PERENCANAAN PEMBUATAN ALAT TENSIONER DENGAN SISTEM PEGAS
UNTUK KAWAT KUMPARAN PADA PRODUK 2000kVA HINGGA 6000 kVA
DI MESIN WINDING JMW 120/5T
Restu Galih Respati
Politeknik Manufaktur Negeri Bandung, Jalan Kanayakan No.21 Dago Bandung
E-mail : [email protected] Abstrak
Kumparan merupakan bagian dari sebuah transformator distribution yang dibuat melalui proses winding/pembelitan kawat pada sebuah mandreel. Ketegangan atau defleksi kawat pada saat proses winding adalah hal utama yang harus diperhatikan karena akan berpengaruh terhadap kualitas lilitan kawat kumparan. Tensioner merupakan alat bantu yang berfungsi untuk menjaga besar defleksi kawat pada proses winding.
Rancangan tensioner yang direncanakan untuk pembuatan kumparan pada produk 2000 hingga 6000kVA dengan material kawat dari tembaga atau aluminium akan menggunakan sistem spring/pegas sebagai pemberi gaya melalui plat untuk menjepit wire. Besarnya gaya yang sudah diberikan dapat dilihat dari besarnya defleksi yang terjadi pada spring.
Perencanaan proses pembuatan dilakukan untuk menentukan tahapan proses pemesinan mulai dari raw material hingga menjadi komponen, tempat pengerjaan material, hingga waktu perkiraan serta biaya yang dibutuhkan untuk membuat alat ini. Sehingga dengan adanya rancangan konstruksi dan perencanaan pembuatan tensioner, diharapkan bahwa alat ini bisa dibuat dan mampu menunjang kebutuhan produksi.
Kata kunci : kumparan, tensioner.
PENDAHULUAN
PT Lucky Light Globalindo adalah sebuah perusahaan yang bergerak di bidang manufaktur untuk proses pembuatan transformator distribution, untuk proses produksi perusahaan ini dibagi menjadi tujuh bagian yang salah satunya adalah proses winding.
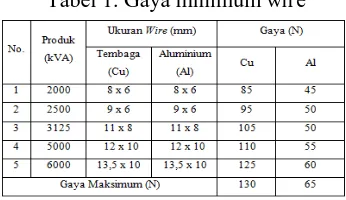
Proses winding adalah proses pembelitan kawat tembaga atau aluminium untuk menjadi sebuah kumparan. Pada pembuatan kumparan, besarnya gaya minimum yang diterima wire sebelum proses pembelitan itu berbeda- beda khususnya untuk produk,,2000,,hingga,,6000,kVA.
Tabel 1. Gaya minimum wire
Oleh karena itu, agar gaya yang diterima wire tercapai maka dibutuhkan suatu alat yang bernama tensioner.
Gambar 1. Rancangan tensioner perusahaan
Gambar 2. Contoh tensioner dan pembelitan kawat kumparan di perusahaan lain
wire
Dengan demikian, untuk proyek akhir ini akan membahas mengenai rancangan konstruksi tensioner dengan sistem pegas dan perencanaan pembuatan alat tensioner untuk kawat kumparan pada produk 2000 kVA hingga 6000 kVA di mesin winding JMW120/5T.
Gambar 3. Mesin winding JMW 120/5T
TINJAUAN PUSTAKA
Pegas
Pegas (spring) adalah benda elastis yang dapat digunakan untuk menyimpan energi khususnya energi mekanis. Suatu pegas memiliki elastisitas yang membuat pegas tersebut dapat meregang dan merapat apabila ada gaya yang bekerja pada sistem pegas tersebut. Menurut hukum Hooke besarnya gaya yang bekerja pada suatu pegas sebanding dengan perubahan jarak dari posisi normalnya dan dapat dinyatakan dengan.
