BAB III PEMBAHASAN 3.1. Pengertian Portable Spot Welding
Pengelasan adalah suatu proses penyambungan logam menjadi satu akibat panas dengan atau tanpa pengaruh tekanan atau dapat juga didefinisikan sebagai ikatan metalurgi yang ditimbulkan oleh gaya tarik menarik antara atom. Pengelasan pada umumnya dilakukan untuk menyambungkan logam, akan tetapi ada juga pengelasan yang digunakan untuk menyambung plastik. Proses pengelasan berfungsi untuk menyatukan dua buah logam sehingga satu dengan yang lain akan saling mengait.
Spot welding atau las titik yaitu salah satu metode pengelasan yang prinsip kerjanya menggunakan arus listrik untuk menyambung plat logam. Proses pengelasan yaitu dengan menjepit plat menggunakan elektroda khusus. Siklus pengelasannya yaitu dengan memberikan tekanan pada plat kemudian mengalirkan arus listrik dalam jumlah yang besar. Akibat besarnya arus listrik yang diberikan, maka bagian plat yang ditekan dan diberi arus akan memanas dan meleleh, tekanan elektroda yang diberikan pada plat akan dilepas sesaat setelah arus dialirkan agar plat yang dilas bisa menempel dengan sempurna.
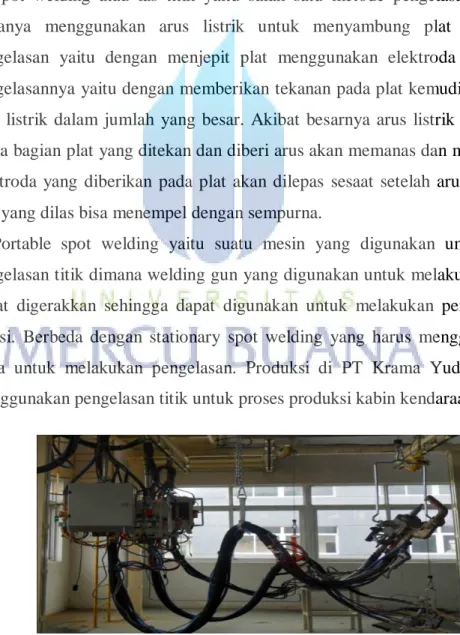
Portable spot welding yaitu suatu mesin yang digunakan untuk melakukan pengelasan titik dimana welding gun yang digunakan untuk melakukan pengelasan dapat digerakkan sehingga dapat digunakan untuk melakukan pengelasan segala posisi. Berbeda dengan stationary spot welding yang harus menggerakkan benda kerja untuk melakukan pengelasan. Produksi di PT Krama Yudha Ratu Motor menggunakan pengelasan titik untuk proses produksi kabin kendaraan.
3.2. Bagian Portable Spot Welding
Portable spot welding mempunyai bagian – bagian berupa: a. Trafo
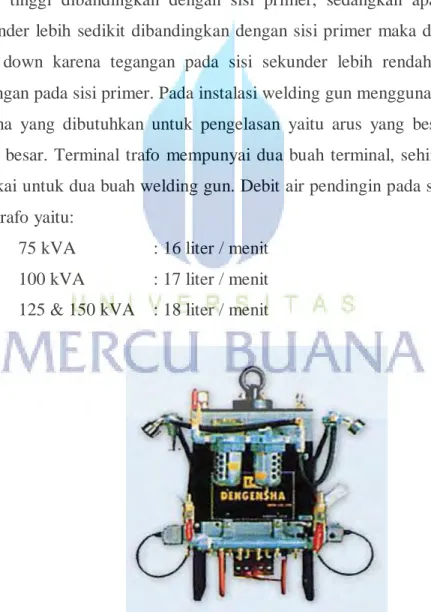
Trafo (Gambar 3) merupakan rangkaian elektronik yang berfungsi untuk menaikkan maupun untuk menurunkan tegangan. Sisi trafo yang dihubungkan dengan sumber tegangan merupakan sisi primer, sedangkan sisi yang dihubungkan dengan beban merupakan sisi sekunder. Perbandingan jumlah kumparan pada sisi primer dan sisi sekunder akan mempengaruhi besar kecilnya tegangan pada sisi sekunder. Apabila jumlah lilitan pada sisi sekunder lebih banyak dibandingkan dengan sisi primer maka disebut trafo step up karena tegangan pada sisi sekunder lebih tinggi dibandingkan dengan sisi primer, sedangkan apabila jumlah lilitan sekunder lebih sedikit dibandingkan dengan sisi primer maka