TUGAS AKHIR
PENGARUH PERUBAHAN JARAK SEMPROT TERHADAP
PELAPISAN LOGAM PADUAN NIKEL-ALUMINIUM
(METCO 404) DALAM PROSES
SEMPROT PLASMA
Diajukan Guna Melengkapi Sebagian Syarat Dalam Mencapai Gelar Sarjana Teknik (S1)
DISUSUN OLEH :
Nama : Arif Nalarto Linuwih
NIM : 4130412-059
Program Studi : Teknik Mesin
PROGRAM STUDI TEKNIK MESIN
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS MERCU BUANA
JAKARTA
LEMBAR PENGESAHAN
LEMBAR PERNYATAAN
Yang bertanda tangan di bawah ini,
N a m a : Arif Nalarto Linuwih N.I.M : 4130412-059 Jurusan : Teknik Mesin Fakultas : Teknologi Industri
Judul Skripsi : Pengaruh Jarak Semprot Terhadap Pelapisan Logam Paduan Nikel-Aluminium ( Metco 404 ) Dalam Proses Semprot Plasma
Dengan ini menyatakan bahwa hasil penulisan Skripsi yang telah saya buat ini merupakan hasil karya sendiri dan benar keasliannya. Apabila ternyata di kemudian hari penulisan Skripsi ini merupakan hasil plagiat atau penjiplakan terhadap karya orang lain, maka saya bersedia mempertanggungjawabkan sekaligus bersedia menerima sanksi berdasarkan aturan tata tertib di Universitas Mercu Buana.
Demikian, pernyataan ini saya buat dalam keadaan sadar dan tidak dipaksakan.
Penulis,
Materai Rp.6000
PENGARUH PERUBAHAN JARAK SEMPROT TERHADAP
PELAPISAN LOGAM PADUAN NIKEL-ALUMINIUM
(METCO 404) DALAM PROSES
SEMPROT PLASMA
Disusun Oleh :
Nama : Arif Nalarto L
NIM : 4130412-059 Jurusan : Teknik Mesin
Mengetahui
Pembimbing Koordinator Tugas Akhir
PENGARUH PERUBAHAN JARAK SEMPROT TERHADAP
PELAPISAN LOGAM PADUAN NIKEL-ALUMINIUM
(METCO 404) DALAM PROSES
SEMPROT PLASMA
Bagian yang dipelajari adalah pengaruh parameter proses jarak semprot terhadap sifat mekanik dari permukaan lapisan yang dihasilkan. Tujuannya adalah untuk mengetahui karakteristik pelapisan yang dihasilkan, terutama pada proses penyemprotan menggunakan tangan untuk memegang secara langsung, yang berjarak berubah ubah, bukan memakai robot.
Metoda penulisan yang dipakai adalah pengumpulan data, pengolahan data, Analisa dan Pembahasan dan diakhiri dengan membuat kesimpulan
Dari hasil penelitian dilihat nilai-nilai yang optimum dari kekerasan lapisan, ketebalan lapisan, kekuatan lekat yang kemudian dikombinasikan dengan hasil pengamatan struktur mikro lapisan semprot yang dihasilkan.
Hasil akhir penelitian dari ketiga variable jarak 20 cm, 30 cm, 40 cm diperoleh hasil yang relatif baik, karena hasil yang diperoleh sesuai dengan ketentuan yang ada lembar panduan kerja.
Puji syukur alhamdullilah penulis panjatkan kehadirat Alloh SWT karena berkat bimbingan, rahmat dan hidayah-Nya sehingga pada akhirnya penulis dapat menyelesaikan penelitian tugas akhir, yang merupakan salah satu persyaratan yang diperlukan guna menempuh ujian sidang Sarjana Strata 1 di Jurusan Teknik Mesin Fakultas Teknologi Industri Universitas Mercubuana, Jakarta.
Penelitian yang dilakukan oleh penulis mengenai perlakuan permukaan khususnya mengenai proses pelapisan dengan menggunakan metode sample plasma, yang berjudul “Pengaruh Jarak Semprot Terhadap Pelapisan Logam Paduan Nikel-Aluminium ( Metco 404 ) Dalam Proses Semprot Plasma”.
Selesainya pelaksanaan penelitian tugas akhir ini tidak terlepas dari bantuan dan kerja sama dari berbagai pihak. Untuk itu penulis mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Bapak Ir. Ruli Nutranta, M. Eng. sebagai dosen pembimbing .
2. Seluruh Dosen Pengajar kelas PKSM Universitas Mercu Buana, Jakarta. 3. Ibu dan Ibu mertua penulis yang saya hormati dan cintai.
4. Istri dan Anak-Anakku tersayang yang telah banyak merelakan waktunya. 5. Bapak Omi Pardede sebagai Manager Machining dan Thermal Spray . 6. Semua teman – teman di Machining, Thermal Spray dan Engineering Pada kesempatan ini penulis juga mohon maaf atas segala kesalahan dan penulisan yang mungkin berbeda dengan pandangan pembaca sehingga komentar, kritik dan saran yang membangun dari pembaca sangat penulis harapkan.
