BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Prima Indah Saniton merupakan perusahaan swasta yang bergerak di bidang Sanitary Ware yang didirikan oleh Bapak Eddy Hartono pada tahun 1992 dengan masa percobaan proyek selama satu tahun sehingga pada tahun 1993 perusahaan tersebut mulai beroperasi dengan normal dengan adanya mesin dan peralatan yang lengkap.
Produk yang dihasilkan berupa kloset jongkok, kloset duduk, dan tempat sabun dengan merek Champion. Pada awal didirikannya, PT Prima Indah Saniton hanya menghasilkan produk berupa kloset jongkok dengan model E dan tempat sabun yang berbentuk oval kemudian pada tahun 1994 PT. Prima Indah Saniton mulai mengekspansi usaha dengan menambahkan produksi kloset jongkok dengan model C, kloset duduk dan wastafel.
2.2. Ruang Lingkup Bidang Usaha
Produk yang dihasilkan oleh PT. Prima Indah Saniton berupa Sanitary Ware yang umum digunakan pada toilet baik di rumah, pusat perbelanjaan, hotel
dan tempat lainnya. PT. Prima Indah Saniton berproduksi dengan sistem make to stock dimana produk yang telah selesai dibuat akan ditempatkan sebagai
Jenis-jenis produk yang dihasilkan oleh PT. Prima Indah Saniton yang dipasarkan sebagai berikut:
1. Kloset Jongkok Model E 2. Kloset Jongkok Model C 3. Kloset Duduk
4. Wastafel 5. Tempat Sabun
2.3. Proses Produksi
2.3.1. Standard Mutu Bahan/Produk
Mutu dapat diartikan sebagai kesesuaian terhadap persyaratan dimana persyaratan itu muncul dikarenakan kebutuhan dan keinginan konsumen. Dikarenakan hal tersebut maka suatu standar mutu harus diterapkan di dalam proses produksi sehingga dapat dihasilkan produk yang seragam dan bernilai tinggi. Dengan berpedoman terhadap pemikiran bahwa mutu merupakan salah satu aspek penting di dalam keberhasilan perusahaan, PT Prima Indah Saniton menerapkan beberapa standar mutu dalam kegiatan produksinya.
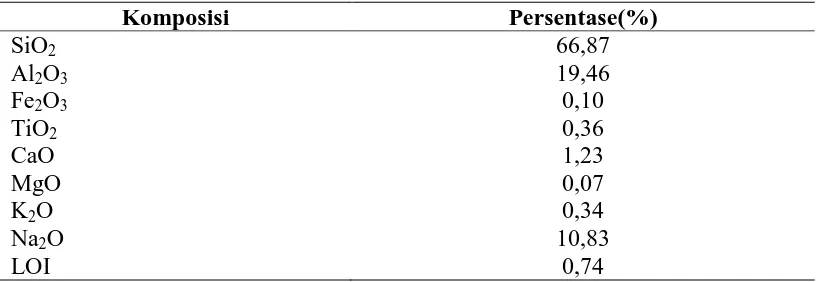
Tabel 2.1. Komposisi Sodium Feldspar
Dalam kegiatan produksi, kualitas produk yang dihasilkan dapat bervariasi mulai dari produk yang bebas cacat sampai dengan produk yang rusak. Dikarenakan pelanggan menginginkan kloset dengan harga dan kualitas yang berbeda-beda maka PT Prima Indah Saniton mengklasifikasikan produk yang dihasilkan menjadi 3 tingkat yaitu:
1. Quality A (KW I)
Produk standar yang biasa dipasarkan disebut sebagai produk quality A atau yang disebut sebagai priority. Produk quality A merupakan produk terbaik dengan kondisi produk tanpa ada cacat maupun goresan. Produk ini selanjutnya akan dipasarkan dengan merek “Champion”.
2. Quality B (KW II)
3. Quality C (Rusak)
Produk quality C yang memiliki banyak cacat maupun goresan pada bagian depan sehingga produk tersebut tidak dapat diperbaiki lagi. Selanjutnya produk ini akan dihancurkan dan dibuang.
