MESIN PEMINDAH BAHAN
PERENCANAAN DENGAN PENDEKATAN METODE DESAIN KONVEYOR SABUK YANG DIGUNAKAN
PADA INDUSTRI KELAPA SAWIT KAPASITAS : 45 Ton/Jam
OLEH : RIZKI PERDANA
0 3 0 4 0 1 0 0 2
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
2008
TUGAS SARJANA
MESIN PEMINDAH BAHAN
PERENCANAAN DENGAN PENDEKATAN METODE DESIGN
KONVEYOR SABUK YANG DIGUNAKAN
PADA INDUSTRI KELAPA SAWIT
KAPASITAS : 45 Ton/Jam
OLEH :
NIM : 03 0401 002 RIZKI PERDANA
Disetujui Oleh : Dosen Pembimbing
DEPARTEMEN TEKNIK MESIN AGENDA : 828/TS/2008 FAKULTAS TEKNIK USU DITERIMA : 16 /05 / 2008
MEDAN PARAF :
TUGAS SARJANA
NAMA : NIM : MATA PELAJARAN : SPESIFIKASI :
RIZKI PERDANA 03 0401 002
MESIN PEMINDAH BAHAN
Rencanakanlah dengan pendekatan metode
design sebuah konveyor sabuk pada pabrik
kelapa sawit dengan kapasitas 45 ton/jam.
Lakukanlah survey dengan cermat ke pabrik
kelapa sawit yang dianggap dapat menjadi
tempat survey
DIBERIKAN TANGGAL : 16 / Mei /2008 SELESAI TANGGAL : 20 / November/2008
MEDAN,20 NOVEMBER 2008 KETUA DEPARTEMEN TEKNIK MESIN, DOSEN PEMBIMBING,
DR-ING.IR.IKHWANSYAH ISRANURI
NIP. 132 018 668 NIP. 132 018 668
KARTU BIMBINGAN
N0 : / TS / 200
TUGAS SARJANA MAHASISWA
Sub. Program Studi : Teknik Produksi
Bidang Tugas : Mesin Pemindah Bahan
Judul Tugas : Perencanaan Dengan Pendekatan Metode Design Konveyor Sabuk Yang Digunakan Pada Industri
Kelapa Sawit Dengan Kapasitas 45 Ton/Jam.
Diberikan Tanggal : 16 Mei 2008 Selesai Tanggal : 20 November 2008 Dosen Pembimbing : DR-Ing.Ir.Ikhwansyah Nama Mahasiswa : Rizki Perdana
Isranuri NIM : 03 0401 002
NO Tanggal KEGIATAN ASISTENSI BIMBINGAN Tanda Tangan Dosen Pembimbing
1 17-5-2008 Survei Lapangan
2 7-6-2008 Ambil Spesifikasi Tugas
3 10-6-2008 Diskusi Outline Tugas
10 24-10-2008 Gambar Teknik
11 6-10-2008 Ketik dan Penjilidan
12 20-11-2008 Acc Diseminarkan
CATATAN :
Diketahui
1. Kartu ini harus diperlihatkan kepada Dosen Pembimbing Ketua Departemen Teknik Mesin
Setiap asistensi. FT. U.S.U
2. Kartu ini dijaga bersih dan rapi.
3. Kartu ini harus dikembalikan ke Departemen, bila Kegiatan asistensi telah selesai.
ABSTRAK
Penelitian ini bertujuan untuk merencanakan dengan pendekatan metode
design sebuah konveyor sabuk pada pabrik kelapa sawit dengan kapasitas 45
ton/jam. Perencanaan ini bertujuan untuk merencanakan konveyor sabuk yang
sesuai dengan kebutuhan yaitu untuk pemindahan Inti Kelapa Sawit (wet kernel)
dari kernel recovery ke silo. Bentuk material berupa biji yang hampir seragam dan
berbentuk bulat dengan diameter berkisar antara 8 – 14 mm. Dengan berat inti
kelapa sawit (wet kernel) 60 gram/100 biji atau ± 0,6 gram/biji. Dalam
pengoperasian konveyor sabuk ini akan digunakan untuk memindahkan 1,5 ton
KATA PENGANTAR
Alhamdulillah, puji dan syukur penulis ucapkan kepada Allah SWT,
yang telah melimpahkan rahmat dan hidayah-Nya, sehingga penulis dapat
menyelesaikan Tugas Sarjana ini.
Tugas Sarjana ini merupakan salah satu syarat yang harus dipenuhi
mahasiswa untuk menyelesaikan pendidikannya di Departemen Teknik Mesin,
Fakultas Teknik Universitas Sumatera Utara.
Penulis memilih tugas sarjana ini dalam bidang Mesin Pemindah Bahan
dengan judul spesifikasi tugas : “Perencanaan Dengan Pendekatan Metode
Desian Konveyor Sabuk Yang Digunakan Pada Industri Kelapa Sawit
Kapasitas: 45 Ton/Jam”. Tugas sarjana ini disusun berdasarkan survey lapangan
serta melakukan pembahasan dan studi literature.
Pada kesempatan ini ingin menyampaikan terima kasih yang
sebesar-besarnya kepada :
1. Kedua orang tua tercinta, Ayahanda H Nurdin SE dan Ibunda tercinta
Hj Zahraini yang telah memberikan kasih sayang, perhatian dan dukungan
moril maupun materil yang tak ternilai besarnya.
2. Bapak Dr. Ing. Ir. Ikhwansyah Isranuri selaku ketua Departemen Teknik
Mesin FT. USU sekaligus sebagai dosen pembimbing yang telah banyak
meluangkan waktu dan pikiran untuk penulis didalam menyelesaikan tugas
sarjana ini.
3. Bapak Tulus Burhanuddin Sitorus, ST,MT selaku Sekretaris Departemen
Teknik Mesin FT. USU
4. Seluruh staf pengajar dan pegawai Departemen Teknik Mesin USU yang
5. Pimpinan dan seluruh jajaran staf karyawan PT. MOPOLI RAYA PKS
GEDONG BIARA Aceh Tamiang yang telah banyak memberikan bantuan
kepada penulis berupa wawasan dan bimbingan dilapangan dan data-data
yang dibutuhkan penulis untuk penyelesaian Tugas Sarjana ini sampai
selesai.
6. Adikku Dhina Rissa dan segenap keluarga bude rina, tama, naya, kak ica,
bang aris, dan jihan yang selalu memberikan semangat dan motivasi
kepada penulis.
7. Rekan-rekan Teknik Mesin USU stambuk 2003 dan 2004 .
8. Terakhir kepada Yuli Dewani, terima kasih buat dukungan semangat dan
perhatian, kasih serta sayang yang diberikan,
9. Dan semua pihak yang telah mendukung dalam menyelesaikan tugas
sarjana ini.
Penulis sadar bahwa tugas sarjana ini masih jauh dari kesempurnaan, untuk
itu penulis mohon maaf dan mengharapkan kritik dan saran yang membangun
demi kesempurnaan tugas sarjana ini. Akhir kata penulis mengucapkan
terimakasih, semoga tugas sarjana ini bermanfaat bagi kita semua.
Medan, 20 November 2008
Penulis .
