BAB IV
PROSES ASSEMBLY POWER SECTION APU GTCP85-129 4.1 Pengantar
Proses assemble power section dibagi menjadi 3 tahapan proses assembly yaitu : 1. Assembly rotating group
2. Assembly component support
3. Penggabungan component rotating group dengan component support
Gambar 4.12 assembly power section
4.2 Alat Bantu
Dalam proses assembly Power Section membutuhkan beberapa alat bantu diantaranya terbagi dalam 2 kelompok besar yaitu :
1. Special tools 2. Personal tools
4.2.1 Special tools
1. Turbine wheel and shaft holder
Sebagai penyangga turbine wheel dan shaft selama assemble rotating group berlangsung.
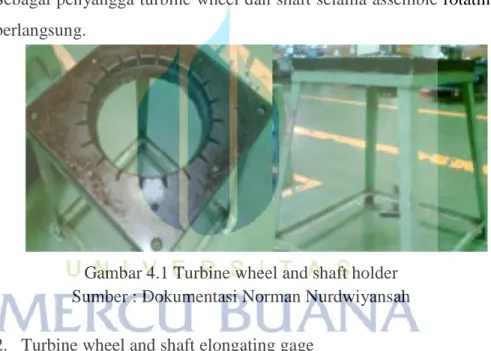
Gambar 4.1 Turbine wheel and shaft holder Sumber : Dokumentasi Norman Nurdwiyansah 2. Turbine wheel and shaft elongating gage
Digunakan pada langkah kerja stretching, fungsinya untuk meregangkan wheel and shaft.
Gambar 4.2 Turbine wheel and shaft elongating gage Sumber : Dokumentasi Norman Nurdwiyansah
3. Torque wrench
Berfungsi untuk mengukur besarnya torsi pada saat mengencangkan nut.
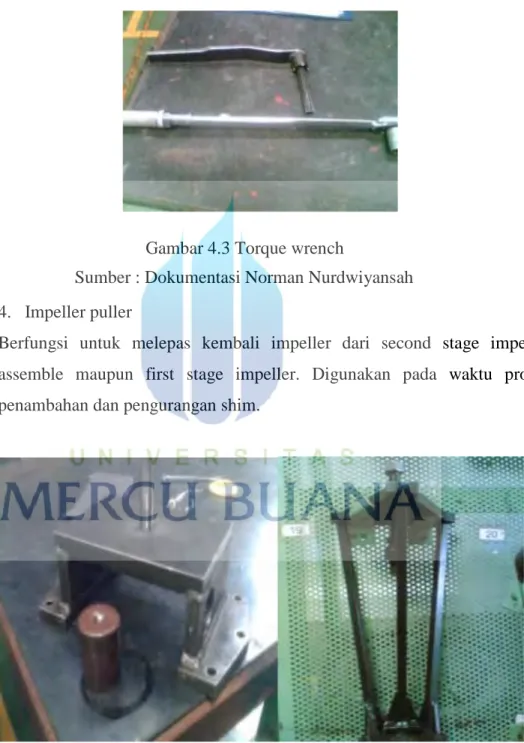
Gambar 4.3 Torque wrench
Sumber : Dokumentasi Norman Nurdwiyansah 4. Impeller puller
Berfungsi untuk melepas kembali impeller dari second stage impeller assemble maupun first stage impeller. Digunakan pada waktu proses penambahan dan pengurangan shim.
