commit to user
iRANCANG BANGUN PUNCH DAN DIES UNTUK
AVOR WASTAFEL PADA PROSES
DEEP DRAWING DAN PIERCHING
PROYEK AKHIR
Diajukan sebagai salah satu syarat untuk memperoleh gelar
Ahli Madya (A.Md)
Disusunoleh :
KELOMPOK 1
PROGRAM DIPLOMA TIGA TEKNIK MESINP RODUKSI
FAKULTAS TEKNIK UNIVERSITAS SEBELAS MARET
SURAKARTA
2011
commit to user
iiicommit to user
• Berdoa dan berusahalah semaksimal mungkin dan biarkan Tuhan yang menentukan.
• Jangan terlalu bangga dengan ketenaran “ di atas langit masih ada langit “
• Sopo nandu rbakal ngunduh.
• Rindukanlah masalalu, Sayangilah masa kini, Cintailah masa depan Agar gerbang kebahagiaan terbuka disetiap episode kehidupanan disaat ini.
commit to user
vSebuah hasil karya yang kami buat demi
menggapai demi sebuah cita-cita, yang ingin
saya persembahkan kepada :
¾ Ayah dan bunda tercinta yang selama ini
telah memberi motivasi serta rasa kasih
sayangnya.
¾ Dosen pengampu yang telah memberikan
bimbingan dan saran dalam pelaksanaan dan
penyusunan laporan ini.
¾ Bapak Bagus selaku kepala bengkel yang
telah banyak membantu pembuatan dies
avorwastafel.
¾ Rekan-rekan mahasiswa yang telah banyak
memberi masukan dalam penysunan laporan
ini.
commit to user
Rancang bangun punching tool pembuatan dies avor wastafel dibuat sebagai sarana pembelajaran dalam merealisasikan proses produksi. Ide pembuatan punching tooldies avor wastafel diperoleh setelah melakukan pencarian informasi. Banyak komponen-komponen rumah tangga yang hanya bisa dibuat dengan proses punching tool seperti avor wastafel. Alat ini dibuat agar waktu proses produksi lebih efisien dan efektif.
Perancangan dies avor washtafel dengan kapasitas mesin 5 ton meliputi 3 tahap kerja. Tahap pertama adalah proses forming tool (deep drowing) yang terdiri dari
punch drawing, top plate, stripper plate, dies dan bottom plate. Tahap kedua adalah blanking yang terdiri dari shank, punch, dies, dan botton plate. Pada dies blanking
dilakukan hardening dengan cara quenching oli. Punch blanking dibor pada bagian tengah sepanjang punch. Tahap ketiga adalah pierching yang terdiri dari shank, top plate,
punch holder plate, dies holder, dies, bottom plate. Bottom plate dipasang pada bad
menggunakan sambungan baut. Semua komponen dikerjakan menggunakan mesin bubut. Sambungan las digunakan untuk menyambung pengunci dengan bottom plate. Proses finising berupa pengamplasan dan pengecatan dilakukan setelah semua komponen selesai
dibuat. Tahap terakhir adalah perakitan semua komponen
Mesin punch yang telah dirancang mampu membuat avor washtafel dengan mengunakan bahan plat berupa galvalum dengan ketebalan 0,5 mm. Mesin yang digunakan adalah mesin press dengan kapasitas 5 ton. Proses pengerjaan menggunakan sistem independen dimana proses dilakukan satu-persatu yaitu proses blanking, proses drawing an proses piercing. Perancangan dan pembuatan dies avor washtafel ini membutuhkan biaya Rp. 9.500.000,00.
Kata kunci : Punching tool, Dies, Avor washtafel, Drawing, Blanking, Pierching.
commit to user
viiKATA PENGANTAR
Dengan memanjatkan puji syukur kepada Tuhan Yang Maha Esa yang telah memberikan rahmat, berkat dan kasihNya kepada kami, sehingga kami dapat menyelesaikan penyusunan laporan TUGAS AKHIR dengan judul “PERANCANGAN DAN PEMBUATAN DIES AVOR WASTAFEL“. Proyek Akhir ini disusun guna melengkapi dan memenuhi salah satu persyaratan memperoleh gelar Ahli Madya Mesin Produksi Fakultas Teknik Universitas Sebelas Maret.
Dalam penyelesaian Proyek Akhir ini tidak mungkin dapat terselesaikan tanpa bantuan dari berbagai pihak, baik secara langsung maupun tidak langsung. Oleh karena itu pada kesempatan ini penulis menyampaikan rasa terimakasih kepada semua pihak yang telah membantu dalam penyelesaian laporan ini, terutama kepada :
1. Zainal Arifin, ST, MT selaku pembimbing I Proyek Akhir. 2. Eko P.B, ST, MT selaku pembimbing II ProyekAkhir.
3. Heru,ST, MT selaku ketua Program DIII Teknik Mesin Universitas Sebelas Maret.
4. Ayah dan ibu yang telah banyak memberi bantuan baik berupa moral maupun materi.
5. Asisten Laboratorium Proses Produksi yang telah banyak memberi masukan. 6. Rekan-rekan satu kelompok Proyek Akhir.
7. Rekan-rekan D3 Teknik Mesin Produksi angkatan 2008, sebagai teman seperjuangan di Fakultas Teknik Mesin Universitas Sebelas Maret.
8. Seluruh pihak yang tidak dapat disebutkan satu persatu, terimakasih atas bantuannya dalam menyelesaikan laporan tugas akhir ini. Semoga budi baik dan pengorbanan yang telah diberikan menjadi amal sholeh dan mendapat balasan dari Tuhan Yang Maha Esa. Amin.
Dalam penyusunan laporan Proyek Akhir ini masih kurang sempurna dan banyak kekurangan. Oleh karena itu saran dan kritik dari berbagai pihak sangat diharapkan guna penyempurnaan laporan ini. Agar laporan ini dapat bermanfaat
commit to user
bagi masyarakat luas pada umumnya dan khususnya bagi mahasiswa Teknik Mesin Fakultas Teknik Universitas Sebelas Maret Surakarta.
Surakarta, Juli 2011
commit to user
ixDAFTAR ISI
HALAMAN JUDUL ... i HALAMAN PERSETUJUAN ... ii MOTTO ... iii PERSEMBAHAN ... iv ABSTRAK ... v KATA PENGANTAR ... vi
DAFTAR ISI ... viii
DAFTAR GAMBAR ... ix
DAFTAR TABEL ... xii
BAB I PENDAHULUAN 1.1 Latar Belakang Masalah ... 1
1.2 Perumusan Masalah ... 1
1.3 Batasan Masalah ... 2
1.4 Tujuan ... 2
1.5Manfaat Proyek Akhir ... 2
1.6Metodologi ... 2
BAB II DATA UMUM PERUSAHAAN 2.1Pengertian Punching Tool ... 4
2.2 Jenis-jenis Punching Tool ... 4
2.2.1Cutting Tool ... 4
2.2.2Penetrasi ... 9
2.2.3Burr ... 10
2.2.4 Pengaruh Clearance terhadap pemotongan ... 10
commit to user
2.2.6Jenis-jenis Cutting Tool ... 11
2.3Bagian Punching Tool ... 14
2.4Bentuk Konstruksi Punching Tool ... 15
2.4.1Simple press tool atau blank throught ... 15
2.4.2Inverted Blanking Tool ... 16
2.4.3Compound Pres Tool ... 17
2.4.4Progressive Press Tool ... 18
2.4.5 Group Tool ... 19
2.5 Perbandingan Deep Drawing (Ziehverhaeltnis = drawing ratio) ... 20
2.5.1 Gaya-gaya Pada Proses Deep Drawing ... 21
2.5.2RadiusdanKelonggaran Drawing (Drawing Radien and Clearance) ... 21
2.5.3Drawing Clearance ... 22
2.5.4 Operasi Potong atau Pemotongan ... 24
2.6 Rumus Gaya Perencanaan Pada Perancangan PressTool ... 24