Adapun penyebab terjadinya kerusakan ataupun menurunnya kualitas produk yang dihasilkan oleh PT Prima Indah Saniton ialah:
1. Kualitas bahan baku 2. Cuaca
3. Kesalahan operator
4. Kurangnya pengawasan terhadap proses produksi 5. Peralatan yang jarang dirawat
2.3.2. Bahan yang Digunakan
2.3.2.1.Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam membuat sebuah produk. Bahan baku yang digunakan untuk membuat sanitary ware yaitu :
2.3.2.2. Bahan Tambahan
Bahan tambahan adalah bahan yang akan ditambahkan ke produk agar produk tersebut memiliki karakteristik yang lebih bernilai tambah (value added). Adapun bahan tambahan dalam produksi yaitu label, cat, dan kotak kemasan.
2.3.2.3. Bahan Penolong
Bahan penolong adalah bahan yang digunakan di dalam proses produksi dalam rangka untuk memperlancar proses produksi, tetapi bukan merupakan komposisi produk dan tidak menjadi bagian dari produk akhir. Adapun bahan penolong yang digunakan dalam proses produksi adalah Liquid Petroleum Gas (LPG).
2.3.3. Uraian Proses Produksi
Secara umum, terdapat delapan proses dalam pembuatan kloset di PT Prima Indah Saniton yaitu:
1. Proses Pencampuran
2. Proses Penyaringan dan Pemasakan 3. Proses Pencetakan
4. Proses Pengerokan 5. Proses Pengamplasan
6. Proses Label dan Pengecatan 7. Proses Pembakaran
Flow Process Chart proses produksi pembuatan kloset dapat dilihat pada
lampiran.
2.3.3.1. Proses Pencampuran
Dalam proses ini, bahan baku berupa tanah kalimantan, sodium feldspar, tanah thailand, pasir kuarsa, tanah kaulin, batu kasar dan air dimasukkan ke dalam mesin ball mill. Mesin ini akan mengaduk bahan baku selama 12 jam. Hal ini bertujuan agar bahan baku tersebut tercampur rata sehingga produk yang dihasilkan sesuai dengan standar yang diinginkan.
2.3.3.2. Proses Penyaringan dan Pemasakan
Bahan baku yang telah selesai diaduk pada mesin ball mill disalurkan ke dalam sebuah mesin penyaring melalui pipa dan kemudian disalurkan lagi ke dalam sumur penampungan melalui pipa yang menghubungkan mesin saring dengan sumur penampungan. Kemudian, campuran tersebut dimasak selama 2 hari di dalam sumur penampungan yang kemudian disalurkan ke tower.
2.3.3.3. Proses Pencetakan
pencetakan dilakukan dengan menyalurkan campuran ke dalam cetakan yang dituang melalui corong.
Cetakan yang terisi dengan campuran bahan kemudian didiamkan selama 2 jam dengan tujuan mengeringkan bahan yang berada di dalam cetakan. Kemudian penyumbat kayu yang tadinya dipasang di bagian belakang cetakan dibuka untuk mengeluarkan bahan baku cetakan yang berlebih. Setelah itu cetakan harus didiamkan lagi selama 2 jam agar cetakan tersebut benar-benar kering/keras. Setelah itu, cetakan bagian atas dipisahkan dari cetakan bawah dan dibalik untuk dapat mengeluarkan produk hasil cetakan dimana hasil cetakan didiamkan kembali selama 2 jam.
2.3.3.4. Proses Pengerokan
Pada bagian ini, hasil cetakan yang telah dikeringkan akan diangkut untuk diperiksa kualitasnya. Apabila terdapat bagian yang berlebih maka bagian tersebut akan dikerok dengan menggunakan scraper guna merapikan dan menjaga kualitas produk.