disebut sebagai trafo step down karena tegangan pada sisi sekunder lebih rendah dibanding dengan tegangan pada sisi primer. Pada instalasi welding gun menggunakan trafo step down karena yang dibutuhkan untuk pengelasan yaitu arus yang besar bukan tegangan yang besar. Terminal trafo mempunyai dua buah terminal, sehingga satu trafo bisa dipakai untuk dua buah welding gun. Debit air pendingin pada system sirkulasi gun dan trafo yaitu:
- 75 kVA : 16 liter / menit
- 100 kVA : 17 liter / menit - 125 & 150 kVA : 18 liter / menit
b. Kickless Cable
Kickless cable yaitu kabel yang menghubungkan dari trafo PSW ke aid cable/jumper. Arus listrik yang digunakan untuk proses pengelasan disalurkan melalui kickless cable, sehingga peran dari kickless cable sangatlah penting. Sirkulasi air pada kickless cable perlu diperhatikan karena arus listrik yang melewati kickless cable sangatlah besar, jika tidak diperhatikan maka bisa mengakibatkan kerusakan. Spesifikasi kabel yang digunakan sebagai kickless cable yaitu MLFC 600V 80mm².
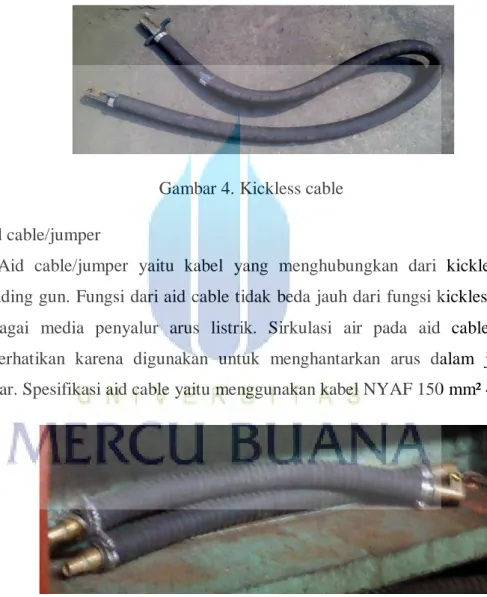
Gambar 4. Kickless cable c. Aid cable/jumper
Aid cable/jumper yaitu kabel yang menghubungkan dari kickless cable ke welding gun. Fungsi dari aid cable tidak beda jauh dari fungsi kickless cable yaitu sebagai media penyalur arus listrik. Sirkulasi air pada aid cable juga perlu diperhatikan karena digunakan untuk menghantarkan arus dalam jumlah yang besar. Spesifikasi aid cable yaitu menggunakan kabel NYAF 150 mm² 450/750V.
d. Welding Gun
Welding gun terdiri dari beberapa bagian, yaitu: 1. Arm
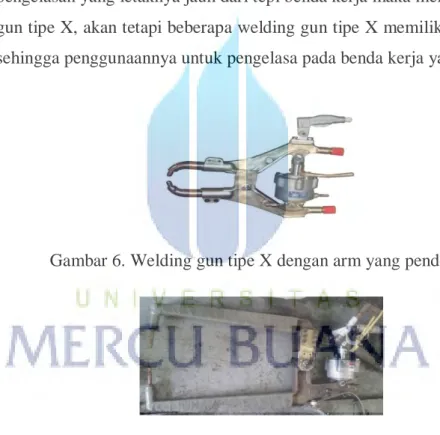
Arm pada PSW memiliki dua fungsi yaitu untuk membertikan tekanan pada tip dan untuk menghantarkan arus welding. Dikarenakan arus listrik yang dihantarkan dalam jumlah yang besar dan dikonversi menjadi panas maka sirkulasi pendinginan sangatlah penting, jika tidak diperhatikan maka bisa mengakibatkan kerusakan. Arm pada welding gun terdapat dua jenis, yaitu walding gun tipe X dan welding gun tipe C. Pemakaian tipe welding gun disesuaikan dengan kebutuhan, misal untuk pengelasan yang jaraknya dekat dengan tepi benda kerja maka menggunakan welding gun tipe C, sedang untuk pengelasan yang letaknya jauh dari tepi benda kerja maka menggunakan welding gun tipe X, akan tetapi beberapa welding gun tipe X memiliki arm yang pendek sehingga penggunaannya untuk pengelasa pada benda kerja yang berada di tepi.