Gambar 4.4 Impeller puller
5. Bushing puller
Berfungsi untuk melepas spacer dari wheel and shaft assemble
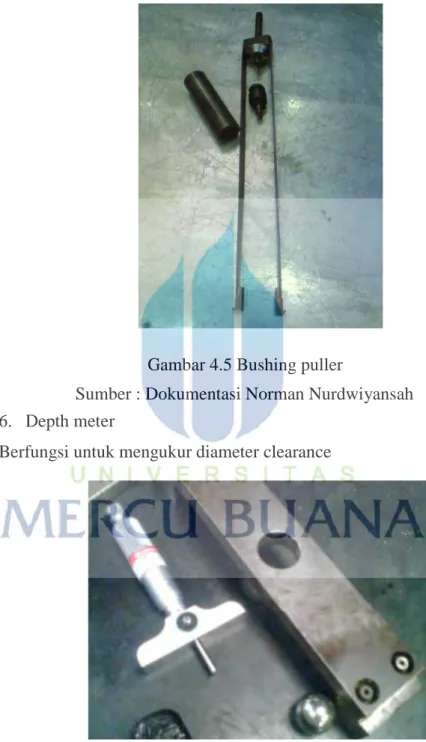
Gambar 4.5 Bushing puller
Sumber : Dokumentasi Norman Nurdwiyansah 6. Depth meter
Berfungsi untuk mengukur diameter clearance
Gambar 4.6 Depth meter
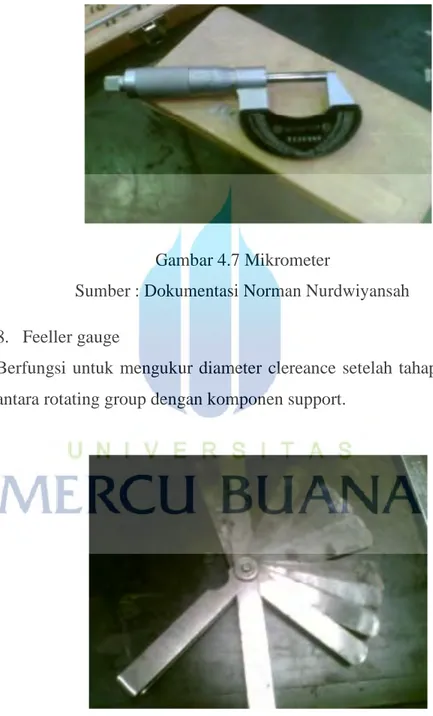
7. Mikrometer
Untuk mengukur ketebalan shim.
Gambar 4.7 Mikrometer
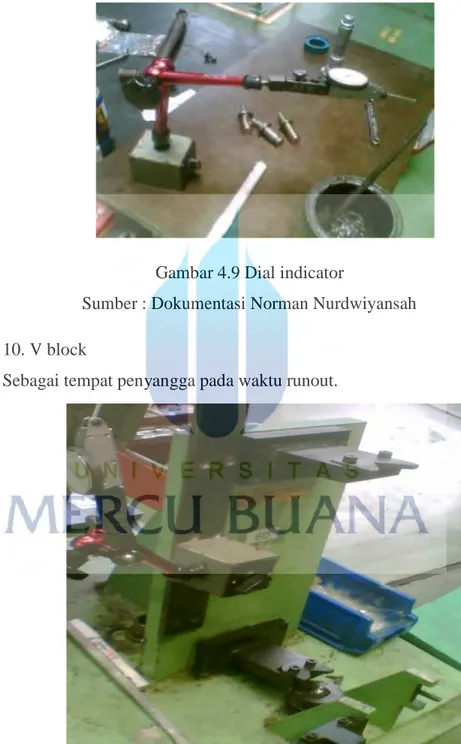
Sumber : Dokumentasi Norman Nurdwiyansah 8. Feeller gauge
Berfungsi untuk mengukur diameter clereance setelah tahap penggabungan antara rotating group dengan komponen support.
Gambar 4.8 Filler gauge
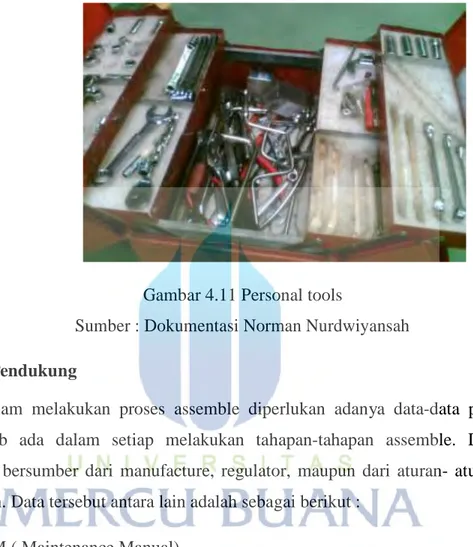
9. Dial indicator
Untuk mengukur nilai pada waktu runout.