Demikian pengantar penulisan penelitian ini, semoga bermanfaat bagi pembaca sekalian, terutama bagi GMF Aero Asia, Garuda Indonesia Group, dalam rangka meningkatkan IPTEK diperusahaan tersebut.
Jakarta, Januari 2008 Penulis
DAFTAR ISI
HALAMAN JUDUL i
LEMBAR PERNYATAAN ii
LEMBAR PENGESAHAN iii
ABSTRAKS iv KATA PENGANTAR v DAFTAR ISI vi DAFTAR GAMBAR ix DAFTAR TABEL xi BAB. I. PENDAHULUAN 1 1.1. Latar belakang 1 1.2. Permasalahan 3 1.3. Batasan masalah 4 1.4. Tujuan 4 1.5. Metode penelitian 5
BAB. II. TINJAUAN PUSTAKA 8
2.1. Proses Perlakuan Permukaan 8
2.2. Teknologi Proses Semprot Logam 11
2.3. Proses Semprot Plasma 14
2.4. Prinsis Dasar Proses Semprot Plasma 16
2.4.1. Berkas Sinar Plasma 16
2.4.2. Gas Pembentuk Plasma 19
2.4.3. Pembentukan Deposit Lapisan Plasma 21
2.4.4. Interaksi Partikel Dengan Lingkungannya 24
2.5.1. Struktur Mikro 26
2.5.2. Densitas Dan Porositas 27
2.5.3. Ikatan, Tegangan internal Dan Ketebalan Lapisan 28
2.6. Parameter Kerja Proses Penyemprotan 30
2.6.1. Pemilihan Gas Plasma 30
2.6.2. Sumber Daya Listrik 32
2.6.3. Pengumpanan Serbuk 33
2.6.4. Jarak Penyemprotan 33
2.6.5. Sudut Semprot 34
2.6.6. Ukuran Serbuk 34
2.6.6. Pemilihan Bahan Semprot 35
2.7. Tahap-Tahap Proses Penyemprotan 37
2.7.1. Tahap Persiapan Permukaan Logam Induk 37
2.7.2. Tahap Pemanasan Mula Logam Induk 38
2.7.3. Tahap Penyemprotan Material Umpan 38
2.7.4. Tahap Pengerjaan Akhir 38
BAB. III. PENGUMPULAN DATA 40
3.1. Diagram Alir Penelitian 40
3.2. Spesifikasi Bahan Yang Digunakan 41
3.2.1.LogamInduk (Substrat) 41
3.2.2. Logam Pelapis 43
3.2.3. Parameter Proses Untuk Serbuk 404 43
3.3. Parameter Penelitian 44
3.4. Peralatan Prosedur Proses Semprot Plasma 44
3.4.1. Peralatan Proses Semprot Plasma 44
3.4.2. Prosedur Proses Semprot Plasma 45
3.4.2.a. Persiapan Permukaan Logam Induk 45
3.4.2.b. Pemanasan Mula Permukaan logam Induk 45
3.4.2.c. Penyemprotan Material Serbuk Pelapis 45
3.5. Pengujian Dan Pengamatan Struktur Mikro 46
3.5.1. Kekerasan 46
3.5.2.Kekuatan Ikatan 47
3.5.3. Pengamatan Struktur Mikro Dan Pengukuran Ketebalan Lapisan 48
BAB. IV. ANALISIS 49
4.1. Hasil Pengujian Kekerasan 49
4.2. Hasil Pengukuran Ketebalan Lapisan 51
4.3. Hasil Pengujian Kekuatan Tarik 53
4.4. Struktur Mikro Lapisan Semprot 56
BAB. V. PENUTUP 61 5.1. Kesimpulan 61 5.2. Saran 62 DAFTAR PUSTAKA 63 LAMPIRAN 64 DAFTAR GAMBAR
Gambar 2.1 Pembagian Proses Perlakuan Permukaan 10
Gambar 2.2 Proses Semprot Logam Nyala Api 13
Gambar 2.3 Proses Semprot Logam Busur Listrik 13
Gambar 2.4 Proses Semprot Logam Busur Plasma 14
Gambar 2.5 Unit Peralatan Semprot Logam Busur Plasma 16
Gambar 2.6 Atom Netral 17
Gambar 2.7 Elektron yang Keluar Lintasan 18
Gambar 2.8 Pemisahan Gas Diatomik 19
Gambar 2.9 Inklinasi Semprot Logam Partikel dalam Berkas Sinar Plasma 22
Gambar 2.10 Kecepatan Partikel WC-CO dengan Ukuran yang Berbeda 24
Gambar 2.11 Skema Hasil Semprot Plasma 25
Gambar 2.11 Struktur Mikro pada Hasil Semprot Plasma secara umum 27
Gambar 2.12 Tegangan Yang Terjadi Pada Pelapisan 30
Gambar 2.13 Pengaruh Ukuran Butir Terhadap Kepadatan Lapisan Tungsten 35
Gambar 3.1 Diagram Alir Penelitian 40
Gambar 3.2 Bentuk Benda Uji Kekerasan 41
Gambar 3.3 Bentuk Benda Uji Tarik 42
Gambar 3.4 Susunan Benda Uji Tarik 47
Gambar 4.3 Grafik Kekuatan Ikatan Lapisan 56 Gambar 4.4 Struktur Mikro Jarak Semprot 20 cm Dengan
Perbesaran 200 x 57 Gambar 4.5 Struktur Mikro Jarak Semprot 20 cm Dengan
Perbesaran 500 x 58 Gambar 4.6 Struktur Mikro Jarak Semprot 30 cm Dengan