Gambar 6. Welding gun tipe X dengan arm yang pendek
Gambar 7. Welding gun dengan arm yang panjang
2. Silinder pneumatic
Silinder pneumatic yaitu suatu perangkat mekanik yang berfungsi sebagai tenaga penggerak linear bolak balik dengan memanfaatkan udara terkompresi. Silinder pneumatik pada PSW berfungsi untuk menggerakkan arm welding gun sehingga akan memberikan tekanan pada tip yang akan menekan benda kerja.
Gambar 9. Silinder pneumatic pada welding gun tipe X
Gambar 10. Silinder pneumatic pada welding gun tipe C 3. Grip Switch
Grip switch berguna sebagai salah satu pegangan pada welding gun dan juga berfungsi sebagai saklar. Saklar pada grip switch menggunakan kontak NO (Normally Open) yaitu kontak yang apabila tidak bekerja maka akan memutuskan arus listrik dan apabila bekerja maka akan menghantarkan arus listrik.
4. Tip
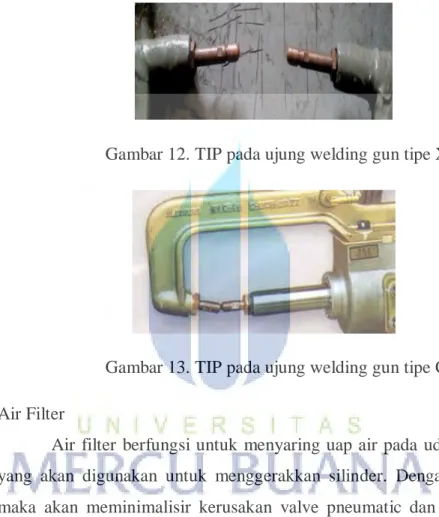
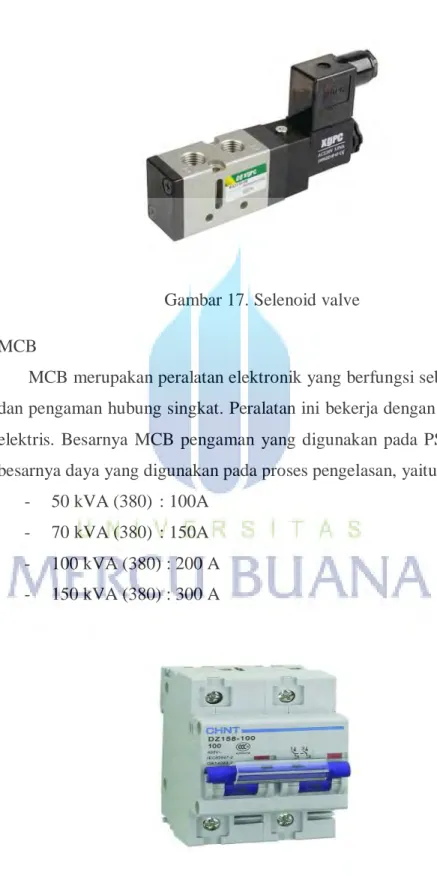
Tip pada welding gun terletak diujung yang berfungsi memberikan tekanan pada benda kerja. Selain memberikan tekanan pada benda kerja, tip juga memberikan aliran arus dengan jumlah yang besar untuk proses pengelasan. Tip terbuat dari tembaga karena memliliki titik lebur yang berbeda dengan benda kerja, sehingga setelah proses pengelasan selesai tip tidak akan menempel pada benda kerja.
