan energi uap pada proses sterilisasi. Dengan menurunkan waktu
operasional retort pada proses venting menjadi 3 menit pada proses produksi
selanjutnya, maka didapatkan waktu penggunaan uap untuk mendistribusikan
panas pada proses produksi setelah evaluasi berkurang sebanyak 9 menit. Hal ini
dapat terlihat pada grafik di Gambar 14:
Gambar 14. Perbedaan Penggunaan Energi Uap pada Proses Produksi
Selain itu jika sebelumnya terdapat komplain dari konsumen tentang produk
yang asam dan tekstur daging yang keras, maka setelah diadakannya penelitian ini
tekstur daging yang dihasilkan menjadi lebih empuk, namun tetap ada komplain
tentang rasa produk yang asam. Hal ini kemungkinan disebabkan adanya
kontaminan yang masuk di saat proses persiapan bahan yang kurang higienis.
Dampak lain yang terjadi ialah proses pendinginan yang lebih optimal. Hal ini
dikarenakan air dingin yang disuplai ke dalam retort pada proses pendinginan
menyebabkan terjadinya
shock thermal
yang berguna untuk menekan
pertumbuhan mikroba yang tahan panas.
Secara umum, perubahan yang terjadi di PT langit Cerah Sukses setelah
adanya magang ditampilkan di Tabel 2
0 50 100 150 200 250 300
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39
Existing proses
evaluasi proses
Waktu (menit)
Suhu (
0
F)
19
Tabel 2. Perubahan yang Terjadi Sebelum dan Sesudah Proses Magang
Jenis perubahan
Sebelum
Sesudah
Venting
22 menit
13 menit
CUT
26 menit
18 menit
F
018,12 menit
12,68 menit
Kualitas produk
Overcooked
Daging agak keras
Daging lebih empuk
Komplain yang terjadi
Produk asam
Tekstur keras
Produk asam
SIMPULAN DAN SARAN
Simpulan
Perlakuan modifikasi SOP retort berpengaruh terhadap profil suhu pada
saat pemanasan dan nilai kecukupan proses panas yang dihasilkan. Waktu
venting
yang dihasilkan pada proses sterilisasi
existing process
ialah sebesar 22 menit dan
come up time
sebesar 26 menit. Sedangkan pada proses sterilisasi setelah evaluasi
dihasilkan waktu venting sebesar 13 menit dan
come up time
sebesar18 menit.
Perhitungan kecukupan panas
pada
existing process
memberikan nilai F
0yang jauh melampaui nilai F
0yang diinginkan yaitu sebesar 3 menit. Nilai F
0pada
titik terdingin
existing process
ialah sebesar 18,12 menit (Tc 12). Sedangkan
setelah evaluasi proses sterilisasi, didapatkan nilai F
0di titik terdingin sebesar
12,68 menit (Tc 10). Nilai ini masih diatas nilai kecukupan panas minimum yang
diinginkan yaitu 3 menit. Hal ini berarti baik dari proses produksi awal maupun
proses produksi setelah modifikasi masih didapatkan produk yang aman secara
mikrobiologi.
Nilai F
0setelah modifikasi yang lebih rendah dibanding nilai F
0existing
process
berdampak pada terjadinya penghematan penggunaan energi uap.
Penggunaan air pendingin menghasilkan proses pendinginan yang lebih optimal
karena terciptanya kondisi
shock thermal
. Produk rendang
karissa
dari proses
sterilisasi kedua juga mempunyai karakteristik yang lebih baik dibandingkan
dengan proses pertama.
Adanya beberapa komplain yang diajukan pihak konsumen kepada
perusahaan tentang produk yang asam masih harus diteliti lagi penyebabnya.
Namun masalah tentang tekstur daging yang keras sudah dapat ditangani.
Beberapa data yang error yang didapatkan dari hasil penelitian menunjukka
bahwa pemasangan thermocouple masih bisa disempurnakan lagi. Secara umum,
penelitian ini dapat dikatakan sudah berhasil, namun masih banyak aspek yang
bisa digali lagi demi perkembangan perusahaan PT Langit Cerah Sukses.