RIZKI PERDANA
DAFTAR ISI
BAB I PENDAHULUAN 1.1 Latar Belakang Perencanaan ……….……… 1
1.2 Tujuan Perencanaan ……….…………. 2
1.2.1 Tujuan Teknis... 2
1.2.2 Tujuan Akademis... 2
1.3 Ruang Lingkup Perencanaan ………... 2
1.4 Metode Perencanaan ……… 3
1.5 Sistematika Tugas Akhir ……….. 3
BAB II PEMBAHASAN MATERI 2.1 Mesin Pemindah Bahan ………. 5
2.2 Klasifikasi Pesawat Pegangkut ……….. 6
2.3 Dasar Pemilihan Pesawat Pengangkut..……….. 7
2.4 Konveyor Sabuk ………....………. 8
2.5 Komponen-Komponen Utama Pada Konveyor Sabuk.... ... 9
2.5.1 Sabuk ………. .. ...………...…. 10
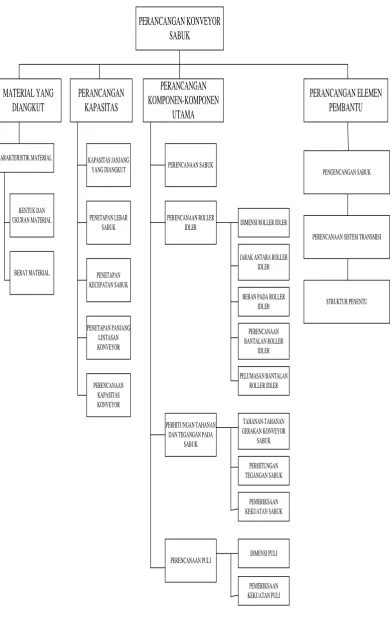
BAB III PERANCANGAN KONTRUKSI KONVEYOR SABUK 3.1 Proses Perancangan Produk... 20
3.2 Fase-fase Proses Perancangan Produk... 20
3.3 Metode Perancangan Produk... 21
3.3.1 Metode Proses Perancangan dan Pembuatan Produk (ZEID)22 3.3.2 Model Proses Perancangan Deskriptif French... 23
3.3.3 Cara Merancang Pahl dan Beitz... 24
3.3.3.1 Perencanaan dan Penjelasan Tugas ... 24
3.3.3.2Perancangan Konsep Produk ... 24
3.3.3.3 Perancangan Bentuk Produk... 25
3.4 Material Yang Diangkut ... 26
3.4.1 Karakteristik Material ... 26
3.4.1.1 Bentuk Dan Ukuran Material ... 26
3.1.1.2 Berat Material ... 27
3.5 Daya Motor Penggerak... 27
3.6 PerancanganKapasitas ... 29
3.6.1 Kapasitas Janjang Yang Dipindahkan ... 29
3.6.2 Penetapan Lebar Sabuk ... 30
3.6.3 Penetapan Kecepatan Sabuk ... 30
3.6.4 Penetapan Panjang Lintasan Konveyor ... 30
3.6.5 Perancangan Kapasitas Konveyor... 31
3.7 Perancangan Komponen-Komponen Utama ... 32
3.7.1 Perencanaan Sabuk ... 33
3.7.2 Perancangan Roller Idler ... 34
3.7.2.1 Dimensi Roller Idler ... 35
3.7.2.2 Jarak Antara Roller Idler ... 38
3.7.2.3 Beban Pada Roller Idler ... 38
3.7.2.4 Perencanaan Bantalan Roller Idler ... 44
3.7.2.5 Pelumasan Bantalan Roller Idler ... 48
3.7.3 Perhitungan Tegangan Pada Sabuk ... 49
3.7.3.1 Tahanan-Tahanan Gerakan Pada Konveyor Sabuk 49 3.7.3.2 Perhitungan Tegangan Sabuk ... 53
3.7.3.3 Pemeriksaan Kekuatan Sabuk ... 56
3.7.4 Perencanaan Puli ... 57
3.7.4.1 Dimensi Puli ... 58
3.7.4.2 Pemeriksaan Kekuatan Puli ... 59
3.8 Perencanaan Elemen Pembantu ... 61
3.8.1 Pengencang Sabuk (Belt Take-up) ………. 61
BAB IV PERENCANAAN SISTEM PENUMPU 4.1 Perencanaan Batang Penumpu Plat Roller Idler... 64
4.2 Perencanaan Batang Penumpu Roller Idler... 68
4.3 Perencanaan Batang Tegak Rangka... 69
4.4 Perencanaan Sambungan Rangka... 71
BAB V KESIMPULAN DAN SARAN ... 76
DAFTAR PUSTAKA ... 77
DAFTAR GAMBAR
12. Gambar 3.3 Lintasan konveyor memindahkan inti kelapa sawit 29 13. Gambar 3.4 Konstruksi konveyor ... 32
14 . Gambar 3.5 Potongan melintang sabuk ... 33
15. Gambar 3.6 Roller idler ... 35
16. Gambar 3.7 Dimensi Roller Idler ... 36
17. Gambar 3.8 Gambar distribusi beban pada roller idler dengan beban terbagi rata ... 40
26. Gambar 4.4 Diagram Pembebanan, Diagram geser, Diagram Momen ... 67
27. Gambar 4.5 Diagram pembebanan batang penumpu return roller idler... 68
28. Gambar 4.6 Gaya yang bekerja pada batang tegak rangka ... 70
29. Gambar 4.7 Sambungan batang penumpu terhadap batang tegak .... 72
30. Gambar 4.8 Gaya-gaya yang bekerja pada sambungan baut... 73
DAFTAR TABEL
DAFTAR NOTASI
Berat jenis kg/m
Lh Umur bantalan jam
3
Nn Putaran rpm, fpm
C Beban nominal dinamis kg
Crl Beban nominal dinamis spesifik kg
D, d Diameter m, mm
Pr Beban ekuivalen dinamik kg
ABSTRAK
Penelitian ini bertujuan untuk merencanakan dengan pendekatan metode
design sebuah konveyor sabuk pada pabrik kelapa sawit dengan kapasitas 45
ton/jam. Perencanaan ini bertujuan untuk merencanakan konveyor sabuk yang
sesuai dengan kebutuhan yaitu untuk pemindahan Inti Kelapa Sawit (wet kernel)
dari kernel recovery ke silo. Bentuk material berupa biji yang hampir seragam dan
berbentuk bulat dengan diameter berkisar antara 8 – 14 mm. Dengan berat inti
kelapa sawit (wet kernel) 60 gram/100 biji atau ± 0,6 gram/biji. Dalam
pengoperasian konveyor sabuk ini akan digunakan untuk memindahkan 1,5 ton
BAB I
PENDAHULUAN
1.1Latar Belakang Perencanaan
Teknologi yang begitu pesat perkembangannya, menuntut manusia berfikir
untuk merencanakan dan membuat sarana/prasarana sesuai dengan kebutuhan,
sehingga diperoleh hasil yang optimal. Satu diantara bentuk hasil teknologi yang
dapat membantu manusia dalam melakukan proses produksi pada sebuah pabrik
adalah Mesin Pemindah Bahan. Alat ini digunakan untuk memindahkan bahan,
muatan produk, material, dari suatu tempat ketempat lain di lokasi departemen,
pabrik, industri, transportasi dan konstruksi.
Jenis mesin pemindah bahan dalam sebuah pabrik harus dipilih dengan proses
produksi yang harus dilayani. Pemindahan bahan secara berkesinambungan dan
jumlah yang tetap, akan sulit dilakukan jika hanya mengandalkan tenaga manusia,
sehingga dengan adanya alat ini semua proses produksi dapat berjalan lancar,
pemakaian tenaga manusia yang effisien dan mengurangi biaya produksi serta
penghematan waktu.
Sistem atau peralatan tersebut disebut juga pesawat pengangkut, yang berguna
memindahkan atau mengangkut bahan dan mempunyai jarak terbatas tetapi
Pada pabrik-pabrik khususnya pada bagian pengangkutan dan pemindahan
serta pendistribusian, keberadaan mesin pemindah bahan memegang peranan
penting. Penggunaan alat pemindah bahan sangat membantu kelancaran produksi.
1.2Tujuan Perencanaan
1.2.1 Tujuan Teknis
Perencanaan ini bertujuan untuk merencanakan konveyor sabuk yang
sesuai dengan kebutuhan yaitu untuk pemindahan Inti Kelapa Sawit (wet kernel).
Perencanaan ini diharapkan dapat memberikan gambaran tentang berbagai
perhitungan yang harus dilakukan untuk mendapatkan kesesuaian antara teori
yang terdapat pada literatur dan membandingkan dengan keadaan yang
sebenarnya.
1.2.2 Tujuan Akademis
Secara akademis perencanaan ini bertujuan untuk melengkapi persyaratan
untuk menyelesaikan program pendidikan sarjana (S1) di jurusan Teknik Mesin
Fakultas Teknik Universitas Sumatera Utara. Perencanaan ini juga bertujuan
untuk meningkatkan kemampuan mahasiswa dalam mengaplikasikan ilmu
pengetahuan yang diperoleh selama perkuliahan.
1.3Ruang Lingkup Perencanaan
Pada perencanaan ini direncanakan sebuah konveyor sabuk yang akan
digunakan untuk memindahkan material yang berbentuk inti kelapa sawit (wet
Karena luasnya jangkauan permasalahan pada perencanaan ini maka perlu
membatasi permasalahan yang akan dibahas. Pembahasan meliputi :
1. Perencanaan konstruksi komponen – komponen utama dari konveyor
sabuk,
2. Perencanaan struktur penumpu,
3. Perencanaan baut dan mur.
1.4Metode Perencanaan
Metode yang dilakukan pada perencanaan ini adalah dengan melakukan
survey langsung di PT. MOPOLI RAYA PKS GEDONG BIARA dan ditambah
studi literatur/referensi dengan memaparkan teori dasar dan rumus-rumus serta
table dan grafik yang berkaitan dengan perhitungan.
Dalam perencanaan konstruksi ini, penulis memilih material berdasarkan
syarat yang harus dipenuhi oleh material yang diangkat. Perumusan
syarat-syarat tersebut ditentukan berdasarkan konstruksi mesin dan fungsi elemennya,
agar konstruksi tersebut dapat bekerja dengan baik dan layak pakai.
1.5Sistematika Tugas Akhir
Pada penulisan tugas sarjana ini, perencanaan terbagi menjadi lima bab. Bab I
merupakan pendahuluan yang berisikan latar belakang perencanaan, tujuan
perencanaan, metode perencanaan dan ruang lingkup perencanaan. Bab II
klasifikasi pesawat pengangkut, dasar pemilihan pesawat pengangkut dan
konveyor sabuk. Bab III merupakan perencanaan konstruksi yang berisikan
perencanaan komponen – komponen utama misal : sabuk, pulley, Roller idler dan
lain sebagainya. Bab IV merupakan perencanaan struktur batang penumpu flat
roller idler dan return roller idler, perencanaan batang tegak rangka dan
perencanaan sambungan rangka. Dan keseluruhan hasil perancangan konveyor
BAB II
PEMBAHASAN MATERI
2.1 Mesin Pemindah Bahan
Mesin pemindah bahan merupakan satu diantara peralatan mesin yang
digunakan untuk memindahkan muatan di lokasi atau area pabrik, lokasi
konstruksi, tempat penyimpanan atau pembongkaran muatan dan sebagainya.
Muatan yang dipindahkan dalam jumlah yang besarnya dan terbatas.
Pemilihan jenis pemindah bahan yang tepat pada tiap-tiap kegiatan diatas,
akan meningkatkan effisiensi proses, sehingga dapat mencapai tujuan yang
maksimal terutama ditinjau dari segi ekonomi dan waktu.
Mesin pemindah bahan dalam operasinya dapat diklasifikasikan atas :
1. Pesawat pengangkat
Pesawat pengangkat dimaksudkan untuk keperluan mengangkat dan
memindahkan muatan dari suatu tempat ke tempat lain dengan jangkauan
yang relatif terbatas. Contoh pesawat pengangkat: elevator, crane,
excalator.