Gambar 12. TIP pada ujung welding gun tipe X
Gambar 13. TIP pada ujung welding gun tipe C 5. Air Filter
Air filter berfungsi untuk menyaring uap air pada udara dari kompresor yang akan digunakan untuk menggerakkan silinder. Dengan adanya air filter maka akan meminimalisir kerusakan valve pneumatic dan silinder pneumatic yang digunakan.
6. Oil Lubricator
Oil lubricator yaitu peralatan yang digunakan untuk memberikan oli pada aliran udara yang akan digunakan untuk menggerakkan silinder. Udara dari air filter yang sudah bersih dari uap air kemudian dilanjutkan ke oil lubricator untuk diberi pelumas.
Gambar 15. Oil Lubricator 7. Air Regulator
Air regulator yaitu peralatan yang digunakan untuk mengatur besarnya tekanan udara yang akan diberikan ke silinder. Dengan mengatur besarnya tekanan udara yang mengalir ke silinder maka tekanan pada ujung – ujung tip bisa diatur.
8. Selenoid Valve
Solenoid valve merupakan peralatan pneumatic yang berfungsi untuk menentukan arah aliran udara yang akan menuju ke silinder. Pada PSW menggunakan elektrik valve 5/2 spring return.
Gambar 17. Selenoid valve 9. MCB
MCB merupakan peralatan elektronik yang berfungsi sebagai pembatas arus dan pengaman hubung singkat. Peralatan ini bekerja dengan prinsip thermis dan elektris. Besarnya MCB pengaman yang digunakan pada PSW ditentukan oleh besarnya daya yang digunakan pada proses pengelasan, yaitu:
- 50 kVA (380) : 100A - 70 kVA (380) : 150A - 100 kVA (380) : 200 A - 150 kVA (380) : 300 A
10. Timer
Timer merupakan rangakaian utama dari portable spot welding yang berupa rangkaian elektronika dengan fungsi utama sebagai pengatur besarnnya arus, waktu mulai mengelas dan lama proses pengelasan. Rangkaian ini sudah terintegrasi dalam suatu PCB buatan pabrik sehingga pengguna hanya tinggal memprogram saja. Rangkaian timer ini mempunyai inputan suatu tombol yang diletakkan pada welding gun dan sebagai outputannya sebagai pengendali selenoid valve dan sebagai rangkaian pemicu thyristor. Satu buah rangkaian timer bisa digunakan sampai empat buah welding gun, akan tetapi jumlah welding gun tergantung dari peralatan lain yang mendukung, misalnya terminal output trafo hanya mempunyai dua buah terminal, sehingga hanya bisa digunakan maksimal untuk dua buah welding gun. Rangkaian timer ini diletakkan dalam suatu box panel agar terhindar dari debu dan hal – hal yang bisa menimbulkan bahaya.
Gambar 19. Timer 11. Program Box
Program box berfungsi untuk melakukan pemrogaman rangkaian timer karena tombol pemrogramannya terpisah dari box panel timer. Pemrogaman yang dilakukan menggunakan programming box yaitu untuk melakukan pemrograman waktu mulai mengalirkan arus, lama mengalirkan arus dan besarnya arus yang akan digunakan. Selain digunakan untuk pemrogaman,
program box ini juga berfungsi untuk mengetahui jika dalam proses pengelasan terjadi eror, eror yang terjadi akan di tampilkan pada display program box.
Gambar 20. Program box
Untuk melakukan pemrograman dibutuhkan kartu program agar program box bisa digunakan. Kartu pemrograman mempunyai dua sisi yang kegunaannya berbeda – beda. Jika karto pemrograman tidak dipasang pada program box, maka program box tidak bisa digunakan.