2.6.1Gaya Forming (Deep Drawing) ... 24
2.6.2 Kerja Drawing (W) ... 26
2.6.3 Gaya Blanking ... 28
2.6.4 Gaya Pierching ... 28
2.6.5 Gaya Pegas Stipper ... 28
2.6.6 Gaya Buckling ... 29
2.6.7 Perhitungan Titik Berat Gaya ... 31
2.6.8 Ukuran Punch dan Die ... 31
BAB III PERENCANAAN DAN PERANCANGAN 3.1Perencanaan Pembuatan Perkakas Punching Tool ... 35
3.2 Langkah-langkah Pembuatan Perkakas Press Tool ... 36
commit to user
xi3.3.1 Pemilihan Produk Material Benda Kerja (avor Washtafel) ... 38
3.3.2 Data Geometri Avor Wastafel ... 39
3.3.3 Pemilihan Material Produk Benda Kerja (avor Washtafel) ... 40
3.3.4 Peralatan Yang Digunakan Dalam Proses Pengujian... 41
3.3.5 Peralatan Yang Digunakan Dalam Proses Pembuatan (Pengerjaan) ... 42
3.3.6 Bahan Pembuat Press Tool ... 42
3.4 Proses Perhitungan Gaya-Gaya Yang Berpengaruh Pada Proses Pengerjaan .. 43
3.4.1 Perhitungan Gaya Pembentukan ... 43
3.4.2 Perhitungan Gaya Potong ... 47
3.4.3 Perhitungan Pegas Stripper ... 49
3.4.4 Perhitungan Punch Terhadap Gaya Buckling ... 50
3.4.5 Perhitungan Dimensi Punch dan Die ... 51
3.5 Prosses Pembuatan Nagian-Bagian Press Tool ... 57
3.5.1Persiapan Proses Pembuatan (Produksi) ... 57
3.5.2 Proses Pembuatan Komponen Deep Drawing ... 58
3.5.3 Proses Pembuatan Komponen Triming ... 67
3.5.4 Proses Pembuatan Komponen Pierching ... 71
3.6 Proses Pengecatan Bagian-Bagian Press Tool ... 80
3.7 Proses Perakitan Bagian-Bagian Press Tool ... 80
3.8 Perawatan Mesin Punch ... 82
BAB IV ANALISA DATA DAN HASIL PENGUJIAN 4.1Langkah-Langkah Pengujian Mesin ... 83
4.1.1Pengujian Punch dan Die Deep Drawing ... 83
4.1.2Pengujian Punch dan Die Pierching ... 86
commit to user
4.2Analisa Perbandingan Dimensi Pada Rancangan Dengan Dimensi Benda
Jadi (Aktual) ... 91
4.2.1 Pengujian Punch dan Die Deep Drawing ... 91
4.2.2 Pengujian Punch dan Die Deep Drawing ... 92
4.2.3 Pengujian Punch dan Die Deep Drawing ... 92
4.2.4 Analisa Tebal Dies dan Panjang Punch ... 94
4.3Analisa Hasil Pengujian ... 94
4.3.1 Terhadap Material Produk Yang Digunakan ... 94
4.3.2 Terhadap Kemampuan Kerja Mesin Punch ... 97
4.3.3 Terhadap Punch dan Dies yang dibuat ... 98
BAB V PENUTUP 5.1 Kesimpulan ... 99 5.2 Saran ... 100 DAFTAR PUSTAKA ... 101 LAMPIRAN ... 102
commit to user
xiiiDAFTARTABEL
Tabel2.1 Besarnya penetrasi dari jenis material dalam satuan prosen (%) ... 9 Tabel2.2 Harga drawing clearance untuk suatu konstruksi perkakas deep drawing . 23 Tabel2.3Harga elastisitas pada rumus Tetmejer... 27 Tabel2.4Besarnya spring back dan clearance ... 33
commit to user
DAFTARGAMBAR
Gambar 2.1 Punch mulai menekan material ... 5
Gambar 2.2 Penekanan lanjut ... 6
Gambar 2.3 Keretakan yang terjadi pada kedua sisi potong ... 6
Gambar 2.4 Pemotongan terjadi pada dua sisi ... 7
Gambar 2.5 Clearance of cutting tools dan grafik penetrasi ... 8
Gambar 2.6 Blanking ... 12 Gambar 2.7 Piercing ... 12 Gambar 2.8 Trimming ... 12 Gambar 2.9 Parting ... 13 Gambar 2.10 Crooping ... 13 Gambar 2.11 Lanzing ... 14
Gambar 2.12 Bagian punching tool ... 14
Gambar 2.13 Simple press tool ... 16
Gambar 2.14 Blanking tool ... 17
Gambar 2.15Compound press tool ... 18
Gambar 2.16 Progressive press tool ... 19
Gambar 2.17Group tool ... 19
Gambar 2.18Perbandingan drawing pada first drawing ... 20
Gambar 2.19Perbandingan drawing pada second next drawing ... 20
Gambar 2.20Hibungan kebalikan antara m dan β ... 20
Gambar 2.21 Drawing clearance pada perkakas drawing ... 23
Gambar 2.22 Pengaruh radius pada kerja (w) ... 27
Gambar 3.1 Avor wastafel tampak atas ... 38
Gambar 3.2Avor wastafel tampak samping ... 39
Gambar 3.3Avor wastafel yang akan diproduksi ... 39
Gambar 3.4 Clearance ... 51
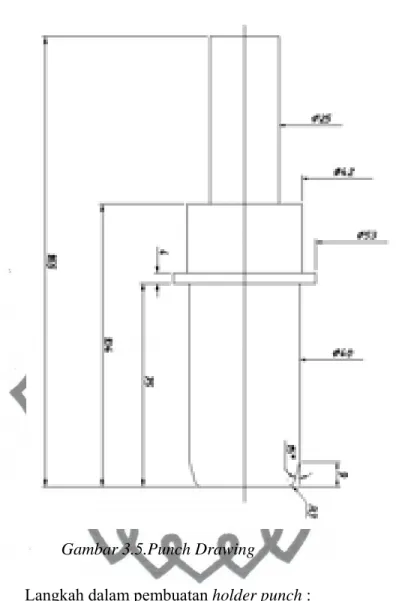
Gambar 3.5 Shank dan punch drawing ... 59
commit to user
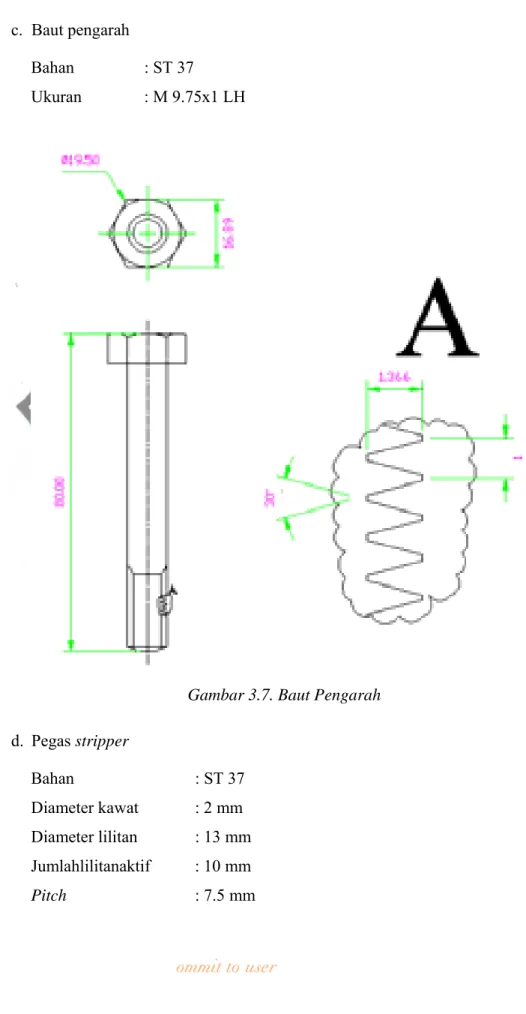
xvGambar 3.7 Baut pengarah ... 61
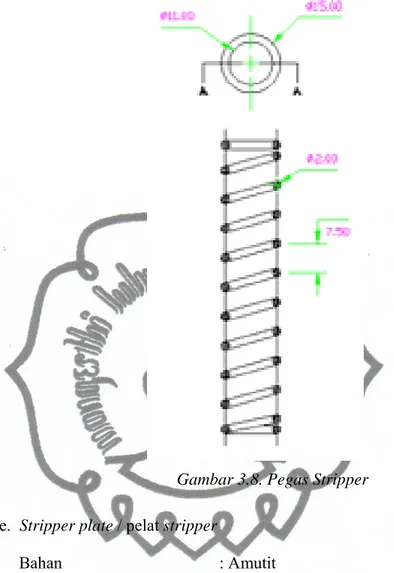
Gambar 3.8 Pegas stripper ... 62
Gambar 3.9Stipper plate ... 63
Gambar 3.10 Dudukan spring ... 64
Gambar 3.11 Dies drawing ... 65
Gambar 3.12 iBottom shoe ... 66
Gambar 3.13 Blanking shank ... 67
Gambar 3.14 Punch blank ... 69
Gambar 3.15 Dies blank ... 70
Gambar 3.16 Bottom shoe ... 71
Gambar 3.17 Shank hoder Piercing ... 72
Gambar 3.18 Top plate ... 74
Gambar 3.19Punch holder plate ... 75
Gambar 3.20Punch piercing ... 76
Gambar 3.21Dies piercing ... 77
Gambar 3.22Dies hoder plate ... 78
Gambar 3.23Bottom shoe ... 79
Gambar 4.1Baut stripper terpasang pada top plate ... 84
Gambar 4.2Drawing die dan shoe ... 84
Gambar 4.3Penyetingan punch drawing ... 84
Gambar 4.4(a)Pengatur posisi shoe (b) mengencangkan baut penahan shoe dan bed ... 85
Gambar 4.5 a & b Pemasangan spring dan stripper plate ... 85
Gambar 4.6 a & b Mengencangkan baut stripper ... 85
Gambar 4.7 (a) Mensetting TMA punch drawing(b) Mistar penunjuk TMA ... 86
Gambar 4.8Shank beserta punch piercing ... 85
Gambar 4.9Pemasangan punch pierching pada mesin ... 85
Gambar 4.10 Pemasangan shoe dan die piercing pada bed mesin ... 85
Gambar 4.11 a & b Mensetting TMA punch piercing ... 85
Gambar 4.12 Penyetingan posisi TMA ... 85
commit to user
Gambar 4.14(a) Memasang die pada shoe (b) mengencangkan baut
...85
Gambar 4.15 Pemasangan shoe pada bed mesin ... 85
Gambar 4.16 (a) Menentukan posisi TMA (b) Mensetting posisi center die blanking ... 85
Gambar 4.17Penencangan baut penahan shoe ... 85
Gambar 4.18Setting punch blanking jadi ... 85
Gambar 4.19Memastikan penyetingan sudah selesai ... 85
Gambar 4.20Sketsa punch drawing ... 85
Gambar 4.21 Sketsa die drawing ... 85
Gambar 4.22 Foto hasil pengujian menggunakan material aluminium 0,3 mm ... 85
Gambar 4.23 Foto hasil pengujian menggunakan material stainless steel 0,5 mm ... 85
Gambar 4.24 Foto pengujian menggunakan material stainless steel 1 mm ... 85
Gambar 4.25(a) Plat galvalum mengalami sobek (b) Plat galvalum berkerut pada bagian atasnya ... 85
Gambar 4.26 Foto hasil pengujian dengan plat galvalum 1 mm... 85
Gambar 4.24 Foto hasil pengujian menggunakan material galvalum 0,5 mm (pengujian berhasil ... 85
commit to user
xviiDAFTAR LAMPIRAN
LAMPIRAN 1
Lampiran 1.1 : Tabel Pahat ISO.