Saran
20
mempunyai beberapa keunggulan jika dibandingkan dengan kaleng. Dalam proses
produksi, perlu dilakukan pengawasan secara kontinyu untuk memastikan bahwa
proses produksi berjalan sesuai SOP yang diterapkan perusahaan.
DAFTAR PUSTAKA
Brissenden, Rosemary (2007).
Southeast Asian Food, Classic and modern dishes
from Indonesia, Malaysia, Singapore, Thailand, Laos, Cambodia and
Vietnam
. Periplus. p. 102. ISBN 0794604889. Retrieved 31 October 2014.
Hendren RK, Burney J, Morris WC. 2008.
Canning Foods: Fruits, Vegetables,
Pickles, Jellies.
Tennesse (US): The University of Tennessee.
Lipoeto, Nur I; Agus, Zulkarnain; Oenzil, Fadil; Masrul, Mukhtar;
Wattanapenpaiboon, Naiyana; Wahlqvist, Mark L (February 2001).
"Contemporary Minangkabau food culture in West Sumatra,
Indonesia".
Asia Pacific Journal of Clinical Nutrition
(Blackwell
Synergy)
10
(1): 10–6.
Maier C, Calafut T. 2008.
Polypropylene: The Definitive User’s Guide and
Databook.
New York (US): Taylor & Francis.
Muchtadi dan Sugiyono (2011) Muctadi TR, Sugiyono. 2011. Prinsip Proses dan
Pengolahan Pangan. Bandung: Alfabeta.
Petrick GM. 2009. Feeding the masses: H.J. Heinz and the creation of industrial
food.
Endeavour.
33(1):29-34.
Rahayu WP. 2000. Aktivitas antimikroba bumbu masakan tradisional hasil olahan
industry terhadap bakteri pathogen dan perusak.
Bul. Teknol dan Industri
Pangan.
11(2):42-47.
Sobel J. 2005. Botulism.
J Clin Infect Dis.
41(8):1167-1173.
Tim Cheung (7 September 2011). "Your pick: World's 50 best foods". CNNGo.
Retrieved 19 May 2015.
Utami R. 2012. Karakteristik Pemanasan Pada Proses Pengalengan Gel Cincau
Hitam (
Mesona palustris
). [Skripsi]. Fakultas Teknologi Pertanian, Institut
Pertanian Bogor.
21
Lampiran 1. SOP Retort Untuk Proses
Existing
Standar Operational Procedure
Retort
1.
Pastikan retort dalam kondisi bersih, jika terdapat air di dalam retort, buka
keran pembuangan air pada bagian bawah
2.
Masukkan keranjang yang berisi produk ke dalam retort
3.
Tutup dan kunci retort, pastikan tutup terkunci dengan rapat
4.
Buka katup udara, tutup keran pembuangan air
5.
Nyalakan boiler
6.
Nyalakan sensor suhu dengan menekan kedua tombol pada posisi ON
7.
Atur suhu pada 105
0C dan
timer
pada 10 menit
8.
Buka keran uap pada posisi setengah
9.
Pada saat suhu telah mencapai 105
0C selama 10 menit, lampu sensor akan
berkedip
10.
Setelah alarm menyala, matikan sensor sesaat kemudian nyalakan lagi
11.
Tutup katup udara pada bagian atas retort
12.
Atur suhu pada 121,1
0C dan
timer
pada 15 menit
13.
Pada saat suhu telah mencapai 121,1
0C selama 15 menit, lampu sensor
akan berkedip
14.
Setelah alarm menyala, matikan sensor dan tutup keran suplai uap
15.
Buka katup udara pada posisi setengah
16.
Turunkan tekanan hingga 0,5 bar
17.
Buka katup udara pada posisi penuh
18.
Turunkan tekanan hingga 0 bar
19.
Buka tutup retort
20.
Tunggu hingga tray berisi produk agak dingin sehingga bisa diangkat
21.
