1
Makalah Seminar Kerja Praktek
PROGRAMMABLE LOGIC CONTROLLER (PLC) PADA MESIN EMPTY BOTTLE INSPECTION (EBI)
DI PT.SINAR SOSRO KPB UNGARAN
Sonya Fitri Situmorang (21060110141097), Sumardi ST,MT (196811111994121001) Teknik Elektro, Universitas Diponegoro
Jalan Prof. H. Soedarto, S.H., Tembalang, Semarang
Kode Pos 50275 Telp. (024) 7460053, 7460055 Fax. (024) 7460055 [email protected]
ABSTRAK
Dalam usaha meningkatkan produktifitas, efisiensi, dan efektifitas dari sumber daya yang dimiliki, suatu perusahaan harus terus melakukan inovasi dalam proses produksinya. Pada era modern sekarang ini inovasi-inovasi yang dilakukan untuk meningkatkan kualitas dan kuantitas hasil produksi harus didukung oleh suatu teknologi yang memiliki kecepatan, akurasi dan keandalan yang tinggi serta kemudahan dalam pengoperasiannya. PT. Sinar Sosro adalah perusahaan yang telah menggunakan teknologi maju dalam proses produksinya. Suatu perusahaan yang merupakan industri minuman siap pakai bertaraf internasional yang memproduksi minuman : Teh Botol Sosro, Fruit Tea, Prim-A, S-Tee dll
Empty Bottle Inspection (EBI) adalah salah satu mesin yang digunakan di PT. Sinar Sosro KPB Ungaran.
Mesin ini memiliki dua (2) mesin utama yaitu Vision Sensor F160 dan PLC (Programmable Logic Control) OMRON CJ1M yang bekerja untuk menentukan kualitas botol sebagai kemasan produk. Mesin ini dijalankan secara otomatis sehingga mudah dalam penerapannya. Selain itu juga memiliki akurasi dan kecepatan yang tinggi sehingga sangat bermanfaat dalam peninggkatan kuantitas hasil produksi.
Kata kunci: EBI, Vision Sensor F160, PLC OMRON CJ1M 1. PENDAHULUAN
1.1 Latar belakang
Sejalan dengan perkembangan teknologi, peralatan yang digunakan pada proses produksi juga semakin berkembang. Saat ini, hampir semua industri menggunakan sistem kendali otomatis dalam proses produksinya. Dengan adanya perkembangan ilmu dan teknologi yang cukup pesat, memberikan pengaruh yang cukup signifikan khususnya pada perindustrian di Indonesia.
Dalam proses sistem kontrol otomatis, PT. Sinar Sosro menggunakan sistem Programmable Logic Controller ( PLC ) sebagai kontrol utama pada proses otomatisasi. PLC yang digunakan adalah PLC OMRON. Dengan menggunakan PLC sebagai sistem kontrol utama maka kerja operator manusia dapat diminimalisir. Pada proses kerja PLC didukung dengan peralatan lain dimana output dari alat tersebut menjadi input PLC. Alat-alat tersebut antara lain Vision sensor, photocell, proximity, dll.
Selain itu dengan adanya aplikasi PLC, maka manusia tidak langsung ikut serta dalam proses pembuatan minuman beserta pengemasannya. Manusia hanya sebagai operator yang mengatur bagaimana kerja mesin dan memperbaiki jika terjadi kerusakan. Dengan PLC, jika terjadi kerusakan pada mesin produksi operator tidak harus secara langsung ke mesin yang mengalami trouble. Perbaikannya melalui program yang ada di PLC. Oleh karena itu PLC besar pengaruhnya dalam proses produksi pada
PT. Sinar Sosro KPB Ungaran. keuntungan lain dari PLC adalah hasil yang diperoleh cepat dan bagusnya mutu kualitas dari hasil produk.
Kerja praktek lapangan ini, penulis sebagai mahasiswa yang melakukan penelitian dapat membandingkan ilmu-ilmu yang dipelajari diperkuliahan yang biasanya hanya sekedar teori dengan aplikasi secara langsung di perindustrian. Selain itu, mahasiswa dapat mempelajari ilmu pengetahuan yang ada pada lapangan tetapi tidak diberikan di perkuliahan.
