BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Baja Pertiwi Industri didirikan pada tahun 1983 oleh Sudirman. PT. Baja Pertiwi Industri merupakan badan usaha yang merupakan badan usaha yang bergerak dalam bidang pelayanan kebutuhan spare part dalam pembangunan jalan raya, yang pada akhirnya berubah menjadi perusahaan pengecoran. Pendirian PT. Baja Pertiwi Industri dilatarbelakangi dengan adanya permintaan akan spare part dimana dalam usaha pemenuhannya sangat sulit dan dengan kualitas yang diterima kurang memuaskan sehingga diputuskan untuk mendirikan PT. Baja Pertiwi Industri.
Pada awalnya PT. Baja Pertiwi Industri memproduksi produk hanya untuk memenuhi kebutuhan perusahaannya sendiri. Tetapi seiring dengan banyaknya permintaan konsumen terhadap spare part yang dihasilkan oleh PT. Baja Pertiwi Industri sehingga mereka memutuskan untuk memproduksi untuk perusahaan lain yang membutuhkan dimana barang yang diproduksi terlebih dahulu datang dari konsumen atau dengan kata lain job order.
2.2. Ruang Lingkup Bidang Usaha
PT. Baja Pertiwi Industri merupakan badan usaha yang bergerak di bidang pelayanan kebutuhan konsumen akan spare part. Spare part yang diproduksi mencakup kebutuhan pada perkebunan kelapa sawit, spare part kereta api, pompa
air dan pompa minyak. Dalam hal ini, PT. Baja Pertiwi Industri akan memproduksi barang sesuai dengan pesanan dari pihak yang bersangkutan.
2.3. Lokasi Perusahaan
PT. Baja Pertiwi Industri beralamat di Jln, Sisingamangaraja No. 62B, KM 7,5 Medan-Tanjung Morawa.
2.4. Daerah Pemasaran
Produk yang dihasilkan oleh PT. Baja Pertiwi Industri akan dipasarkan di daerah Medan saja. Produk yang paling banyak dipesan oleh pelanggan adalah
spare part untuk perusahaan kelapa sawit, di antaranya loda lorry. Perusahaan ini
memberikan harga produk yang lebih murah dibanding dengan perusahaan pesaing, yang mengakibatkan tingginya permintaan pada perusahaan ini. Sistem produksi make to order yang diterapkan oleh perusahaan ini membuat konsumen dapat menentukan spesifikasi yang diinginkan sehingga sesuai dengan kebutuhan.
2.5. Organisasi dan Manajemen 2.5.1. Struktur Organisasi
Struktur organisasi PT. Baja Pertiwi Industri berbentuk lini dan fungsional. Untuk gambaran struktur organisasi perusahaan dapat dilihat pada Gambar 2.1.
Direktur
Manajer
Kabag. Personalia Kabag. Pabrik Kabag. Keuangan
Bagian Pembelian & Penjualan
Bagian Biaya Produksi dan Umum Bagian QC Bagian Perawatan Bagian Produksi Bagian Kebersihan Bagian Keamanan Bagian Administrasi
Sumber: PT. Baja Pertiwi Industri
2.5.2. Pembagian Tugas dan Tanggung Jawab
Bardasarkan struktur organisasi di atas, tugas, wewenang, dan tanggung jawab dari setiap pemegang jabatan di PT. Baja Pertiwi Industri adalah sebagai berikut:
1. Direktur
Tugas dan tanggung jawab direktur adalah sebagai berikut: a. Memimpin perusahaan agar dapat berjalan dengan baik.
b. Mengkoordinir seluruh departemen yang ada di perusahaan tersebut. c. Mengontrol masalah keahlian teknis, proyek, penjualan dan pembelanjaan
perusahaan.
d. Mengadakan hubungan dengan pihak luar baik swasta maupun pemerintah yang bertujuan untuk kelancaran perusahaan.
e. Mempunyai wewenang atas persetujuan surat-surat ekstern dan intern, pesanan pembelian, penerimaan dan pengeluaran keuangan
2. Manager
Tugas dan tanggung jawab manager adalah sebagai berikut: a. Menyeleksi dan memeriksa data yang masuk ke perusahaan.
b. Menganalisis dan memeriksa pesanan yang akan dibeli (purchase order) perusahaan.
c. Menganalisis perintah kerja (work order) yang masuk.
e. Mempunyai wewenang atas keputusan apakah order yang diperoleh layak untuk dijalankan atau tidak dan kesesuaian dengan harganya.
f. Mempunyai wewenang untuk merubah purchase order yang telah dibuat oleh bagian pembelian.
g. Bertanggung jawab kepada direktur atas setiap hal yang berkenaan dengan pabrik maupun administrasi.