Lampiran 1.2 : Tabel Rumus-rumus Perhitungan Diameter Blank D untuk shell silindris.
Lampiran 1.3 : Tabel Design Dimension of Screw Threads, Bolt, and Nuts According to IS : 4218.
Lampiran 1.4 : Skema Gerak Langkah Pada Punch-Dies.
LAMPIRAN 2 Gambar Kerja
commit to user
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Di dalam dunia industri, terutama dalam industri rumah tangga, banyak
sekali kita jumpai alat-alat atau perkakas yang digerakkan oleh mesin press, baik
yang ukurannya kecil maupun yang berukuran besar. Kerja mesin perkakas
berdasarkan jenis kerjanya terdiri dari berbagai cara seperti ditekan, ditarik,
dipotong, dibengkokkan atau ditekuk menjadi suatu profil atau bentuk tertentu.
Sedangkan benda kerja ataupun material yang diproses bisa berupa lembaran plat
(sheet metal), bentuk profil, pipa-pipa logam dan lain-lain.
Untuk proses pengerjaan semacam ini kita mengenalnya dengan istilah
proses Press Working, yaitu segala proses pengerjaan logam yang menggunakan
mesin-mesin press sebagai alat bantu utamanya, yaitu sebagai penggerak atau
pemberi gaya.
Dalam press working dikenal beberapa macam pengerjaan, tergantung
dari perlakuan gaya-gaya itu terhadap material yang dikerjakan. Misalnya dari
material atau bahan sheet metal orang bisa memotong secara menggunting,
menekuk atau membengkokkan, membentuk menjadi benda berongga tiga
dimensi, dan lain-lain. Jadi secara garis besar ada jenis pengerjaan shearing,
bending, dan forming atau deep drawing. Dalam pengerjaan yang akan dibuat
adalah proses press working perancangan dan pembuatan dies avor wastafel.
1.2 Perumusan Masalah
Perumusan masalah dalam Proyek Akhir ini adalah bagaimana
perencanaan dan pembuatan Dies Avor Wastafel.
commit to user
1.3 Batasan Masalah
Bedasarkan rumusan masalah di atas dan agar tidak terjadi kesalahan
dalam pemahaman laporan ini, maka perlu adanya pembatasan masalah. Sebagai
batasan masalah dalam penyusunan laporan ini adalah :
a. Prinsip kerja mesin punch untuk pembuatan avor wastafel.
b. Perancangan dies dan komponen lainnya.
c. Perawatan mesin punch.
d. Estimasi biaya.
1.4 Tujuan
Tujuan yang ingin dicapai dalam penyusunan laporan Proyek Akhir ini antara
lain :
a. Mampu merancang dan membuat dies mesin punch yang berteknologi tepat
guna. Hal ini meliputi perencanaan, perhitungan dan pemilihan bahan yang
digunakan.
b. Mengetahui prinsip kerja mesin punch.
1.5 Manfaat Proyek Akhir
Adapun manfaat dari pengerjaan Proyek Akhir ini adalah sebagai berikut :
a. Sebagai salah satu syarat kelulusan studi DIII Teknik Mesin Produksi
Fakultas Teknik Universitas Sebelas Maret Surakarta.
b. Sebagai sarana pengembangan dan penerapan aplikasi keilmuan yang telah
didapat dibangku kuliah.
c. Sebagai sarana uji coba kemampuan dan keterampilan dengan
mengembangkan gagasan inovatif dalam proses perancangan suatu alat.
1.6 Metodologi
Metode yang digunakan dalam menyelesaikan permasalahan yang timbul dari
commit to user
1. Pengumpulan data dan informasi
a. Studi pustaka
Metode yang dilakukan dengan cara mencari buku referensi yang dapat
menunjang dalam pembuatan dies avor wastafel mesin punch.
b. Observasi
Metode yang dilakukan dengan cara mencari petunjuk mengenai mesin punch
melalui kunjungan langsung ketempat dimana terdapat mesin punch seperti di
bengkel Kartasura.
c. Wawancara
Melakukan wawancara dengan teknisi serta orang-orang yang mengetahui
tentang mesin punch.
d. Bimbingan
Pelaksaan bimbingan dilakukan dengan dosen pembimbing Proyek Akhir yang
memberikan pengarahan dalam proses pengerjaan dan pembuatan laporan.
2. Pengolahan data
Dari berbagai data dan informasi yang diperoleh, kemudian data dianalisa dan
diambil kesimpulan.
3. Pengambilan keputusan
Dilakukan dengan mempertimbangkan berbagai aspek seperti biaya, waktu
pengerjaan, alat dan mesin yang digunakan. Dari berbagai pilihan alternative,
kemudian dipilih alternative terbaik berdasarkan pertimbangan aspek tersebut.
Setelah pemilihan alternative yang digunakan, baru dilakukan proses
perancangan, pemilihan bahan dan penyusunan proses pengerjaan dan perakitan.
BAB II DASAR TEORI
2.1 Pengertian Punching Tool
Punching tool adalah alat bantu yang dibuat dengan tujuan khusus seperti memotong dan membentuk pelat-pelat logam dengan menggunakan punch sebagai alat penekan.
Alat bantu yang dibuat adalah sebuah punching tool, dimana alat tersebut berfungsi untuk memotong (cutting) dan membentuk (forming) yang merupakan proses-proses yang terjadi pada punch tool.
Pertimbangan penggunaan Punching Tool, sebagai berikut : a. Untuk menghasilkan produk dalam jumlah banyak (massal). b. Menjamin keseragaman bentuk dan ukuran produk agar tetap sama. c. Operator yang mengerjakannya tidak harus orang yang berpengalaman.
d. Meminimalisasi kegagalan produk hanya memerlukan satu jenis mesin saja,yaitu mesin punching.
e. Penghematan biaya operasional yang terlibat. f. Produktivitas dan efisiensi tinggi.
2.2 Jenis-jenis Punching Tool
Secara garis besar sebuah puncing tool dapat dibedakan menjadi dua bagian,yaitu Cutting tool dan Forming tool.
2.2.1 Cutting tool a. Operasi pemotongan
Pada setiap pemotongan benda kerja, akan selalu tampak adanya kesamaan prinsip yang harus dicermati bersama. Pada pengerjaan pemotongan kawat, batangan baja, baja profil, ataupun sheet metal, pasti terdapat sepasang gaya yang dipergunakan untuk memotongnya. Besar gaya itu bekerja secara bersama-sama, berlawan arah dengan jarak yang relatif kecil. Karena gayanya berlawanan arah dan berjarak kecil, maka gaya
tersebut disebut dengan gaya geser, dan material yang dipotong akan terbentuk sebuah area yang disebut dengan “daerah pergeseran“.
Pada kenyataan dilapangan, gaya-gaya ini akan diberikan oleh sisi potong yang tajam dari alat potong bagian atas dan bagian bawah alat potong yang lain. Sedangkan jarak antara dua gaya tersebut adalah clearance yang harus ditentukan. Untuk perkakas punching tool maka gaya-gaya tersebut diberikan oleh sisi yang tajam dari punch maupun diesnya. Gaya yang diberikan ini akan menciptakan tegangan geser pada daerah pergeseran, dan apabila tegangan geser melebihi besarnya kekuatan geser dari material atau batas gesernya, maka terjadilah pemotongan tersebut.
Untuk proses pemotongan pada cutting tool dilakukan oleh punch dan dies, salah satu dari alat potong tersebut diam dan yang lainnya bergerak searah dan tegak lurus dengan alat potong lainnya.
Pada tool yang dibuat, jenis pemotongan yang digunakan yaitu proses blanking. Blanking adalah jenis proses pemotongan dengan cara menekan benda kerja hingga melewati batas elastis dari material tersebut.
Hal-hal yang terjadi selama proses pemotongan berlangsung antara lain : a. Pemotongan terjadi pada saat sisi potong bagian dalam (punch) menekan
material hingga tembus ke sisi potong lainnya (dies). Punch mulai menekan material, tetapi dalam tahap ini material ditekan dibawah batas elastisitas dari material itu sendiri.
Gambar. 2.1. Punch mulai menekan material PRESURE
radius
radius
b. Penetrasi lebih lanjut memberikan tekanan yang dapat melebihi batas elastisitas dari material yang ditekan (deformasi permanen dapat terbentuk apabila punch ditarik) radius dan deformasi dari material mulai terbentuk, proses penetrasinya selesai dan batas kekuatan tariknya kurang lebih sudah tercapai.
Gambar. 2.2.Penekanan lanjut
c. Keretakan-keretakan pada material mulai terjadi akibat adanya penekanan dari kedua sisi potong (punch dan dies).
Gambar. 2.3.Keretakan yang terjadi pada kedua sisi potong
d. Keretakan-keratakan pada material saling bertemu sehingga proses pemotongan terjadi terhadap material. Pencatatan tingkatan dapat dilakukan dari deformasi permanen yang terjadi pada burr material. Pada proses blanking terdapat pada sisi dies, sedangkan untuk proses pierching terdapat pada sisi punch.
Gambar. 2.4. Pemotongan terjadi pada kedua sisi Penetrasion complete
b. Cutting clearance
Seperti diketahui, bahwa jarak antara dua gaya yang berlawanan yang ditimbulkan sisi-sisi tajam dari punch dan dies adalah clearance yang harus ditentukan, maka dengan demikian ukuran dari punch maupun dies merupakan besaran yang perlu diketahui. Selisih ukuran antara punch dan dies ini disebut dengan alloawance sedangkan yang dimaksud dengan clearance adalah selisih ukuran yang bersarnya diukur hanya pada satu sisi saja. Dengan kata lain sama dengan setengah dari besar allowance. Disamping itu besarnya clearance juga menentukan besarnya gaya potong yang diberikan.