Gambar 4.9 Dial indicator
Sumber : Dokumentasi Norman Nurdwiyansah 10. V block
Sebagai tempat penyangga pada waktu runout.
Gambar 4.10 V block
4.2.2 Personal tools
Personal tools diantaranya adalah Ellen,adapter,
Gambar 4.11 Personal tools
Sumber : Dokumentasi Norman Nurdwiyansah
4.3 Data Pendukung
Dalam melakukan proses assemble diperlukan adanya data-data pendukung yang wajib ada dalam setiap melakukan tahapan-tahapan assemble. Data yang digunakan bersumber dari manufacture, regulator, maupun dari aturan- aturan intern perusahaan. Data tersebut antara lain adalah sebagai berikut :
A. MM ( Maintenance Manual)
B. CMM ( Componen Maintenance Manual) C. OHM (Overhaul Manual)
D. IPC ( Illustrated Part Catalog) E. SB ( Service Bulletin)
F. AD ( Airwortneess Directive) G. PD SHEET
4.4 Langkah kerja
4.4.1 Assembly Rotating Group
1. Letakkan wheel and shaft pada Turbine wheel and shaft holder 2. Memasang bearing spacer pada wheel and shaft
Karena ukuran lubang dari bearing spacer yang sangat presisi dengan bentuk wheel and turbine maka untuk mempermudah pemasangan,bearing spacer dipanaskan terlebih dahulu dalam oven kurang lebih 200F(94C).
3. Memasang second stage impeller pada wheel and shaft
Memastikan pada sambungan tersambung dengan baik (bersih dan kering terhadap partikel-partikel dan oli.
4. Memasang first stage impeller pada second stage impeller
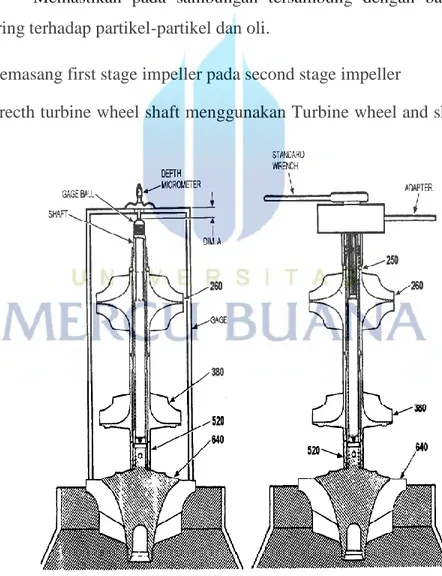
5. Strecth turbine wheel shaft menggunakan Turbine wheel and shaft elongating gage.
Gambar 4.13 Strecth turbin wheel
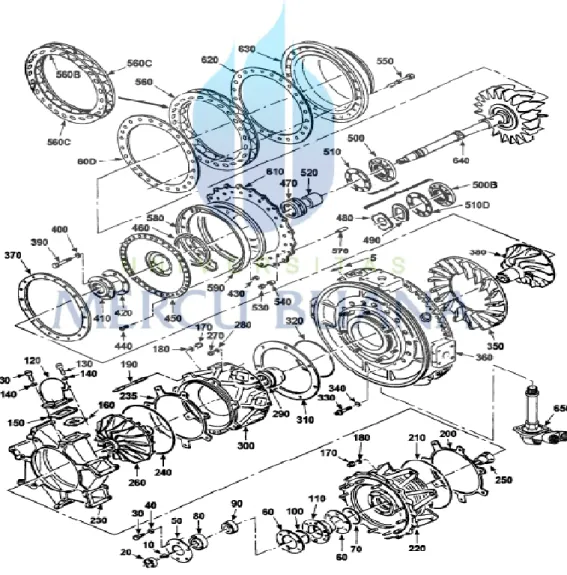
Terdiri dari Retaining Nut(250), First Stage Impeller(260), Second Stage Impeller(380), Spacer(520), Turbine Wheel and Shaft Assemble(640). Sebelum dilakukan stretching terlebih dahulu retaining nut diberi dry-film lubricant(Miracle DFG123). Tujuan dilakukannya stretching adalah untuk mengetahui daya muai wheel dan shaft. Terdapat 2 pengukuran pada tahap ini yaitu pengukuran sebelum stretching dan sesudah stretching. Nilai akhir yang dianjurkan dari tahapan ini antara 0,022-0,024 inch(0,558-0,0609 mm).