Dimana F adalah gaya yang bekerja (N), k adalah konstanta pegas (N/m) dan x adalah perubahan panjang dari posisi normalnya (m).[3]
F = k.
diaman
PTFE (Polytetra fluorethylene)
PTFE adalah plastik yang mempunyai sifat diluar kebiasaan dari sifat plastik lainnya. PTFE ini lebih tahan terhadap bahan kimia dan bahan pelarut, licin dan koefisien geseknya sangat rendah (µ = 0,1), liat, kuat dan kekuatan tariknya baik (20N/mm2).[2]
METODE
Perencanaan pembuatan tensioner dilakukan dengan urutan langkah-langkah kegiatan:
Membuat daftar tuntutan teknis alat. Perancangan konstruksi alat. Perencanaan pembuatan alat.
Perkiraan estimasi waktu dan biaya pembuatan alat.
RANCANGAN ALAT TENSIONER
Daftar tuntutan teknis alat
Daftar tuntutan teknis digunakan sebagai acuan dalam proses perancangan sehingga rancangan alat yang akan dibuat harus memenuhi tuntutan-tuntutan teknis tersebut. Berikut adalah daftar tuntutan teknis.
Tabel 2. Daftar tuntutan teknis
Perancangan konstruksi alat
Perancangan konstruksi alat difokuskan pada kegiatan penentuan part yang digunakan, khususnya untuk media pemberi gaya dan material plat penjepit yang digunakan untuk menekan kawat kumparan sebelum proses pembelitan berlangsung. Proses pemberian gaya terhadap kawat kumparan dapat dilihat pada gambar 5.
Gambar 5. Tension Process Gambar 4. Pegas
Dimana : untuk menekan kawat kumparan adalah pegas.
2. Perhitungan tebal minimum plat penjepit Plat penjepit merupakan media yang digunakan untuk menjepit kawat kumparan, sehingga tebal minimum plat yang akan digunakan di sesuaikan dengan gaya/beban yang akan terjadi pada plat, maka tebal minimum plat (h) dapat untuk menerima gaya maksimum sebesar 130N adalah 3,78mm.
Spesifikasi alat tensioner
Setelah hasil perancangan dilakukan, maka didapat spesifikasi tensioner sebagai berikut.
Gambar 6. Konstruksi tensioner
Rancangan tensioner ini memiliki spesifikasi : Tensioner dengan dimensi total panjang
1850mm, lebar 476cm dan tinggi 1712mm. Pegas tekan dengan kode katalog
DWC-112-13K merk diamond wire dengan free length 25,4mm, total deflection 33,93mm dan gaya maksimum 263,43N.
Plat penjepit dengan dimensi total panjang 100mm, 50mm dan tebal 10mm. Plat penjepit dengan material PTFE
dengan tensile strength 20N/mm2.
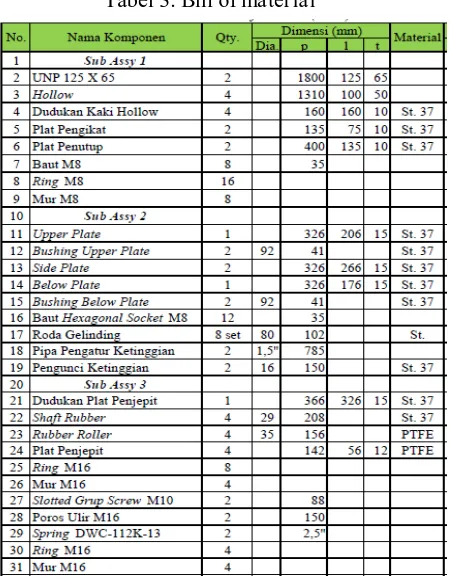
Untuk membangun alat tensioner seperti hasil rancangan, maka dibutuhkan sejumlah komponen standar dan raw material seperti terlihat pada tabel bill of material berikut.
Tabel 3. Bill of material �� ���� =���
PERENCANAAN PEMBUATAN ALAT
Pada tahap ini direncanakan mengenai tempat pengerjaan dari komponen nonstandar, rencana tahapan pemesinan komponen hingga rencana perakitan komponen.