Pada umumnya clearance per side dinyatakan dalam satuan prosentase (%) dari ketebalan material yang akan dipotong. Normalnya berkisar antara 2 % sampai dengan 8 % tergantung kekuatan dan ketebalan dari materialnya.
Berikut adalah rekomendasi umum tentang clearance (% 7 reside) : a. Mildsteel yang memiliki tegangan geser sampai dengan 25 Kg/mm : 2%
-3% tebalnya.
b. Mildsteel yang tegangan gesernya 25 – 40 Kg/mm : 3% - 5% tebalnya. c. Steel yang tegangan gesernya 40 – 80 Kg/mm : 5% - 9% tebalnya. d. Alumunium, kuningan, tembaga : 2% - 4% tebalnya.
2.2.2 Penetrasi
Panjang langkah punch yang menyebabkan terpotongnya plat atau material dinamakan penetrasi. Pada dasarnya adalah panjang dari bagian yang terbentuk radius dengan bagian yang berbentuk lurus yang mengkilap pada permukaan potong. Besarnya penetrasi ini dinyatakan dengan prosentasi dari material yang akan dipotong. Jadi hal ini sering dipakai sebagai patokan atau dasar untuk menentukan panjang penekanan pada beberapa jenis material. Semakin keras materialnya, maka akan semakin berkurang panjang penetrasinya.
Berikut ini ditunjukan beberapa besarnya penetrasi dari jenis material dalam satuan prosen (%)
Tabel. 2.1. besarnya penetrasi dari jenis material dalam satuan prosen(%) Sumber : punching tool 1, ATMI Surakarta
Jenis Material Panjang Penetrasi (%)
Lead ( timah hitam ) 50
Tin ( timah putih ) 40
Aluminium 60
Zink ( seng ) 50
Copper ( tembaga ) 55
Brass ( kuningan ) 50
Bronze ( tembaga merah/perunggu ) 25
Baja 0,1 C ( baja karbon 0,1 ) 50 setelah di anneal 38 pengerjaan roll dingin
Baja 0,2 C 40 setelah di anneal
28 pengerjaan roll dingin
Baja 0,3 C 33 setelah di anneal
22 pengerjaan roll dingin
Baja silicon 30
Nikel 55
Meskipun pada kenyataanya material sudah terpotong pada saat langkah punch sejauh penetrasinya, tidak boleh memasang atau seting puncing tool dengan hanya memasukan panjang langkah punchnya sejauh itu. Terlebih
dari diesnya. Sebab apabila tidak demikian, ada bahaya bahwa material akan tertahan dan menumpuk didalam dies. Akibatnya akan fatal karena kemungkinan dies atau punch akan patah.
2.2.3 Burr
Burr adalah akibat dari patahan yang ditimbulkan oleh proses potong. Keberadaan burr ini sering tidak diinginkan dalam batas terlalu tinggi atau besarnya tidak bisa ditolerir. Burr ini akan semakin besar apabila sisi potong dari punch atau diesnya semakin tumpul. Untuk jenis material yang lunak juga sering membuat burr yang besar. Namun demikian untuk mendapatkan potongan dengan burr yang besarnya kurang dari 0,02 mm sangatlah sukar, walaupun dengan sisi potong yang sangat tajam.
Pengaruh lainya yang mengakibatkan terjadinya burr ini adalah clearance yang terlalu besar.jadi perlu dicermati dalam memberikan ukuran punch dan dies dari suatu pasangan punching tool. Terjadinya burr pada material potongan atau blank diakibatkan oleh tumpulnya sisi potong punch, sedangkan burr yang terjadi pada material yang terpotong atau stripnya diakibatkan oleh sisi potong dies yang tumpul. Burr inilah yang sering membahayakan jari tangan dalam pengerjaan pelat.
2.2.4 Pengaruh clearance terhadap pemotongan
Besarnya clearance akan mempengaruhi proses dan hasil pemotonganya, seperti misalnya :
a. Besarnya gaya potong yang dipakai ( force ), semakin kecil clearance yang dipilih akan mempengaruhi besarnya gaya potong yang diperlukan. b. Umur pakai dari punch dan dies ( life time ), akan semakin pendek
apabila semakin kecil clearance yang dipilih.
c. Permukaan hasil pemotongan ( surface finish ) akan semakin baik apabila clearance yang dipakai kecil.
2.2.5 Secondary shear
Kualitas dari hasil pemotongan sangatlah ditentukan oleh besarnya clearance antara punch dan dies yang dipilih. Apabila clearance yang dipilih tepat atau sesuai, maka kualitas hasil pemotongan akan bagus, apabila terlalu besar akan terbentuk burr yang mengganggu karena terlalu tinggi, sedangkan apabila dipilih terlalu kecil juga tidak akan sempurna.
Yang dimaksud secondary shear adalah robekan pada material yang tidak diinginkan, yang terjadi karena pemilihan clearance yang terlalu kecil, biasanya kalau dipilih clearance antara 3% sampai 5% dari tebal material.
Hal ini terjadi kareana robekan yang diakibatkan oleh sisi tajam punch dan dies tidak saling bertemu satu sama yang lain dengan sempurna, sehingga permukaan potongnya tidak halus rata. Dengan adanya robekan yang tidak diinginkan ini, maka hasil permukaan potongnya tidak halus, sehingga diperlukan lagi pemotongan agar permukaan potongnya sempurna, dengan demikian ukuran yang dikehendaki akan menjadi berkurang.
Jika clearance yang dipilih terlalu besar, permukaan potongnya akan berbentuk radius yang sangat ekstrim. Disamping itu akan mengakibatkan terjadi robekan atau secondary shear pada permukaan bagian luar yang berbentuk radius. Di daerah ini batas patah tarik materialnya telah terlampaui. Demikian juga dengan clearance yang terlalu besar dan pada material lunak akan mudah terjadi burr.
Dengan clearace sebesar 36% dari tebal material akan didapat tebal burr yang besarnya kurang dari clearance. Untuk contoh di atas, dalam percobaan menggunakan plat dari baja paduan karbon rendah pengerjaan roll panas. 2.2.6 Jenis-jenis cutting tool
Berikut ini merupakan beberapa contoh dari proses cutting tool : a. Blanking
Yaitu proses pemotongan logam plat untuk menghasilkan bentuk tertentu, material yang terpotong merupakan produk yang diinginkan yang
Gambar. 2.6. Blanking
b. Pierching
Yaitu proses pemotongan benda kerja yang merupakan kebalikan dari proses blanking, pada proses pierching bagian yang terlepas merupakan sisa atau scrap.
Gambar. 2.7. Pierching
c. Trimming
Yaitu proses pemotongan pada benda kerja sebagai proses akhir dari benda kerja tersebut dimana proses ini diaplikasikan untuk menghilangkan sisa material setelah proses non cutting tool, misal benda hasil proses deep drawing (forming).
d. Parting
Yaitu proses pemotongan dengan cara membuang bagian diantara kedua komponen scrap yang terdorong oleh punch.
Gambar. 2.9. Parting
e. Cropping
Proses cropping merupakan proses pemotongan dari plat asalnya, perbedaannya dengan parting adalah pada cropping tidak menyebabkan sisa pemotongan, kalaupun terjadi sisa hanya terjadi pada awal dan akhir pemotongan saja.
f. Lanzing
Proses ini dikombinasikan antara pemotongan (cutting) dengan pembengkokan (bending) sepanjang garis benda kerja. Pada benda kerja tidak ada logam yang terpotong bebas.
Gambar. 2.11. Lanzing
2.3 Bagian Punching Tool
Bagian-bagian dari sebuah press tool jumlahnya berbeda-beda tergantung dari proses yang dilakukan untuk membuat suatu produk tetapi secara umum ada beberapa komponen utama seperti punch, dies, dies set dll untuk setiap bentuk perkakas tekan, di bawah ini ditunjukkan nama-nama komponen dari perkakas tekan.
Keterangan:
1. Bottom plate 2. Top plate 3. Punch holder
4. Dudukan dies blanking 5. Dies blanking
6. Punch blanking dan dies pierching 7. Punch pierching 1 (Ø besar) 8. Punch pierching 2 (Ø kecil) 9. Punch embosing 10. Ejector 11. Poros ejector 12. Pilar 13. Stopper 14. Bush 15. Shank 16. Spring pilar
17. Spring baut embossing 18. Spring baut ejector 19. Baut embossing
2.4 Bentuk Konstruksi Punching Tool
2.4.1 Simple press tool atau blank throught
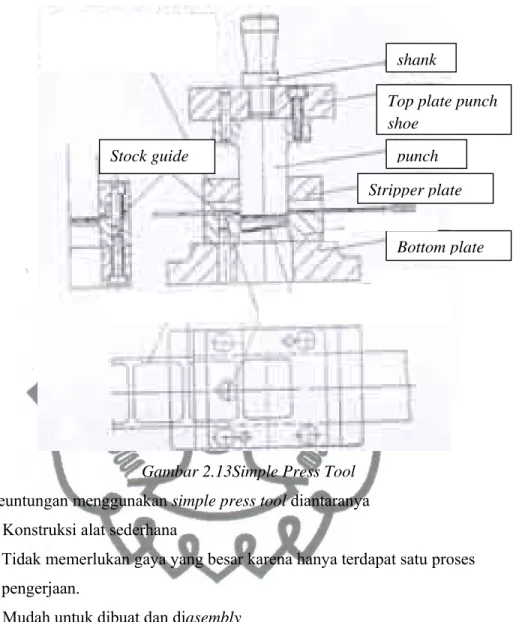
Simple press tool merupakan bentuk konstruksi perkakas dengan bentuk sederhana yaitu hanya terdapat satu stasion proses pengerjaan dimana punch berada diatas (top plate) dan dies dibawah (bottom plate) contoh bentuk konstruksi simple press tool dapat dilihat pada gambar
Gambar 2.13Simple Press Tool Keuntungan menggunakan simple press tool diantaranya 1. Konstruksi alat sederhana
2. Tidak memerlukan gaya yang besar karena hanya terdapat satu proses pengerjaan.
3. Mudah untuk dibuat dan diasembly
Kerugian menggunakan simple press tool diantaranya 1. Hanya terdapat satu jenis proses pengerjaan
2. Memakan waktu produksi yang lebih lama 2.4.2 Inverted blanking tool
Inverted blanking tool adalah bentuk perkakas tekan yang konstruksinya terbalik bila dibandingkan dengan simple tool dimana dies dipasang pada pelat atas (top plate) dan punch dipasang pada pelat bawah (bottom plate). Konstruksi inverted blanking tool tidak sesederhana seperti pada konstruksi simple press tool pada inverted blanking tool dilengkapi dengan shedder, knock out pin dan knock out plate, bagian-bagian tersebut dipergunakan untuk
shank
punch
Top plate punch shoe
Stripper plate Stock guide
melepaskan komponen atau sisa pelat yang dimungkinkan menempel pada shedder, disamping shedder pada inverted blanking tool juga dilengkapi juga striper yang berfungsi sebagai pengarah plat striper dan pelepas stock yang menempel pada punch bentuk konstruksi inverted blanking tool dapat dilihat pada gambar di bawah ini.