3. Kepala Bagian Personalia
Tugas dan tanggung jawab kepala bagian personalia adalah sebagai berikut:
a. Bertanggung jawab kepada manjer
b. Merencanakan dan mengorganisasikan semua sumber daya manusia dan program pengembangannya.
c. Membantu tercapainya target atau tujuan perusahaan dengan menciptakan lingkungan kerja dimana semua karyawan memperoleh kepuasan terhadap pekerjaannya.
4. Bagian Administrasi
Tugas dan tanggung jawab bagian adiministrasi adalah sebagai berikut: a. Bertanggung jawab atas semua urusan yang berhubungan dengan
administrasi.
5. Bagian Keamanan
Tugas dan tanggung jawab bagian keamanan adalah sebagai berikut:
a. Bertanggung jawab atas keamanan dan kelangsungan jalannya aktivitas perusahaan.
b. Memeriksa setiap orang yang ingin berurusan dengan pihak perusahaan. c. Menerima dan menyampaikan pesan, surat atau berita yang ditujukan
kepada perusahaan.
6. Bagian Kebersihan
Tugas dan tanggung jawab bagian kebersihan adalah sebagai berikut: a. Menjaga kebersihan di lingkungan pabrik.
b. Mengelola dan merawat segala fasilitas pendukung di lingkungan pabrik, terutama di bagian kantor.
7. Kepala Bagian Pabrik
Tugas dan tanggung jawab kepala bagian pabrik adalah sebagai berikut: a. Bertanggung jawab penuh atas kegiatan operasional pabrik dan kegiatan
lainnya, baik di dalam maupun di luar pabrik.
b. Menyusun dan melaksanakan kebijaksanaan umum perusahaan sesuai dengan pedoman dan instruksi kerja direktur.
c. Mengatur, mengarahkan dan mengawasi seluruh kegiatan pabrik. d. Bertanggung jawab kepada direktur.
8. Bagian Produksi
Tugas dan tanggung jawab bagian produksi adalah sebagai berikut:
a. Bertanggung jawab atas kelancaran proses produksi dan terpenuhinya permintaan konsumen sesuain dengan rencana produks i.
b. Melaksanakan proses produksi.
9. Bagian Perawatan
Tugas dan tanggung jawab bagian perawatan adalah sebagai berikut:
a. Mengadakan perbaikan dan pemeliharaan terhadap mesin-mesin dan
material handling yang ada di perusahaan.
b. Menyampaikan laporan permintaan kepada kepala bagian pabrik mengenai
spare part mesin pabrik dan material handling yang akan diganti karena
telah mengalami kerusakan.
c. Bertanggung jawab atas tersedianya mesin dan peralatan yang akan digunakan di dalam proses produksi.
10. Bagian QC
Tugas dan tanggung jawab bagian QA dan QC adalah sebagai berikut: a. Memeriksa barang yang telah jadi apakah sudah sesuai dengan permintaan
konsumen.
b. Melakukan prosedur penggudangan terhadap barang-barang produksi dan material.
c. Mengatur tata letak barang dan menginvestasikan barang atau cadangan barang/produk yang siap dipasarkan.
d. Menghitung jumlah kerusakan barang yang telah dicor. e. Bertanggungjawab kepada manajer.
11. Kepala Bagian Keuangan
Tugas dan tanggung jawab kepala bagian keuangan adalah sebagai berikut: a. Bertanggung jawab atas segala urusan keuangan dalam perusahaan.
b. Mengeluarkan uang perusahaan dengan seizing direktur.
c. Membuat anggaran keuangan perusahaan dan hal yang berkaitan dengan hutang dan piutang perusahaan serta transaksi pembelian segala sesuatu yang dibutuhkan pabrik.