Gambar 21. Kartu pemrograman pada satu sisi
12. Thyristor
Thyristor merupakan komponen elektronika yang fungsinya menyerupai komponen SCR. Thyristor merupakan rangkaian elektonika aktif yang akan menyalurkan arus listrik apabila pada terminal gate mendapat pemicuan. Setelah diberi pemicu walaupun hanya sesaat maka thyristor akan menyalurkan arus listrik selama ada arus yang mengalir pada terminal anoda dan katoda. Pada instalasi welding gun ini, thyristor berfungsi untuk mengatur besar kecilnya arus untuk proses pengelasan. Thyristor dipasang pada sisi primer trafo karena arus primer tidak begitu besar jika dibandingkan dengan sisi sekunder. Dikarenakan arus yang melewati thyristor antara 50-1500 A, maka thyristor juga membutuhkan pendinginan menggunakan sirkulasi air yang cukup banyak. Selain itu di sekitar thyristor juga diberi thermistor sebagai sensor jika terjadi panas berlebih yang diakibatkan proses pendinginan tidak berjalan dengan lancar.
Gambar 23. Thyristor dan thermistor
Thermistor Thyristor
13. Current Transformer
Current transformer merupakan peralatan yang berguna untuk menghasilkan arus pada sisi sekunder yang sebanding dengan besarnya arus yang mengalir pada sisi primer. Arus pada sisi sekunder dibuat kecil agar bisa diukur menggunakan alat ukur.
Gambar 24. Current transformer 14. Sping balancer
Spring balancer merupakan alat yang digunakan untuk memberikan gaya tarik ke atas pada welding gun agar operator ketika menggunakan welding gun tidak keberatan. Besarnya gaya tarik spring balancer disesuaikan dengan beratnya welding gun yang digunakan, jika gaya sping balancer terlalau kuat maka operator akan keberatan ketika menarik welding gun ke bawah, sedangkan apabila gaya spring balancer terlalu lemah maka operator akan keberatan ketika mengangkat welding gun.
3.3. Cara Kerja Portable Spot Welding
Portable spot welding merupakan peralatan yang bekerja secara otomatis, sehingga tidak ada mode pengoperasian secara manual. Pada saat tombol pada grip switch ditekan maka arm welding gun akan mengapit/menekan benda kerja, selang beberapa detik setelah tip menekan benda kerja maka arus listrik akan dialirkan dalam jumlah yang besar beberapa kali hingga benda kerja yang ditekan tip akan meleleh. Waktu pemberian arus dan jega antara pemberian arus tergantung pengaturan pada timer, setelah diberikan arus dalam jumlah yang besar arm masih dalam keadaan menekan agar plat yang dilas bisa menempel dengan sempurna, baru beberapa saat kemudian arm dibuka. Jika tombol grip switch masih ditekan maka proses pengelasan akan berulang dari awal, akan tetapi jika grip switch tidak ditekan maka proses pengelasan akan berhenti.
Gambar 26. Gambar dasar urutan operasi Keterangan:
a. SDT (Squeeze Delay)
Waktu pembacaan penekanan tombol. b. SO (Squeeze Time)
Lamanya waktu jeda dari mulai switch dipijit / diinjak sampai dengan ampere las keluar. Besaran waktu setting squeeze disesuaikan dengan jarak tip.
Pilot
Valve
Weld
Weld Complete Output
At the time of the fault Fau Fault SDT SQ US WT1 CT1 WT2 CT2 WT3 DS NT OT PULSATIO ECHO REPEAT
RE-Besarnya nilai yang tersetting terpampang pada seven segment. Lamanya waktu squeeze yaitu sebesar (0-99 Cycle).
c. US (Up Slope Time)
Lamanya waktu rambatan arus naik dari 0 (nol) ampere menuju ampere yang disetting.
d. WT1 (Weld 1)
Settingan lamanya waktu mengelas pada weld 1. Lama pengelasan yaitu 0-99 Cycle.
e. CT1 (Cool 1)
Settingan untuk waktu jeda dari welding 1 ke welding 2. Nilai cool 1 akan berfungsi jika kita mengisi nilai weld time2. Lama jeda antara pengelasan yaitu 0-99 Cycle.
f. WT2 (Weld 2)
Settingan lamanya waktu mengelas pada weld 2. Lama pengelasan yaitu 0-99 Cycle.
g. CT2 (Coll 2)
Settingan untuk waktu jeda dari welding 1 ke welding 2. Nilai cool 1 akan berfungsi jika kita mengisi nilai weld time2. Lama jeda antara pengelasan yaitu 0-99 Cycle.