Perbesaran 200 x 58 Gambar 4.7 Struktur Mikro Jarak Semprot 30 cm Dengan
Perbesaran 500 x 59 Gambar 4.8 Struktur Mikro Jarak Semprot 40 cm Dengan
Perbesaran 200 x 59 Gambar 4.9 Struktur Mikro Jarak Semprot 40 cm Dengan
Perbesaran 500 x 60
Tabel. 2.1 Pemilihan Bahan Semprot Plasma 36
Tabel 3.1 Komposisi Kimia Baja Stainless 17 – 7 PH 42
Tabel 4.1 Tingkat Kekerasan Permukaan ( Hrb ) 49
Tabel 4.2 Hasil Ketebalan Lapisan Semprot 52
BAB I
PENDAHULUAN
1.1. Latar BelakangAus adalah sebuah kerusakan yang lumrah terjadi pada komponen yang bekerja pada pergerakan dengan gesekan. Pada gerakan relatif dengan tekanan, selalu terjadi friksi pada bidang kontak yang menyebabkan abrasi. Hal ini akan merusak ketelitian komponen yang selanjutnya akan berkembang terus menjadi lebih parah hingga komponen kehilangan fungsi atau bahkan akan patah.
Keausan juga terjadi pada komponen komponen pesawat terbang. Oleh karena itu, banyak metode yang telah dikembangkan untuk mengatasi keausan ini. Salah satunya metode yang di gunakan adalah proses semprot logam. Proses semprot logam adalah penyemprotan material padat yang dicairkan ke permukaan logam dasar untuk memberikan lapisan pelindung.
Thermal spray merupakan kelompok proses pelapisan, yaitu penambahan
atau penempelan suatu material atas permukaan material lain. Cara adalah material pelapis di panaskan hingga titik leburnya, lalu didorong dengan tekanan udara hingga material pelapis tersebut mengenai permukaan benda kerja hingga terbentuk lapisan baru.
Dalam dunia industri, thermal spray berkembang dengan pesat. Hal ini karena proses ini karena mempunyai beberapa keuntungan, diantaranya :
1 Tingkat fleksibilitas yang tinggi. 2 Material pelapis sangat bervariasi. 3 Kecepatan penyempurnaan tinggi.
4 Proses dapat di otomatisasikan dengan menggunakan robot.
5 Pengaplikasiannya lebih variatif.
Dalam penelitian ini, proses semprot logam yang dipakai adalah proses semprot plasma dengan material berbentuk serbuk paduan logam. Proses semprot plasma mampu menghasilkan sumber panas yang lebih tinggi bila dibandingkan dengan metode semprot logam lainnya, sehingga dapat digunakan untuk penyemprotan material dengan titik leleh yang tinggi.
Lapisan yang dihasilkan oleh proses semprot plasma dipengaruhi oleh beberapa parameter, yaitu :
1. Jarak penyemprotan. 2. Sudut semprot.
3. Kecepatan material ( spray rate ).
4. Kecepatan lintas (traverse speed ).
5. Diameter lubang penyemprotan ( nozel gun ).
Beberapa parameter tersebut akan mempengaruhi karakteristik lapisan hasil semprot yaitu :
3. Ketebalan lapisan.
4. Kekuatan lekat material lapisan dengan logam induk.
Saat ini proses semprot plasma mengalami pertumbuhan yang pesat bahkan
diperkirakan sampai beberapa tahun kedepan. Teknik plasma menduduki
peringkat pertama di antara proses semprot logam lainnya. Sedangkan di negara berkembang seperti negara kita, pemanfaatan teknologi proses semprot plasma masih merupakan hal yang baru. Teknologi ini banyak digunakan dalam proses perbaikan komponen – komponen pesawat udara. Garuda Maintenance Facility
Aero Asia merupakan salah satu fasilitas perbaikan komponen pesawat yang menggunakan teknologi ini. Investasi peralatan semprot plasma dirasa cukup tinggi dibanding proses semprot lainnya sehingga di butuhkan tindakan yang ekonomis dengan hasil yang optimum. Oleh karena itu perlu kiranya dilakukan suatu penelitian terhadap proses semprot plasma.