12. Pembelian dan Penjualan
Tugas dan tanggung jawab bagian pembelian dan penjualan adalah sebagai berikut:
a. Menentukan jumlah material yang harus dipesan sesuai dengan jumlah material yang masih ada di gudang.
b. Melakukan pemesanan bahan baku setelah mendapat persetujuan dari Direktur.
c. Memberi masukan untuk perencanaan peluang bisnis perusahaan. d. Mengadakan kontak dengan pelanggan.
e. Mengadakan surat kontrak penjualan produk dengan pihak konsumen dan menetapkan waktu penyerahan produk kepada pelanggan melalui masukan dari bagian produksi.
13. Bagian Biaya Produksi dan Umum
Tugas dan tanggung jawab bagian biaya produksi dan umum adalah sebagai berikut:
a. Memberikan dana untuk kebutuhan produksi pabrik dan biaya-biaya di luar kebutuhan produksi dan pembayaran gaji.
b. Bertanggung jawab kepada kepala bagian keuangan.
2.5.3. Jumlah Tenaga Kerja dan Jam Kerja 2.5.3.1. Jumlah Tenaga Kerja
Tenaga kerja merupakan sumber daya yang paling menentukan bagi perusahaan karena pada prinsipnya sumber daya manusia bagian integral dari unsur-unsur manajemen. Setiap jabatan atau pekerjaan memerlukan persyaratan minimal dari personil yang menjabatnya. Persyaratan ini harus dipenuhi agar setiap tugas dalam jabatan atau pekerjaan tersebut dapat diselesaikan dengan baik.
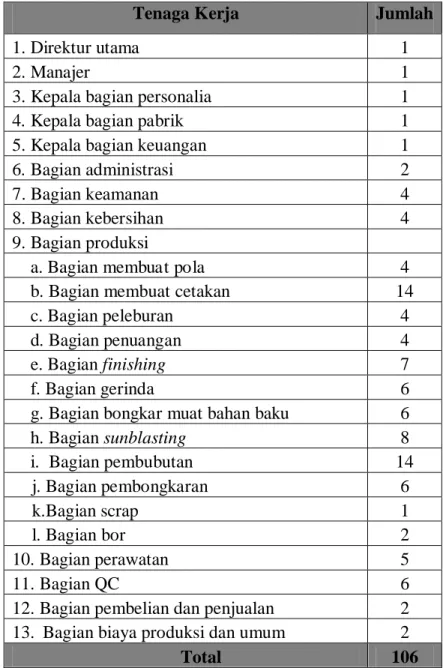
PT. Baja Pertiwi Industri memiliki jumlah tenaga kerja 106 orang, dimana tenaga kerja yang ada pada umumnya lulusan SMP, SMA dan SMK, dengan pendistribusian ketenagakerjaan dapat dilihat pada Tabel 2.1.
Tabel 2.1. Tenaga Kerja dan Jumlah Tenaga Kerja
Tenaga Kerja Jumlah
1. Direktur utama 1
2. Manajer 1
3. Kepala bagian personalia 1
4. Kepala bagian pabrik 1
5. Kepala bagian keuangan 1
6. Bagian administrasi 2
7. Bagian keamanan 4
8. Bagian kebersihan 4
9. Bagian produksi
a. Bagian membuat pola 4
b. Bagian membuat cetakan 14
c. Bagian peleburan 4
d. Bagian penuangan 4
e. Bagian finishing 7
f. Bagian gerinda 6
g. Bagian bongkar muat bahan baku 6
h. Bagian sunblasting 8 i. Bagian pembubutan 14 j. Bagian pembongkaran 6 k.Bagian scrap 1 l. Bagian bor 2 10. Bagian perawatan 5 11. Bagian QC 6
12. Bagian pembelian dan penjualan 2 13. Bagian biaya produksi dan umum 2
Total 106
Sumber: PT. Baja Pertiwi Industri 2.5.3.2. Jam Kerja
PT. Baja Pertiwi Industri menetapkan hari kerja efektifnya dimulai dari hari Senin sampai hari sabtu dengan jam kerja yang sebanyak tujuh jam per hari. Jam kerja yang ada pada PT. Baja Pertiwi Industri sebagai berikut:
a. Hari Senin sampai Kamis
Kerja aktif : 08.00 – 12.00 WIB Istirahat : 12.00 – 13.00 WIB Kerja aktif : 13.00 – 16.00 WIB b. Hari Jumat
Kerja aktif : 08.00 – 12.00 WIB Istirahat : 12.00 – 14.00 WIB Kerja aktif : 14.00 – 16.00 WIB c. Hari Sabtu
Kerja aktif : 08.00 – 12.00 WIB
2. Bagian personalia, administrasi dan kesekretariatan Senin sampai Jumat
Kerja aktif : 08.00 – 12.00 WIB Istirahat : 12.00 – 13.00 WIB Kerja aktif : 13.00 – 16.00 WIB 3. Bagian security
Senin sampai Sabtu
Kerja aktif : 08.00 – 12.00 WIB Istirahat : 12.00 – 13.00 WIB Kerja aktif : 13.00 – 17.00 WIB
PT. Baja Pertiwi Industri menggunakan sistem pengupahan harian, dan akan diterima karyawan pada akhir bulan. Karyawan PT. Baja Pertiwi Industri didaftarkan sebagai anggota JAMSOSTEK, dimana jaminan sosial tersebut adalah salah satu bentuk layanan kesejahteraan sosial yang diberikan kepada setiap anggota yang membutuhkan.