Gambar. 2.14. Blanking Tool
2.4.3 Compound press tool
Compound press tool merupakan bentuk konstruksi perkakas yang didalamnya terdapat dua proses pengerjaan dalam satu stasion yang sama dan ditempatkan pada satu sumbu contoh bentuk konstruksi compound press tool dapat dilihat pada gambar.
Gambar. 2.15. Compound Press Tool Keuntungan mengunakan compound press tool diantaranya 1. Produk dapat langsung jadi hanya dengan sekali proses 2. Waktu proses produksi lebih cepat
3. Meningkatkan efisiensi pengunaan bahan pembuat press tool Kerugian menggunakan compound press tool diantaranya 1. konstruksi alat lebih rumit
2. butuh ketelitian yang tinggi
2.4.4 Progressive press tool
Progressive press tool merupakan bentuk konstruksi perkakas yang didalamnya terdapat lebih dari satu proses pengerjaan dengan beberapa stasion yang berbeda contoh bentuk konstruksi progressive press tool dapat dilihat pada gambar
Gambar. 2.16. Progressive Press Tool
2.4.5 Group tool
Group tool merupakan suatu sub unit perkakas tekan dengan penggabungan dua atau lebih proses pengerjaan sehingga dimungkinkan terjadinya proses pemotongan dan pembentukan dalam satu dieset dan tidak dalam satu jalur, bentuk konstruksi group tool dapat dilihat pada gambar.
2.5 Perbandingan Deep Drawing (Ziehverhaeltnis = drawing ratio)
Perbandingan deep drawing dirumuskan secara sederhana sebagai berikut (Sumber : Teori Tentang Deep Drawing Punching Tool 2, ATMI Surakarta : 1990) :
(2.1)
Rumus di atas merupakan rumus untuk model shell yang paling sederhana yaitu shell silindris.
Gambar 2.18. Perbandingan drawing Gambar 2.19. Perbandingan drawing pada first drawing pada second atau next drawing
Sumber : Punching Tool 1, ATMI Surakarta
Untuk keperluan yang lainnya, dikenal istilah lain yang merupakan harga kebalikan dari m yaitu β, sehingga bisa dirumuskan :
(keduanya tanpa satuan)
(2.2)Gambar 2.20. Hubungan kebalikan antara m dan β (diameter shell, d = 100 mm) Sumber : Punching Tool 1, ATMI Surakarta
Keterangan: m = perbandingan drawing atau drawing ratio, Α = angka koreksi untuk gaya drawing (FZ)
χA= angka koreksi untuk kerja drawing (W)
2.5.1 Gaya-gaya pada proses deep drawing
Gaya-gaya pada proses deep drawing dirumuskan secara sederhana sebagai berikut (Teori Tentang Deep Drawing Punching Tool 2, ATMI Surakarta : 1990) :
Gaya potong : Fs (cutting force)
Gaya pengendali blank : FB(blanking holding force)
Gaya drawing : Fz (drawing force)
Semua gaya yang ada harus dijumlahkan. Hal ini terutama pada proses drawing dengan mesin press single action.
Ftot = FS + FB + FZ (2.3)
Untuk mesin press double action tidak bisa disamakan dengan di atas, karena gaya drawing Fz dan gaya pengendali blank FB diberikan oleh poros
yang terpisah.
2.5.2 Radius dan kelonggaran drawing (drawing radiendan clearance) Secara umum berlaku pernyataan bahwa radius pada drawing punch tidak boleh lebih kecil dibandingkan dengan radius pada drawing ring (dies). Apabila hal ini tidak diperhatikan, maka pada benda kerja akan terjadi kemuluran pada daerah transisi antara radius dengan bagian dinding shell.
Besarnya radius drawing yang umumnya mencakupi untuk proses drawing yang baik adalah (sumber : Punching Tool 2, ATMI Surakarta) :
rSt= 3…10t ( t : tebal pelat ) (2.4)
Pada dasarnya radius yang kecil pada drawing ring akan memberikan hasil dinding shell yang bersih dan rata.
Untuk menentukan besarnya radius drawing die digunakan sebuah persamaan empiris dari Oehler, yaitu (sumber : Punching Tool 2, ATMI Surakarta) :
(2.5)
Di mana,
rR = Radius drawing dies
D = Diameterblank (mm)
d1 = Diameter pre drawing shell (mm)
t = Tebal plat atau material (mm)
Pada shell silindris, maka bentuk radius drawing pada dies atau ringnya adalah seragam di seluruh permukaanya, dengan penampang profil transisi yang bagus dari garis, radius, dan kembali ke garis yang menyinggung radius. Sedangkan untuk shell yang bersudut (misalnya kotak), maka radius drawing pada sudut-sudutnya lebih besar dibanding dengan yang ada di bagian bidang lurus.
2.5.3 Drawing clearance
Drawing clearance ( δ ) adalah ruang antara yang besarnya sama dengan setengah dari selisih ukuran diameter drawing dies atau ring ( dR) dengan
diameter drawing punch ( dSt). (Sumber : Punching Tool 2, ATMI Surakarta)
(2.6)
Untuk membuat bentuk shell yang rapi dan bagus, maka drawing clearancenya harus dibuat lebih sempit dan drawing radiusnya lebih kecil.
Gambar 2.21. Drawing clearance pada perkakas drawing
Sumber : Punching Tool 2, ATMI Surakarta
Berikut ini adalah tabel harga drawing clearance yang sering dipakai untuk suatu konstruksi perkakas.
Tabel 2.2. Harga Drawing Clearance untuk Suatu Konstruksi Perkakas Deep Drawing
2.5.4 Operasi potong atau pemotongan
Gaya potong perlu dihitung, hal ini untuk menentukan konstruksi yang akan digunakan, karena ada hubungannya dengan kemampuan tekan yang diberikan oleh mesin press. Perhitungan ini berlaku pula untuk proses yang lain, seperti : proses cutting, shearing, punching, blanking, trimming, dll.
Tenaga atau energi dalam sistem potong ini diperhitungkan untuk menentukan besarnya ukuran mesin press yang akan dipergunakan, yang berhubungan dengan kemampuan tekan yang diberikan.
Gaya stripper harus diperhitungkan, sehingga dapat menentukan konstruksi lebih lanjut, seperti menentukan jenis stripper plate yang akan digunakan dan berhubungan dengan jumlah pegas dan ukuran yang akan dipakai. Besarnya gaya stripper ini di samping ditentukan oleh tebal material juga sangat tergantung dari ketajaman sisi potong yang dipergunakan. Apabila sisi potongnya tumpul, maka gaya stripper akan menjadi lebih besar.
2.6 RumusGaya Perencanaan Pada Perancangan PressTool Dalam perancangan perkakas tekan (press tool) ini diperlukan dasar-dasar
perhitungan yang menggunakan teori dan rumus-rumus tertentu sebagai dasar menentukan gaya-gaya yang bekerja pada proses pemotongan dan pembentukan.
2.6.1 Gaya forming (deep drawing)
Di dalam pembuatan avor wastafle, digunakan mesin press single action sehingga pada proses drawing gaya-gaya yang bekerja, yaitu :
a. Gaya pengendali blank ( FB )
b. Gaya drawing ( FZ )
Jadi, jumlah gaya yang diperlukan ( FTotal ) pada proses drawing adalah
(sumber : Punching Tool 2, ATMI Surakarta) :
FTotal = FB + FZ (2.7)
a. Gaya pengendali blank ( FB )
Di mana,
FB = gaya pengendali blank (N)
AB = luas penampang blank (mm2)
Ap = luas penampang shell/punch (mm2)
A = luas bagian yang dikendalikan/ dipegang oleh holding
plate/ pressure pad (mm2) p = tekanan bidang (N/mm2)
Untuk shell yang berbentuk silindris bisa dihitung dengan rumus :
FB = . ( – ) . p (2.9)
Harga tekanan p ini besarnya tergantung dari kualitas dan tebal material yang dikerjakan. Menurut Schuler : L. Schuler AG : Handbuch fuer die spanlose Formgebung maka besarnya adalah
(2.10)
Di mana,
d = diameter setelah deep drawing (mm) β = 1/m =kebalikan dari deep drawing ratio t = tebal pelat atau material (mm)
σB = tegangan tarik material (N/mm2)
Material tipispun masih memerlukan adanya tekanan atau gaya pengendali blank yang besar. Maka untuk benda-benda kerja berpenampang besar lebih baik menggunakan mesin press double action.