Angkat tray berisi produk, letakkan di lantai untuk didinginkan dengan
kipas angin
22
Lampiran 2. Hasil Uji Distribusi Panas Untuk Proses
Existing
Waktu (menit)
Suhu (F)
3 4 8 9 13 15 16 17 20
0 137 132 135 105 136 119 121 132 129
1 144 175 168 163 138 140 163 151 142
2 157 195 198 196 146 179 194 184 174
3 178 210 206 211 164 203 211 208 203
4 190 217 211 216 182 214 217 215 213
5 209 227 225 228 209 226 228 226 224
6 221 234 231 233 221 232 234 233 232
7 214 221 220 225 208 224 229 228 226
8 216 224 223 227 211 223 226 224 224
9 212 217 217 221 208 219 223 220 219
10 217 225 222 226 214 224 226 226 224
11 216 221 220 223 212 220 223 221 221
12 217 222 218 221 217 223 223 223 222
13 219 224 223 224 217 223 224 223 223
14 217 220 220 222 214 220 223 221 220
15 216 219 217 221 215 222 223 223 221
16 221 225 223 224 220 223 224 224 224
17 218 221 220 221 216 220 223 222 221
18 216 219 218 219 216 220 221 220 220
19 216 219 217 218 216 219 220 219 220
20 221 225 223 223 222 223 224 223 224
21 221 223 221 222 218 221 223 223 221
22 217 219 217 217 215 217 219 219 218
23 229 231 230 233 231 232 232 233 231
24 246 248 247 248 248 248 248 248 248
25 258 259 159 260 259 259 259 259 259
26 261 262 261 262 261 261 261 261 261
27 267 267 267 268 267 267 268 267 268
28 265 266 265 266 266 266 265 265 265
29 264 264 264 264 264 264 264 264 264
30 260 260 260 260 258 259 260 259 259
31 265 265 265 266 265 265 265 265 265
32 263 264 262 262 263 263 262 262 264
33 261 261 260 260 259 259 260 261 261
34 266 266 264 266 266 265 266 266 266
35 263 263 263 263 263 262 262 262 263
36 261 261 260 261 260 260 261 260 260
37 259 260 260 260 260 261 260 260 260
38 264 265 264 266 265 265 266 264 265
23
Waktu (menit)
Suhu (F)
3 4 8 9 13 15 16 17 20
40 262 262 262 262 261 261 261 262 262
41 260 260 261 260 260 260 260 261 260
42 260 261 260 260 260 260 259 260 260
43 259 259 260 259 259 259 259 260 259
44 259 260 259 259 259 259 258 259 258
45 257 257 257 258 257 256 257 257 257
46 254 255 255 255 254 255 254 255 254
47 253 253 253 253 253 253 253 253 253
48 251 252 251 251 251 251 251 252 251
49 250 250 250 250 250 250 250 250 250
50 249 250 249 250 249 249 249 249 249
51 248 249 248 248 248 248 248 249 248
52 247 247 247 248 247 248 248 247 247
53 247 247 246 247 246 246 247 247 246
54 245 245 246 246 245 246 245 245 245
55 245 245 245 245 244 244 245 245 244
56 245 245 243 243 243 243 243 244 244
57 243 243 244 243 242 243 243 243 242
58 242 242 241 242 242 241 241 242 242
59 241 241 241 241 241 241 241 241 241
60 240 240 240 241 240 240 240 240 241
61 239 240 240 239 239 240 240 240 239
62 239 239 238 239 239 239 238 238 239
63 237 238 238 239 237 238 238 238 238
64 237 237 237 238 237 237 237 237 237
65 237 237 236 237 236 236 236 237 237
66 236 236 235 236 236 236 235 236 236
