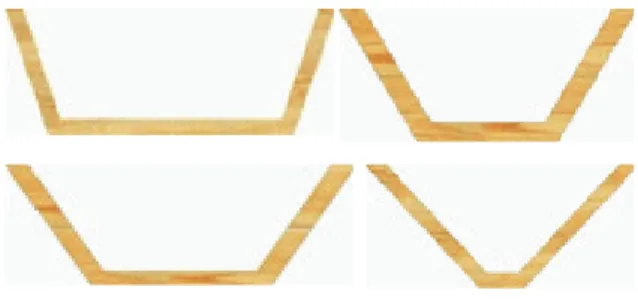
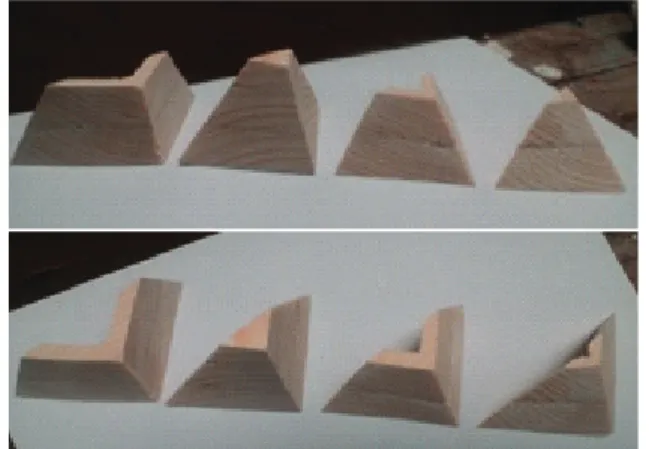
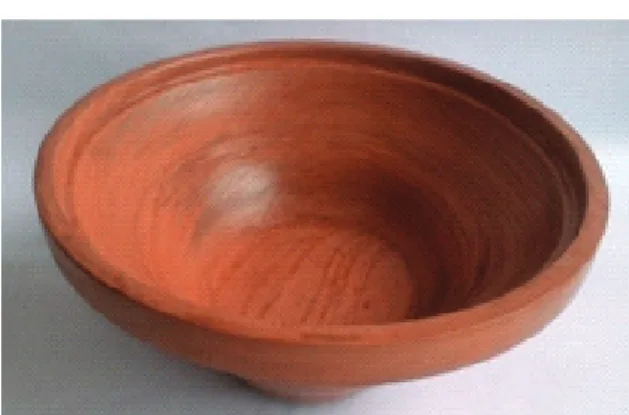
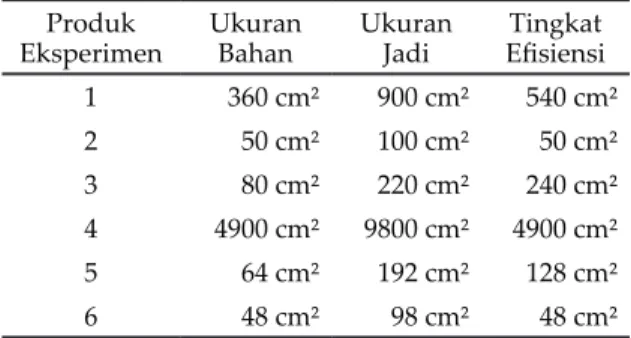
Teknik Potong Miring dan Teknik Laminasi dalam Proses Pembuatan Produk Kriya Kayu sebagai Upaya Efisiensi Bahan
Teks penuh
Gambar





Dokumen terkait
Hasil kelayakan produk bahan ajar menulis teks puisi rakyat berbasis penguatan pendidikan karakter untuk kelas VII siswa SMP/MTs ini memenuhi kriteria dan layak digunakan
Kegiatan PKI dalam bidang pemerintahan dijalankan di ber bagai lembaga pemerintahan, baik dilaksanakan oleh partai mau pun organisasi massanya. Tuntutan
Keempat, dimensi Institusi yaitu institusi yang memegang peranan dalam tata kelola pengembangan smart rural terdiri dari lembaga yang memegang peran dominan yaitu (1) pemerintah
Dari hasil penelitian, penulis menyimpulkan bahwa sebagian besar pelaksanaan pada asuransi bumi putra cabang pekanbaru telah sesuai dengan peraturan perundang-undangan
Saya sedang melakukan penelitian yang berjudul” Faktor-faktor Yang Berhubungan Dengan Kejadian Konstipasi Pada Ibu Hamil”.. Konstipasi adalah suatu keadaan sukar atau tidak
Gesang kawula, Gusti, lumados mring Paduka Saben kula makarti, Paduka kang makarya1. Gesang kawula, Gusti, lumados mring Paduka Saben kula makarti, Paduka
Anak sekolah sedang dalam masa pertumbuhan dan perkembangan seorang anak oleh karena itu diperlukan asupan makanan yang mengandung gizi seimbang, agar proses tersebut tidak
