iv Universitas Kristen Maranatha
ABSTRAK
PT. Tenda Trijaya Indonesia merupakan salah satu perusahaan tenda yang terpercaya kualitasnya. Perusahaan ini menjadi pemasok ke departemen sosial, perusahaan-perusahaan besar di Indonesia, bahkan hingga ke Australia dan beberapa negara di Asia. Produk yang diproduksi adalah macam-macam tenda seperti tenda peleton, tenda regu, tenda carniviel, tenda kerucut, kantong mayat, dan keperluan kemanusiaan lainnya. Produk yang diproduksi mass production adalah tenda kerucut, produk-produk lain diproduksi secara job order. Pengamatan dilakukan dilintasan mass production, karena dalam lintasan tersebut perusahaan tidak dapat memenuhi target produksi. Dalam lintasan mass production, terdapat antrian yang cukup signifikan di stasiun kerja 5, sedangkan di stasiun kerja 1, 2, 3, 9, dan 10 terjadi delay yang cukup lama. Sehingga perlu diusulkan metode yang dapat memecahkan masalah tersebut.
Setelah dilakukan pengumpulan data dan studi literatur, metode pemecahan masalah yang digunakan adalah line balancing tipe-U dengan metode pembandingnya line balancing tipe straight line. Alasan menggunakan U-line karena dapat menggabungkan elemen kerja awal dengan elemen kerja akhir, sehingga elemen kerja yang dapat digabungkan menjadi lebih banyak dan diharapkan dapat memberikan hasil yang lebih baik dibandingkan straight line. Ada dua metode line balancing yang digunakan, yaitu metode Rank Positional Weight dan Region Approach. Sehingga ada empat metode dalam pengolahan data dengan hasil efisiensi lintasan (EL) dan balance delay (BD) yang berbeda yaitu, Rank Positional Weight tipe straight line dengan EL 54,2% dan BD 45,8%, Region Approach tipe straight line dengan EL 59,6% dan BD 40,4%, Rank Positional Weight tipe U-line dengan EL 59,6% dan BD 40,4%, dan Region Approach tipe U-line dengan EL 66,2% dan BD 33,8%. Perbandingan ini dilakukan untuk mengetahui metode mana yang lebih baik.
Dari hasil pengolahan data, metode Region Approach tipe U-line merupakan metode yang terbaik. Namun output belum memenuhi target produksi sehingga dilakukan pengembangan metode Region Approach tipe U-line. Pengembangan dilakukan dengan cara penggabungan elemen kerja didua stasiun kerja yang menggunakan mesin yang sama. Stasiun yang mengalami pengembangan adalah stasiun kerja mesin gerinda (stasiun 6 dan stasiun 8) dan stasiun kerja mesin jahit (stasiun 5 dan stasiun 7). Selain itu, dalam stasiun kerja manual dilakukan pengembangan dengan cara menyeimbangkan waktu stasiun kerja. Dengan menggunakan metode usulan, perusahaan harus menambah 1 mesin jahit, dan dapat mengurangi 1 operator.
vii Universitas Kristen Maranatha
DAFTAR ISI
Sub Bab Judul Halaman
ABSTRAK ...iv
KATA PENGANTAR ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... x
DAFTAR GAMBAR ...xi
BAB 1 PENDAHULUAN
1.1 Latar Belakang Masalah ... 1-1 1.2 Identifikasi Masalah ... 1-2 1.3 Pembatasan Masalah dan Asumsi ... 1-2 1.4 Perumusan Masalah ... 1-2 1.5 Tujuan Penelitian ... 1-3 1.6 Sistematika Penulisan ... 1-3
BAB 2 TINJAUAN PUSTAKA
viii Universitas Kristen Maranatha
DAFTAR ISI (Lanjutan)
Sub Bab Judul Halaman