Apabila karyawan tidak masuk kerja selama beberapa hari tanpa alasan yang jelas, maka perusahaan akan memberikan sanksi sesuai dengan yang telah disepakati. Apabila karyawan bekerja melebihi jam normal, pihak perusahaan memberikan upah lembur. Karyawan yang bekerja di atas lima tahun akan diberikan fasilitas lainnya berupa baju atau seragam dan sepatu kerja.
2.6. Proses Produksi
Proses produksi didefinisikan sebagai suatu cara, metode dan teknik-teknik mengubah sumber atau input menjadi hasil atau output, sehingga hasil yang berupa barang atau jasa serta hasil sampingannya memiliki nilai tambah atau nilai guna yang berarti. Dalam pengolahan atau pengubahan pada proses tersebut dapat terjadi secara fisik maupun nonfisik yang berupa bentuk, dimensi, serta sifat.
2.6.1. Bahan yang Digunakan
Bahan yang digunakan dalam melakukan proses produksi mencakup tiga hal, yaitu bahan baku, bahan penolong dan bahan tambahan.
Bahan baku merupakan bahan utama dalam proses produksi dimana sifat dan bentuknya akan mengalami perubahan, yang langsung ikut dalam proses produksi. Bahan baku memiliki komposisi atau persentase yang besar pada produk akhit dibandingkan dengan bahan-bahan yang lain. Adapun bahan baku yang digunakan adalah sebagai berikut:
1. Scrap atau potongan besi
Potongan besi merupakan bahan utama pembuat spare part pada perusahaan kelapa sawit, misalnya pembuatan lorry, screw dan lain-lain.
2. Scrap atau potongan baja
Potongan baja merupakan bahan utama dalam pembuatan komponen alat pembuat jalan, ataupun komponen yang digunakan oleh kereta api, di antaranya jaw, tip, liner, dan lain-lain.
3. Scrap atau potongan stainless
Potongan stainless digunakan untuk pembuatan komponen pompa, baik pompa air maupun pompa minyak.
2.6.1.2. Bahan Penolong
Bahan penolong merupakan bahan yang ditambahkan ke dalam proses produksi dengan tujuan membantu memperlanccar proses produksi. Bahan ini tidak terlihat pada produk akhir. Bahan yang digunakan dalam pembutan produk pada perusahaan ini terdiri atas:
2. Air digunakan untuk mempertinggi keliatan pasir cetak sehingga pasir cetak mudah dibentuk.
3. Bentonit digunakan sebagai untuk membentuk pasir cetak, dimana bentonit akan dicampur dengan pasir. Bentonit berfungsi untuk memadatkan pasir cetak.
4. Pasir silika digunakan untuk menjaga bagian drag dan bagian kup tidak lengket.
5. Water glass digunakan sebagai campuran pasir silika untuk bahan pembuat
inti.
6. Gula tetes digunakan sebagai campuran pasir silika untuk bahan pembuat inti. 7. Grafit digunakan untuk memperhalus permukaan cetakan.
8. Kayu jelutung merupakan bahan yang digunakan untuk pembuatan mal. 9. Slack digunakan untuk menjaga suhu agar tetap stabil pada waktu penuangan,
dan untuk mengikat kotoran-kotoran kecil pada saat peleburan bahan.