2.3.3.5. Proses Pengamplasan
2.3.3.6. Proses Label dan Pengecatan
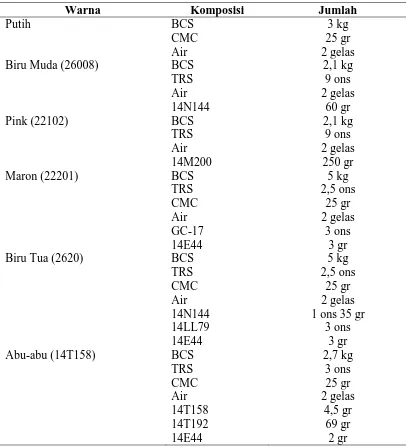
Pada tahap ini, hasil cetakan dicat menggunakan mesin kompressor sesuai dengan warna yang diinginkan kemudian diberikan label dengan merek “Champion”.
Kloset pada PT Prima Indah Saniton memiliki 8 macam warna yang digunakan pada produknya yang dapat dilihat pada Tabel 2.2.
Tabel 2.2. Komposisi Warna Kloset
Warna Komposisi Jumlah
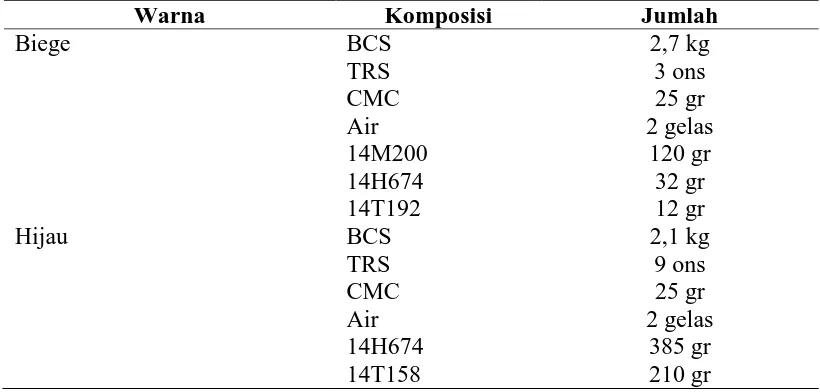
Tabel 2.2. Komposisi Warna Kloset (lanjutan)
Warna Komposisi Jumlah
Biege BCS 2,7 kg
2.3.3.7. Proses Pembakaran
Produk yang telah dicat kemudian disusun di kereta sorong dan kemudian dimasukan ke dalam mesin kiln. Proses pembakaran terdiri dari beberapa tahap yaitu sebagi berikut:
1. Tahap 1, produk dibakar dengan tekanan 40 psi dengan suhu 0-300oC selama 1,5 jam.
2. Tahap 2, produk dibakar dengan suhu 300-600oC selama 2 jam. 3. Tahap 3, produk dibakar dengan suhu 600-1000oC selama 2 jam. 4. Tahap 4, produk dibakar dengan suhu 1000-1100oC selama 1 jam. 5. Tahap 5, produk dibakar dengan suhu 1100-1180oC selama 1 jam.
2.3.3.8. Proses Pengepakan
Proses terakhir yang dilakukan ialah proses pengepakan. Pada proses ini, produk dimasukkan ke dalam rak kayu. Rak kayu ini dapat memuat 4 unit untuk kloset jongkok atau 1 unit untuk kloset duduk maupun wastafel.
2.4. Lokasi Perusahaan
Dalam menjalankan kegiatan produksinya, PT Prima Indah Saniton memiliki pabrik di Jalan Kebun Lada, Gang Purwodadi, Binjai, Sumatera Utara. PT. Prima Indah Saniton juga memiliki kantor pusat dan pemasaran yang berlokasi di Jalan Cirebon Nomor 6/30, Medan, Sumatera Utara.
2.5. Daerah Pemasaran
2.5. Dampak Sosial Ekonomi Terhadap Lingkungan
PT Prima Indah Saniton memberikan dampak sosial ekonomi yang yang positif terhadap lingkungan sekitar yaitu menciptakan lapangan pekerjaan dan membantu meningkatkan pertumbuhan ekonomi Indonesia khususnya provinsi Sumatera Utara. Pada tahun 2014 dan 2015, PT Prima Indah Saniton mempekerjakan 73 pekerja dalam menghasilkan produk sanitary ware. Selain itu, PT Prima Indah Saniton terbuka dan ikut serta dalam meningkatkan mutu pendidikan di Indonesia khususnya di Sumatera Utara yaitu dengan memberikan peluang bagi mahasiswa untuk melaksanakan kerja praktek yang diharapkan dapat berguna bagi mahasiswa dan perusahaan.