2.6.3. Line Efficiency ... 2-12
BAB 3 METODOLOGI PENELITIAN
3.1 Studi Pendahuluan ... 3-1 3.2 Identifikasi Masalah ... 3-1 3.3 Pembatasan Masalah dan Asumsi ... 3-1 3.4 Perumusan Masalah ... 3-1 3.5 Tujuan Penelitian ... 3-4 3.6 Studi Literatur ... 3-4 3.7 Metode Pemecahan Masalah ... 3-4 3.8 Pengumpulan Data ... 3-5 3.9 Pengolahan Data... 3-5 3.10 Analisis Data ... 3-8 3.11 Kesimpulan Dan Saran ... 3-8
BAB 4 PENGUMPULAN DATA
4.1 Sejarah Singkat Perusahaan ... 4-1 4.2 Struktur Organisasi Perusahaan ... 4-2 4.3 Deskripsi jabatan ... 4-3 4.4 Aspek Kegiatan Perusahaan ... 4-5 4.5 Produk yang Diamati... 4-10 4.6 Peta Proses Operasi ... 4-11 4.7 Precedence Diagram ... 4-15 4.8 Layout Pabrik dan Diagram Alir ... 4-16
BAB 5 PENGOLAHAN DATA DAN ANALISIS
ix Universitas Kristen Maranatha
DAFTAR ISI (Lanjutan)
Sub Bab Judul Halaman
5.3 Perhitungan Estimasi Jumlah Stasiun Kerja ... 5-4 5.4 Perhitungan Kapasitas Produksi Sebelum Line Balancing ... 5-4 5.5 Perhitungan Line Balancing (Straight Line) ... 5-4 5.5.1. Rank Positional Weight ... 5-5 5.5.2. Region Approach ... 5-10 5.6 Perhitungan Line Balancing (U-Line) ... 5-13 5.6.1. Rank Positional Weight ... 5-14 5.6.2. Region Approach ... 5-18 5.7 Region Approach (U-Line) Adjustment ... 5-22 5.8Perhitungan Kapasitas Produksi Setelah Line Balancing ... 5-30 5.9Aliran Proses dan Layout Setelah Line Balancing ... 5-31 5.10Analisis ... 5-35 5.10.1. Analisis Pengurangan Operator... 5-35 5.10.2. Analisis Keuntungan dalam Penambahan Mesin Jahit ... 5-35 5.10.3. Analisis Kelemahan Lintasan Produksi Saat Ini ... 5-36 5.10.4. Analisis Metode Penyeimbangan Lintasan Usulan ... 5-36 5.10.5. Analisis Kelemahan dan Keunggulan Metode Usulan... 5-37 5.10.6. Analisis Bentuk Layout Lintasan Usulan ... 5-38 5.10.7. Analisis Penggabungan Elemen Kerja dan Pemilihan Operator ... 5-39
BAB 6 KESIMPULAN DAN SARAN
x Universitas Kristen Maranatha
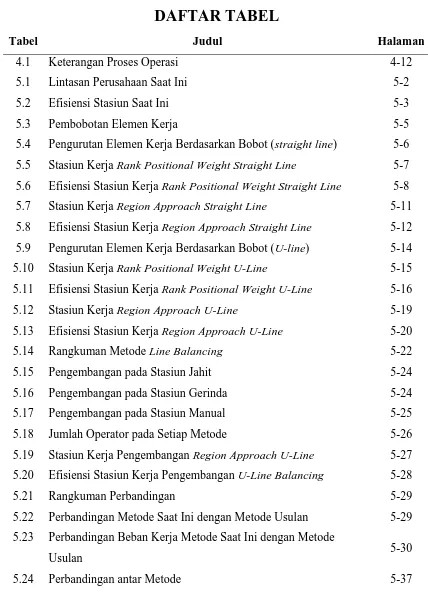
DAFTAR TABEL
Tabel Judul Halaman
4.1 Keterangan Proses Operasi 4-12
5.1 Lintasan Perusahaan Saat Ini 5-2
5.2 Efisiensi Stasiun Saat Ini 5-3
5.3 Pembobotan Elemen Kerja 5-5
5.4 Pengurutan Elemen Kerja Berdasarkan Bobot (straight line) 5-6 5.5 Stasiun Kerja Rank Positional Weight Straight Line 5-7 5.6 Efisiensi Stasiun Kerja Rank Positional Weight Straight Line 5-8
5.7 Stasiun Kerja Region Approach Straight Line 5-11
5.8 Efisiensi Stasiun Kerja Region Approach Straight Line 5-12 5.9 Pengurutan Elemen Kerja Berdasarkan Bobot (U-line) 5-14
5.10 Stasiun Kerja Rank Positional Weight U-Line 5-15
5.11 Efisiensi Stasiun Kerja Rank Positional Weight U-Line 5-16
5.12 Stasiun Kerja Region Approach U-Line 5-19
5.13 Efisiensi Stasiun Kerja Region Approach U-Line 5-20
5.14 Rangkuman Metode Line Balancing 5-22
5.15 Pengembangan pada Stasiun Jahit 5-24
5.16 Pengembangan pada Stasiun Gerinda 5-24
5.17 Pengembangan pada Stasiun Manual 5-25
5.18 Jumlah Operator pada Setiap Metode 5-26
5.19 Stasiun Kerja Pengembangan Region Approach U-Line 5-27 5.20 Efisiensi Stasiun Kerja Pengembangan U-Line Balancing 5-28
5.21 Rangkuman Perbandingan 5-29
5.22 Perbandingan Metode Saat Ini dengan Metode Usulan 5-29 5.23 Perbandingan Beban Kerja Metode Saat Ini dengan Metode