2. Pesawat pengangkut
Pesawat pengangkut dapat memindahkan muatan secara
berkesinambungan tanpa berhenti dan juga dapat mengangkut dalam jarak
yang relatif jauh. Contoh mesin pengangkat: konveyor dan lori-lori
2.2Klasifikasi Pesawat Pengangkut
Pengelompokkan jenis pesawat pengangkut secara umum sulit dilakukan
karena terlalu banyak jenis pesawat pengangkut yang tersedia, masing-masing
pesawat pengangkut mempunyai kelebihan dan kekurangan tersendiri seperti
prinsip kerjanya, keunggulan rancangannya, komponen-komponen
pendukungnya, arah pengangkutannya, jenis material yang diangkat.
Untuk mengelompokkan pesawat pengangkut dapat berdasarkan kelebihan dan
keunggulan dan pesawat tersebut yang bersifat khusus, antara lain:
1. Berdasarkan prinsip kerjanya, pesawat pengangkut dapat dibagi menjadi
pesawat yang dapat bekerja secara berkesinambungan (continuous action)
dan pesawat yang bekerja secara periodik (intermitten action).
2. Berdasarkan jenis material yang diangkut, pesawat pengangkut dapat
dibagi menjadi pesawat material tumpukan (bulk load), pesawat
pengangkut material berbentuk satuan (unit load), atau pesawat pengangkut
campuran material tumpukan dan material satuan.
3. Berdasarkan daya penggerak yang digunakan pesawat pengangkut dapat
dibedakan atas: peralatan mekanik, peralatan gravitasi, peralatan
pneumatik, dan peralatan hidraulik.
4. Berdasarkan rancangan konstruksinya, pesawat pengangkut dapat
dibedakan atas:
a. Pesawat pengangkut dengan alat pembawa (with pulling member)
b. Pesawat pengangkut tanpa alat pembawa (without pulling member)
seperti: screw conveyor, roller conveyor, oscillating conveyor.
2.3Dasar Pemilihan Pesawat Pengangkut
Pada dasarnya pemilihan tipe suatu pesawat pengangkut
memerlukan pengetahuan khusus dari rancangan dan disesuaikan dengan
kemampuan serta operasinya.
Ada beberapa pertimbangan yang mendasari dalam pemilihan
pesawat pengangkut, antara lain:
1. Karakteristik pemakaian
Hal ini menyangkut jenis dan ukuran material,sifat material serta
kondisi medan atau ruang kerja alat.
2. Proses produksi
Menyangkut kapasitas perjam dari unit, kontinuitas pemindahan,
metode penumpikan material dan lamanya alat beroperasi.
3. Prinsip-prinsip ekonomi
Meliputi ongkos pembuatan, pemeliharaan, pemasangan, biaya operasi
dan juga biaya penyusutan dari harga awal alat tersebut.
Jika kapasitas material yang akan dipindahkan cukup besar dan
dipindahkan untuk jarak yang cukup jauh, konveyor sabuk yang paling
banyak digunakan karena memiliki beberapa keunggulan dibandingkan
Sistem ini dapat dirancang untuk memindahkan material
dengan kapasitas yang besar yaitu bisa mencapai ribuan ton per
jam serta jarak beberapa kilometer.
Memerlukan daya yang lebih kecil dari pada jenis konveyor
lainnya serta memerlikan biaya operasi yang rendah.
Lebih ringan dari pada konveyor rantai maupun bucket
conveyor.
Jumlah material yang dipindahkan persatuan waktu dapat
diatur dengan mengantur kecepatan sabuk.
Dapat memindahkan material melalui medan/area yang kasar.
Berdasarkan pertimbangan diatas maka dipilihlah konveyor sabuk
sebagai pesawat pengangkut yang paling sesuai untuk
memindahkan inti kelapa sawit (wet kernel) dari kernel recovery ke
silo.
2.4Konveyor Sabuk
Konveyor sabuk adalah pesawat pengangkut yang digunakan untuk
memindahkan dalam bentuk satuan ataupun tumpahan, dengan arah
horizontal atau membentuk sudut dakian dari suatu sistem operasi yang
satu ke sistem operasi yang lain dalam suatu lini proses produksi, yang
menggunakan sabuk sebagai penghantar muatannya.
Konveyor sabuk memiliki komponen utama berupa sabuk yang
berada diatas roller-roller penumpu. Sabuk digerakkan oleh motor
lintasan datar atau miring tergantung kepada kebutuhan dan perencanaan.
Material diletakkan diatas sabuk dan bersama sabuk bergerak kesatu arah.
Pada pengoperasiannya konveyor sabuk menggunakan tenaga penggerak
berupa motor listrik dengan perantaraan roda gigi yang dikopel langsung
ke puli penggerak. Sabuk yang berada diatas roller-roller akan bergerak
melintasi roller-roller dengan kecepatan sesuai putaran dan puli
penggerak.
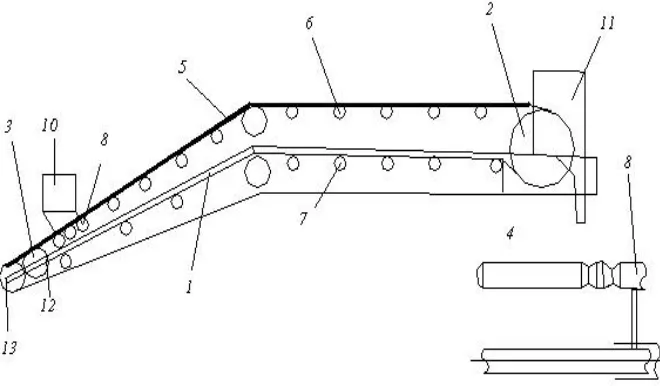
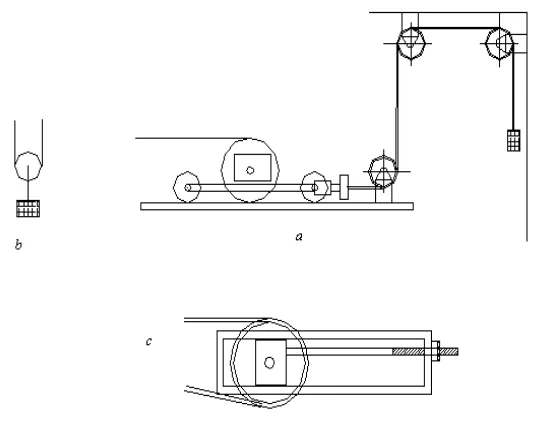
2.5Komponen-Komponen Utama Pada Konveyor Sabuk
Komponen-komponen utama konveyor sabuk dapat dilihat pada
gambar 2.1 berikut ini:
Gambar 2.1 Konstruksi konveyor sabuk
Konveyor sabuk yang sederhana terdiri dari:
1. Rangka (Frame)
2. Puli penggerak (Drive pulley)
4. Puli pengencang (Smub pulley)
5. Sabuk (Belt)
6. Rol pembawa (Carrying roller idler)
7. Rol kembali (Return roller idler)
8. Rol pemuat
9. Motor penggerak
10.Unit pemuat (Chutes)
11.Unit pengeluar (Discharge spout)
12.Pembersih sabuk (Belt cleaner)
13.Pengetat sabuk (Belt take-up)
2.5.1 Sabuk
Sabuk adalah salah satu elemen utama dari konveyor sabuk.Sabuk
terbuat dari bermacam-macam bahan, seperti: steel, nylon, katun, karet,
polyster, asbes dan duck cotton dan dapat juga dilapis.
Sabuk yang baik harus memiliki sifat ringan, fleksibel, kekuatan
tinggi, sifat higroskopis yang rendah dan tahan lama. Dilihat dari persyaratan
ini, maka jenis sabuk yang terdiri dari beberapa lapisan nylon dan polyster
merupakan jenis sabuk yang baik. Sabuk ini menggunakan bahan dasar nylon
polyster katun dilapisi dengan karet dan nitrile yang bertujuan untuk menahan
panas dan abrasi, melindungi sabuk dari kelembaban, serta memberi kekuatan
dan kekakuan agar sabuk dapat menaham beban maksimum antara roller idler
tanpa terjadi lendutan yang terlalu besar. Tebal lapisan karet pada bagian
permukaan atas tersebut mengalami kontak langsung dengan material yang
diangkut.
Pada perencanaan ini dipilih bahan sabuk adalah nitrile dan karet pada
permukaannya yang berfungsi untuk menahan panas material yang diangkut
dan diperkuat dengan lapisan polyster dan nylon pada lapisan dasarnya.
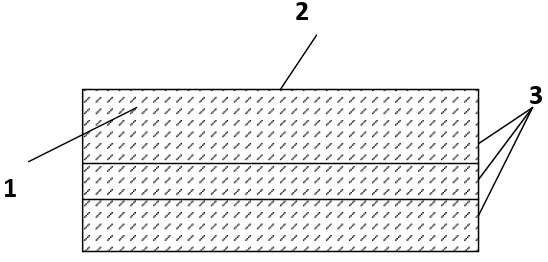
Berikut ini adalah potongan melintang sabuk dengan bahan karet dilapisi
nitrile dan diperkuat dengan karet pada gambar 2.2 berikut ini.