1.2. Permasalahan
Pengerjaan semprot plasma / Plasma Spray adalah merupakan salah satu bagian tahapan perawatan mesin pesawat di Engine Maintenance, PT GMF Aero
Asia. Mengingat Thermal Spray di dunia industri yang ada di Indonesia masih cukup langka, maka penulis tertarik untuk meneliti salah satu bagian dari Thermal Spray yaitu Plasma Spray .
1.3. Batasan Masalah
Penelitian ini dibatasi hanya untuk mengetahui karakteristik / sifat
mekanik terhadap perubahan parameter jarak semprot. Adapun variable jarak semprot yang dipakai adalah 20 cm, 30 cm, 40 cm. Sedangkan untuk parameter yang lainnya dibuat konstan sesuai dengan proses penelitian yang dilakukan.
Material serbuk yang digunakan sebagai material pelapis adalah serbuk logam paduan dasar nikel-alumunium ( nickel base alumunium alloy ) Metco 404.
Parameter lain yang dipergunakan, seperti komposisi gas, pengaturan sumber daya listrik, persiapan benda uji, pemakaian alat penembak umpan dijaga konstan dan merujuk pada standar yang diberikan oleh pihak perusahaan pembuat serbuk dan paralatan semprot plasma yang digunakan selama penelitian, yaitu Metco Perkin Elmer.
Serangkaian pengujian yang dilakukan terhadap lapisan hasil penyemprotan, meliputi pengujian kekerasan, ketebalan lapisan dan kekuatan lekat (bonding strength) terhadap struktur mikro lapisan semprot.
Proses semprot dilakukan di Engine Maintenance, GarudaMaintenance Facility (GMF) bagian Thermal Spray, dan untuk pengujian dilakukan di
Laboratorium GMF.
1.4. Tujuan
Tujuan dari penulisan ini adalah agar dapat mengetahui dan mengerti tentang Thermal Spray pada umumnya dan proses Plasma Spray pada khususnya.
penyemprotan terhadap sifat mekanik hasil semprot yaitu kekerasan, ketebalan lapisan, kekuatan lekat serta struktur mikro lapisan sehingga dapat diprediksi nilai optimum dari besarnya sudut semprot yang relatif baik untuk digunakan.
1.5. Metode Penulisan
Dalam penulisan tugas akhir ini, penulis menggunakan data-data yang ada kaitannya dengan penelitian ini, adapun metode yang digunakan sebagai berikut:
1.5.1. Pengumpulan data
1. Studi literatur.
2. Pengamatan langsung pada kasus.
3. Melakukan diskusi dengan para operator Thermal Spray dan Repair Engineer.
4. Mengumpulkan data sekunder.
1.5.2. Pengolahan Data
Melakukan pengolahan terhadap data-data yang sudah dikumpulkan dengan menggunakan referensi yang berhubungan dengan hal itu.
1.5.3. Analisa dan Pembahasan
Melakukan analisa terhadap hasil dari pengujian dan memberikan bahasan
1.5.4. Membuat Kesimpulan
Menyimpulkan hasil pengujian dan pembahasan yang didapat.
1.6. Sistimatika Penulisan
Adapun sistematika pembahasan dari skripsi tugas akhir ini menjadi 5 bab dengan susunan sebagai berikut:
BAB. I
PENDAHULUAN, berisi tentang : latar belakang, permasalahan, batasan masalah, tujuan penelitian, metode penulisan.
BAB. II
TINJAUAN PUSTAKA, berisi tentang : teori dasar yang berkaitan dengan proses perlakuan permukaan, dan teknologi proses semprot logam.
BAB. III
DATA-DATA PENGUJIAN, berisi data-data yang mendukung proses pelaksanaan penelitian, Spesifikasi bahan yang digunakan untuk penelitian
BAB. IV
ANALISIA HASIL PENGUJIAN, berisi tentang hasil pengujian dilaboratorium mengenai : kekerasan permukaan, ketebalan, kekuatan ikatan lapisan
BAB. V
KESIMPULAN, berisi tentang kesimpulan dari bab 3 dan 4 sesuai dengan pengamatan hasil pengujian.
BAB II
TINJAUAN PUSTAKA
2.1. Proses Perlakuan Permukaan
Sebelum kita memasuki masalah proses semprot logam, terlebih dahulu akan diawali dengan memberikan pengertian atau penjelasan singkat tentang kedudukan proses semprot logam dalam proses perlakuan permukaan. Di samping itu akan diperlihatkan dalam suatu diagram proses apa saja yang termasuk katagori perlakuan permukaan, sehingga dari titik tolak tersebut dapat di hasilkan suatu perbandingan antara proses semprot logam dengan proses perlakuan permukaan yang lain.