1.2 Tujuan
Adapun tujuan dari pelaksanaan Kerja Praktek di PT Sinar Sosro KPB Ungaran ini secara rinci adalah sebagai berikut:
a. Untuk memenuhi salah satu persyaratan mendapatkan gelar sarjana di Jurusan Teknik Elektro.
b. Dapat membandingkan antara ilmu yang diperoleh di perkuliahan dengan aplikasi langsung yang ada di PT. Sinar Sosro KPB Ungaran.
c. Membantu memberikan pembekalan dan keterampilan kepada setiap mahasiswa tentang kondisi yang terdapat di lapangan.
1.3 Batasan Masalah
Adapun batasan masalah dalam laporan Kerja Praktek ini adalah:
a. Membahas tentang Mesin Empty Bottle Inspections (EBI)
2 b. Membahas tentang Programmable Logic
Controller (PLC) pada mesin EBI.
2. TINJAUAN PUSTAKA 2.1 Empty Bottle Inspection (EBI) 2.1.1 Pengertian
Empty Bottle Inspection (EBI) merupakan suatu mesin yang dibuat untuk mendeteksi dan menginspeksi kualitas botol kosong apakah botol tersebut bersih dan layak digunakan setelah melalui beberapa tahapan pencucian dan penginspeksian sehingga dapat digunakan untuk kemasan minuman. [5]
Gambar 1. Empty Bottle Inspection (EBI) Bagian Penyusun mesin EBI:
1. Vision Sensor F160
2. Programmable Logic Controller (PLC) 3. Inverter
4. Encoder
5. Monitor Touchscreen 6. Console
7. Unit Rejector
2.1.2 Gambaran umum Prinsip Kerja
Mesin EBI
Gambar 2. Prinsip Kerja Mesin EBI
Prinsip kerja dari mesin EBI yaitu botol yang berasal dari bottle washer diambil gambar oleh Vision Sensor F160 kemudian gambar diproses oleh vision controller. Gambar yang telah diolah oleh Vision controller Hasil proses
tersebut menghasilkan dua (2) kondisi yaitu “OK” dan “NG”. Jika output botol “OK” maka akan dilanjutkan ke proses berikutnya, sebaliknya jika “NG” maka botol akan direject oleh unit rejector. 2.2 Programmable Logic Controller
Programmable Logic Controller (PLC) pada dasarnya adalah sebuah komputer yang khusus dirancang untuk mengontrol suatu proses atau mesin. Proses yang dikontrol ini dapat berupa regulasi variabel secara kontinyu seperti pada sistem-sistem servo, atau hanya melibatkan dua keadaan (On/Off) daja, tetapi dilakukan secara berulang-ulang seperti pada mesin pengeboran, sistem konveyor, dan lain sebagainya. [3]
Gambar 3. Diagram Konseptual Aplikasi PLC
Komponen-komponen
sistem
PLC
adalah:
1. Central Procesing Unit (CPU)
2. Memory
3. Input/Output
4. Power Supply
2.3 Ladder diagramLadder diagram adalah metoda pemrograman yang umum digunakan pada PLC. Ladder diagram merupakan tiruan dari logika yang diaplikasikan langsung dengan relay. Relay adalah peralatan sederhana yang menggunakan medan magnetic untuk mengontrol saklar. Ladder diagram biasanya berisikan tentang perintah-perintah yang dibuat dalam bentuk Rung.
3. PEMBAHASAN 3.1 PLC pada mesin EBI
PLC yang digunakan pada mesin produksi PT. Sinar Sosro yaitu PLC jenis OMRON jenis CJ1M-CPU 21. Bentuk umum dari CJ1M-CPU 21 adalah sebagai berikut:
3 PLC jenis CJ1M memiliki CPU Rack dengan 10 modules. Untuk mesin EBI itu sendiri hanya menggunakan 4 modules saja yaitu
Modul DC Input Unit (CJ1W-ID211) Modul Transistor Output Unit
(CJ1W-OD211)
Modul Analog Output Unit 4 points (CJ1W-DA041)
Modul Relay Output Unit (CJ1W-OC211)
Sedangkan 6 modul lagi tidak digunakan karena 4 modul saja sudah mencukupi kebutuhan program untuk mesin EBI.