Keterangan Gambar:
1. Karet
2. Nitrile
3. Nylon fiber
Gambar 2.2 Potongan melintang sabuk
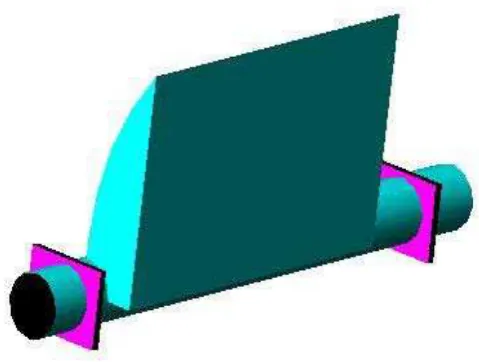
2.5.2 Rol Penumpu (Roller Idler)
Roller Idler berbentuk silinder atau rol yang terbuat dari besi cor yang
berfungsi sebagai penyokong sabuk bersama beban material yang diangkut.
Terdapat dua macam bentuk susunan roller idler, yaitu flat roller idler
dan troughed roller idler.
1
2
1. Flat Roller Idler
Roller jenis ini dipasang secara horizontal. Roller jenis ini digunakan
untuk membawa muatan yang tidak dikhawatirkan tertumpah atau terjatuh
dari konveyor. Biasanya roller ini digunakan pada konveyor yang menangani
muatan satuan (unit load). Seperti terlihat pada gambar berikut ini :
Gambar 2.3 Flat roller idler
2. Throughed roller idler
Roller idler jenis ini disebut juga roller pembawa (carrying roller)
yang berfungsi sebagai penyokong sabuk bersama material tumpahan agar
tidak terjadi lenturan yang tidak tumpah Throughed roller idler ini
memiliki sudut kemiringan yang dapat mencapai 450 terhadap horizontal.
Namun untuk mencegah terjadinya tekanan sabuk yang terlalu tajam,
umumnya besar sudut berkisar 200 hingga 350
.
Seperti terlihat seperti`
Gambar 2.4 Throughed roller idler
Jarak untuk tiap roller tergantung untuk muatan yang diangkut dan
kekuatan sabuk. Jarak roller pembalik dua kali lebih besar dari jarak roller
pembawa. Hal ini karena roller pembalik tidak mengangkut beban sedangkan
roller pembawa mengangkat beban diatasnya. Roller idler ini dipergunakan
bantalan agar operasi komponen ini tetap lancar. Oli merupakan pelumasan yang
cukup baik untuk ini, tetapi oli dapat merusak sabuk yang terbuat dari karet,
sehingga pelumas yang kental adalah lebih baik.
2.5.3 Sistem Penggerak
Dalam pengoperasiannya, konveyor sabuk menggunakan tenaga
penggerak motor listrik, dimana dari poros motor listrik dirangkaikan dengan
system transmisi roda gigi melalui kopling fleksibel, dari sistem transmisi roda
gigi reduksi daya penggerak diteruskan ke puli dengan menggunakan kopling
flens.
Gambar 2.5 Sistem transmisi daya penggerak
Keterangan gambar:
1.Gear box
2.Bantalan
3.Roda gigi cacing
4.Poros output
5.Motor
2.5.4 Puli (Pulley)
Pada suatu konveyor terdapat puli yang terletak di ujung-ujung konveyor
tersebut yang berfungsi untuk menumpu sabuk. Puli yang terletak pada
ujung-ujung yang berhubungan dengan sumber daya penggerak disebut puli penggerak
(drive pulley) dan puli yang terletak pada ujung lainnya disebut puli yang
digerakkan (tail pulley). Konstruksi kedua puli ini pada dasarnya sama saja yang
terdiri dari roller yang berbentuk silinder yang terbuat dari besi cor dan ditumpu
Gambar 2.6 Puli
Puli penggerak berfungsi sebagai penggerak sabuk dimana garak
putar dari roda gigi diubah ke gerak linier pada sabuk. Koefisien gesek antara
sabuk dan puli harus cukup besar agar sabuk dapat digerakkan oleh puli
penggerak. Untuk mengatasinya maka puli dilapisi dengan lapisan semacam karet.
Puli yang digerakkan berfungsi sebagai pengarah sabuk dan juga
dapat mengencangkan sabuk. Puli ini terletak pada bagian belakang konveyor
sabuk yang disebut dengan tail pulley.
2.5.5 Pengencang Sabuk (Belt Take-Up)
Pengencang sabuk dapat dilakukan dengan menarik puli menjauh dari
terminalnya dengan menggunakan alat mekanis, misalnya dengan roda gigirack
pinion, ulir, kombinasi ulir dengan pegas, atau dengan menggunakan alat
pemberat. Hal ini dilakukan dengan menghindari atau mencegah gesekan yang
berlebihan akibat terjadibya lendutan dan menyesuaikan tegangan yang
diinginkan serta mereduksi regangan yang terjadi agar tidak terjadi slip antar
Pada perencanaan ini digunakan pengencang sabuk jenis ulir (screw),
dengan pertimbangan konstrulsi yang sederhana dan perawatan yang mudah.
a. Horizontal Gravity Type b. Vertical Gravity Type c. Screw Type
Gambar 2.7 Berbagai cara pengencangan sabuk
2.6. Rangka Penumpu
Rangka penumpu berfungsi untuk menumpu semua komponen dari konveyor
sabuk dan juga mengarahkan perpindahan muatannya. Rangka dibuat dari susunan
batang-batang baja profil banyak terdapat dipasaran, dipasang memanjang dan
melintang yang dilas, dikeling, atau dengan sambungan bau satu sama lainnya.
2.7 Pembersih Sabuk (Belt Cleaner)
Pembersih sabuk digunakan untuk membersihkan permukaan sisi balik
sabuk, dimana mungkin saja terdapat sisa-sisa muatan yang masih menempel.
Untuk material yang kering digunakan pembersih yang menggunakan alat
berbentuk plat yang dilapisi karet dan untuk material basah dan melekat biasanya
digunakan alat berupa sikat dari serat kapron yang berputar.
BAB III
PERANCANGAN KONTRUKSI KONVEYOR SABUK
Dalam merencanakan sebuah konveyor sabuk, hal yang penting dalam
perancangan ini adalah memberikan gambaran perhitungan yang harus dilakukan
untuk mendapatkan kesesuaian antara teori-teori yang ada, yang terdapat pada
literatur dengan membandingkan keadaan yang sebenarnya, tentang apa yang mau
kita rancang sehingga akhirnya dapat menentukan dasar perencanaan dan
pemilihan bahan yang sesuai dengan rancangan yang diharapkan sebagaimana
mestinya.
Dalam perancangan ini akan diuraikan secara skematik dalam
merencanakan sebuah konveyor sabuk, seperi gambar 3.1.
Adapun hal yang penting dalam merencanakan konveyor sabuk yaitu :
• Merencanakan material yang diangkut
• Perancangan kapasitas
• Perancangan komponen-komponen utama
PERANCANGAN
3.1. Proses Perancangan Produk
Perancangan dan pembuatan produk merupakan bagian yang sangat besar
dari semua kegiatan teknik yang ada. Kegiatan perancangan dimulai dengan
didapatkannya persepsi tentang kebutuhan manusia, kemudian disusul oleh
penciptaan konsep produk, disusul kemudian dengan perancangan, pengembangan
dan penyempurnaan produk, kemudian diakhiri dengan pembuatan dan
pendistribusian produk.
Perancangan adalah kegiatan awal dari suatu rangkaian kegiatan dalam
proses pembuatan produk. Dalam tahap perancangan tersebut dibuat
keputusan-keputusan penting yang mempengaruhi kegiatan-kegiatan lain yang menyusulnya.
Di antara keputusan penting tersebut termasuk keputusan yang membawa akibat
apakah industri dalam negeri dapat berpartisipasi atau tidak dalam suatu
pembangunan proyek. Hal tersebut menandakan betapa pentingnya keahlian
merancang harus dikuasai oleh orang-orang Industri.
3.2 Fase-fase Proses Perancangan Produk
Proses perancangan dimulai dengan ditemukannya suatu kebutuhan
manusia akan suatu produk yang dapat dimanfaatkannya untuk meringankan
beban hidupnya. Kebutuhan akan suatu produk tersebut pada umumnya tidak
ditemuka n oleh perancang, meskipun perancang dapat melakukannya, tetapi
ditemukan oleh bagian pemasaran dan bagian-bagian lain diperusahaannya.
Kebutuhan akan suatu produk tersebut kemudian diberikan pada tim
Proses perancangan itu sendiri kemudian berlangsung melalui kegiatan-kegiatan
yang berurutan,yaitu:
1. Fase analisa masalah, penyusunan spesifikasi dan perencanaan proyek,
2. Fase perancangan konsep produk,
3. Fase perancangan produk,
4. Fase evaluasi produk hasil rancangan, dan
5. Fase penyusunan dokumen untuk pembuatan produk.
Perlu dicatat disini bahwa fase-fase proses perncangan tersebut adalah
iterative, yaitu misalnya setelah fase kedua, yaitu ketika fase perancangan konsep
produk telah selesai(fase ini menghasilkan beberapa konsep produk), maka hasil
fase ini dijadikan umpan balik pada fase yang mendahuluinya, yaitu fase pertama:
analisa masalah, penyusunan spesifikasi dan perencanaan proyek. Umpan balik
tersebut setelah diolah pada fase pertama dapat merubah atau memperbaiki
hasil-hasil fase pertama, dan seterusnya.
3.3 Metode Perancangan Produk
Fase-fase perancangan seperti dijelaskan di atas adalah sebuah deskripsi
tentang proses perancangan. Deskripsi proses perancangan tersebut merupakan
salah satu deskripsi saja. Perancang lain dapat membuat deskripsi proses
perancangan yang berbeda, sesuai dengan fase-fase dalam proses perancangan
yang ditempuhnya atau dialaminya selama merancang.