10. Batu gamping berfungsi untuk meningkatkan suhu dan membantu pembakaran arang.
11. Arang kayu digunakan sebagai bahan bakar.
2.6.1.3. Bahan Tambahan
Bahan tambahan merupakan bahan yang ditambahkan ke dalam proses pembuatan produk untuk membantu peningkatan mutu produk. Bahan tambahan dapat dilihat pada produk akhit. Adapun bahan tambahan yang digunakan dalam pembutan produk ini adalah sebagai berikut:
a. Cat digunakan untuk memberikan warna kepada produk sesuai dengan permintaan konsumen. Hal ini dilakukan untuk menambah nilai jual dari produk tersebut.
b. Silikon berfungsi agar produk menjadi lebih ulet.
c. Slack remover berfungsi untuk mengikat kotoran pada saat peleburan.
d. Aluminium merupakan bahan yang digunakan untuk menetralkan suhu agar bahan leburan tidak keluar dari dapur induksi.
e. Mangan, Crom berfungsi untuk mengeraskan bahan, yang dicampurkan dalam pembuatan alat-alat berat, misalnya dalam peleburan jaw.
2.6.2. Uraian Proses
Uraian proses untuk pembentukan produk secara umum dapat dilihat pada uraian berikut ini:
1. Penerimaan bahan baku
Scrap didatangkan dengan menggunakan dump truck dan diletakkan di
tempat penumpukan. Pemindahan bahan baku ke lokasi peleburan dilakukan secara manual dengan menggunakan lorry atau hoist crane. Sebagian bahan baku ditumpuk di sebelah dapur peleburan untuk proses peleburan. Sebelum
scrap dimasukkan ke dalam dapur induksi, scrap harus dipilih dengan
syarat-syarat sebagai berikut:
a. Bahan baku harus kering dari oli ataupun air. Hal ini digunakan untuk mencegah ledakan pada dapur peleburan.
b. Bahan baku tidak mengandung karat (Fe2O3), karena karat mengandung oksigen yang dapat menyebabkan pengikatan karbon pada waktu dilebur sehingga dapat menurunkan kadar karbon cairan logam. Untuk menjaga kestabilan kadar karbon maka diusahakan scrap yang mengandung banyak karbon dicampur dengan scrap yang mengandung sedikit karbon. c. Scrap yang bentuknya terlalu besar atau panjang akan dipotong terlebih
dahulu agar tidak susah saat dimasukkan ke dalam dapur peleburan. 2. Proses peleburan
Proses peleburan (melting) adalah proses untuk mencairkan bahan baku serta campuran lainnya. Dapur yang digunakan oleh PT. Baja Pertiwi Industri adalah dapur listrik induksi kurs yang bervolume 800 ton dan 1000 ton.
3. Penuangan
Besi cair hasil peleburan dituangkan terlebih dahulu terhadap ladel yang digerakkan dengan menggunakan hoist crane dan bantuan operator untuk dibawa ke daerah pencetakan. Bahan cair yang akan dituang diusahakan pada temperature 13000C – 14000C dan kecepatan penuangan yang sesuai untuk menghindari cacat produk. Setelah leburan besi dituangkan ke dalam cetakan, didiamkan terlebih dahulu hingga 3 jam untuk mengalami proses pendinginan. Apabila leburan tersebut dingin, cetakan dibawa ke bagian pembongkaran. Adapun proses pembuatan cetakan dapat dilihat pada uraian berikut ini:
a. Persiapan bahan cetakan
Bahan tersebut meliputi bahan dasar dan bahan pengikat. Bahan dasar merupakan substansi yang tidak dapat mengikat satu dengan yang lain, tahan api dan terdiri dari butiran-butiran dengan pembagiannya mengikuti analisa tertentu. Bahan dasar yang digunakan adalah pasar kuarsa (SiO2). Sedangkan bahan pengikat yang digunakan adalah water
glass atau tetes gula. Tetes gula digunakan untuk membuat part yang
dibutuhkan perusahaan, sedangkan untuk konsumen digunakan water
glass. Hal ini dilakukan karena harga water glass lebih murah daripada
tetes gula. b. Pengadukan pasir
Pasir dari penumpukan dimasukkan ke dalam mesin pengaduk pasir dengan menggunakan sekop. Pasir diangkat dengan crane ke dalam mesin penggilingan. Mesin penggilingan ini akan berputar dan memecah pasir yang masih berupa gumpalan-gumpalan. Pasir yang telah digiling diayak dengan menggunakan pengayak getar. Pasir dimasukkan ke dalam bak penampung pasir. Pasir yang akan segera digunakan membuat cetakan dimasukkan ke dalam mixer untuk diaduk secara merata dengan
water glass dan air. Proses pengadukan ini terjadi selama 15-20 menit.