Berikut ini gambar dari Rack PLC dan komponen penyusun pada mesin EBI:
Gambar 5. Komponen penyusun rack dan komponen penyusun PLC mesin EBI
Ketengan gambar: 1.
Power Supply PLC
2.CPU
3.Modul Input
4.Modul Output
5.Modul Analog
6.Modul Output
7.Jalur Kabel
8.Vision Controller
9.Power Supply
10.Terminal Kabel
11.Relay
12.Inverter
3.2 Vision Sensor F160Mesin vision secara umum memiliki kegunaan seperti membantu pekerjaan produksi yaitu untuk menghindari kerusakan barang produksi, menghindari hasil yang berbeda antara satu operator dengan operator yang lain, membantu melihat benda-benda asing.
Konfigurasi bentuk umum dari penyusunan Vision F160 ini adalah:
Gambar 6. Konfigurasi komponen dari vision
F160
Vision sensor F160 berupa sensor kamera dan controller, dimana sensor kamera mengambil gambar dan gambar akan diolah oleh vision controller. Kemudian output berupa gambar yang telah diolah oleh vision controller akan dikirimkan menjadi input PLC. Intinya, sensor kamera mendeteksi benda asing dalam botol, apabila botol dideteksi Not good (NG) maka hasil pendeteksian akan dikirimkan ke PLC dan PLC akan memproses sehingga botol dikeluarkan dari jalur konveyor. Pada mesin EBI antara PLC dengan Vision sensor merupakan kesatuan alat yang saling bekerjasama dan berhubungan, maka fungsi PLC tidak hanya untuk memproses hasil pendeteksian akan tetapi juga mengatur kinerja mesin vision.
Berikut akan dijelaskan enam (6) parameter Setting Region atau daerah botol yang diinspeksi pada mesin EBI :
a. 0. Gravity and Area
Digunakan untuk mendeteksi benda asing secara keseluruhan atau blok.
Gambar 7. Parameter 0.Gravity and Area b. 1. Defect
Mendeteksi benda asing di center.
Gambar 8. Parameter 1.defect
4 Digunakan untuk mendeteksi benda asing pada gerigi botol.
Gambar 9. Parameter 2.Gravity and Area d. 3. Gravity and Area
Setting pada 3.Gravity and area ini berbeda dengan yang lain karena pada area ini mendeteksi ada atau tidaknya botol.
Gambar 10. Parameter 3.Gravity and Area e. 4. Defect
Mendeteksi benda asing di daerah corner.
Gambar 11. Parameter 4.Defect f. 5. Defect
Mendeteksi benda asing di daerah outer.
Gambar 12. Parameter 5.Defect
3.3 Ladder diagram PLC pada mesin EBI
Ada
13
perintah
penting
yang
digunakan pada ladder diagram PLC pada
mesin Empty Bottle Inspection (EBI) yaitu:
Origin_Search
Output
Encoder
Main_Program
Police_NG
NS_Address
Down time
Test_Run
Reject
Analog
Additional
Reset_Automatic
END
Prinsip
Kerja
Mesin
Empty
Bottle
Inspection (EBI)
Proses awal dimulai ketika mesin pertama kali dijalankan, starwheel pada mesin EBI akan
berputar untuk mencari titik origin teach yang
sesuai. Setelah titik origin teach ditemukan,
onveyor akan membawa botol dari bottle
washer menuju mesin EBI. Ketika di EBI,
Vision F160 akan mengambil gambar botol.
Setelah diambil gambar (Image) maka
vision akan mengolah gambar dari botol.
Image
diperiksa
berdasarkan
seluruh
parameter setting region pada mesin EBI.