h. WT3 (Weld 3)
Settingan lamanya waktu mengelas pada weld 3. Lama pengelasan yaitu 0-99 Cycle.
i. DS (Down Slope)
Lamanya waktu rambatan turun dari ampere yang disetting hingga 0 (nol) ampere. Lama waktu down slope yaitu 0-30 cycle.
j. NT (Hold)
Settingan lamanya waktu menjepit tip atas dan tip bawah setelah tidak ada welding.
k. OT (Off)
Settingan lamanya waktu jeda untuk pengulangan stroke welding selama switch gun ditekan.
l. Echo complete delay Waktu
3.4. Perawatan Portable Spot Welding
Agar portable spot welding bisa berfungsi dengan normal, maka dilakukan pengecekan secara berkala dan perawatan secara rutin. Pengecekan disini dilakukan dalam jangka waktu tertentu dan dilakukan oleh operator. Sedangkan perawatan dilakukan oleh maintenance dengan jadwal perawatan yang sudah ditentukan. Dengan dilakukannya perawatan secara rutin, diharapkan portable spot welding bisa berfungsi dengan normal sesuai yang diharapkan dan bisa tahan lama.
3.4.1. Pengecekan harian
Pengecekan harian yaitu pengecekan yang dilakukan rutin setiap hari, pengecekan harian ini dilakukan oleh operator portable spot welding yang bersangkutan untuk mengetahui apakah portable spot welding bisa berjalan dengan normal sesuai yang diharapkan. Sebelum memulai pekerjaan awal shift dan setelah istirahat, operator wajib menguji fungsi kerja dari portable spot welder yang digunakan yaitu dengan cara menjalankan portable spot welder tanpa beban dan mengukur besarnya nugget.
Pengujian dengan menjalankan portable spot welder tanpa beban bertujuan untuk mengetahui apakah terdapat panas berlebihan pada kickless cable, aid cable/jumper dan pada welding gun. Jika terdapat panas yang berlebihan, hal ini bisa diakibatkan karena proses pendinginan yang kurang. Jika terjadi panas berlebihan, perlu segera diperbaiki agar kerusakan tidak semakin parah dan jika memungkinkan bisa mengantisipasi kerusakan pada alat.
Pengujian nugget bertujuan untuk menguji kemampuan pengelasan dari portable spot welding. Untuk membuat nugget yaitu dengan menggunakan dua buah plat yang ketebalannya berbeda. Kedua plat tersebut dilas agar saling menempel kemudian dilepas lagi dan akan meninggalkan bekas pengelasan. Bekas pengelasan itu yang diukur dengan diameter minimal yaitu 4mm. Jika besarnya diameter nugget kurang dari 4mm, hal ini disebabkan karena arus pengelasan terlalu kecil. Jika hal ini dibiarkan, bisa berakibat menurunnya kualitas produk dan menimbulkan kerusakan pada peralatan yang bersangkutan.
3.4.2. Pengecekan mingguan
Pengecekan mingguan dilakukan rutin setiap minggu. Pengecekan yang dilakukan yaitu berupa pengecekan besarnya arus pada welding gun dan mengecekan daya tekan pada kedua ujung tip ketika sedang mengatup. Pengecekan ini bertujuan untuk menjamin kualitas produk agar tetap bagus. Pada bagian pengecekan arus dan daya tekan tip dilakukan oleh bagian welding quality. 3.4.3. Perawatan bulanan
Perawatan disini dilakukan oleh bagian maintenance, perawatan yang dilakukan yaitu berupa penggantian jumper / aid cable maupun mengecek kebersihan maupun kerja dari portable spot welding itu sendiri. Pergantian kabel jumper bertujuan untuk menjamin agar arus yang digunakan untuk pengelasan bisa maksimal. Pergantian kabel jumper perlu dilakukan tiap bulan karena aid cable merupakan bagian yang elastis dan selalu bergerak, sehingga tidak jarang beberapa aid cable menjadi putus karena pemakaian.