1. Tempat pengerjaan komponen nonstandar Tempat pengerjaan komponen disesuaikan dengan fasilitas dan material yang tersedia diperusahaan, sehingga hal ini bisa menekan biaya produksi yang harus disediakan oleh perusahaan.
2. Rencana tahapan proses pemesinan
Rencana tahapan proses pemesinan ini digunakan untuk merencanakan bagaimana tahapan proses pemesinan yang dilakukan pada raw material untuk menjadi komponen yang dibutuhkan. Berikut adalah contoh tahapan proses pemesinan.
Tabel 4. Contoh rencana tahapan proses pemesinan
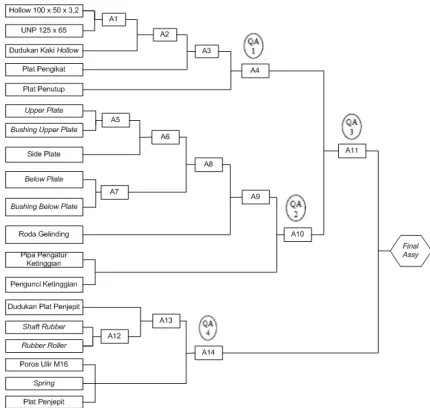
3. Perencanaan perakitan komponen
Perencaan ini digunakan untuk menentukan bagaimana tahapan proses perakitan dari komponen-komponen tensioner.
ESTIMASI WAKTU DAN BIAYA
PEMBUATAN ALAT
Estimasi waktu
Estimasi waktu ini digunakan untuk memperkirakan seberapa lama waktu yang dibutuhkan untuk membuat komponen non standar hingga selesainya proses assembling dari alat yang akan dibuat.
Tabel 5. Estimasi waktu
No. Proses Waktu (jam)
1 Pemesinan 41,71
2 Assembling 0,94
Jumlah Total 42,65
Dari tabel 4, dapat disimpulkan bahwa perkiraan waktu yang dibutuhkan untuk membuat alat ini adalah 42,65 jam.
Estimasi biaya
Estimasi biaya ini digunakan untuk memperkirakan berapa biaya total yang dibutuhkan untuk membuat alat ini.
Tabel 5. Estimasi biaya
No. Biaya Jumlah (Rp.) 1. Pemesinan 1.510.527,88 2. Operator 538.330,80 3. Komponen Standar 1.495.732,00 4. Komponen Non Standar 2.995.844,81
Jumlah Total (JT) 6.540.435,49
No. Biaya Jumlah (Rp.) 1. Jumlah Total 6.540.435,49
2. Over Head (20% JT) 1.308.087,00
Biaya Total 7.848.522,59
Dari tabel 5, dapat disimpulkan bahwa perkiraan biaya yang dibutuhkan untuk membuat alat ini adalah Rp 7.848.522,59.
KESIMPULAN
Dari proyek akhir ini maka dapat disimpulkan sebagai berikut:
Panjang langkah dari tensioner adalah 1500mm
Tinggi minimum dari tensioner adalah 1550 mm dan maksimum 1900 mm.
Gaya maksimum dari pegas yang digunakan lebih dari 130N.
Media yang digunakan untuk menekan kawat adalah plat PTFE.
Total waktu perkiraan yang didapat dari proses perencanaan pembuatan tensioner adalah 42,65 jam.
Total biaya perkiraan dari pembuatan tensioner adalah Rp 7.848.522,59
Ucapan Terima Kasih
Penulis mengucapkan terima kasih kepada :
1. PT Lucky Light Globalindo yang telah memberikan proyek ini kepada penulis. 2. Bapak Fitriana Muhsin sebagai pembimbing PPI.
3. Bapak Herman Budi Harja, MT. Sebagai dosen pembimbing di POLMAN Bandung
Referensi/Daftar Pustaka
1. Politeknik Manufaktur Bandung. Ilmu Kekuatan Bahan (momen bengkok). Bandung: Politeknik Manufaktur Bandung.
2. Politeknik Manufaktur Bandung. Pengetahuan Bahan 3. Bandung : Politeknik Manufaktur Bandung.