Usulan 5-30
xi Universitas Kristen Maranatha
DAFTAR GAMBAR
Gambar Judul Halaman
2.1 Diagram Precedence Dalam Bentuk Region Approach 2-9
2.2 Precedence diagram 2-11
2.3 U-Line Balancing 2-13
2.4 Phantom Network 2-14
3.1 Flowchart Penelitian 3-1
3-2 Flowchart Pengolahan Data 3-5
4.1 Struktur organisasi PT. Tenda Trijaya Indonesia 4-3 4.2 Contoh tenda pesta PT. Tenda Trijaya Indonesia 4-6 4.3 Contoh Tenda Carnaviel PT. Tenda Trijaya Indonesia 4-7 4.4 Contoh Tenda Dome PT. Tenda Trijaya Indonesia 4-7 4.5 Contoh Tenda Peleton PT. Tenda Trijaya Indonesia 4-8 4.6 Contoh Tenda Rigging PT. Tenda Trijaya Indonesia 4-8 4.7 Contoh Tenda Hanggar PT. Tenda Trijaya Indonesia 4-9
4.8 Peta Proses Operasi 4-11
4.9 Precedence Diagram 4-15
4.10 Layout Pabrik 4-16
4.16 Diagram Alir Lintasan Awal 4-19
Curriculum Vitae (CV)
1) Data Pribadi
Nama : Rahmi Nuraini Az-Zahra Gayo
Jenis kelamin : Perempuan
Tempat, tanggal lahir : Bandung, 08 Desember 1990 Kewarganegaraan : Indonesia
Status perkawinan : Belum Menikah Tinggi, berat badan : 150 cm, 40 kg
Agama : Islam
Alamat lengkap : Jl. Pinus Barat no 17. Pinus Regency. Soekarno-Hatta. Bandung.
Telepon, HP : 085659337336
E-mail : [email protected]
2) Pendidikan » Formal
1996 – 2002 : SD Negeri Tikukur I, Bandung. 2002 – 2005 : SMP Negeri 2, Bandung. 2005 – 2008 : SMA Negeri 7, Bandung. » Non Formal
3) Pengalaman Kerja
a. Bekerja di Bio (Pameran lukisan tunggal R.Aas Rukasa) gedung CCF, Bandung.
Periode : 2006 (1 minggu) Status : Freelance. Posisi : Guide.
b. Bekerja di Tan Popo, Bandung. Periode : 2009
Status : Freelance.
Posisi : Guru Les Matematika SMP. c. Bekerja di 11-12 ACT, Bandung.
Periode : 2007 – Sekarang. Status : Freelance.
Posisi : Pemasang alat outbond dan Mentor.
d. Bekerja di Laboratorim Statistika, Teknik Industri UKM Bandung. Periode : 2009 – Sekarang.
1-1 Universitas Kristen Maranatha
BAB I
PENDAHULUAN
1.1 Latar Belakang Masalah
Saat ini kebutuhan masyarakat terhadap tenda semakin tinggi, baik untuk acara konser, bazaar, camping, berjualan, bantuan bencana alam, hingga kegiatan-kegiatan kemanusiaan lainnya. Hal ini memberikan dampak yang cukup berpengaruh terhadap industri tenda di Indonesia, karena jumlah industri tenda di Indonesia yang tergolong sedikit. Industri tenda di Indonesia, harus meningkatkan performansi guna memenuhi kebutuhan masyarakat.
PT. Tenda Trijaya Indonesia merupakan salah satu perusahaan yang memproduksi macam-macam tenda seperti tenda peleton, tenda regu, tenda carniviel, tenda kerucut, kantong mayat, dan keperluan kemanusiaan lainnya. Produk yang diproduksi mass production adalah tenda kerucut, produk-produk lain diproduksi secara job order. Perusahaan ini memiliki kenaikan permintaan yang cukup signifikan terutama pada produk tenda kerucut. Namun, dalam lintasan mass production (tenda kerucut) sering terjadi lost sales atau karyawan harus lembur karena tidak dapat memenuhi target produksi. Lintasan yang tidak seimbang menjadi salah satu penyebab dari maslah tersebut. Oleh karena itu perlu melakukan perbaikan keseimbangan lintasan produksi tenda kerucut.