Pengecekan kebersihan meliputi pengecekan kebersihan komponen pada panel, pengecekan kelancaran sirkulasi pendinginan. Walaupun beberapa bagian portable spot welding menggunakan air sebagai pendinginan, akan tetapi juga tidak salah jika harus merawat kebersihan dari perangkat kelistrikan yang ada. Selain itu beberapa prtable spot welding membutuhkan isolator pada bagian arm-nya agar ketika digunakan arm spot welding tidak berbenturan dengan benda kerja dan tidak terjadi short listrik antara arm dengan benda kerja.
Selain itu air filter dan ketinggian oli pada oil lubricator juga perlu diperhatikan agar ketahanan dari silinder pneumatic pada welding gun bisa tahan lama dan spot welding bisa berfungsi dengan semestinya.
3.5. Permasalahan pada Portable spot welding
Walaupun selalu dirawat secara rutin, portable spot welding terkadang juga mengalami kerusakan ketika sedang digunakan. Hal ini bisa disebabkan karena factor luar, akan tetapi tidak jarang disebabkan kerena kurangnya pengecekan portable spot welding setelah dilakukan perawatan bulanan maupun karena kelalaian dari operator portable spot welding yang bersangkutan. Beberapa permasalahan yang sering muncul diantaranya:
3.5.1 Kabel panas
Kabel menjadi panas sering kali terjadi pada kickless cable maupun pada aid cable/ jumper. Panas pada bagian ini disebabkan karena sirkulasi pendinginan yang kurang. Kurangnya sirkulasi pendinginan disebabkan karena kotoran yang dibawa air sebagai pendingin. Agar sirkulasi air pada kickless cable maupun aid cable yaitu dengan jalan menyemprot kabel dengan udara bertekanan. Yang perlu disemprot bukan hanya pada kabel yang bermasalah, akan tetapi pada bagian welding gun dan manifold air juga perlu dilakukan penyemprotan.
3.5.2 Pengelasan kurang bagus
Beberapa masalah lain yang seringkali terjadi yaitu hasil pengelasan kurang bagus, baik itu spotan bergelombang maupun daya pengelasan kurang kuat. Hal ini seringkali disebabkan karena tip yang tidak center maupun karena kurangnya arus pengelasan. Untuk mengatasi permasalahan pengelasan yang kurang Karena tip tidak center yaitu dengan memperbaiki posisi tip welding gun. Sedangkan untuk mengatasi permasalahan arus pengelasan yang kurang harus dilakukan pengecekan pada kabel kickless cable maupun aid cable / jumper. Biasanya permasalahan ini disebabkan karena terjadi induksi pada kickless cable maupun pada jumper sehingga arus yang seharusnya mengalir melalui tip menjadi terbagi pada bagian kabel yang induksi.
3.5.3. Tidak ada arus ketika proses pengelasan
Selain kerena permasalahan kurangnya arus pengelasan, tidak jarang pula terjadi kerusakan tidak adanya arus pengelasan walaupun silinder pada welding gun berfungsi secara normal. Permasalahan ini seringkali disebabkan karena kabel tembaga pada jumper putus, kabel penghantar putus baik kabel dari trafo maupun kabel sebelum masuk ke trafo. Selain karena masalah kabel, penyebab tidak adanya arus ini bisa juga disebabkan karena rangkaian timer tidak berfungsi maupun Karen thyristor rusak. Jika terjadi permasalahan seperti ini maka harus dilakukan penggantian pada bagian yang bersangkutan.
3.5.4. Terdapat percika api pada bagian yang sedang dilas
Seringkali pada pengelasan spot welding menghasilkan percikan api, percikan api ini berbahaya apalagi jika percikan api yang dihasilkan mengenai mata. Percikan api pada saat pengelasan disebabkan karena arus pengelasan yang besar, terdapat kotoran pada benda kerja, tip yang tidak center maupun karena waktu pemberian arus terlalu cepat sebelum tim menekan pada benda kerja. Akan tetapi pada beberapa bagian pengelasan selalu menghasilkan percikan api karena pengelasan menggunakan arus yang besar. Kebersihan benda kerja juga perlu diperhatikan agar bisa menghasilkan pengelasan yang bagus dan tidak menghasilkan percikan api.