Besarnya gaya pengendali blank ini dapat ditentukan dengan membandingkannya dengan gaya drawing. Apabila harga perbandingannya diketahui, maka bisa dihitung, misalnya :
Dari 1,1 mm ke atas FB 0,25 Fz
Namun sebaiknya memakai cara dengan rumus tekanan bidang ( p ) di atas karena lebih aman.
b. Gaya Drawing ( FZ )
Gaya ini mirip dengan gaya potong, besarnya tergantung dari tebal pelat dan kelilingnya. Hanya harus diperhitungkan adanya angka koreksi ( α ) yang besarnya tergantung dari drawing ratio.
Fz = U . t . σB. α (2.11)
Di mana,
FZ = Gaya drawing (N)
U = Keliling benda kerja atau shell (mm) t = Tebal pelat atau material (mm) σ = Tegangan tarik material (N/mm2)
α = Angka koreksi
Untuk shell silindris (round shell) maka rumus di atas dapat disederhanakan menjadi :
Fz = π. d . t .σB. α (2.12)
Di mana,
Fz = Gaya drawing (N)
d = diameter shell (mm)
t = Tebal pelat/ material (mm) σB =Tegangan tarik material (N/mm)
α = angka koreksi
2.6.2 Kerja drawing ( W )
Kemampuan kerja dari mesin press untuk membuat suatu bentukan shell tertentu pada proses deep drawing, tentu akan diambilkan dari daya atau tenaga yang dipunyai oleh mesin press. Oleh karena itu kemampuan kerja dari mesin itu harus lebih besar daripada kerja dari proses deep drawing yang ada (terhitung). Mesin press dengan gaya yang sama bisa jadi mempunyai kapasitas kerja yang berlainan. Berarti gaya drawing (drawing force) saja bukanlah merupakan satu-satunya faktor penentu untuk memilih besarnya kapasitas mesin yang akan digunakan.
Kerja yang dilakukan untuk suatu proses deep drawing dapat dihitung dengan rumus (sumber : Punching Tool 2, ATMI Surakarta):
Wd = XA .FZ .h (2.13)
Ws = [ (XA . FZ) + FB ] . h (2.14)
Di mana,
Wd = kerja drawing dengan mesin double action (Nm)
Ws = kerja drawing dengan mesin single action (Nm)
XA = angka koreksi untuk kerja drawing, besarnya tergantung dari drawing
ratio m atau β
FZ = gaya drawing (N)
FB = gaya pengendali blank (N)
h = tinggi shell (m)
Untuk shell dengan radius di bagian dasar, maka h diganti dengan hZ
a) Gambar 2.22. Pengaruh radius bagian alas pada kerja ( W ) Sumber : Punching Tool 1, ATMI Surakarta
h
Z= h
1 +0,5 r
Str
St =radius punch
h
Z =h – 1/3 h
Wh
W =tinggi tonjolan shell
2.6.3 Gaya blanking
Untuk menentukan gaya blanking ini dapat diketahui dengan
menggunakan rumus (sumber : Punching Tool 1, ATMI Surakarta):
F
B= U .t .τ.
(2.15)
Di mana,
F
B= Gaya blanking (N)
U
= Keliling pemotongan (mm)
t
= Tebal plat atau material (mm)
τ
= Tegangan geser material (N/mm
2)
2.6.4 Gaya pierching
Untuk menentukan gaya pierching ini dapat diketahui dengan
menggunakan rumus (sumber : Punching Tool 1, ATMI Surakarta) :
F
P= U .t .τ
(2.16)
Di mana,
F
P= Gaya Pierching (N)
U
= Keliling Pemotongan (mm)
t
= Tebal Pelat atau material (mm)
τ
= Tegangan Geser Material (N/mm
2)
2.6.5 Gaya pegas stripper
Untuk menghitung kekuatan pegas stripper dapat menggunakan rumus
sebagai berikut (sumber : Punching Tool 1, ATMI Surakarta) :
(2.17)
Di mana,
F
spr= Gaya yang diperoleh pegas (N)
G
= Modulus puntir (N/mm
2)
d
= Diameter kawat pegas (mm)
D
m=
Diameter
pitch pegas (mm)
f
= Panjang penekanan pegas (mm)
i
f= Jumlah lilitan efektif
,
L
0= panjang pegas dalam keadaan tanpa beban
2.6.6 Gaya buckling
Batang punch yang ramping atau berdiameter kecil cenderung untuk
melengkung dan akibatnya akan timbul momen. Gejala seperti ini disebut
buckling. Besar gaya buckling menurut rumus euler sebagai berikut :
(2.18)
Di mana,
F
k= Gaya Buckling (N)
E =
Modulus Elastisitas (N/mm²)
I =
Momen
Inersia (mm
4)
s =
Panjang
Punch (mm)
Gaya buckling dapat juga dicari berdasarkan kerampingannya, yaitu :
λ ≥λ0 Digunakan untuk rumus euler
λ<λo Digunakan untuk rumus tetmejer
λ =
i =
A I(2.19)
Dimana,
S
= Panjang Batang (mm)
A
= Luas penampang (mm²)
i =
jari-
jari
girasi
λ =
kerampingan
Apabila menggunakan rumus tetmejer maka rumusnya adalah sebagai berikut:
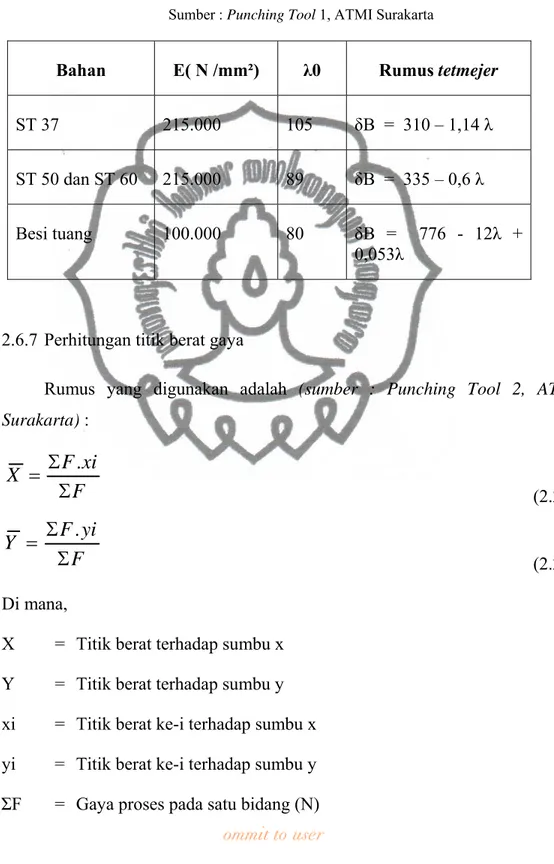
Tabel 2.3. Harga Elastisitas pada rumus TetmejerSumber : Punching Tool 1, ATMI Surakarta
Bahan
E( N /mm²)
λ0 Rumus
tetmejer
ST 37
215.000
105
δB = 310 – 1,14 λ
ST 50 dan ST 60
215.000
89
δB = 335 – 0,6 λ
Besi tuang
100.000
80
δB = 776 - 12λ +
0,053λ
2.6.7 Perhitungan titik berat gaya
Rumus yang digunakan adalah (sumber : Punching Tool 2, ATMI
Surakarta) :
F
xi
F
X
Σ
Σ
=
.
(2.20)
F
yi
F
Y
Σ
Σ
=
.
(2.21)
Di mana,
X
= Titik berat terhadap sumbu x
Y
= Titik berat terhadap sumbu y
xi
= Titik berat ke-i terhadap sumbu x
yi
= Titik berat ke-i terhadap sumbu y
2.6.8 Ukuran punch dan dies
Di dalam menentukan ukuran punch maupun dies dari suatu proses
pengerjaan potong, harus diketahui terlebih dahulu apakah termasuk
pemotongan pierching atau blanking. Karena keduanya memiliki
kekhususannya sendiri-sendiri. Ukuran punch dan diesnya disimbolkan dengan
d
1dan d
2untuk proses pierching, serta D
1dan D
2untuk proses blanking.
Sedangkan untuk besaran springbacknya kita tulis dengan f. Spring back
merupakan kecenderungan material kembali ke posisi semula seperti sebelum
mendapatkan suatu gaya. Besarnya spring back berbeda-beda, tergantung jenis
material dan tebalnya.
Untuk proses pierching, ukuran punch akan dipakai sebagai patokan dan
ukuran diesnya menyesuaikan. Setelah pierching punch lepas dari jepitan
material, maka diameter atau ukuran lubang yang terjadi akan menyusut atau
bertambah kecil dibanding ukuran punchnya. Maka ukuran punch tersebut perlu
ditambah dengan besarnya spring back dari materialnya, supaya ukuran
lubangnya akan menjadi seperti ukuran yang diharapkan.
Sedangkan untuk proses blanking, sebaliknya ukuran dies dipakai sebagai
patokan dan ukuran punchnya menyesuaikan. Produk yang keluar dari dalam
dies dan terlepas dari jepitannya akan menjadi lebih besar dibanding dengan
ukuran lubang diesnya, juga karena adanya spring back tadi. Untuk menjadikan
ukuran produk sama dengan yang diharapkan, maka ukuran diesnya dibuat
lebih kecil dari pada ukuran benda kerja.
Jadi bisa dirumuskan sebagai berikut (sumber : Punching Tool 1, ATMI
Surakarta) :
a. Pierching
Punch :
d
1= d + f
(2.22)
b. Blanking
Punch :
D
1= D – f – 2s
(2.24)
Die
: D
2= D – f
(2.25)
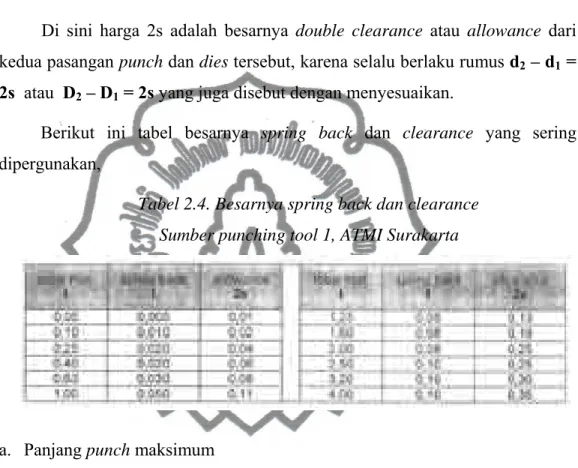
Di sini harga 2s adalah besarnya double clearance atau allowance dari
kedua pasangan punch dan dies tersebut, karena selalu berlaku rumus d
2– d
1=
2s atau D
2– D
1= 2s yang juga disebut dengan menyesuaikan.
