PENENTUAN MATRIKS MORFOLOGI PADA PERANCANGAN MESIN ROL
PERATA MATERIAL PELAT BAJA SEBAGAI BAHAN BAKU PIPA
Muhammad Tsabitulhaq Ashshidiq1), Muhammad Sjahrul Annas2) 1)Mahasiswa,2)Dosen
Jurusan Teknik Mesin Fakultas Teknologi Industri Universitas Trisakti E-mail:[email protected]
Abstrak
Pipa baja merupakan salah satu produk turunan dari baja yang dikategorikan sebagai industri hilir yang banyak digunakan baik untuk aplikasi struktural maupun media pengaliran. Permasalahan yang sering terjadi pada mesin perata (flattening) pelat tersebut adalah tidak ratanya (unflat) pelat baja saat proses pembuatan pipa baja. Kerataan pelat baja sangatlah penting karena berpengaruh terhadap pembentukan profile pipa. Mesin perata (flattening) pelat adalah salah satu komponen mesin yang digunakan dalam pembuatan pipa baja yang berfungsi untuk meratakan (flat) lembaran pelat baja. Rolling
adalah suatu proses deformasi dimana ketebalan dari benda kerja direduksi
(dikurangi) menggunakan gaya tekan dengan menggunakan dua buah roll
atau lebih. Perancangan ini dilakukan menggunakan metoda VDI 2221 dengan
tahapan: klasifikasi tugas, perancangan konsep, perancangan wujud,
perancangan detail. Pada tulisan ini perancangan dibatasi hanya sampai penentuan matriks morfologi saja.
Kata kunci:pipa baja, perata pipa, VDI 2221,matriks morfologi
Pendahuluan Latar Belakang
Proses pengerolan merupakan salah satu proses manufaktur yang sangat berperan dalam pembuatan produk manufaktur diantaranya manufaktur pipa baja. Di zaman pembangunan sekarang ini, keberadaan pipa sangat dibutuhkan khususnya untuk saluran air, saluran gas, saluran minyak, tiang konstruksi dan sarana-sarana lain yang dewasa ini banyak didirikan dan dibangun[1]. Pipa baja merupakan salah satu produk
turunan dari baja yang dikategorikan sebagai industri hilir yang banyak digunakan baik untuk aplikasi struktural maupun media pengaliran.
Metode pembuatan pipa baja yang dikenal salah satu diantaranya yaitu pipa yang di las (welded) atau yang sering disebut dengan pipa Electrical Resistance Welded (ERW). Proses pembuatan pipa baja dengan metode Electrical Resistance Welded (ERW) melalui proses pemesinan sepertiHRC Loading,Accumulator,Forming Stand,HF Electric Welding,Post Weld Heat Treatment danSizing Stand[2]. Proses pertama dan kedua pada pembuatan pipa baja
dengan metode Electrical Resistance Welded (ERW) yaitu mesin HRC Loading dan mesin Accumulator. Dan diantara mesin HRC Loading dan mesin Accumulator terdapat mesin perata(flattening)pelat dimana mesin tersebut berfungsi untuk meratakan pelat baja.
Permasalahan yang sering terjadi pada mesin perata (flattening) pelat tersebut adalah tidak rata nya (unflat) pelat baja saat proses pembuatan pipa baja. Kerataan pelat baja sangatlah penting karena berpengaruh terhadap pembentukan profile pipa[2].
Tulisan ini bertujuan untuk menentukan matriks morfologi mesin perata(flattening) dimana pelat akan digunakan sebagai bahan baku mesinElectrical Resistance Welded (ERW).
Studi Pustaka
Mesin Perata(Flattening)
Mesin perata(flattening)pelat adalah salah satu komponen mesin yang digunakan dalam pembuatan pipa baja yang berfungsi untuk meratakan(flat)lembaran pelat baja[2]. Mesin
perata (flattening) pelat yang diharapkan adalah mampu mendapatkan kerataan dengan toleransi yang ada pada standarASTM.