Beberapa macam urutan fase proses perancangan, yang berbeda satu sama
lain, dapat hanya merupakan suatu deskripsi saja, yaitu yang menjelaskan urutan
Dalam hal sebuah urutan fase proses perancangan yang dibuat oleh seorang
perancang, merupakan suatu preskripsi, maka urutan fase proses perancangan
tersebut dimaksudkan oleh perancang sebagai suatu metode merancang atau cara
merancang yang diusulkan untuk digunakan oleh perancang-perancang lain dalam
kegiatan merancangnya.
Pada saat ini terdapat banyak metode merancang yang diusulkan oleh
banyak perancang yang berpengalaman. Jika dikaji lebih mendalam, maka metode
merancang yang banyak tersebut tidak jauh berbeda satu dengan lainnya, yaitu
lebih banyak persamaanya daripada perbedaannya.
3.3.1 Metode Proses Perancangan dan Pembuatan Produk (ZEID)
Metode perancangan dikutip dari buku karangan Ibrahim Zeid [5, hal 25].
Proses perancangan dan pembuatan produk bersifat deskriptif, tetapi dianggap
bersifat preskriptif, terutama bagian perancangannya. Artinya urutan fase-fase
dalam proses perancangannya dapat diikuti oleh para perancang lain sebagai cara
merancang, yaitu:
1. Proses perancangan
2. Proses pembuatan
Fase-fase pada proses perancangan dapat dikelompokkan dalam dua sub-proses,
yaitu sintesis dan analisis. Subproses sintesis terdiri dari fase-fase:
1. Identifikasi kebutuhan
3. Studi kelayakan dengan mengumpulkan informasi-informasi perancangan
yang relevan
4. Perancangan konsep produk. [5]
3.3.2 Model Proses Perancangan Deskriptif French
Fase perancangan detail adalah fase terakhir dari proses perancangan,
dimana terdapat sangat banyak keputusan-keputusan tentang hal-hal kecil tetapi
penting yang harus diambil. Kualitas pekerjaan pada tahap ini harus baik, agar
dapat dihindarkan:
1. Tertundanya penyelesaian produk
2. Bertambahnya biaya
3. Kegagalan produk kelak dalam menjalankan fungsinya
Rangkaian kegiatan analisis, optimasi dan evaluasi berakhir pada satu
produk saja, yang diantara alternative-alternatif yang ada. Satu produk hasil
evaluasi tersebut dituangkan dalam sebuah dokumen yang terdiri dari:
1. Satu set gambar rancangan
2. Spesifikasinya
3. Bill of materials
Spesifikasinya memuat informasi-informasi yang tidak dapat dimuat pada gambar
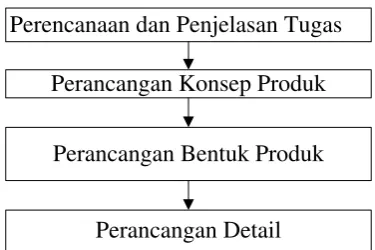
3.3.3 Cara Merancang Menurut Pahl dan Beitz
Pahl dan Beitz mengusulkan cara merancang produk sebagaimana yang
dijelaskan dalam bukunya Engineering Design : A Systematic Approach. Cara
merancang Pahl dan Beitz tersebut terdiri dari 4 kegiatan atau fase, yang
masing-masing masih terdiri dari beberapa langkah. Ke-empat fase tersebut adalah:
Perancangan Konsep Produk
Perancangan Bentuk Produk
Perancangan Detail Perencanaan dan Penjelasan Tugas
Gambar 3.2 Perancangan Pahl Dan Beitz
3.3.3.1 Perencanaan dan Penjelasan Tugas
Fase ini adalah menyusun spesifikasi produk yang mempunyai
fungsi khusus dan karakteristik tertentu yang dapat memenuhi
kebutuhan masyarakat.
3.3.3.2 Perancangan Konsep Produk
Berdasarkan spesifikasi produk hasil fase pertama, dicarilah
beberapa konsep produk yang dapat memenuhi
3.3.3.3. Perancangan Bentuk Produk
Pada fase perancangan bentuk ini, konsep produk “diberi
bentuk”, yaitu komponen – komponen konsep produk yang dalam
gambar skema atau gambar skets masih berupa garis atau batang
saja, kini harus diberi bentuk, sedemikian rupa sehingga komponen –
komponen tersebut secara bersamaan menyusun bentuk produk,
yang dalam geraknya tidak saling bertabrakan sehingga produk dapat
melakukan fungsinya
3.3.3.4. Perancangan Detail
Pada fase perancangan detail, maka susunan komponen
produk, bentuk dimensi, kehalusan permukaan, material dari setiap
komponen ditetapkan. Demikian juga kemungkinan cara pembuatan
setiap produk sudah dijajagi dan perkiraan biaya sudah dihitung.
Hasil akhir dari fase ini adalah gambar rancangan lengkap dan
spesifikasi produk untuk pembuatan, dimana kedua hal tersebut
disebut dokumen untuk pembuatan produk.
Sebenarnya langkah-langkah dalam keempat fase proses perancangan di
atas tidaklah perlu dikelompokkan dalam 4 fase secara kaku, sebab seperti
misalnya, pada langkah pada fase perancangan detail(fase ke-4) cara pembuatan
3.4. Material Yang Diangkut
Dalam merencanakan sebuah konveyor sabuk, peninjauan terhadap
material yang diangkut menentukan karakteristik material yang diangkut dan
variabel-variabel yang diperlukan dalam perencanaan konveyor. Hal ini sangat
penting dalam mendesain dan menghitung konveyor sabuk, yaitu menghitung luas
permukaan material yang berada diatas sabuk dan sampai mana batas material
tersebut dapat diangkut. Dalam perancangan ini material yang akan diangkut
adalah inti dari buah kelapa sawit (wet kernel) setelah mengalami proses di
kernelecovery dengan menggunakan belt conveyor model horizontal.
3.4.1. Karakteristik Material
Pada perencanaan ini karakteristik material yang akan diangkut adalah
bulk material yaitu material curah atau material tumpahan. Karakteristik dari
material tumpahan adalah ukuran, gumpalan, kemungkinan lengket, volume,
berat, sifat kimia, dan temperatur, sifat mudah remuk. [11]
3.4.1.1. Bentuk Dan Ukuran Material
Bentuk dan ukuran material yang dipindahkan merupakan faktor penting
yang berhubungan langsung dalam merencanakan dimensi sebuah konveyor. Dari
hasil survey yang dilakukan pada P.T. Mopoli Raya PKS Gedong Biara Kec.
Seruway Kab. Aceh Tamiang diperoleh, bahwa bentuk material berupa biji yang
hampir seragam dan berbentuk bulat dengan diameter berkisar antara 8 – 14 mm.
3.4.1.2. Berat Material
Berat material yang dilayani oleh konveyor sabuk sangat penting untuk
diketahui karena karakteristik ini sangat berpengaruh pada kekuatan dan
kemampuan konveyor dalam pengoperasiannya. Dari hasil survey yang dilakukan
diketahui berat inti kelapa sawit (wet kernel) 60 gram/100 biji atau ± 0,6
gram/biji.
3.5. Daya Motor Penggerak
Daya motor mengangkat muatan inti kelapa sawit :
Qinti
m = 3,8 kg/m = 1.5 ton/jam
Laju aliran massa = Q x g
a = 1,5 x 9.81 N/s
a = 4,08 N/s
P = m.a.v
P = 3,8 x 4,08 x 0.1 kW
Daya motor mengangkat sabuk
msabuk
Q
= 6,325 kg/m
sabuk = msabuk x V
Q
sabuk
sabuk
Q
= 6,325 x 0,1 kg/s
sabuk
Q
= 0,6325 kg/s
sabuk = 2,277 ton/jam
Laju aliran massa = Q x g
a = 2,277 x 9.81 N/s
a = 6,204 N/s
P = m.a.v
P = 6,325 x 6,204 x 0.1 kW
Psabuk = 3,924 kW
Jadi daya total motor listrik = Pinti + P
P
sabuk
total
P
= 1,5504 + 3,924 kW
3.6. Perancangan Kapasitas
3.6.1. Kapasitas janjangyang dipindahkan
Dalam pengoperasian konveyor ini akan digunakan untuk memindahkan
1,5 ton inti kelapa sawit (wet kernel) per jam dengan panjang lintasan 6,5 meter.
Dimana inti kelapa sawit merupakan 3 -5% dari berat tandan buah sawit sebelum
diolah [13].
Dibawah ini diperlihatkan gambaran survey lapangan dari proses
pemindahan inti kelapa sawit (wet kernel) yang dihasilkan dari kernel recovery
dan dipindahkan konveyor ke silo.
3.6.2. Penetapan Lebar Sabuk
Dalam menetapkan lebar sabuk sangat ditentukan oleh karakteristik
material yang dipindahkan, kapasitas konveyor perjam, kondisi pengoperasian dan
posisi material itu sendiri diatas sabuk. Pada umumnya ukuran sabuk yang
diproduksi di Eropa mempunyai ukuran 300, 400, 500, 650, 800, 1000, 1200,
1400, 1600, 2000 [11, hal 69]. Berdasarkan ukuran-ukuran yang tersedia dan hasil
survey yang dilakukan maka lebar sabuk yang akan direncanakan adalah 500 mm.