Kualitas sebagian besar produk logam dipengaruhi oleh kondisi permukaan dan pengrusakan permukaan akibat pemakaian. Pengrusakan permukaan merupakan faktor utama yang membatasi masa pakai dan menurunkan kinerja produk – produk komponen mesin sering disebut keausan.
Untuk membuat produk yang tahan aus dapat dilakukan dengan membuat produk dari bahan tahan aus atau dengan membentuk lapisan tahan aus dipermukaan produk logam. Sebagian material tahan aus memiliki sifat keras dan nilai ketangguhan yang rendah. Material ini juga sulit untuk diproses dari pada material mesin pada umumnya, oleh karena itu komponen yang dapat dibuat dari material ini biasanya mempunyai bentuk sederhana. Dan sebaliknya lebih menguntungkan apabila memakai material yang telah dilapisi permukaannya
dengan lapisan tahan aus karena produknya memiliki ketangguhan yang baik dan bentuk produknya juga lebih rumit.
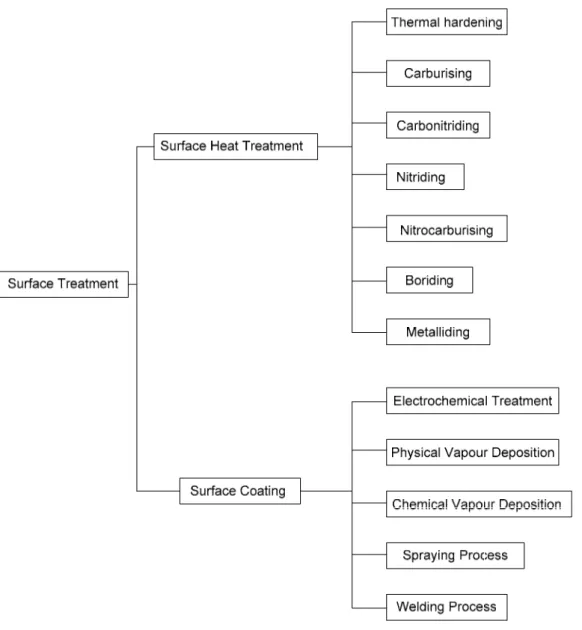
Proses perlakuan permukaan sebagian besar dilakukan untuk mengatasi fenomena keausan tersebut. Proses perlakuan permukaan dapat dibagi menjadi dua kelompok yaitu : perlakuan panas permukaan (surface heat treatment) dan
pelapisan permukaan ( surface coating ). Perlakuan panas permukaan adalah
membentuk permukaan keras melalui proses perlakuan panas seperti pendifusian elemen karbon atau nitrogen ke dalam permukaan logam induk. Sedangkan pelapisan permukaan adalah pembentukan lapisan baru pada permukaan logam induk dengan cara memberikan atau mendepositkan material keras di atas permukaan logam induk.
Gambar 2.1. Pembagian proses perlakuan permukaan
Proses semprot logam dikelompokan sebagai salah satu dari proses pelapisan permukaan ( surface coating ). Sebenarnya proses semprot logam tidak
hanya ditujukan untuk mengatasi keausan tetapi sebagai proteksi terhadap thermal, oksidasi dan korosi. Selain itu, dapat juga digunakan sebagai pelindung (seal) dan perbaikan dimensi komponen mesin. Proses ini memiliki beberapa
kelebihan di banding proses pelapisan permukaan lainnya, antara lain ukuran dan bahan yang akan dilapisi tidak terbatas, distorsi panas yang terjadi kecil sehingga bias digunakan untuk material yang tipis, dapat dipakai untuk material pelapis yang bersifat tidak mampu las / non weldable seperti plastik atau keramik,
ketebalan lapisan yang lebih presisi dan sebagainya.
2.2. Teknologi Proses Semprot Logam
Proses semprot logam dalam pengertian umum dipakai untuk mendefinisikan suatu kelompok proses penyemprotan atau pendepositan material logam atau non logam pada material induk untuk membentuk lapisan. Material pelapis dapat berupa serbuk atau kawat. Alat penyemprotnya menggunakan busur plasma, pembakaran gas, atau busur listrik untuk menghasilkan panas yang akan dipergunakan untuk melelehkan material pelapis. Material pelapis berubah menjadi keadaan plastis atau cair ketika di panaskan dan kemudian disemprotkan oleh proses gas ke material induk. Partikel akan menumbuk material induk dan membentuk lapisan tipis yang terikat ke material induk dan terikat antar partikel itu sendiri. Partikel – partikel tersusun dan menjadi dingin dan akan membentuk lapisan.
Proses semprot logam dimulai setelah diperkenalkannya alat penyemprotan dengan menggunakan gas oksiasetilena oleh Schoop pada tahun 1910. Ia juga yang mengembangkan proses semprot logam dengan menggunakan busur listrik sebagai sumber panas. Setelah itu perkembangan proses semprot logam dipergunakan dengan bidang aplikasi yang makin luas.