Hot Roll Coil (HRC)[3]
Baja lembaran panas yang berupa coil atau pelat baja adalah jenis produk baja yang dihasilkan dari proses pengerolan panas. Ketebalan pelat baja lembaran panas berkisar 0,18 [mm] hingga 25 [mm], sedangkan lebarnya antara 600 [mm] hingga 2060 [mm]. Produk baja lembaran panas dapat diberikan dalam bentukcoilatau pelat.
Kondisinya berupa gulungan. Penggunaan baja lembaran panas meliputi aplikasi seperti, konstruksi umum, pipa baja, tabung, rangka otomotif, boiler, konstruksi kapal, jalur pipa minyak dan gas.
Gambar 1.Hot Roll Coil (HRC)
PengertianRolling(Pengerolan)
Rolling adalah suatu proses deformasi dimana ketebalan dari benda kerja direduksi
(dikurangi) menggunakan daya tekan dan menggunakan dua buah roll atau lebih. Roll
berputar untuk menarik dan menekan secara bersamaan benda kerja yang berada diantaranya. Pada proses pengerolan, benda dikenai tegangan kompresi yang tinggi yang
berasal dari gerakan jepit roll dan tegangan geser-gesek permukaan sebagai akibat
gesekan antararolldan logam. Selama prosesroll, tegangan ini mengakibatkan terjadinya
Pada umumnya tujuan utama pengerollan adalah untuk memperkecil tebal benda kerja[4],
tetapi pada perancangan ini yang diharapkan adalah kerataan hasil pengerolan.
Flattening rolling merupakan pengerolan yang dilakukan untuk meratakan suatu pelat baja. Proses pengerolan ini merupakan proses pengerolan yang paling sederhana di mana hanya menghasilkan bentuk benda yang datar atau rata[5]
Gambar 2. Prosesrollingplat baja[6]
Keterangan:
to : Ketebalan awal
tf : Ketebalan akhir
vr : Kecepatanroll
vo : Kecepatan awal
vf : Kecepatan akhir
L :Contact length R :Rollradius P :Roll pressure
Metode VDI 2221
Perancangan teknik (Enginering Design) merupakan usaha untuk membuat suatu alat dengan hasil yang terbaik. Keinginan mewujudkan alat tersebut dapat diwujudkan dengan berbagai macam cara dan metode perancangan. Pada metode perancangan, mendesain berarti menjabarkan ide yang dimiliki untuk menyelesaikan suatu masalah. Dengan diperolehnya ide diperlukan suatu metode yang dapat dipergunakan untuk mewujudkan ide tersebut hingga menghasilkan sebuah karya yang riil dan dapat dipertangggung jawabkan secara ilmiah.
Hal ini mendorong persatuan insinyur Jerman (Verein Deutscher Ingenieure / VDI) membuat suatu metode perancangan produk yang disebut metode VDI 2221. Metode tersebut adalah “Pendekatan sistematik terhadap design untuk sistem teknik dan produk teknik” (Systematic Approach To The Design Of Technical System And Product) yang dijabarkan oleh G. Pahl dan W. Beitz.
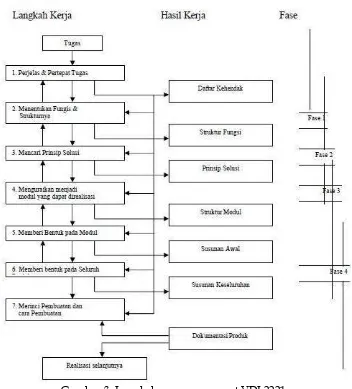
Gambar 3. Langkah umum menurut VDI 2221
Proses perancangan dengan metode VDI 2221 dibagi dalam beberapa tahapan yaitu: a) Klasifikasi Tugas(Clasification of the task)
b) Perancangan Konsep(Conseptual Design) c) Perancangan Wujud(Embodiment Design) d) Perancangan Detail(Detail Design)
Klasifikasi Tugas
Klasifikasi tugas meliputi pengumpulan informasi tentang permasalahan serta mengidentifikasi kendala-kendala yang dihadapi untuk mencapai solusi akhir. Informasi ini merupakan acuan penyusunan spesifikasi.