6. Cek runout dari rotating group
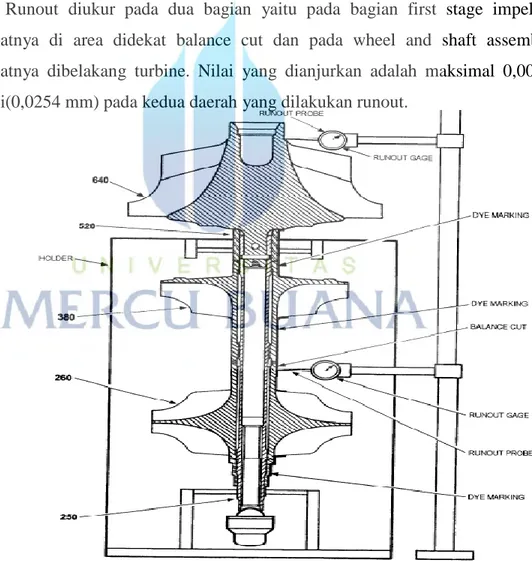
Runout diukur pada dua bagian yaitu pada bagian first stage impeller tepatnya di area didekat balance cut dan pada wheel and shaft assemble tepatnya dibelakang turbine. Nilai yang dianjurkan adalah maksimal 0,0010 inci(0,0254 mm) pada kedua daerah yang dilakukan runout.
Gambar 4.14 Runout rotating group
Setelah selesai melakukan runout kemudian pada masing-masing komponen diberi tanda menggunakan coumpoun dyekem 84003. Kemudian baru pisahkan komponen-komponen rotating group tersebut untuk persiapan pada tahap selanjutnya yaitu pada tahap penggabungan dengan komponen support.
4.4.2 Assembly Component Support
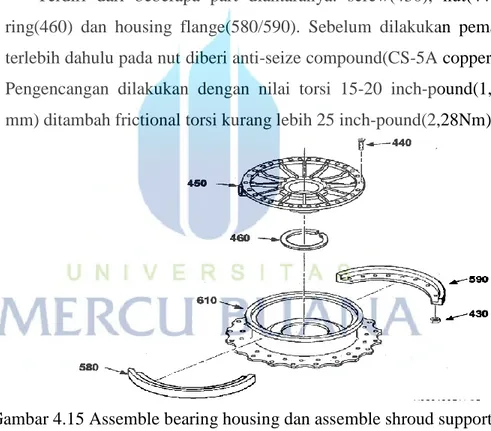
1. Assembly bearing housing(450) dan assemble shroud support(610)
Terdiri dari beberapa part diantaranya: screw(430), nut(440), seal ring(460) dan housing flange(580/590). Sebelum dilakukan pemasangan terlebih dahulu pada nut diberi anti-seize compound(CS-5A copper based). Pengencangan dilakukan dengan nilai torsi 15-20 inch-pound(1,69-2,26 mm) ditambah frictional torsi kurang lebih 25 inch-pound(2,28Nm).
Gambar 4.15 Assemble bearing housing dan assemble shroud support Sumber : Illustrated Parts Catalog GTCP 85-129 Series
2. Assemble turbine bearing housing assembly(450) ke second stage diffuser housing assembly(360).
Turbine bearing housing assembly terdiri dari bearing housing(450) dan Shroud support(610). Second stage diffuser housing assembly terdiri dari bolt(330), packing(340), second stage diffuser(350), housing assy second
stage(360), oil breather tube(110). Pada tahap ini dilakukan pelurusan(align) antara turbine bearing housing assembly dengan second stage diffuser housing assembly menggunakan alignment tools.
Gambar 4.16 Assembly turbine bearing ke second stage diffuser housing Sumber: Component Maintenance Manual GTCP85-129H
3 . Assembly komponen compressor
Terdiri dari nut(170), washer(180), bolt(190), packing(210/240), compressor inlet housing(220), first diffuser housing assy(230), shim 0,000- 0,010 inch(235), interstage housing assy(300).