Proses semprot logam adalah proses yang sinergis. Komponen sistem, parameter, sifat dan fungsi pelapis yang diharapkan harus ditentukan terlebih dahulu. Hal ini agar dapat dipilih jenis material dan peralatan yang dibutuhkan bagi proses secara tepat. Proses dapat disesuaikan untuk kebutuhan khusus setelah menetapkan beberapa variable. Beragam lapisan dapat di peroleh dengan menggunakan kombinasi yang berbeda dari peralatan dan material pelapis. Suatu system semprot logam biasanya terdiri dari alat penembak atau penyemprot, sumber energi listrik, unit pengontrol gas dan material umpan pelapis yang dapat berupa serbuk atau kawat.
Ada beberapa metode proses semprot logam. Secara umum di kelompokan menjadi tiga metode. Pembagian metode ini didasarkan pada sumber panas yang digunakan. Ketiga metode itu adalah :
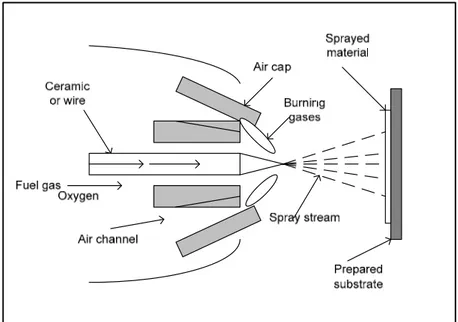
a) Semprot Logam Nyala Api ( Flame Spraying ), (lihat pada gambar 2.2)
b) Semprot Logam Busur Listrik ( Arc Spraying ), (lihat pada gambar 2.3)
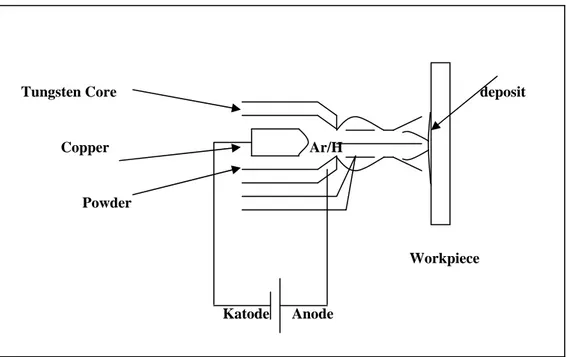
c) Semprot Logam Plasma ( Plasma Spraying ), (lihat pada gambar 2.4)
Gambar 2.2 Proses semprot logam nyala api
Sumber : Thermal Spray Coating Metal Handbook 5 vols,Clare, James H.& Daryl E. Crawner
Wire Wire Shop air Nozzle Arc point Wire guide Radector plate Spraved material
Sumber : Thermal Spray Coating Metal Handbook 5 vols,Clare, James H.& Daryl E. Crawner
Tungsten Core deposit
Copper Ar/H
Powder
Workpiece
Katode Anode
Gambar 2.4 Proses semprot logam busur plasma
Sumber : Thermal Spray Coating Metal Handbook 5 vols,Clare, James H.& Daryl E. Crawner
Pada penelitian ini, proses semprot yang dipakai adalah proses semprot logam plasma dengan material umpan berupa serbuk.
2.3. Proses Semprot Plasma
yang mempunyai kekuatan yang tinggi yang membutuhkan peralatan semprot logam yang mampu menghasilkan temperature hingga mampu untuk melelehkan material tersebut.
Proses semprot logam nyala api ( Flame Spray ) dan busur listrik (Arc Spray ) tidak dapat menghasilkan temperature yang cukup tinggi karena
rendahnya temperature nyala oksiasetelina atau busur listrik, sehingga material semprot yang memiliki titik leleh yang tinggi tidak dapat di lakukan penyemprotan.
Keterbatasan proses semprot logam ini telah mampu diatasi dengan pengembangan teknologi semprot logam plasma ( plasma spray technology ).
Proses semprot mampu menghasilkan panas yang cukup tinggi sehinggga mampu melelehkan material yang memiliki titik leleh tinggi, seperti keramik. Di samping itu pula dengan digunakannya gas inert maka resiko terjadinya proses oksidasi pada partikel semprot dapat di kurangi.
Proses semprot logam plasma menggunakan gas panas yang terionisasi (plasma) sebagian sumber panas, yang akan melelehkan material serbuk pelapis busur gas atau campuran gas dilewatkan pada busur yang dihasilkan antara katoda tungsten dan anoda tembaga. Gas akan terionisasi menghasilkan plasma yang memiliki temperature yang sangat tinggi hingga 15.000 o K hingga 16.000 o K (14.726,85 o C hingga 15.726,85 o C )
Kemudian ke dalam plasma dimasukkan serbuk yang akan mencair dan oleh aliran plasma dengan kecepatan tinggi dan ditembakkan ke arah permukaan material yang akan dilapisi.