Berikut ini tabel besarnya spring back dan clearance yang sering
dipergunakan,
Tabel 2.4. Besarnya spring back dan clearance
Sumber punching tool 1, ATMI Surakarta
a. Panjang punch maksimum
Dalam mencari panjang punch maksimum dipakai punch yang memiliki
diameter terkecil atau yang paling kritis.(sumber : Rancang Bangun Perkakas
Tekan Pembuat Gasket Cylinder Head Untuk Sepeda Motor Yamaha
F1ZR,Taufik Rahman dan Papi Pahroji, Politeknik Negeri Bandung : 2007)
(2.26)
Di mana,
I =
Momen
Inersia bahan (mm
4)
τ
g= Tegangan Geser (N/mm
2)
S
= Tebal material (mm)
K
= Keliling Pemotongan (mm)
b. Tebal dies
Rumus Empiris mencari tebal plat untuk mencari tebal dies berdasarkan
gaya total yang di butuhkan untuk perencanaan press tool adalah :
(2.27)
Di mana,
H =
Tebal
dies (mm)
g
= Gravitasi bumi (9,81 m/det
2)
F
tot= Gaya total (N)
c. Clearance punch dan dies
Setiap operasi pemotongan yang dilakukan punch dan dies selalu ada
nilai kelonggaran (clearance) yang diambil.
Untuk tebal pelat (s) ≤ 3 mm,
(2.28)
Di mana,
U
s= Kelonggaran tiap sisi (mm)
C
= Faktor kerja (0,005 ÷ 0,025)
S
= Tebal pelat (mm)
commit to user
BAB IIIPERENCANAAN DAN PERANCANGAN
3.1 Perencanaan Pembuatan Perkakas Punching Tool
Untuk merencanakan sebuah perkakas punching tool, kita harus mengetahui dan memperhatikan beberapa ketentuan, diantaranya :
a. Produk yang dikehendaki.
Untuk mengetahui produk yang akan dibuat bisa berupa contoh produk yang sudah jadi maupun rancangan produk dalam gambar atau sketsa. Hal ini dilakukan untuk melihat garis besar atas dies yang akan dibuat dengan mempertimbangkan ukuran yang ada secara umum.
b. Jumlah produk yang dikerjakan.
Dalam punch perlu untuk mengetahui berapa banyak produk yang akan dikerjakan. Hal ini berpengaruh terhadap pemilihan perkakas punch yang akan dipakai dan kualitas perkakas punching tool yang akan dipilih, yang nantinya mempengaruhi umur pakai perkakas punch (terutama pada bagian dies).
c. Jenis material produksi.
Jenis material yang digunakan sebagai material produk nantinya juga akan mempengaruhi jenis material perkakas punch yang akan digunakan terutama punch dan dies. Jenis material ini termasuk juga tebal plat material produk. Jenis material juga digunakan untuk menghitung clearance antara punch dan dies untuk menghasilkan pemotongan yang baik.
d. Tipe atau kapasitas mesin press yang akan digunakan.
Mesin punching tool yang digunakan memiliki kapasitas 5 ton. Maka material yang digunakan harus menyesuaikan dengan kapasitas mesin yang ada. Hal ini dimaksudkan agar benda yang akan dibuat mampu dikerjakan oleh mesin puncing tool.
Keempat ketentuan tersebut di atas merupakan dasar untuk merencanakan sebuah perkakas punching tool, sehingga kita dapat menentukan lebih lanjut bagaimana perkakas itu nantinya akan dibuat.
Di samping keempat faktor tersebut di atas, sangat perlu diperhatikan tiga hal berikut ini :
1. Murah : tidak terlalu banyak komponen yang diperlukan.
2. Kuat : secara menyeluruh, dies harus kuat atau kokoh, demikian juga masing - masing komponennya.
3. Praktis : jika suatu saat diperlukan perawatan maupun perbaikan, misalnya pengasahan terhadap punch, dies atau komponen yang lain, tidak perlu banyak membongkar komponen yang lain.
Selain faktor-faktor yang telah disebutkan di atas, hal yang perlu diperhatikan dalam perencanaan sebuah press tool adalah menentukan langkah-langkah perencanaan pembuatan, hal ini dimaksud agar dalam mengerjakan komponen-komponennya bisa secara terpadu, sehingga dalam merakitnya kemudian tidak banyak mengalami kesulitan. Langkah-langkah yang dimaksud adalah :
1. Membuat lay-out scrap strip (jika dibutuhkan) 2. Memilih jenis die
3. Konstruksi punch, punch plate 4. Pemilihan jenis stripper plate
5. Penggunaan pilot, dowel pin, fastener 6. Konstruksi die, bottom shoe
7. Menggambar rancangan
3.2 Langkah-Langkah Pembuatan Perkakas Press Tool
Secara garis besar, langkah-langkah perencanaan pembuatan perkakas press tool ini dinyatakan dalam suatu bentuk diagram alir sebagai berikut :
Pembuatan dan Perakitan
Pembuatan dan perakitan
sesuai ?
Mengetahui kapasitas mesin yang akan dipakai
Menentukan produk yang akan dibuat dengan mesin tersebut (material, dimensi, dan tebal plat yang digunakan)
Menentukan jenis kerja yang akan dilakukan untuk memproduksi produk (Deep drawing,
Pierching, dan Trimming)
Menghitung gaya-gaya yang bekerja pada perkakas press tool
Menentukan jenis
press tool yang
akan dibuat
Berdasarkan kapasitas mesin dan perhitungan gaya
Menghitung dimensi
punch dan dies
Membuat gambar rancangan
punch dan dies
Pengujian dan hasil yang diperoleh
Penarikan Kesimpulan Tidak
Ya
3.3 Perancangan Dan Pembuatan Perkakas Press Tool
3.3.1 Pemilihan produk material benda kerja (avor washtafel)
Alasan pemilihan produk (avor washtafel) dikarenakan pertimbangan beberapa hal berikut ini :
a. Dari kapasitas mesin press atau punch yang ada di laboratorium proses produksi, kapasitas mesin 5 ton dan kapasitas tersebut tidak memungkinkan untuk pembuatan produk yang rumit, maka dari itu dipilih produk avor washtafel karena bentuknya yang sederhana.
b. Untuk produk yang akan diproduksi yaitu avor washtafel, produk ini merupakan penyaring pada saluran washtafel yang biasa terdapat pada bak mandi ataupun tempat cuci piring. Pemilihan produk ini didasarkan pada pembebanan mesin yang ada, pengaruh ketebalan terhadap produk, dan bahan produk.
c. Pada produk aslinya avor washtafel terbuat dari plat stainless steel. Tetapi karena gaya pembebanan pada pembuatan produk ini sangat besar, maka bahan dan ketebalan pelat yang digunakan dapat disesuaikan dengan kapasitas mesin punch yang ada.
Gambar produk :
3.3.2 D Ber kedalam dilihat p ata geometri rdasarkan dat m permodelan pada gambar Ga Gambar 3.2 i avor washt ta-data yang n numeric, m berikut ini. ambar 3.3. A 2. Avor Wast tafel diperoleh d maka data g Avor Wastafe tafel tampak dari kondisi p geometri dar el yang akan k samping pasar dan me ri avor wash n diproduksi embawanya htafel dapat
3.3.3 Pemilihan material produk benda kerja (avor washtafel)
Berdasarkan pertimbangan kondisi dan kapasitas mesin yang ada, serta memperhatikan kesamaan kualitas dari produk aslinya maka dipilihlah plat galvalum sebagai material produk benda kerja yang akan digunakan.
Karena ketebalan profil baja ringan sangat tipis (yang beredar di Indonesia berkisar 0,5 sampai 1 mm), bahan baja yang harus dipakai adalah baja mutu tinggi atau biasa disebut High Tension Steel, umumnya (standar) G550, artinya Yield Strength maupun Tension Strength dari baja tersebut minimal 550 MPa. (“minimal” tidak sama dengan “rata-rata” dengan kata lain sewaktu diuji tarik di laboratorium, tension strength-nya tidak boleh kurang dari 550 MPa).
Di Indonesia, lapisan anti karat yang umumnya dipakai adalah lapisan Z (Zinc) yang sering disebut Galvanis (Galvalum) atau lapisan AZ (Aluminum dan Zinc). Masing-masing lapisan punya kelebihan maupun kekurangan sendiri. Banyak orang salah mengerti bahwa bahan Aluminum Zinc lebih baik daripada Zinc (Galvanis), padahal yang menentukan adalah ketebalan lapisan yang dipakai, bukan jenisnya. Untuk mencapai taraf ketahanan yang relatif setara, ketebalan lapisan Zinc yang dipakai harus lebih tebal daripada Aluminum Zinc.
Beberapa keunggulan dari pelat galvalum (galvanis), di antaranya (sumber :www.google.com//suksesmandiriteknik.blog.plasa.com):
1. Tahan terhadap korosi
Komposisi terbaik Zinc dan aluminiumnya mampu memiliki kekuatan empat kali lebih baik dari baja pada kondisi yang sama.
2. Lebih ekonomis
Pelat galvalum sangat ringan, memberikan kekuatan yang kokoh dengan komposisi 55% Aluminium, 43,5% Zinc, dan 1.5% Silikon sebagai pencegah karat dan korosi.