Tabel 3.1. Tabel Standart Jumlah Lapisan Sabuk [ 11, hal 69 ]
Belt width, mm 300 400 500 650 800 1000 1200 1400 1600 1800 2000
Minimum and Maximum number
of Plies (i)
3-4 3-5 3-6 3-7 4-8 5-10 6-12 7-12 8-12 8-12 9-14
3.6.3. Penetapan Kecepatan Sabuk
Penetapan kecepatan sabuk (ν) dari suatu konveyor tergantung kepada
sifat material yang akan diangkut, ketebalan sabuk dan pertimbangan pada waktu
pemuatan dan pencurahan, berdasarkan hasil survey diketahui bahwa kecepatan
sabuk (
ν
) adalah 0,1 m/s.3.6.4. Penetapan Panjang Lintasan Konveyor
Dalam menentukan panjang lintasan konveyor sabuk perlu
dipertimbangkan kondisi sekitar dan lokasi pabrik. Berdasarkan survey diketahui
3.6.5. Perancangan Kapasitas Konveyor
Penerapan kapasitas konveyor tergantung kepada jarak antara unit muatan,
kecepatan sabuk dan berat muatan. Berdasarkan hasil survey yang dilakukan maka
didapat berat dari material tumpukan permeter adalah 3,8 kg/m.
Kapasitas konveyor ini dapat ditentukan dari material tumpukan adalah [ 11 ]:
Q = .q.v
1000 3600
Ton/jam
Dimana :
q = Berat material tumpukan permeter = 3,8 kg/m
v = Kecepatan sabuk = 0,1 m/s ... (data survey)
Pada saat melaksanakan survey, dilakukan perhitungan sebagai berikut:
Jadi perancangan ini mempunyai spesifikasi sebagai berikut :
• Jenis material yang diangkut : inti kelapa sawit (wet kernel)
• Berat maksimum sebuah inti : 0,6 gram (pengukuran harga rata-
rata material yang diangkut)
• Kapasitas angkut maksimum : 1,368 ton/jam
• Lebar sabuk (B) : 500 mm (pengukuran harga rata-
rata di lapangan)
• Panjang lintasan (a) : 6500 mm (pengukuran harga rata
rata di lapangan)
• Kecepatan sabuk : 0,1 m/s
3.7. Perancangan Komponen-Komponen Utama
Gambar 3.4. Konstruksi konveyor
Adapun komponen-komponen utama konveyor sabuk pada gambar 3.4 diatas
adalah:
1. Sabuk 4. Motor Penggerak
3. Puli.
3.7.1. Perencanaan Sabuk
Hal-hal yang perlu direncanakan dalam pemeliharaan sabuk antara lain :
1. Pemilihan bahan sabuk
2. Pemeriksaan jumlah lapisan sabuk
3. Berat sabuk
Berat sabuk persatuan panjang dapat dicari dengan menggunakan rumus
berikut :
Wb = qb = 1,1B (it + t1 + t2
Dimana : B = Lebar sabuk
) kg/m ………. [11, hal 71]
= 500 mm = 0,5 m direncanakan
i = Jumlah lapisan sabuk. Untuk lebar sabuk 500 mm dianjurkan
i = 3 – 6 dalam tabel 3.1. Maka dipilih i = 3 (data yang diberikan
pada survey)
t1 = Tebal lapisan luar sabuk yang dibebani. Dianjurkan t1 =
t
1,5 ...[11]
2 = Tebal lapisan luar sabuk yang tidak dibebani. Dianjurkan t2
t = Tebal tiap lapisan sabuk, t= 3mm (didapat dari data survey)
= 1 ...
[11]
1
Gambar 3.5. Potongan melintang sabuk
Keterangan gambar:
1. Karet
2. Nytrile
3. Nylon fiber
Maka didapat :
Wb = (1,1) B (it + t1 + t2
= (1,1) 0,5 m [3 (3) + 1,5 + 1] )
= 0,55 (11,5)
= 6,325 kg/m
= 62,04 N/m
3.7.2. Perancangan Roller Idler
Pada konveyor sabuk yang direncanakan, bentuk material yang diangkut
adalah bulk material (material curah atau tumpahan). Roller idler dibagi menjadi
dua jenis, yakni Trough roller idler dan Plat roller idler. Pada perancangan ini
menggunakan Flat roller idler karena material yang diangkut berbentuk unit load
(curah dan tumpahan), yang mengangkut inti kelapa sawit tanpa buah kelapa sawit
dari hasil proses kernel recovery diangkut konveyor ke silo.
Untuk konveyor sabuk yang direncanakan dipilih jenis roller yang sesuai
Gambar 3.6. Roller idler
Keterangan gambar :
1. Shell
2. Shaft
3. Bearings
4. Supporting Base
5. Inner Tubular Spindel
3.7.2.1. Dimensi Roller Idler
Gambar dibawah ini adalah dimensi roller untuk lebar sabuk 500 mm,
untuk mengetahui diameter roller dan panjang yang digunakan, tetapi ada
ketentuan bahwa untuk konveyor sabuk melayani unit load maka muatan harus
Gambar 3.7. Dimensi roller idler
Dimana :
D = Diameter luar roller idler (mm)
C = Panjang roller idler dikurangi panjang sabuk (mm)
B = Lebar sabuk = 500 mm
L = Panjang roller idler
L1= Panjang dari roller idler yang ditengah
= 0,4 x B = 200 mm = 0,2 m
Ketentuan dari diameter roller idler
1. D = 108 mm, untuk B = 400 – 800 mm (B=500 mm)
2. D = 159 mm, untuk B = 800 – 1600 mm
3. D = 194 mm, untuk B = 1600 – 2000 mm
4. Total panjang garis lurus roller (L) = 100 – 200, lebih panjang dari lebar
Dari uraian diatas maka diameter roller idler (D) = 108 mm, karena lebar
sabuk (B) berada pada interval 400 – 800 mm. Tetapi diameter roller idler yang
dipakai pada pabrik di P.T. Mopoli Raya PKS Gedong Biara Kec. Seruway Kab.
Aceh Tamiang tersebut setelah dilakukannya survey lapangan adalah 60 mm(D)
Jadi diameter luar roller idler yang dirancang adalah :
D = 60 mm...(survei lapangan)
Maka diameter dalam roller idler adalah :
d = D – (2t) ……….(dimana t = 0,02D + 10)
d = 60 – 2[(0,02 x 60) + 10]
d = 37,6 mm = 0,0376 m
Diameter dalam roller idler yang digunakan dalam pabrik adalah 37,6 mm dan
diameter poros adalah 50 mm.
Panjang roller idler (L) yang direncanakan = 564,68 mm, maka nilai C adalah :
L = 0,56468 m
2C = L – B
2C = 0, 56468 – 0,5
2C = 0,06468 m
3.7.2.2. Jarak Antara Roller Idler
Jarak dari idler pada material tumpahan yang sedang beroperasi khusus
untuk flat roller idler dapat dilihat pada tabel dibawah ini :
Tabel 3.2. Tabel jarak maksimum antar carrying roller idler [11]
Bulk weight
Maka jarak antara roller idler (l) adalah :
1. γ = 650 kg/m3 atau = 0,65 ton/mγ 3 maka berada pada < 1 ton/mγ
2. B = 500 mm.
3
Jadi dapat dilihat dari tabel bahwa jarak antara roller idler adalah 1500 mm atau
1,5 m (l), dengan jumlah 4 buah return roller idler (hasil survey).
3.7.2.3. Beban pada roller idler
Beban-beban yang terjadi pada roller idler merupakan gaya lintang yang
terdiri dari berat roller, berat sabuk dan berat muatan.
Berat roller dapat diasumsikan sama dengan berat silinder, yaitu :
Dimana : L = Panjang roller idler = 564,68 mm
= 443,2738 x 7,45.10
)
-6
= 7,22 kg
x 2186,24
= 70,826 N
Berat roller idler persatuan panjang sabuk adalah :
l
Berat muatan yang diterima oleh masing-masing roler idler adalah :
W = berat muatan
jumlah roller persetiap muatan... [11]
= 1,9
Maka berat muatan persatuan panjang adalah :
q =Berat muatan1 L
dimana:
q = 18,64 93, 2 0, 2 = N/m
Berat sabuk dan roller persatuan panjang adalah :
Wbr
= ( 62,04 + 47,217) = 109,257 N/m = ( Wb + Wr )
Jadi gaya total yang diterima oleh roller idler = 109,257 N/m
Berikut ini gambaran distribusi beban pada roller idler dengan beban
terbagi rata:
Besarnya gaya yang terjadi pada tiap tumpuan dapat dihitung dengan persamaan
Sedangkan besarnya momen lentur maksimum yang terjadi pada tengah batang
Mmaks=
202, 457 0, 56468
14, 29
8 8
WtotalxL x
== Nm
Berikut ini merupakan diagram pembebanan, tegangan geser, dan
Gambar3.9. Diagram pembebanan, Diagram gaya lintang, Diagram momen
Tegangan lentur maksimum yang terjadi pada roller :
maks
σ
=Z
Mmaks ………….[10]
Dimana :
Z = modulus penampang silinder
Dari hasil survey lapangan bahan yang digunakan adalah besi cor kelabu
type high silicon yang memiliki sifat mampu cor baik, murah, dapat meredam
getaran, tahan aus, tahan korosi, dengan komposisi : %C = 0,4 – 1,0; %Mn = 0,4 –
1,0; %Si = 14 – 17; %Mo = 3,5 …….[3]. Memiliki kekuatan tarik 8,96.107 N/m2,
bahan ini memiliki faktor keamanan dengan besar Sf1 = 6,0 untuk bahan S-C
dengan pengaruh bahan paduan Sf2 = 1,3-3,0, karena adanya pengaruh dari
kekerasan permukaan sehingga Sf2
Sehingga tegangan yang diizinkan :
diambil 2,0.