Gambar 4.17 Assembly komponen komprssor
Setelah dilakukan proses asssemble kemudian dilakukan runout. Nilai yang dianjurkan 0,004 inch(0,1016 mm).
4. Menyejajarkan komponen kompressor dengan komponen turbin
Gambar 4.17 Komponen kompressor dengan komponen turbine Sumber : Component Maintenance Manual GTCP 85-129H
Setelah dilakukan proses asssemble kemudian dilakukan runout. Nilai yang dianjurkan 0,004 inch(0,1016 mm).
5. Assembly forward and rear turbine seal dengan journal bearing
Terdiri dari bolt(390), packing(400), forward turbine seal(410), rear turbine seal(500), shim(420/510), sleeve bearing(470), spring washer(490), retainer(480).
Gambar 4.18 Assembly forward and rear turbine seal dengan journal bearing Sumber : Component Maintenance Manual GTCP 85-129H
4.4.3 Penggabungan Rotating Group dengan Component Support
1. Assembly hot section component
Terdiri dari spacer(520), nut(530), bolt(550), turbine nozzle(560), shroud support(610), spacer(620), turbine wheel shroud(630), wheel and shaft assy(640).
Gambar 4.19 Assemble hot section component Sumber : Component Maintenance Manual GTCP 85-129H 2. Menyiapkan penambahan shimming pada compressor dan turbine
Gambar 4.20 penambahan shimming pada compressor dan turbine Sumber : Component Maintenance Manual GTCP 85-129H
3. Cek total travel(perpindahan total) dari wheel dan shaft assembly Nilai total travel yang dianjurkan sebesar 0,073 inch(1,854 mm)
Gambar 4.21 Cek total travel (perpindahan total) dari wheel dan shaft assembly Sumber : Component Maintenance Manual GTCP 85-129H
4. Memasang second stage impeller
Gambar 4.22 Pemasangan second stage impeller Sumber : Component Maintenance Manual GTCP 85-129H 5. Cek forward dan turbine seal
Langkah ini bertujuan untuk mengecek udara yang ada sidalam seal yaitu dengan cara divakum. Nilai yang dianjurkan minimal 25 in HgA.
Gambar 4.22 Pengecekan forward dan turbine seal
6. Menentukan ketebalan yang dibutuhkan dari shim pada second stage diffuser
Gambar 4.21 Penentuan shim pada second stage diffuser Sumber : Component Maintenance Manual GTCP 85-129H
Menambahkan shim kira-kira dengan nilai 0,040 inch(1,016 mm).sehingga setelah dilakukan pengukutan nilai total travel yang dianjurkan adalah 0,044-0,046 inch(1,117-1,168 mm). sehingga diperoleh clearance sebesar 0,002 atau 0,005 inch.
7. Memasang interstage seal dan air duct
Terdiri dari air duct(120), screw(130), washer(140), diffuser gasket assy(150), interstage gasket assy(160), interstage seal assy(290).
Gambar 4.22 Pemasangan interstage seal dan air duck Sumber : Component Maintenance Manual GTCP 85-129H 8. Memasang first stage impeller
Gambar 4.23 Pemasangan first stage impeller
9. Menentukan ketebalan shim pada interstage
Shim dipasang diantara interstage housing assembly dengan second stage diffuser housing assembly untuk memperoleh total travel yang dianjurkan antara 0,034-0,036 inch( 0,8636-0,9144 mm).
Gambar 4.24 penentuan ketebalan shim pada interstage Sumber : Component Maintenance Manual GTCP 85-129H
10. Menentukan ketebalan shim pada inlet
Menambah ketebalan shim kurang lebih 0,030 inch. Nilai total travel yang dianjurkan 0,017-0,019 inch(0,4318-0,4826 mm). Nilai clearance sebesar 0,002 atau 0,005 inch(0,051 atau 0,127 mm).
Gambar 4.25 Penentuan ketebalan shim pada inlet Sumber : Component Maintenance Manual GTCP 85-129H
11. Assembly compressor inlet seal pada bearing carrier
Terdiri dari compound inlet seal assy(90), packing(100), bearing carier(110).