Spesifikasi berisi persyaratan yang diharapkan dipenuhi oleh konsep yang sedang dibuat. Hal ini yang perlu diperhatikan adalah membedakan sebuah persyaratan merupakan sebagai suatu tuntutan(demand)atau keingninan(wishes).
tersebut dapat diuraikan syarat-syarat yang bersangkutan untuk kemudian dibuat daftar spesifikasinya.
Perancangan Konsep
Perancangan konsep membahas gambaran perancangan, pembuatan struktur fungsi, pencarian dan kombinasi prinsip solusi, pemilihan kombinasi yang sesuai, pembuatan varian konsep, serta evaluasi. Perancangan konsep(conseptual design)meliputi.
Gambaran Perancangan (Abstraksi)
Tujuan gambaran perancangan adalah mengetahui masalah utama yang dihadapi dalam perancangan. Prinsipnya adalah mengabaikan hal-hal yang bersifat khusus dan memberikan penekanan pada hal-hal yang bersifat umum dan esensial. Dengan demikian daftar spesifikasi yang sudah dibuat dianalisa dan dihubungkan dengan fungsi yang diinginkan serta kendala yang ada. Abstarksi dapat dilakukan dengan langkah-langkah: a) Menghilangkan pilihan diri sendiri(personal preference)
b) Mengesampingkan syarat yang tidak mempunyai pengaruh besar terhadap produk c) Mengubah data kuantitatif dan kualitatif
d) Realisasi langkah sebelumnya e) Merumuskan masalah utama
Pembuatan Struktur Fungsi
Struktur Fungsi Keseluruhan(overall function)
Setelah masalah utama diketahui, kemudian dibuat struktur fungsi secara keseluruhan. Struktur fungsi ini digambarkan dengan balik diagram yang menghubungkan antara input dan output berupa aliran energi, material atau sinyal.
Metode Perancangan
Daftar Kehendak (spesifikasi)
Spesifikasi adalah daftar persyaratan kemampuan (performa) dan sifat-sifat yang harus dimiliki oleh alat yang akan dirancang. Dalam mempersiapkan daftar spesifikasi ini tindakan yang dilakukan adalah menerima semua hal yang termasuk dalam permintaan (demand) dan keinginan (wishes). Kemudian demand dan wishes tadi akan dikelompokan dan dipisah-pisahkan dalam klasifikasi perancangan. Berikut ini daftar kehendak dalam pembuatan mesin rol perata material pelat baja sebagai bahan baku pipa:
Pengoperasian dapat dilakukan oleh satu orang saja.
Penggunaan material yang mudah di dapatkan di pasaran seperti (carbon steelSS 400). Design simple
Aman dan mudah dalam pengoperasian.