67 235 234 236 235 234 235 235 235 234
68 234 234 235 235 233 234 234 235 234
69 233 234 234 234 234 234 234 233 234
70 233 232 233 233 232 233 233 233 232
71 232 232 233 233 232 233 233 233 232
72 231 231 232 232 231 231 231 232 231
73 231 231 231 231 231 231 230 231 231
74 230 231 231 230 231 230 230 230 231
75 230 230 230 229 230 229 229 229 230
76 229 229 229 229 229 229 229 229 229
77 228 228 229 228 229 228 228 228 228
78 228 228 228 227 228 227 227 228 228
79 227 227 229 227 228 227 226 227 227
24
Lampiran 3. Hasil Uji Penetrasi Panas Untuk Proses
Existing
Waktu (menit)
Suhu (F)
1 2 6 7 10 11 12 14
0 110 108 94 89 91 98 95 105
1 111 109 95 89 92 99 96 106
2 112 111 96 90 92 100 97 107
3 113 112 97 91 94 102 98 108
4 115 113 98 93 95 104 99 113
5 117 114 99 95 98 107 99 116
6 120 117 100 98 101 112 102 118
7 124 121 101 103 105 116 103 118
8 128 124 104 108 109 120 105 123
9 132 127 107 114 113 124 108 128
10 137 131 110 120 120 129 112 130
11 141 136 114 126 125 134 116 137
12 144 140 118 131 131 138 120 138
13 148 145 123 137 138 142 124 143
14 152 149 127 142 142 146 128 145
15 156 153 131 146 147 150 133 145
16 159 158 136 151 153 155 138 152
17 162 161 140 155 158 158 142 155
18 165 164 146 160 161 161 146 159
19 168 167 150 164 166 165 151 162
20 170 170 154 168 170 169 156 167
21 177 176 157 171 175 172 159 168
22 176 177 161 174 178 175 163 169
23 180 181 165 177 182 178 166 174
24 184 184 169 181 185 181 169 178
25 186 187 172 184 188 184 173 180
26 188 189 176 188 191 189 177 182
27 191 193 179 192 195 193 180 184
28 194 196 183 195 198 198 184 190
29 198 199 186 199 203 202 187 190
30 203 203 191 203 207 207 192 194
31 207 208 195 207 211 211 196 199
32 209 211 199 211 215 214 201 203
33 213 216 203 214 220 219 206 205
34 215 219 207 217 223 221 210 209
35 220 223 211 221 226 224 214 213
36 224 227 214 224 229 227 217 216
37 226 229 218 227 232 230 221 219
38 229 232 221 229 234 232 224 221
39 231 234 224 232 237 234 227 224
25
Waktu (menit)
Suhu (F)
1 2 6 7 10 11 12 14
41 235 239 230 237 241 239 232 230
42 238 241 233 238 243 241 235 232
43 239 242 235 240 245 242 237 235
44 241 244 237 242 246 244 240 236
45 244 246 239 243 248 246 242 237
46 244 247 241 245 249 246 243 240
47 245 248 242 246 250 247 245 241
48 247 249 243 247 252 247 246 242
49 248 250 245 248 252 248 247 244
50 249 250 246 249 252 248 248 245
51 249 251 247 249 253 248 248 246
52 249 250 248 249 252 248 248 247
53 250 252 247 249 253 249 248 247
54 250 250 248 250 251 247 248 248
55 250 251 248 249 252 248 248 247
56 249 250 248 249 252 248 248 248
57 249 250 248 249 250 246 247 248
58 249 250 248 248 250 247 248 248
59 249 249 248 248 249 246 247 248
60 249 249 248 247 249 246 247 248
61 248 248 248 248 248 245 246 248
62 248 248 247 246 247 244 246 248