Karena tegangan geser yang diizinkan 7,46.10
2
6
N/m2 lebih besar dari
pada tegangan maksimum maka roller aman terhadap tegangan lentur.
Beban yang bekerja pada roller idler adalah :
Reaksi tumpuan : RA= RB= 40,165 N/m
Momen lentur maksimum : Mmaks = Ra
= 40,165 x 0,0376 x d
= 1,51 Nm
Berdasarkan survey studi lapangan, direncanakan ukuran poros idler dS 50 mm
dengan panjang porosnya 500 mm (data dari survey).
Tegangan lentur maksimum pada poros :
Maka : (10, 2)(1, 51)3
Dari survey studi lapangan bahan yang digunakan adalah besi cor kelabu type
high silicon yang memiliki sifat mampu cor baik, murah, dapat meredam getaran,
tahan aus, tahan korosi, kekuatan tarik 8,96.107 N/m2
Komposisi : %C = 0,4 – 1,0; %Mn = 0,4 – 1,0; %Si = 14 – 17; %Mo = 3,5.... [3].
Roller tidak hanya mendapat beban statis saja melainkan juga beban dinamis,
karena mengalami beban dinamis maka harus menggunakan faktor keamanan.
Faktor keamanan S
.
f1 = 6, untuk bahan S-C dengan pengaruh bahan paduan Sf2 =
1,3-3,0 karena adanya pengaruh dari kekasaran permukaan sehingga Sf2
Sehingga tegangan izin :
diambil
Oleh karena tegangan izin lebih besar dari pada tegangan maksimum maka poros
aman terhadap tegangan yang terjadi.
3.7.2.4. Perencanaan Bantalan Roller Idler
Pemilihan bantalan roller idler berdasarkan pada beban yang diterima
masing-masing bantalan. Karena bantalan hanya menerima beban radial saja,
ditambah dengan berat poros itu sendiri. Bantalan dapat bekerja dengan baik
apabila kapasitas nominal dinamis spesifik lebih besar daripada kapasitas nominal
yang ditimbulkan oleh bantalan.
Gambar 3.10 Deep Groove Ball Bearing
Berat poros adalah :
W = ( )( ) 4
. 2 γ π ds L
Dimana :
ds
= 50 mm
= Diameter poros roller idler
γ = 7,84 x 103 kg/m3
L = Panjang poros = 500 mm.
(untuk bahan baja)
Maka :
W
2
3 3.14.0, 05
0, 5.7,84.10 4
p=
Beban radial (Fr) yang diterima masing-masing bantalan adalah :
Beban equivalen yang dihitung dengan menggunakan persamaan[10,hal 135]:
Pr = x. (V) (Fr) + (y) (Fa)
Dimana :
X = Faktor pembebanan radial = 0,56 untuk baris tunggal
Fr = Beban yang diterima masing-masing bantalan.
V = Faktor pembebanan untuk cincin luar yang berputar = 1,2
Fa = 0, karena tidak terjadi pembebanan aksial pada bantalan.
Sehingga beban equivalen pada bantalan adalah :
Pr = 0,56 x 1,2 x 7,94 + 0
Pr = 5,34 kg = 52,38 N
Beban nominal dinamis spesifik adalah :
Crl Pr
adalah faktor umur bantalan :
Maka :
v = Kecepatan sabuk (m/det)
D = Diameter roller idler (mm)
Dari perhitungan diatas diketahui C > Crl
Berdasarkan pertimbangan tersebut, bantalan yang digunakan adalah
dipilih bantalan gelinding jenis Deep Groove Ball Bearing atau bantalan peluru
alur satu baris dengan nomor 6404 yang memiliki dimensi sebagai berikut : , maka bantalan jenis ini aman
untuk digunakan.
Diameter dalam (d) = 50 mm = 0,05 m
Diameter luar (D) = 110 mm = 0,11 m
Lebar bantalan (b) = 27 mm = 0,027 m
Beban dinamis spesifik (C) = 335 N
Beban statis spesifik (Co) = 800 N
3.7.2.5. Pelumasan Bantalan Roller Idler
Pelumasan bantalan roller idler sangat penting untuk diperhatikan, karena
pelumasan ini bertujuan mengurangi gesekan antara elemen, membawa keluar
panas yang terjadi, mencegah korosi, dan menghindari masuknya debu serta
kotoran pada saat proses kerja. Pelumasan yang kurang baik akan menyebabkan
gesekan yang besar pada bantalan, sehingga konsumsi daya yang dibutuhkan
semakin besar.
Pemilihan pelumas ditentukan oleh empat faktor utama, yaitu :
1. Putaran poros
2. Gaya tekan pada bantalan yang dilumasi
3. Temperatur operasi bantalan
Bahan pelumas yang cocok untuk bantalan ini cukup ekonomis dalam
pemakaiannya adalah jenis (grase). Gemuk merupakan larutan gel sabun metalik
(kalsium dan natrium) dalam cairan pelumas. Untuk beban dan kecepatan rendah
dapat dipergunakan pelumas gemuk menurut ASTM D1743.
Untuk mencegah masuknya debu dan juga untuk mencegah kebocoran
pelumas, maka kedua sisi bantalan roller idler ditutup dengan seal.
3.7.3. Perhitungan Tegangan Pada Sabuk
Beban-beban yang diterima oleh sabuk adalah beban yang terdiri dari
muatan yang diangkut, berat sabuk itu sendiri, serta tahanan-tahanan yang terjadi
pada sistem konveyor sabuk.
Pada sistem konveyor sabuk terdapat tahanan-tahanan yang terjadi pada
bagian sabuk yang mengangkut beban dan juga pada bagian sabuk yang tidak
mengangkut beban serta bagian lengkungan sabuk.
3.7.3.1 Tahanan-tahanan gerakan pada konveyor sabuk
Ketika sabuk bergerak terjadi tahanan-tahanan yang disebabkan oleh :
1. Gesekan antar sabuk dengan idler
2. Akibat lengkungan yang terjadi pada puli
3. Gesekan antara sabuk dengan landasan diam (Stasionary runway)
Tahanan yang terjadi akibat gesekan antara sabuk dengan idler pada
idler (kembali tanpa beban) , kesemua tahanan itu dapat dirumuskan sebagai
berikut [11] :
1. Untuk berat bermuatan (pembebanan)
H
2. Tahanan pada bagian kembali tanpa muatan adalah :
'
3. Berat muatan persatuan panjang sabuk [10] :
γ
Berat dari material tumpukan permeter (q) = 3.8 kg/m
Berat sabuk (Wb) = 6,325 kg/m
Kapasitas angkut (Q) = 1,5 ton/jam
= 1500 kg/jam
Berat roller idler (Wltotal
Koefisien dari resistan dari sabuk pada roller (
) = 7,22 kg/m
ϖ
’) = 0,04 ( berdasarkanTabel 3.3)
Tabel 3.3 Faktor resistan untuk idler pada roller bearings [11]
Operation
Condition
Characteristic of the operating
condition
Factor
ϖ
’ for idlerFlat Troughing
Favourable
Operation in clean, dry premises in the
absence of abrasive dust
0,018 0,020
Medium
Operation in heated premises in the
presence of a limited amount of
abrasive dust, normal air humidity.
0,022 0,025
Adverse
Operation in unheated premises or
out-of-doors; large amount of abrasive dust,
excerssive moisture or other factor
present adversely affecting the
operating of beatings
0,035 0,040
Berat muatan persatuan panjang [11] :
Maka :
Untuk berat bermuatan (pembebanan)
qbeban
= 9,42 kg = 92,36 N
= (3,33 + 6,325 + 7,22)15 m .0,04 – (3,33 + 6,325) 0,0735
Tahanan pada bagian kembali tanpa muatan adalah :
qi
= 8,127 kg = 79,73 N = (6,325 + 7,22) (15 x 0,04)
Tahanan yang terjadi akibat gesekan antara sabuk dengan landasan diam
(stationary runway) dapat dirumuskan sebagai berikut:
3.7.3.2 Perhitungan tegangan sabuk
Dalam menghitung tegangan sabuk dari sebuah sistem konveyor sabuk
digunakan rumus sebagai berikut :
Si = S(i-l) + W(i-l)to-i……….. [11]
Dimana :
Sidan S(i-l)
W
= Tegangan sabuk pada titik i-l dan i (N)
(i-l)to-i = Tahanan sabuk diantara titik (N)
Gambar 3.11 Distribusi gaya tarik pada sabuk
Berdasarkan gambar 3.11, tegangan sabuk pada sisi 1, dimana sabuk
bergerak meninggalkan puli diasumsikan sebagai tegangan sisi kendur (Ssl), dan
sebaliknya tegangan sabuk pada titik 4 diasumsikan sebagai tegangan sisi ketat
(Sst
Dengan menggunakan persamaan diatas dapat ditemukan dengan rumus, ).
Tegangan pada titik 2 dapat dicari, yaitu :
Dimana
q1,2
Maka :
= qi= Tahanan tanpa beban = 8,127 kg
S2 = S1 + 8,127 kg (1)
Tegangan sabuk pada titik 3
S3 = S2 + W
Tegangan sabuk dititik 4
S4 = S3 + W3,4 ………dimana : W3,4 =(0,5 qbeban) x (0,5 qbeban’
Dari hukum Euler dimana tidak terjadi slip antara sabuk dan puli maka
berlaku persamaan :
St S≤ sl (eµα)
Dimana :
Stdan Ssl = Tegangan sabuk pada sisi ketat dan kendur (kg)
α
= Sudut belit sabuke = Bilangan neprian dengan fungsi logaritma = 2,718
µ = Faktor gesekan antara sabuk dan puli
Untuk sudut belit sabuk sebesar
α
= 2100µ dan puli dibalut dengan karet
(rubber laggned) dengan kondisi operasi normal (Literatur 10) maka harga =
0,40 maka :
µα
e = 433
St = S4 S≤ sl .(eµα)
Sehingga diperoleh tegangan sabuk pada sisi ketat :
Ssl .(eµα) = Ssl .