Jika salah satu dari ke-6 parameter setting
tersebut (kecuali 3.Gravity and area) hasil
akhirnya adalah NG (pada PLC Input I:0.06,
sinyal NG F160), maka artinya botol ada
benda asingnya. 3. Gravity and area
berfungsi untuk mendeteksi ada tidaknya
botol dimana bersifat tidak menghasilkan
result reject (NG). Prinsipnya jika region
berwarna hitam menandakan adanya botol
dan warna putih tidak ada botol. Result dari 3.
Gravity
and
area
ini
adalah
berupa
Judgement 15 dimana jika berwarna merah
ada botol dan jika berwarna hijau tidak ada
botol. Judgement 15 ini selain mendeteksi
botol juga sebagai counter yang hasil
counting berupa Input I:0.12 dan masuk ke
memory PLC di D2000.
Gambar 13. Proses counting bottle input Jika syarat di vision ada yang tidak terpenuhi berarti botol NG maka counter (counting bottle
5 input) akan menghitung lagi berapa jumlah botol yang NG. Data dari counting bottle input yang NG akan dimasukkan ke memori PLC dari D2100 sampai dengan D2115. Terdapat 16 tempat untuk botol yang NG pada memori PLC.
Penempatan botol NG pada memory bersifat First In First Out (FIFO) yang artinya ketika suatu botol terdeteksi NG maka akan ada perintah reject. Jika botol sudah reject, memori botol NG tersebut akan ditempati oleh botol NG berikutnya. Botol yang NG pada memori PLC mengalami perpindahan memori. Contoh: ada 20 botol masuk EBI. Ternyata botol 15, 17 dan 19 adalah botol NG. Maka perpindahan memorinya dapat dilihat pada tabel berikut ini:
Tabel 4.1 Perpindahan memori botol NG pada PLC
Memory
15
17
19
D2100
15
17
19
D2101
15
17
D2102
15
s/d
D2115
Botol output akan dihitung lagi oleh counter (counting bottle output) dimana letak counting bottle output yaitu I:0.03 masuk ke memory PLC D2010.
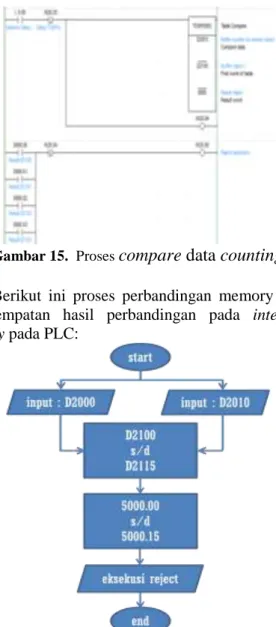
Gambar 14. Proses counting bottle output Hasil dari data D2010 akan dibandingkan (compare) dengan data D2100 sampai dengan D2115. Jika data yang dicompare sama maka resultnya dipindahkan ke internal relay 5000.00 sampai dengan 5000.15 yang akan digunakan sebagai eksekusi reject botol yang NG. Data dari memory D2100 akan menempati internal relay 5000.00, memory D2101 akan menempati internal relay 5000.01, begitu selanjutnya sampai ke memori D2115 menempati internal relay di 5000.15 .
Gambar 15. Proses compare data counting Berikut ini proses perbandingan memory dan penempatan hasil perbandingan pada internal relay pada PLC:
Gambar 16 Flowchart compare (perbandingan) memori
Setelah proses perbandingan data botol NG
maka selanjutnya merupakan proses reject.
Input I: 0.06 sinyal NG yaitu signal NG dari
vision ke PLC yang akhirnya menghasilkan
perintah reject.
6 Gambar 17. Proses pengaktifan solenoid reject
Secara sistem, proses awal, pengambilan
gambar serta pegolahan gambar oleh vison
disebut juga sebagai proses “busy” (pada PLC
Input I:0.07, busy F160). Proses “busy” ini
maksudnya untuk sekali proses pengambilan
gambar, pengolahan gambar (image) dan
resultnya maka F160 akan mereset sendiri
untuk pengolahan image berikutnya
Ladder diagram pada mesin EBI tidak hanya digunakan untuk proses reject botol saja, tetapi juga berisi alamat-alamat yang dituangkan pada display vision.