Ada beberapa masalah dalam lintasan produksi tenda kerucut, sehingga perusahaan tidak dapat mencapai target produksi. Masalah tersebut diantaranya terjadi antrian yang cukup signifikan di stasiun kerja 5, sedangkan di stasiun kerja 1, 2, 3, 9, dan 10 terjadi delay yang cukup lama. Sehingga perlu diusulkan metode yang dapat memecahkan masalah tersebut.
Bab 1 Pendahuluan 1-2
Tugas Akhir Teknik Industri Universitas Kristen Maranatha
1.2 Identifikasi Masalah
Perusahaan yang diamati adalah PT. Tenda Trijaya Indonesia yang berada di Jl. Komplek Gempol Asri No.47, Bandung, Jawa Barat. Masalah yang terjadi adalah permintaan yang semakin meningkat sehingga hasil produksi tidak dapat memenuhi target produksi perusahaan. Dalam lintasan tenda kerucut waktu stasiun kerja setiap stasiun yang tidak seimbang, mengakibatkan terjadi delay di stasiun kerja 1, 2, 3, 9, dan 10, selain itu terjadi antrian yang cukup signifikan di stasiun kerja 5.
Penulis berharap dapat membantu pihak perusahaan dalam menyelesaikan masalah delay dan antrian dengan mempertimbangkan jenis mesin yang digunakan pada setiap stasiun kerja, sehingga target produksi perusahaan dapat tercapai dengan baik.
1.3 Pembatasan Masalah dan Asumsi
Adapun pembatasan kajian masalah dan asumsi yang dibuat karena keterbatasan waktu, tenaga, dan biaya, adalah sebagai berikut.
Pembatasan masalah yang dilakukan dalam penelitian adalah :
Produk yang diamati adalah tenda kerucut yang biasa digunakan untuk stand dalam suatu event (mass production) dengan ukuran 3x3 meter,
karena tidak dapat memenuhi target produksi.
Asumsi yang digunakan dalam penelitian ini adalah : 1. Mesin yang akan digunakan berada dalam kondisi baik. 2. Bahan baku yang akan digunakan selalu tersedia. 3. Operator pada setiap stasiun kerja sudah terampil.
4. Data waktu tiap elemen kerja merupakan data waktu standar yang telah ditentukan dari pihak perusahaan.
1.4 Perumusan Masalah
Bab 1 Pendahuluan 1-3
Tugas Akhir Teknik Industri Universitas Kristen Maranatha 2. Metode apa yang tepat untuk menyeimbangkan lintasan produksi
perusahaan?
3. Manfaat apa yang bisa diperoleh perusahaan melalui penerapan metode penyeimbangan lintasan produksi yang diusulkan, serta kelemahan dari metode usulan?
1.5 Tujuan Penelitian
Penelitian ini dilakukan dengan tujuan sebagai berikut : 1. Mengidentifikasi kelemahan lintasan produksi saat ini.
2. Mengusulkan metode yang tepat untuk digunakan oleh pihak perusahaan.
3. Mengidentifikasi manfaat yang bisa diperoleh perusahaan melalui penerapan metode usulan, dan mengidentifikasi kelemahannya.
1.6 Sistematika Penulisan
Sistematika penulisan yang dilakukan oleh penulis dalam melakukan penelitian adalah :
BAB 1 PENDAHULUAN
Bab ini membahas tentang latar belakang masalah, identifikasi masalah, pembatasan masalah, perumusan masalah, tujuan penelitian, serta sistematika penulisan.
BAB 2 TINJAUAN PUSTAKA
Bab ini membahas tentang teori-teori yang digunakan sebagai dasar penelitian dan digunakan dalam membantu pemecahan masalah yang ada.
BAB 3 METODOLOGI PENELITIAN
Bab 1 Pendahuluan 1-4
Tugas Akhir Teknik Industri Universitas Kristen Maranatha BAB 4 PENGUMPULAN DATA
Bab ini menunjukan pengumpulan informasi dan data perusahaan yang diteliti melalui observasi langsung, wawancara, pengamatan dan pengukuran langsung data-data yang dibutuhkan.
BAB 5 PENGOLAHAN DATA DAN ANALISIS
Bab ini berisi tentang pengolahan data yang telah diperoleh dari pengumpulan data, kemudian dianalisis. Hasil yang dianalisis akan menjadi acuan dalam melakukan usulan terhadap perusahaan.
BAB 6 KESIMPULAN DAN SARAN
6-1 Universitas Kristen Maranatha
BAB VI
KESIMPULAN DAN SARAN
6.1. Kesimpulan
Dari hasil pengolahan dan analisis, dapat disimpulkan bahwa: 1. Kelemahan lintasan saat ini
Jumlah stasiun kerja lebih banyak yang mengakibatkan jumlah operator lebih banyak.