63 248 247 247 246 247 244 245 247
64 247 247 246 246 247 243 244 247
65 247 246 246 245 245 243 244 247
66 246 245 246 245 245 242 244 246
67 245 245 245 245 244 241 242 246
68 245 245 244 244 244 241 241 245
69 244 244 245 244 242 240 241 245
70 244 243 244 243 242 239 240 244
71 243 243 243 242 242 239 240 244
72 242 242 242 242 241 239 239 243
73 241 242 242 241 240 239 239 242
74 241 241 242 240 240 238 239 242
75 240 241 241 240 239 237 238 241
76 240 240 240 239 238 236 237 241
77 239 240 240 239 238 236 236 240
78 239 239 239 238 237 235 236 239
79 239 239 239 237 237 235 235 239
26
Lampiran 4. Hasil Perhitungan Kecukupan Panas (F
0) Menggunakan Metode
Umum
Penetrasi Panas TC 1 Waktu
(menit)
Suhu Produk
(F)
Letalitas Luas Nilai Fo (menit)
0 110 1,6681E-08 0
27
37 226 0,046415888 0,041177012 0,116436462 38 229 0,068129207 0,057272548 0,173709009 39 231 0,087992254 0,078060731 0,25176974 40 234 0,129154967 0,10857361 0,360343351 41 235 0,146779927 0,137967447 0,498310797 42 238 0,215443469 0,181111698 0,679422495 43 239 0,244843675 0,230143572 0,909566067 44 241 0,316227766 0,28053572 1,190101787 45 244 0,464158883 0,390193325 1,580295112 46 244 0,464158883 0,464158883 2,044453995 47 245 0,527499706 0,495829295 2,54028329 48 247 0,681292069 0,604395888 3,144679178 49 248 0,774263683 0,727777876 3,872457054 50 249 0,879922544 0,827093113 4,699550167 51 249 0,879922544 0,879922544 5,57947271 52 249 0,879922544 0,879922544 6,459395254
53 250 1 0,939961272 7,399356526
54 250 1 1 8,399356526
55 250 1 1 9,399356526
28
Penetrasi Panas TC 2 Waktu
(menit)
Suhu Produk
(F)
Letalitas Luas Nilai Fo (menit)
0 108 1,29155E-08 0
1 109 1,4678E-08 1,37967E-08 1,37967E-08 2 111 1,89574E-08 1,68177E-08 3,06144E-08 3 112 2,15443E-08 2,02509E-08 5,08653E-08 4 113 2,44844E-08 2,30144E-08 7,38796E-08 5 114 2,78256E-08 2,6155E-08 1,00035E-07 6 117 4,08424E-08 3,4334E-08 1,34369E-07 7 121 6,81292E-08 5,44858E-08 1,88854E-07 8 124 0,0000001 8,40646E-08 2,72919E-07 9 127 1,4678E-07 1,2339E-07 3,96309E-07 10 131 2,44844E-07 1,95812E-07 5,92121E-07 11 136 4,64159E-07 3,54501E-07 9,46622E-07 12 140 7,74264E-07 6,19211E-07 1,56583E-06 13 145 1,4678E-06 1,12103E-06 2,68686E-06 14 149 2,44844E-06 1,95812E-06 4,64498E-06 15 153 4,08424E-06 3,26634E-06 7,91132E-06 16 158 7,74264E-06 5,91344E-06 1,38248E-05 17 161 1,13646E-05 9,55364E-06 2,33784E-05 18 164 1,6681E-05 1,40228E-05 3,74012E-05 19 167 2,44844E-05 2,05827E-05 5,79839E-05 20 170 3,59381E-05 3,02113E-05 8,81952E-05 21 176 7,74264E-05 5,66823E-05 0,000144877 22 177 8,79923E-05 8,27093E-05 0,000227587 23 181 0,00014678 0,000117386 0,000344973 24 184 0,000215443 0,000181112 0,000526085 25 187 0,000316228 0,000265836 0,00079192 26 189 0,000408424 0,000362326 0,001154246 27 193 0,000681292 0,000544858 0,001699104