c. Pembuatan cetakan
Cetakan terdiri dari dua bagian yaitu bagian atas (kup) dan bagian bawah (drag). Cetakan ini terbuat dari kayu jelutung. Cetakan tersebut akan diisi dengan pasir yang telah digiling. Pada cetakan bagian atas dibuat saluran
tempat mengalirkan logam cair dengan cara menempatkan pipa saluran di bagian tertentu. Setelah pasir padat memenuhi tempat cetakan, cetakan tersebut dibalikkan. Mal diletakkan di cetakan bagian bawah kemudian ditutupi dengan pasir dan dipadatkan. Mal dikelurkan dari kayu tempat cetakan dan kemudian gas CO2 disemprotkan pada lubang-lubang tertentu pada cetakan pasir agar pasir cetak lebih kuat dan kokoh.
4. Pembongkaran
Pembongkaran yang dimasukkan adalah pemisahan calon produk dari cetakan pasir. Hasil dari penuangan dibawa ke bagian pembongkaran dengan troli dan dimasukkan ke dalam mesin pembongkar. Setelah sebagian besar pasir cetakan terlepas dari produk, maka produk dibawa ke bagian pembersihan untuk melepaskan pasir-pasir yang masih melekat pada produk yang tidak dapat terlepas dengan menggunakan mesin pembongkar.
5. Pembersihan
Pada bagian pembersihan ini, pasir yang masih melekat pada produk di bagian pembongkaran dibersihkan dari seluruh permukaan produk. Produk dimasukkan ke dalam mesin pembersihan (sand blasting) dengan menggunakan troli. Pembersihan dilakukan dengan penembakan mimis terhadap produk. Produk diletakkan pada meja putar pembersihan dan kemudian mesin ditutup. Mimis baja ditembakkan terhadap produk melalui kipas-kipas penyemprot yang terdapat pada bagian atas dan samping kabinet. Mimis tersebut mengenai bagian luar permukaan produk dan bergerak membal di dalam kabinet sehingga pasir yang masih merekat pada permukaan
produk lepas dan keluar melalui saluran pembuangan. Pengaturan penembakan yang lebih lama dilakukan untuk mendapatkan permukaan produk yang lebih bersih. Setelah produk bersih, produk dikeluarkan dari mesin pembersihan dibawa ke bagian penggerindaan.
6. Penggerindaan
Penggerindaan merupakan proses perautan, perataan dan penghalusan material. Proses penggerindaan dilakukan dengan mesin gerinda yang kerjanya bergerak secara kontinu terhadap benda. Produk diangkat dan diletakkan pada mesin gerinda dan dikaitkan dengan baut agar produk tidak bergerak saat dilakukan penggerindaan. Mesin gerinda dihidupkan dan roda gerinda akan berputar, dan operator akan mengarahkan ke permukaan tertentu.
7. Pembubutan
Proses pembubutan adalah proses pengikisan atau pemotongan benda kerja yang dilakukan dengan memutar benda kerja dan pisau pahat yang terbuat dari baja akan mengikis permukaan benda sesuai dengan yang diinginkan. Benda kerja diletakkan pada dudukan dan dikaitkan dengan menggunakan baut agar posisi benda kerja tidak berubah saat dilakukan pembubutan. Benda kerja diukur terlebih dahulu untuk menentukan ketebalan permukaan yang akan dibuat. Kemudian benda kerja diputar perlahan-lahan dengan panel kendali. Lalu mata pahat didekatkan sampai mengikis benda kerja sesuai dengan ketebalan yang diinginkan. Jika proses benda kerja sudah memenuhi ukuran yang ditentukan, maka kegiatan pembubutan selesai.
8. Pengecatan
Proses pengecatan dilakukan untuk melindungi produk dari korosi serta memberikan warna yang lebih menarik terhadap produk. Proses pengecatan dilakukan dengan bantuan kuas dan alat semprot. Setelah produk dicat, maka produk tersebut dikeringkan untuk beberapa saat.