=4,33 (S (4,33)
1
Dari persamaan (3) dan (4), diperoleh : )
Dari persamaan (2) diperoleh :
Dari persamaan (3) diperoleh : = 22,73 kg
Dari perhitungan diatas dapat diketahui tegangan sisi ketat sebesar
56,76kg sedangkan sisi kendurnya 13,11kg, sehingga dengan perhitungan
diperoleh :
3.7.3.3. Pemeriksaan kekuatan sabuk
Setelah dimensi, bahan dan beban yang terjadi pada sabuk diketahui,
kekuatan sabuk perlu diketahui dengan menentukan faktor keamanannya.
Dimana :
Kti
B = Lebar sabuk = 500 mm = 0,5 m
= Kekuatan tarik izin sabuk persatuan lebar (kg/m)
Smaks
FK = Faktor keamanan dipilih 9 untuk perawatan yang teratur dan = Gaya tarik maksimum yang diterima sabuk = 56,76 kg
Kondisi operasi maksimum.
i = Jumlah lapisan sabuk = 3
Jadi kekuatan tarik izin sabuk adalah :
)
Dari hasil perhitungan diatas, terlihat bahwa kekuatan tarik izin sabuk
lebih kecil dari pada kekuatan tarik sabuk yang digunakan yaitu jenis Nylon
Nitrile, yang mempunyai kekuatan tarik persatuan lebar sebesar 294300 N/m [11].
3.7.4. Perencanaan puli
Dari bab sebelumnya telah diketahui bahwa puli yang dipergunakan ada
tiga jenis, yaitu tail pulley, drive pulley, dan snup pulley.
Pada dasarnya ketiga jenis puli ini memiliki konstruksi sama. Dalam
permukaan luarnya dilapisi dengan karet, agar gesekan sabuk dengan puli menjadi
besar sehingga sabuk tersebut dapat digerakkan oleh puli tanpa terjadi slip
.
Gambar 3.12 Konstruksi puli
3.7.4.1. Dimensi puli
Diameter puli dapat diperoleh dengan persamaan berikut ini :
) )( (k i
Dp ≥ ………… [11]
Dimana :
k = Faktor perbandingan yang bergantung dari jumlah lapisan sabuk,
umumnya (k = 125 – 150), untuk (i = 2 – 6)
maka dipilih k = 125 [3]
untuk i = 3
maka :
≥
p
D 125 x 3
≥
p
D 375 mm
02
Dalam menentukan diameter tail pulley didasarkan pada diameter drive pulley.
Dimana diameter tail pulley adalah 8000 dari diameter drive pulley.
Diameter tail pulley :
Sedangkan panjang dari puli dianjurkan berkisar antara 100-200 mm lebih besar
dari pada lebar sabuk.
)
Tetapi, dalam perancanaan ini, diameter puli(Dp) direncanakan adalah
375 mm atau 0,375 m. Dengan tebal puli diambil(tp)8,5 mm atau 0,0085 m
(sesuai dengan survey dilapangan). Puli pembawa selalu dilapisi dengan karet
(rubber). Diameter tail pulley haruslah lebih kecil dari drive pulley. Pada
umumnya besarnya 80% dari diameter drive pulley, maka diameter dari tail pulley
adalah 0,375 m atau 375 mm (sesuai dengan survey dilapangan)
Panjang puli haruslah lebih besar dari sabuk, dalam perancangan ini
panjang puli sama dengan panjang roller idler, maka panjang puli adalah(Bp)
564,668 mm atau 0,56468 m.
Pada pemeriksaan gaya tarik sabuk, telah diketahui gaya tarik maksimum
yang terjadi pada titik 4, yang terletak pada permukaan puli penggerak, sehingga
tekanan maksimum yang terjadi pada puli penggerak adalah :
Tekanan permukaan pada puli :
Pmaks
Sehingga tekanan pada permukaan pada puli adalah :
Pmaks
Tegangan kompresi maksimum pada puli adalah :
σ
maks(0, 375 0, 0085)(0, 0085)(0, 56468) kg
σ
maks = 12099,8 kg/m2 = 118699,04 N/m2σ
maks =1,18 x 105 N/mDari perhitungan diatas diperoleh tekanan permukaan yang terjadi, terlihat
bahwa puli yang digunakan aman, karena beban permukaan yang terjadi lebih
kecil dibanding dengan kekuatan bahan puli yang digunakan adalah besi cor
kelabu type high silicon yang memiliki sifat mampu cor baik, murah, dapat
meredam getaran, tahan aus, tahan korosi, dengan komposisi : %C = 0,4 – 1,0;
%Mn = 0,4 – 1,0; %Si = 14 – 17; %Mo = 3,5 ……. [3]. Memiliki kekuatan tarik
8,96.10
2
7
N/m2.
3.8. Perancangan elemen pembantu
Agar dapat berfungsi sempurna, suatu sistem konveyor ada baiknya
dilengkapi dengan elemen pembantu. Elemen pembantu konveyor yang
direncanakan pada perancangan ini adalah belt take up.
3.8.1. Belt Take Up
Pada perencanaan konveyor sabuk ini digunakan belt take up yang
berfungsi untuk mengencangkan sabuk agar tidak terjadi slip yang dapat
mengakibatkan jalan sabuk tidak sempurna, serta kecepatan sabuk akan berkurang
dan akan membuat over flow. Dalam perencanaan ini belt take up adalah Vertical
Gravity Type.
Gaya yang dibutuhkan oleh belt take up dapat diperoleh dengan persamaan
dari [11] :
Gtu
G
=21,237 kg + 22,73 kg
tu
Panjang lintasan take up maksimum yang diperbolehkan untuk konveyor ini
adalah :
= 43,967 kg = 431,32 N
X = 1% L
X = 1% x 6,5m
X = 0,065 m
Maka direncanakan take up travelnya adalah sepanjang 0,065 m
Gambar 3.13 Belt Take Up (Vertical Gravity Type)
BAB IV
PERENCANAAN STRUKTUR PENUMPU
Guna menumpu seluruh komponen konveyor sabuk dan mengarahkan
aliran muatannya digunakan struktur penumpu konveyor. Struktur penumpu
merupakan rangka (frame) yang terdiri dari batang memanjang dan batang tegak
yang disatukan dengan menggunakan sambungan baut dan mur. Untuk menumpu
konveyor ini biasanya dipergunakan batang-batang profil seperti gambar berikut :
Dari gambar struktur rangka penumpu diatas, terlihat bahwa dua buah
batang memanjang yang masing-masing berfungsi untuk menumpu Flat roller
idler dan return roller idler serta sepasang batang tegak berfugsi untuk menumpu
kedua batang memanjang di sisi kiri dan kanan konveyor sabuk.
4.1. Perencanaan Batang Penumpu Plat Roller Idler
Batang penumpu flat roller idler menerima beban-beban yang terdiri atas :
a. Berat sabuk, Wb = 6,325 kg/m = 62,04 N/m
b. Berat roller idler,Wr= 4,81 kg/m = 47,217 N/m
c. Berat muatan, Wm
d. Berat perlengkapan-perlengkapan lainnya, diperkirakan Wa = 350 N/m = q = 3,8 kg/m = 37,278 N/m
Beban-beban tersebut diasumsikan diterima oleh batang penumpu flat
roller idler sama besar pada kedua sisinya. Untuk itu dipilih batang baja profil U
1500 x 620 x 270 x 65 mm dengan panjang 6500 mm. Dimensinya adalah sebagai
berikut : [6]
a. Berat persatuan panjang, G = 7,40 kg/m = 72,594 N/m
b. Luas penampang, A = 0,3273 m
c. Momen inersia luas, I
2
x = 0,06718 m
d. Jarak dari sumbu netral ke permukaan luar, C = 0,50141 m
Gambar 4.2. Penampang batang profil U 1500 x 620 x 270 x 65 mm
Beban total yang diterima oleh satu sisi batang penumpu flat roller idler
adalah :
W = 12(Wb +W +
m Wr
=
+ Wa) + G
2
1 ( 62,04 + 37,278 + 47,217+ 350 ) + 72,594
Maka W = 12( 496,535 ) + 72,594
= 320,8615 N/m
Pembebanan pada batang penumpu diasumsikan terbagi merata seperti gambar
Gambar 4.3. Pembebanan pada batang penumpu roller idler
1. Besar gaya pada tiap tumpuan dapat dicari dengan persamaan.
RA=RB =
2 .l W
= (320,8615 )(3, 25) 2
= 521,4 N
2. Momen lentur maksimum :
Mmaks
8 .l2 W =
=
2 (320,8615 )(3, 25)
8
3. Tegangan lentur maksimum :
maks
σ =
x maks
I xc M
= 423, 63 0, 50141 0, 06718
x
= 3,162.103 N/m
Berdasarkan perhitungan diatas, bahan yang digunakan sebagai penumpu
roller idler adalah baja AISI 1340 yang memiliki kekuatan lentur 8,61 x 10
2
8
N/m2, rangka mengalami beban statis dengan faktor keamanan 6, dengan
demikian kekuatan lentur izin bahan adalah 1,43 x 108. Dengan demikian rangka
aman terhadap pembebanan yang terjadi.