28 196 0,001 0,000840646 0,00253975
29 199 0,001467799 0,0012339 0,00377365 30 203 0,002448437 0,001958118 0,005731768 31 208 0,004641589 0,003545013 0,00927678 32 211 0,006812921 0,005727255 0,015004035 33 216 0,012915497 0,009864209 0,024868244 34 219 0,018957357 0,015936427 0,04080467 35 223 0,031622777 0,025290067 0,066094737 36 227 0,052749971 0,042186374 0,108281111 37 229 0,068129207 0,060439589 0,168720699
29
39 234 0,129154967 0,114577483 0,367362786 40 238 0,215443469 0,172299218 0,539662004 41 239 0,244843675 0,230143572 0,769805576 42 241 0,316227766 0,28053572 1,050341296 43 242 0,359381366 0,337804566 1,388145862 44 244 0,464158883 0,411770125 1,799915987 45 246 0,59948425 0,531821567 2,331737554 46 247 0,681292069 0,64038816 2,972125714 47 248 0,774263683 0,727777876 3,699903589 48 249 0,879922544 0,827093113 4,526996703
49 250 1 0,939961272 5,466957974
50 250 1 1 6,466957974
51 251 1,136463666 1,068231833 7,535189808
52 250 1 1,068231833 8,603421641
53 252 1,291549665 1,145774833 9,749196473
54 250 1 1,145774833 10,89497131
55 251 1,136463666 1,068231833 11,96320314
56 250 1 1,068231833 13,03143497
57 250 1 1 14,03143497
58 250 1 1 15,03143497
30
Penetrasi Panas TC 6 Waktu
(menit)
Suhu Produk (F)
Letalitas Luas Nilai Fo (menit)
0 94 2,15443E-09
1 95 2,44844E-09 2,30144E-09 2,30144E-09 2 96 2,78256E-09 2,6155E-09 4,91693E-09 3 97 3,16228E-09 2,97242E-09 7,88935E-09 4 98 3,59381E-09 3,37805E-09 1,12674E-08 5 99 4,08424E-09 3,83903E-09 1,51064E-08 6 100 4,64159E-09 4,36291E-09 1,94693E-08 7 101 5,275E-09 4,95829E-09 2,44276E-08 8 104 7,74264E-09 6,50882E-09 3,09364E-08 9 107 1,13646E-08 9,55364E-09 4,04901E-08 10 110 1,6681E-08 1,40228E-08 5,45129E-08 11 114 2,78256E-08 2,22533E-08 7,67662E-08 12 118 4,64159E-08 3,71207E-08 1,13887E-07 13 123 8,79923E-08 6,72041E-08 1,81091E-07 14 127 1,4678E-07 1,17386E-07 2,98477E-07 15 131 2,44844E-07 1,95812E-07 4,94289E-07 16 136 4,64159E-07 3,54501E-07 8,4879E-07 17 140 7,74264E-07 6,19211E-07 1,468E-06 18 146 1,6681E-06 1,22118E-06 2,68918E-06 19 150 2,78256E-06 2,22533E-06 4,91451E-06 20 154 4,64159E-06 3,71207E-06 8,62659E-06 21 157 6,81292E-06 5,72725E-06 1,43538E-05 22 161 1,13646E-05 9,08878E-06 2,34426E-05 23 165 1,89574E-05 1,5161E-05 3,86036E-05 24 169 3,16228E-05 2,52901E-05 6,38937E-05 25 172 4,64159E-05 3,90193E-05 0,000102913 26 176 7,74264E-05 6,19211E-05 0,000164834 27 179 0,000113646 9,55364E-05 0,000260371 28 183 0,000189574 0,00015161 0,00041198 29 186 0,000278256 0,000233915 0,000645895 30 191 0,0005275 0,000402878 0,001048773 31 195 0,000879923 0,000703711 0,001752484 32 199 0,001467799 0,001173861 0,002926345 33 203 0,002448437 0,001958118 0,004884463 34 207 0,004084239 0,003266338 0,008150801 35 211 0,006812921 0,00544858 0,01359938
36 214 0,01 0,00840646 0,022005841
31
32