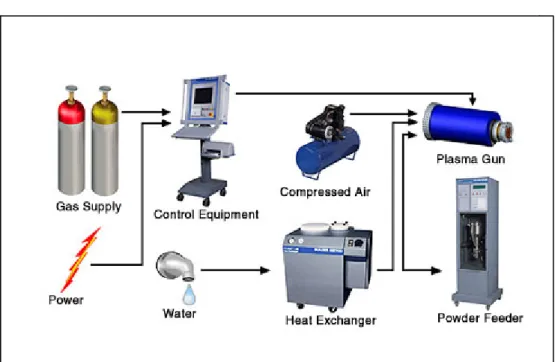
Unit pengendali akan mengatur sumber daya listrik yang di berikan, gas plasma, aliran pendingin, elemen – elemen lain untuk menjaga kondisi proses semprot logam dengan baik. Gas primer yang biasa di gunakan adalah argon atau nitrogen sedangkan gas sekunder yang ditambahkan untuk meningkatkan heat content dan kecepatan plasma adalah hydrogen dan helium.
Gambar 2.5 Unit peralatan semprot logam busur Sumber : www.Suljur Metco.Com
2.4. Prinsip Dasar Proses Semprot Plasma 2.4. 1 . Berkas Sinar Plasma ( Plasma Beam )
Menurut definisi Langmuir, plasma adalah tingkat ionisasi yang tinggi dari suatu massa yang mengandung molekul atom elektron dan kuanta cahaya.
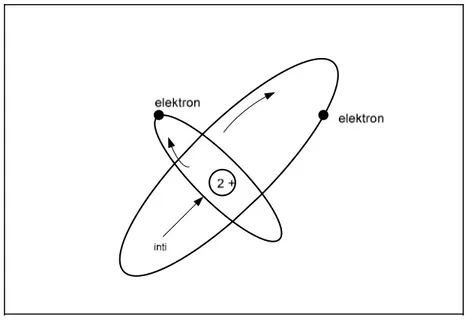
Untuk memperjelas pengertian plasma, dapat kita lukiskan terlebih dahulu melalui apa yang terjadi pada atom – atom dan molekul pembentuk gas. Pada gambar 2.6 di ilustrasikan sebuah atom dalam keadaan netral. Atom ini mempunyai inti bermuatan ( + 2 ). Atom ini netral ketika keadaan normal dengan dua elektron yang mengelilingi.
Gambar 2.6. Atom netral
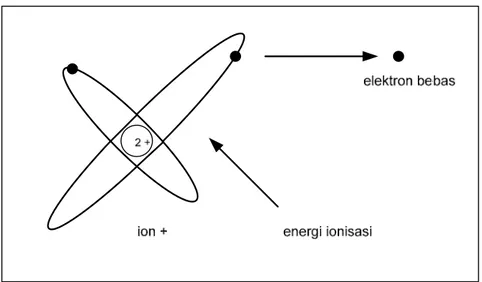
Sumber: Flame Spray Handbook, H.S.Ingham & A.P.Shepered Jika di berikan energi yang cukup terhadap atom ini maka akan mampu melemparkan paling sedikit satu elektron keluar dari orbit. Elektron yang dilepaskan dari atom dapat dilihat seperti gambar 2.7.
jumlah energi yang diperlukan untuk melepaskan electron ini disebut sebagai energi ionisasi untuk atom yang bersangkutan.
Gambar 2.7. Elektron yang keluar lintasan
Sumber: Flame Spray Handbook, H.S.Ingham & A.P.Shepered
Akibat terjadinya pelepasan elektron, maka ada dua partikel yaitu : atom yang terionisasi dan elektron bebas. Atom yang terionisasi disebut ion dan bermuatan (+1 ) sedangkan elektron bebas bermuatan (-1).
Bergabungnya dua atau lebih atom netral di sebut molekul dan bisa dianggap sebagai partikel tunggal. Dua atom yang bergabung bersama dapat membentuk gas diatomic seperti nitrogen dan hydrogen sedangkan jika hanya ada satu atom sebagai molekul dapat membentuk gas monoatomik seperti argon dan helium.
Gambar 2.8. Pemisahan gas diatomic
Sumber: Flame Spray Handbook, H.S.Ingham & A.P.Shepered
Pada gambar 2.8 secara skematis di tunjukan empat molekul sebagai molekul gas diatomic. Bila diberikan energi yang cukup, molekul akan terpecah menjadi atom yang terpisah, atom yang terpisah akan bergerak sesuai anak panah. Atom yang terionisasi menghasilkan gas yang di sebut plasma.
Hasil akhir pemisahan dan ionisasi atom adalah plasma yang terdiri dari partikel yang bermuatan. Plasma bila ditinjau secara keseluruhan adalah netral, karena plasma itu sendiri terbentuk dari campuran muatan positif dan negative dengan jumlah yang sama.