Efisiensi lintasan sangat rendah. Balance delay lebih tinggi.
Output yang dihasilkan sebanyak 192 unit/bulan. Sehingga target produksi sebanyak 230 unit/bulan tidak terpenuhi.
2. Metode usulan yang cocok untuk kasus PT. Tenda Trijaya Indonesia adalah line balancing tipe U-line karena proses pembuatan tenda kerucut dilakukan secara manual pada elemen kerja awal dan akhir, sedangkan pemesinan dilakukan di tengah proses. Metode line balancing tipe U-line dapat menggabungkan elemen kerja awal dengan
elemen kerja akhir, sehingga memberikan hasil yang lebih baik dibandingkan tipe straight line. Berdasarkan jumlah stasiun kerja dan efisiensi lintasan, metode yang terpilih adalah metode Region Approach tipe U-line karena besar efisiensi lintasan paling tinggi dan balance delay paling rendah. Setelah perhitungan metode Region Approach tipe U-line, target produksi belum tercapai sehingga dilakukan pengembangan metode Region Approach tipe U-line.
Bab 6 Kesimpulan dan Saran 6-2
Tugas Akhir Teknik Industri Universitas Kristen Maranatha besar nilai efisiensi lintasan sebesar 90,7% dan nilai balance delay sebesar 9,3%
Keunggulan dari penerapan metode usulan adalah sebagai berikut: Efisiensi lintasan semakin tinggi
Balance delay lebih kecil Waktu siklus yang lebih rendah Ouput yang dihasilkan lebih tinggi
Mengurangi jumlah operator sebanyak satu orang.
Mengurangi jumlah penggunaan alat seperti gergaji besi sebanyak satu buah dan spidol sebanyak satu buah.
Target produksi perusahaan sebesar 230 unit/bulan dapat tercapai oleh pengembangan metode U-line balancing yang dapat memproduksi sebanyak 262 unit/bulan.
Perusahaan memindahkan seorang operator tenda kerucut ke pembuatan tenda di lintasan job order.
Kelemahan dari penerapan metode usulan adalah sebagai berikut: Kelemahan yang pada metode usulan ini yaitu metode ini perlu
menambah mesin jahit.
Operator mendapatkan beban kerja yang lebih bervariasi
6.2. Saran
Saran untuk perusahaan adalah sebagai berikut :
Mengimplementasikan metode usulan agar dapat memenuhi target produksi, mengurangi jumlah stasiun kerja dan operator, menambah efisiensi kerja, serta memperkecil balance delay.
Bab 6 Kesimpulan dan Saran 6-3
Tugas Akhir Teknik Industri Universitas Kristen Maranatha Menentukan dengan cermat pemilihan operator yang akan tetap bekerja
pada lintasan proses produksi tenda kerucut dan operator yang akan pindah ke lintasan job order.
Saran untuk perusahaan adalah sebagai berikut :
Universitas Kristen Maranatha
DAFTAR PUSTAKA
1. Baroto, Teguh. Perencanaan dan Pengendalian Produksi. Jakarta: Ghalia Indonesia.
2002.
2. Becker, C., and Scholl, A., 2006. “A Survey on Problems and Methods in Generalized
Assembly.
3. Bedworth, D. Integrated Production Control System. New York: John Willey and Sons
Inc. 1982.
4. Boysen, N., Fliedner, M., and Scholl, A., 2007. “A Classification of Assembly Line Balancing.
5. Chiang, W. C., and Urban, T. L., 2006. “The Stochastic U-line Balancing Problem: A Heuristic.
6. Elsayed, E. A., 1994. Analysis and Control of Production System. Prentice Hall, Inc., New Jersey.
7. Gasperz, Vincent. Production Planning And Inventory Control. Jakarta: PT Gramedia
Pustaka Utama. 2004.
8. Gokcen, H., and Agpak, K., 2006. “A Goal Programming Approach to Simple U-Line
Balancing.
9. Kusuma, Hendra. Perencanaan dan Pengendalian Produksi. Yogyakarta: Andi. 2001.
10. Nasution, S., Prof. (1999). Metode Penelitian Naturalistik Kualitatif. Penerbit Tarsito, Bandung.
11. Sutalaksana, Iftikar Z. Teknik Perancangan Sistem Kerja. Bandung: Institut Teknologi
Bandung. 2006.
12. Urban, T. L., 1998. “Note: Optimal Balancing of U-Shaped Assembly Lines.” Management Science, Vol. 44, pp. 738-741.