Penetrasi Panas TC 7 Waktu
(menit)
Suhu Produk
(F)
Letalitas Luas Nilai Fo (menit)
0 89 1,13646E-09 0
1 89 1,13646E-09 1,13646E-09 1,13646E-09 2 90 1,29155E-09 1,21401E-09 2,35047E-09 3 91 1,4678E-09 1,37967E-09 3,73014E-09 4 93 1,89574E-09 1,68177E-09 5,41191E-09 5 95 2,44844E-09 2,17209E-09 7,584E-09 6 98 3,59381E-09 3,02113E-09 1,06051E-08 7 103 6,81292E-09 5,20337E-09 1,58085E-08 8 108 1,29155E-08 9,86421E-09 2,56727E-08 9 114 2,78256E-08 2,03705E-08 4,60432E-08 10 120 5,99484E-08 4,3887E-08 8,99303E-08 11 126 1,29155E-07 9,45517E-08 1,84482E-07 12 131 2,44844E-07 1,86999E-07 3,71481E-07 13 137 5,275E-07 3,86172E-07 7,57653E-07
14 142 0,000001 7,6375E-07 1,5214E-06
15 146 1,6681E-06 1,33405E-06 2,85545E-06 16 151 3,16228E-06 2,41519E-06 5,27064E-06 17 155 5,275E-06 4,21864E-06 9,48928E-06
18 160 0,00001 7,6375E-06 1,71268E-05
19 164 1,6681E-05 1,33405E-05 3,04673E-05 20 168 2,78256E-05 2,22533E-05 5,27206E-05 21 171 4,08424E-05 3,4334E-05 8,70546E-05 22 174 5,99484E-05 5,03954E-05 0,00013745 23 177 8,79923E-05 7,39703E-05 0,00021142 24 181 0,00014678 0,000117386 0,000328806 25 184 0,000215443 0,000181112 0,000509918 26 188 0,000359381 0,000287412 0,000797331 27 192 0,000599484 0,000479433 0,001276763 28 195 0,000879923 0,000739703 0,002016467 29 199 0,001467799 0,001173861 0,003190328 30 203 0,002448437 0,001958118 0,005148446 31 207 0,004084239 0,003266338 0,008414783 32 211 0,006812921 0,00544858 0,013863363
33 214 0,01 0,00840646 0,022269823
34 217 0,014677993 0,012338996 0,03460882
35 221 0,024484367 0,01958118 0,05419
33
39 232 0,1 0,084064603 0,273249498
40 234 0,129154967 0,114577483 0,387826981 41 237 0,189573565 0,159364266 0,547191247 42 238 0,215443469 0,202508517 0,749699764 43 240 0,27825594 0,246849705 0,996549469 44 242 0,359381366 0,318818653 1,315368122 45 243 0,408423865 0,383902616 1,699270738 46 245 0,527499706 0,467961786 2,167232523 47 246 0,59948425 0,563491978 2,730724502 48 247 0,681292069 0,64038816 3,371112662 49 248 0,774263683 0,727777876 4,098890537 50 249 0,879922544 0,827093113 4,925983651 51 249 0,879922544 0,879922544 5,805906194 52 249 0,879922544 0,879922544 6,685828738 53 249 0,879922544 0,879922544 7,565751281
54 250 1 0,939961272 8,505712553
34
Penetrasi Panas TC 10 Waktu
(menit)
Suhu Produk
(F)
Letalitas Luas Nilai Fo (menit)
0 91 1,4678E-09 0
1 92 1,6681E-09 1,56795E-09 1,56795E-09 2 92 1,6681E-09 1,6681E-09 3,23605E-09 3 94 2,15443E-09 1,91127E-09 5,14732E-09 4 95 2,44844E-09 2,30144E-09 7,44875E-09 5 98 3,59381E-09 3,02113E-09 1,04699E-08 6 101 5,275E-09 4,43441E-09 1,49043E-08 7 105 8,79923E-09 7,03711E-09 2,19414E-08 8 109 1,4678E-08 1,17386E-08 3,368E-08 9 113 2,44844E-08 1,95812E-08 5,32612E-08 10 120 5,99484E-08 4,22164E-08 9,54776E-08 11 125 1,13646E-07 8,67974E-08 1,82275E-07 12 131 2,44844E-07 1,79245