Tidak perlu skill khusus dalam pengoperasiannya Mudah dalam perawatan dan bisa dibongkar pasang. Tidak menimbulkan polusi dan ramah lingkungan. Tidak memerlukan tempat yang luas
Klarifikasi Tugas
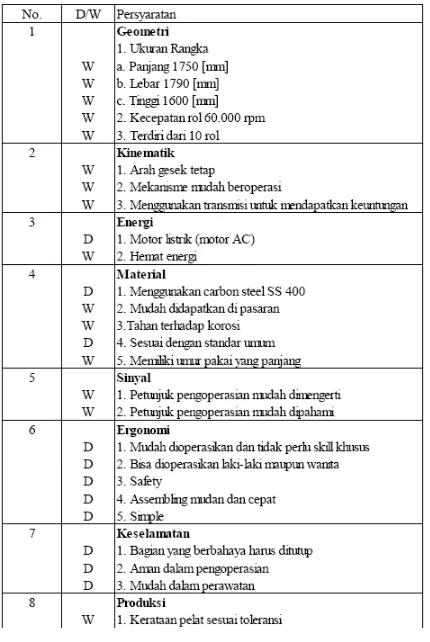
Berdasarkan data diatas, maka dibuatlah daftar spesifikasi sabagai berikut :
Prinsip Solusi
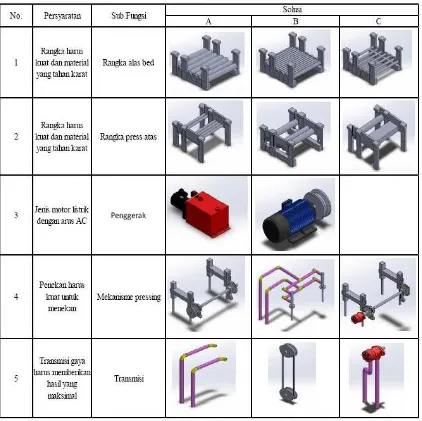
Setelah dibuat struktur fungsi secara kesuluruhan, maka penulis berusaha menterjemahkannya menjadi matriks prinsip solusi. Matriks ini terdiri dari beberapa komponen utama mesin rol yang dirancang, jumlah alternatif pada masing-masing kolom dibuat sebanyak mungkin. Hal ini dibuat untuk memudahkan kita membuat sebanyak mungkin varian solusi. Pada gambar dibawah adalah matriks prinsip solusi mesin rol perata plat
Secara umum prinsip solusi penulis bagi menjadi beberapa bagian berdasarkan fungsinya menjadi (lihat gambar 4):
1. Rangka alas bed, merupakan komponen yang berfungsi sebagai tempat dudukan komponen-komponen lainnya.
2. Rangka press atas, merupakan komponen yang berfungsi untuk menekan atau press pelat baja.
3. Penggerak, merupakan komponen yang berfungsi untuk menggerakan mesin rol 4. Mekanismepressing, berfungsi untuk menekan press atas dan bawah
5. Transmisi, merupakan komponen yang meneruskan tenaga
Berdasarkan gambar diatas maka penulis dapat melanjutkan rancangan mesin rol plat untuk disesuaikan dengan spesifikasi yang sudah dibuat diatas.
Kesimpulan
Berdasarkan tulisan di atas dapat disimpulkan:
a. Untuk membuat pipa yang sempurna diperlukan kerataan plat yang sesuai dengan standar, untuk meratakan plat diperlukan mesin rol yang sesuai dengan kondisi plat b. Pada perancangan mesin rol dengan metode VDI 2221 dengan tahapan: penjabaran
tugas, penentuan konsep perancangan, pertancangan wujud, perancangan rinci c. Pada tahapan penjabaran tugas perlu disusun spesifikasi, lihat tabel 1.
d. Untuk menetapkan disain terbaik maka dibuatlah beberapa varian alternatif, tabel prinsip solusi (gambar 4) sebagai sarananya
e. Prinsip solusi terdiri dari 5 bagian utama, yaitu: rangka alas bed, rangka press atas, penggerak, mekanismepressing, transmisi,
f. Dengan ditetapnyanya prinsip solusi, maka proses disain selanjutnya dapat dilakukan.
Daftar Pustaka
Faridah, A “Teknik Pembentukan Plat”, Jilid I, Direktorat Pembinaan Sekolah Kejuruan, Direktorat Jendral Manajemen Pendidikan Dasar dan Menengah, Departemen Pendidikan Nasional, Jakarta, 2008
Astrilia Rostiana, “Perancangan Rol Perata Material Pelat Logam Sebagai Bahan Baku Kompor Batik di CV. Bintang Mas, Semanggi, Surakarta” Skripsi, Jurusan Teknik Industri, Universitas Sebelas Maret, 2011.
PT. KHI Pipe Industries Company, 2011

![Gambar 2. Proses rolling plat baja[6]](https://thumb-ap.123doks.com/thumbv2/123dok/3560390.1447400/3.595.221.383.161.324/gambar-proses-rolling-plat-baja.webp)