2. 6. Struktur Organisasi Perusahaan
Organisasi adalah sekumpulan orang yang memiliki tujuan yang sama dan saling bekerja sama dalam mencapai tujuan tersebut. Dalam proses pencapaian tujuan organisasi, terdapat hierarki masing-masing personel dalam perusahaan. Hierarki tersebut ditunjukkan oleh struktur organisasi perusahaan.
PT Prima Indah Saniton mempunyai struktur organisasi garis dimana di dalam hubungan garis, bawahan hanya mengenal seorang atasan. Bawahan tersebut hanya menerima tugas, tanggung jawab, wewenang serta haknya dari atasnnya yang seorang itu. Di atas puncak hieraki adalah pimpinan atau direktur perusahaan yang mengawasi setiap bagian dalam menjalankan fungsinya.
2.7. Jumlah Tenaga Kerja dan Jam Kerja
2.7.1. Tenaga Kerja
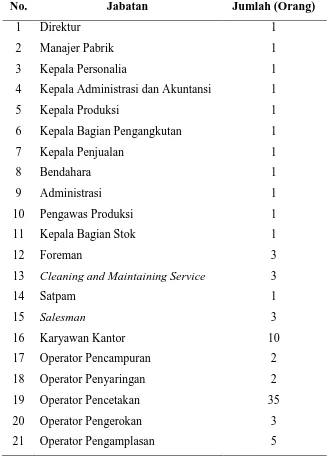
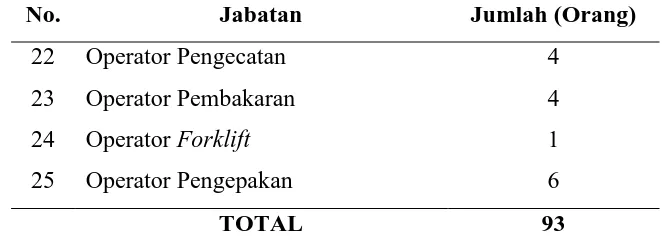
PT Prima Indah Saniton memiliki 82 orang karyawan dalam melaksanakan tugasnya masing-masing. Pengalokasian karyawan dalam PT Prima Indah Saniton dapat dilihat pada Tabel 2.3.
Tabel 2.3. Pengalokasian Karyawan pada PT. Prima Indah Saniton
No. Jabatan Jumlah (Orang)
1 Direktur 1
2 Manajer Pabrik 1
3 Kepala Personalia 1
4 Kepala Administrasi dan Akuntansi 1
5 Kepala Produksi 1
6 Kepala Bagian Pengangkutan 1
7 Kepala Penjualan 1
13 Cleaning and Maintaining Service 3
14 Satpam 1
15 Salesman 3
16 Karyawan Kantor 10
17 Operator Pencampuran 2
18 Operator Penyaringan 2
19 Operator Pencetakan 35
20 Operator Pengerokan 3
Tabel 2.3. Pengalokasian Karyawan pada PT. Prima Indah Saniton
(Lanjutan)
No. Jabatan Jumlah (Orang)
22 Operator Pengecatan 4
23 Operator Pembakaran 4
24 Operator Forklift 1
25 Operator Pengepakan 6
TOTAL 93
Sumber: PT. Prima Indah Saniton
2.7.2. Jam Kerja
PT Prima Indah Saniton memiliki aturan dalam mengatur jam kerja karyawannya yaitu:
1. Hari Senin - Jumat : 7 jam kerja dan 1 jam istirahat setiap hari 2. Hari Sabtu : 6 jam kerja dan 1 jam istirahat
3. Hari Minggu dan libur nasional : Tidak ada kegiatan
2.8. Sistem Pengupahan dan Fasilitas Lainnya
PT Prima Indah Saniton memiliki sistem pengupahan sebagai berikut: 1. Operator
2. Karyawan selain Operator