Gambar 18. Tampilan awal display vision
Output pada mesin EBI tidak hanya berupa eksternal output seperti solenoid stopper, indicator lamp, conveyor reject,dll tetapi ada juga berupa internal output. Internal output ini akan ditampilkan pada display vision berupa error atau pengaturan pada mesin.
Gambar 19. Tampilan operation display
Gambar 20. Tampilan origin teach
Gambar 21. Tampilan jika NG Exceeded pada display
4. PENUTUP 4.1 Kesimpulan
Berdasarkan analisa dan pembahasan didapatkan kesimpulan sebagai berikut:
1. Prinsip kerja dari mesin EBI adalah
mengolah
gambar
dari
botol
kemudian
mengahsilkan
result
berupa kondisi GOOD dan NOT
GOOD (NG). Jika botol NG maka
botol akan direject dari konveyor
7
sedangkan
jika
GOOD
akan
dilanjutkan ke mesin berikutnya.
2. Bagian-bagian penyusun mesin EBI
antara lain yaitu, Vision Sensor F260,
PLC, Inverter, Encoder, Monitor
Touch Screen, Console dan Unit
Rejector.
3. Setting Region yang akan diinspeksi
pada mesin EBI ini menggunakan 6
(enam) Parameter setting yaitu:
0.Gravity
and
area,
1.Defect,
2.Gravity and area, 3.Gravity and
area, 4.Defect dan 5.Defect.
4. PLC yang digunakan pada mesin
EBI PT. Sinar Sosro KPB Ungaran
yaitu PLC jenis OMRON jenis
CJ1M-CPU 21. Dan hanya memakai
4 modules saja untuk mesin EBI
yaitu Modul DC Input Unit , Modul
Transistor Output Unit, Modul
Analog Output Unit 4 points, dan
Modul Relay Output Unit.
5.
Mesin
EBI
terdapat
komponen
tambahan seperti photocell, solenoid
stopper, dan pneumatic rejector.
6.Selama proses produksi kecepatan
filler mencapai 36.000 botol per jam
4.2 Saran
1. Lebih ditingkatkan lagi kinerja dari
mesin EBI dengan tujuan untuk
menghasilkan produk yang mutu dan
kualitasnya semakin bagus.
2. Pada proses produksi terkadang
mesin rejector salah mereject botol
yang
terdeteksi
NG.
Jika
memungkinkan
ketika
terjadi
kesalahan dalam mereject botol NG
ada perintah tambahan pada mesin
untuk
memberitahukan
adanya
kesalahan dalam mereject botol NG.
DAFTAR PUSTAKA
[1] D.C, Jhonson.1997. Process Control Instrumentation Technology. Inc: Prentice-Hall International.
[2] L.A, Bryan.1997. Progammable Controllers Theory and Implementation. Industrial Text Company.
[3] Ogata, Katsuhiko. 2002. Modern Control Engineering. Minnesota: Prentice Hall. [4] R.J, Tocci. 1988. Digital System, Principles
and Aplications Fourth Edition. New Jersey :Prentice Hall.
[5] Setiawan, Iwan. 2006. Programmable Logic Controller (PLC) dan Teknik Perancangan Sistem Kontrol. Yogyakarta : Penerbit Andi. [6] Skvarenina, Timothy, William E DeWitt.
Electrical Power and Controls. New Jersy: Prentice Hall. 2001.
[7] http://www.belajarplc.com [8] http://www.omron.com [9] http://www.PAControl.com [10] http://www.sosro.com
8 Menyetujui, Dosen Pembimbing Sumardi, ST,MT NIP. 196811111994121001 BIOGRAFI
Sonya Fitri Situmorang lahir di Sibaganding pada tanggal 30 Maret 1992. Menempuh sekolah dasar di SD Negeri 01 Sibanding, SMP RK Bintang Timur P.Siantar, SMA Negeri 1 P.Siantar Dan sekarang masih aktif sebagai mahasiswa Teknik Elektro Universitas Diponegoro.