2.7. Mesin dan Peralatan 2.7.1. Mesin
Adapun mesin yang digunakan pada PT. Baja Pertiwi Industri adalah sebagai berikut:
1. Mesin Bubut
Mesin bubut adalah mesin perkakas yang mempunyai gerakan utama berputar. Benda kerja diputar terhadap pahat pemotong sehingga benda kerja tersayat dalam bentuk bram/chips. Gerak jalan dilakukan oleh pahat yang dijepit pada tool post. Salah satu ujung benda kerja dijepit pada pelat cekam yang berada pada kepala tetap sedang ujung lain dari benda kerja ditumpu pada senter dari kepala lepas.
Mesin bubut biasanya digunakan untuk mengerjakan benda-benda yang sentris tetapi disamping itu digunakan juga untuk meratakan permukaan datar, menggurdi (membuat lubang), memperbesar lubang (boring) dan lain-lain. 2. Mesin Bor
a. Bor otomatis b. Bor manual
3. Mesin Gerinda
Mesin gerinda adalah mesin yang mampu meratakan permukaan dan penghalusan permukaan yang kasar. Cara kerja mesin gerinda adalah perputaran yang terjadi pada dengan kecepatan yang tinggi, dimana fungsi putaran batu gerinda tersebut yang mampu menghaluskan permukaan yang kasar.
4. Mesin Potong (Hack saw machine)
Merupakan mesin yang berfungsi untuk memotong benda kerja, khususnya ash.
5. Mesin Press
Merupakan mesin yang berfungsi untuk menyambung antara satu benda kerja dengan benda kerja lainnya.
6. Mesin Pembersih (Sand blasting)
Mesin pembersih merupakan mesin yang digunakan untuk membersihkan pasir dan leburan yang masih melekat pada benda kerja.
7. Oven
Oven digunakan untuk mengeraskan benda atau produk. Produk yang dikeraskan hanya produk tertentu saja, misalnya jaw, screw, tip, tapaksaw. 8. Mesin Dapur Induksi Listrik
Merupakan mesin yang berfungsi untuk meleburkan besi hancuran dan sisa tuangan.
2.7.2. Peralatan
Adapun mesin yang digunakan pada PT. Baja Pertiwi Industri adalah sebagai berikut:
1. Hoist Crane
Hoist crane digunakan untuk memindahkan barang dari satu tempat ke
tempat yang lain. Biasanya digunakan untuk benda yang berat. 2. Multistick
Multistick digunakan untuk memindahkan barang dari satu tempat ke tempat
lain dengan cara menarik atau mendorong alat tersebut oleh operator. 3. Vernier Caliper
Vernier Caliper adalah alat yang digunakan untuk mengukut benda kerja
apakah sudah sesuai dengan spesifikasi yang diinginkan oleh pelanggan. 4. Flens
Flens adalah alat yang digunakan untuk mengunci batu gerinda pada poros
mesin gerinda. 5. Batu Gerinda
Batu gerinda adalah alat potong yang dipasang pada mesin gerinda yang dijepit pada flens.
6. Drill Chuck
Drill chuck merupakan alat bantu yang digunakan untuk mencekam mata bor
saat melakukan pengeboran. 7. Lathe Centre
Lathe centre adalah alat bantu yang digunakan untuk menahan benda kerja
yang panjang pada saat pembubutan. 8. Dial Indicator
Dial indicator adalah alat bantu yang digunakan untuk mengukur kerataan
dan kesejajaran benda kerja maupun alat yang digunakan. Ketelitian dari pekerjaan ini tergantung pada penggunaan alat ini.
9. Meteran
Meteran digunakan untuk mengukur benda kerja apakah sesuai dengan spesifikasi atau tidak. Selain itu meteran ini juga digunakan mengukut mal yang digunakan sudah sesuai atau tidak.
10. Kunci
Kunci digunakan untuk membuka atau mengundi benda kerja terhadap alat kerja.
11. Mata Pisau
Mata pisau digunakan sebagai alat untuk memakan benda kerja. 12. Pengait
Pengait digunakan untuk mengambil scrap dari mesin tersebut supaya tidak menganggu pekerjaan mesin. Selain itu pengait juga digunakan untuk mengangkat kotoran-kotoran pada dapur peleburan.
13. Kertas Pasir