3. Mudah dibentuk
Mudah dibentuk sehingga memberikan banyak kemudahan dalam mendesain aplikasi produk.
4. Penampilan atraktif profil
Permukaan pelat galvalum memberikan penampilan dan kekuatan yang berbeda dan mempunyai standart hi-ten G550 termasuk pada baja keras. 5. Lapisan resin
Pelat galvalum memiliki lapisan silikon yang terletak dibagian luar dari galvalum dan berfungsi sebagai proteksi base material (material dasar) apabila adanya pemotongan material. Ini membuat bekas pemotongan pada pelat galvalum tidak mudah berkarat.
6. Tahan terhadap suhu lingkungan
Hasil proses pada suhu permukaan yang mencapai 600°F membuat plat galvalum mampu bertahan terhadap cuaca suhu tinggi tanpa takut akan terjadinya pemudaran warna.
7. Kemampuan memantulkan panas
Plat galvalum memiliki kemampuan tinggi untuk memantulkan panas dan cahaya sehingga ada penurunan panas yang signifikan di dalam ruang bangunan maupun gudang jika dibandingkan dengan produk lain.
Spesifikasi plat galvalum yang dipakai (G550) adalah (sumber :www.google.com//suksesmandiriteknik.blog.plasa.com):
a. Tegangan maksimum : 550 MPa b. Modulus geser : 50.000 MPa c. Modulus elastisitas : 20.000 MPa 3.3.4 Peralatan yang digunakan dalam proses pengujian
Peralatan yang digunakan dalam proses pengujian berupa mesin punch yang memiliki spesifikasi sebagai berikut (sumber : spesifikasi mesin punch):
3.3.5 Peralatan yang digunakan dalam proses pembuatan (pengerjaan)
Dalam proses pembuatan press tool ini, harus diketahui kapasitas dan kondisi mesin yang akan digunakan. Adapun mesin yang digunakan dalam pembuatan (pengerjaan) komponen-komponen press tool adalah sebagai berikut :
1. Mesin bubut
Mesin bubut digunakan untuk membentuk profil dari komponen-komponen punch dan dies.
2. Mesin bor
Mesin bor digunakan untuk memperbesar lubang baut (conterbor) sebagai dudukan kepada baut.
3. Mesin gergaji
Mesin gergaji digunakan untuk memotong batang poros atau komponen lainnya yang tidak bisa dipotong menggunakan gerinda pemotong.
4. Gerinda tangan
Gerinda tangan digunakan untuk meratakan permukaan benda kerja hasil proses penyambungan las.
5. Las busur listrik
Las busur listrik digunakan untuk menyambung (menghubungkan) sue (bottom plate) dengan tangkai pemegang atau pengunci, bushing stipper dengan stipper plate, dan mengunci posisi punch pierching. 6. Las asetelin
Las asetelin digunakan untuk memanaskan (heat treatment) komponen-komponen punch dan dies yang akan diproses quenching oil. 3.3.6 Bahan pembuat press tool
Bahan-bahan yang digunakan dan diperlukan dalam pembuatan dan pengerjaan komponen-komponen press tool adalah sebagai berikut : 1. Baja St 60 sebagai penekan (top plate) dan sebagai dudukan bagi
punch (bottom plate).
Sedangkan untuk punch pierching digunakan ; a. B-SPB 8,5-60-T5-H11, sebanyak 3 buah b. B-SPB 6-60-T5-H9, sebanyak 1 buah 3. Baja St 37 sebagai bahan pembuat shank. 4. Pegas tekan (stipper).
5. Baut dan fastener..
3.4 Proses Perhitungan Gaya-Gaya Yang Berpengaruh Pada Proses Pengerjaan
Gaya-gaya yang berpengaruh pada pembuatan produk maupun proses pengerjaan, antara lain :
1. Gaya pembentukan : gaya deep drawing dan gaya pengendali blank.
2. Gaya potong : gaya trimming dan gaya pierching. 3.4.1 Perhitungan gaya pembentukan
a. Gaya deep drawing (FZ)
Fz = U . t . σB . α
Diketahui : σgalvalum = 550 N/mm2
= 56,065 kg/mm2 = 56 kg/mm2
Mencari diameter blank (D) shell silindris untuk menentukan angka koreksi (α ), maka (sumber : punching tool 1, ATMI Surakarta) :
Di mana, D = diameter awal sebelum drawing (mm) d1 = diameter sisi bawah drawing (mm)
dx = diameter tengah drawing (mm)
d2 = diameter sisi atas drawing (mm)
d3 = diameter setelah drawing (mm)
Mencari diameter tengah drawing (dx) ;
dx=
dx=
= 38, 35 mm
Mencari sisi miring produk (a) ;
= 12,3 mm
Sehingga besarnya diameter blank (D) untuk shell silindris, yaitu : D = 35,72 mm2 + 4.38,35 mm . 12,3 mm + (61,72-412)
= 1274,49 mm2 + 1886,82 mm2 + 2125,89 mm2 = 5287,2 mm2
=72,71 mm = 73 mm
Mencari drawing ratio (m) ;
Di mana, D = diameter awal sebelum drawing (mm) dx = diameter tengah drawing (mm) m = deep drawing ratio
m = , = 0,525 a= 122 + 41 mm – 35,7 mm 2 2 41 mm + 35,7 mm 2 dx D m = d2 + d1 2
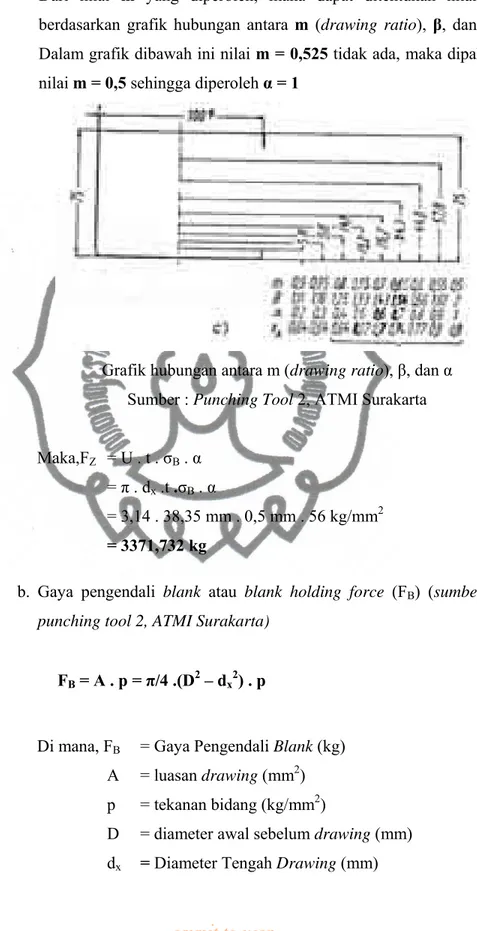
Dari nilai m yang diperoleh, maka dapat ditentukan nilai α berdasarkan grafik hubungan antara m (drawing ratio), β, dan α. Dalam grafik dibawah ini nilai m = 0,525 tidak ada, maka dipakai nilai m = 0,5 sehingga diperoleh α = 1
Grafik hubungan antara m (drawing ratio), β, dan α Sumber : Punching Tool 2, ATMI Surakarta
Maka,FZ = U . t . σB . α
= π . dx .t .σB . α
= 3,14 . 38,35 mm . 0,5 mm . 56 kg/mm2
= 3371,732 kg
b. Gaya pengendali blank atau blank holding force (FB) (sumber :
punching tool 2, ATMI Surakarta)
Di mana, FB = Gaya Pengendali Blank (kg)
A = luasan drawing (mm2) p = tekanan bidang (kg/mm2)
D = diameter awal sebelum drawing (mm) dx = Diameter Tengah Drawing (mm)
Mencari harga p;
Di mana, d = diameter setelah deep drawing (mm) β = 1/m = kebalikan deep drawing ratio t = tebal plat/ material (mm)
σ = tegangan tarik material (kg/mm2)
β = 1/m = 1/0,525 = 1,9 d = D/β = 73 mm/1,9 = 38,42 mm sehingga,
p = 0,0025 . 1,1942 . 56 kg/mm
2p = 0,167 kg/mm
2 Maka, FB = A . p = π/4 . (D2 – d x2) .p = π/4 . (732 – 38,352) mm2 . 0,167 kg/mm2 = 505,8 kgc. Mencari total gaya pembentukan
Jadi, FDD = Ftotal = FZ + FB = 3371,732 kg + 505,8 kg = 3877,532 kg = 3,877532 ton = 3,9 ton
Kesimpulan : mampu dikerjakan mesin FDD = FZ + FB p = 0,0025 . (β – 1)2 + . σgalvalum steel 0,5 . d 100 . t
p =0,0025
.
(1,9 – 1)2 + 0,5 . 38,42 mm . 56kg/mm2 100 . 0,5 mmd. Kerja drawing (mesin single action) (sumber : punching tool 2, ATMI Surakarta)
Di mana, XA = 0,8 (berdasarkan nilai m = 0.525)
Maka, WS = [ (0,8 . 3371,732 kg) + 505,8 kg ] . 12 mm
= 38438,23 kg.mm = 38,438 ton.mm
3.4.2 Perhitungan gaya potong 1. Gaya blanking
Di mana, FT = Gaya blanking (kg)
U = Keliling pemotongan (mm) t = Tebal plat (mm)
τ = Tegangan geser material (kg/mm2)
Diketahui : τ galvalum = 550 N/mm2 = 56,065 kg/mm2 = 56 kg/mm2 U = π . Dluar = 3,14 . 61,7 mm = 193,738 mm t = 0,5 mm Maka, FT = U . t . τ = 193,738 mm . 0,5 mm . 56 kg/mm2 = 5424,664 kg = 5,424 ton
Kesimpulan : tidak mampu dikerjakan mesin (kapasitas FT = U . t . τ