Gambar 4.26 Assemble stator compressor inlet seal pada bearing carrier Sumber : Component Maintenance Manual GTCP 85-129H
Hal yang terpenting dari langkah kerja ini adalah sebelum di-assembly terlebih dahulu packing(100) diberi pelumas(MIL-PRF 7808) dan lapisan (loctite 242) pada pinggiran bearing carrier.
12. Menentukan ketebalan dari shim bearing carrier
Gambar 4.27 Penentuan ketebalan dari shim bearing carrier Sumber : Component Maintenance Manual GTCP 85-129H
shim(60), packing(70), ball bearing(80), compressor inlet seal(90), bearing carrier(110), compressor inlet assy(220), wheel and shaft assy(640). Ketebalan shim kurang lebih 0,020 inch(0,508 mm).
13. Mengukur first stage impeller runout group
Dilakukan pada posisi horizontal dengan tujuan untuk mengetahui apakah distribusi berat dari rotating group diantara front and rear bearings. Nilai runout yang dianjurkan maksimal 0,001 inch(0,0254 mm).
Gambar 4.28 Pengukuran first stage impeller runout group Sumber : Component Maintenance Manual GTCP 85-129H 14. Mengukur radial clearance diantara turbine wheel dengan shroud
Hal yang terpenting dalam langkah ini diperoleh clearance antara turbine wheel dengan shroud mempunyai nilai sebesar minimal 0,015 inch(0,381 mm).
Gambar 4.29 Pengukuran radial clearance turbine wheel dengan shroud Sumber : Component Maintenance Manual GTCP 85-129H 15. Memeriksa seals dari kebocoran
Gambar 4.30 Pemeriksaan seals dari kebocoran Sumber : Component Maintenance Manual GTCP 85-129H
Pemeriksaan seal dari kebocoran dilakukan setelah tahap penggabungan selesai menggunakan vacuum pump and gage. Nilai yang dianjurkan adalah minimal 25 inch Hg (635 mm).
4.5 Analisis kerja
Proses assembly rotating group adalah proses yang paling dianggap penting didalam keseluruhan proses assemble. Keberhasilan dari proses ini sangat berpengaruh pada kinerja operasional dan performa APU sehingga proses ini sering disebut proses yang paling kritis diantara proses assemble secara keseluruhan.
Hal-hal yang perlu diperhatikan dalam proses assemble Power Section adalah sebagai berikut :
1. Clearance
Adalah batasan jarak antara benda yang berputar dengan penutupnya. Tujuan adanya clereance adalah menjaga agar tidak terjadi gesekan sehingga menyebabkan kerusakan. Besar clearance mempunyai batas atas dan batas bawah, apabila nilainya terlalu kecil maka akan terjadi gesekan dan apabila nilainya terlalu besar maka akan mengurangi power yang dihasilkan. Untuk mencari batasan dari nilai clearance tersebut dilakukan dengan cara penambahan shim.
2. Torsi
Dilakukan pengukuran torsi pada proses pengencangan nut. Tujuannya adalah untuk memaksimalkan kerja dari nut itu sendiri. Nilai torsi dari setiap nut berbeda-beda, biasanya nilai torsi dari nut pada component hot section bernilai kecil daripada nilai torsi dari nut pada component cold section.
3. Align (runout)
Tujuan dari runout adalah untuk meluruskan penyambungan agar bagian yang disambung berada dalam satu sumbu yang lurus. Ketika benda berputar tidak berada dalam sumbu satu yang lurus maka akan mengakibatkan vibrasi (getaran ) yang dapat menyebabkan kerusakan komponen.
4. Vakum pada seal
Tujuannya adalah untuk mengecek kebocoran pada seal(penyekat). 5. Pelumasan
Dilakukan pelumasan dengan tujuan agar tidak terjadi kerusakan akibat adanya gesekan pada saat langkah kerja maupun pada saat APU itu beroperasi.
4.6 Hasil kerja
Impeller runout = 0,0005 inch (max 0,001) Rotor dan shaft runout = 0,0005 inch(max 0,001) Shaft stretch = 0,023 inch(0,022-0,024)