2.4. 2 . Gas Pembentuk Plasma
Gas seperti Ar, He, H2 dan N2 dapat dibuat menjadi keadaan plasma. Gas
kategori ke dua. Gas – gas ini selain berfungsi untuk membentuk plasma juga untuk melindungi elektroda terhadap oksidasi dan pendingin. Gas pembentuk plasma di pilih berdasarkan temperatur kecepatan berkas sinar plasma ( plasma beam ) dan tingkat kelembaman (inert) gas plasma.
Berikut ini akan di tuliskan karakteristik dasar gas pembentuk plasma (gas plasma) yaitu :
A. H i d r o g e n
Hidrogen mulai terdisosiasi pada 2000oK dan hampir seluruhnya
terdisosiasi 6000oK. Disosiasi hydrogen membutuhkan energi yang lebih rendah dari pada energi yang di butuhkan untuk disosiasi nitrogen. Hidrogen memiliki konduktifitas thermal yang tertinggi di antara gas – gas pembentuk plasma yang lainnya.
B. N i t r o g e n
Disosiasi nitrogen terjadi pada temperature 5000oK dan hampir 95% terdisosiasi pada temperature 9000oK. Sedangkan ionisasinya terjadi pada 8000oK dan pada temperature 20000oK nitrogen akan terionisasi sebesar 95 %. Di atas 7000oK plasma nitrogen memiliki volume panas yang lebih tinggi di banding gas – gas lainnya pada temperature yang sama. Plasma nitrogen memiliki entalpi yang
yang sukar melebur dapat lebih mudah didepositkan dengan plasma ini. Nitrogen yang digunakan dalam plasma harus bebas oksigen, karena oksigen akan bereaksi dengan nitrogen membentuk nitrogen oksida dan dapat menyebabkan terjadinya oksida terhadap elektroda.
C. A r g o n dan H e l i u m
Argon dan helium adalah gas monoatomik sehingga memiliki entalpi yang lebih rendah di banding gas diatomic dan oleh karenanya memiliki sifat transfer ke keadaan plasma yang lebih baik. Argon dan helium membutuhkan tegangan kerja yang lebih kecil dan memberikan busur listrik yang lebih stabil dan yang lebih penting adalah plasma argon dan helium mampu memberikan temperature yang tertinggi. Tingkat kelembaman dari gas plasma yang dihasilkan sangat terang, pendek dan terarah sehingga dengan plasma ini mampu mendepositkan material pada daerah yang sempit dan efesiensi penyemprotan yang baik. Argon dan helium keduanya sama – sama memberikan kelebihan di antara gas plasma lainnya, namun karena helium cukup sulit memperolehnya dan harganya mahal sehingga menyebabkan kurang ekonomis.
2.4. 3 . Pembentukan Deposit Lapisan Plasma
Proses pembentukan lapisan deposit plasma terdiri dari beberapa tahap yang mempengaruhi karakteristik lapisan semprot. Energi panas dan kinetik yang tinggi dan berkas sinar plasma memungkinkan pencairan dan penembakan partikel serbuk ke logam induk. Interaksi partikel yang mencair dengan berkas sinar
plasma dan atmosfer sekelilingnya akan mempengaruhi keadaan partikel yang mencair serta perubahan yang terjadi terhadapnya.
Serbuk yang baik bagi semprot plasma harus memiliki sifat alir yang baik serta mempunyai bentuk dan ukuran yang seragam. Penyemprotan serbuk dengan partikel yang tidak seragam dapat menyebabkan panas yang berlebih dan akhirnya menyebabkan penguapan terhadap partikel – partikel yang halus sementara partikel yang berukuran besar tidak cukup menerima panas. Pemasukan serbuk ke dalam berkas sinar plasma adalah hal yang kritis karena gas pembentuk plasma tidak memberikan keluaran panas dengan laju yang sama dan pelayangan serbuk di dalam plasma dengan waktu yang sangat singkat ( 10−4 - 10−2 det ) maka
efisiensi pemanasan serbuk yang tinggi di peroleh saat serbuk di umpankan tepat di tengah busur pembakaran antara katoda dan anoda ( di dalam suhu ).
beta
gama
teta
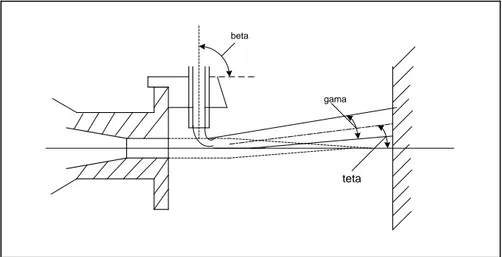
Paratikel serbuk yang dimasukkan ke dalam sumbu semburan plasma secara tegak lurus akan melayang. Semprotan partikel yang bergerak ke arah logam induk memiliki bentuk konikal dengan sudut dan inklinasi terhadap sumbu berkas sinar plasma. Ukurannya, kecepatan berkas sinar plasma dan distribusi kecepatan sinar plasma pada titik masuknya partikel. Nilai sudut minimum dapat memberikan kondisi penyemprotan yang diharapkan karena jumlah butir yang bergerak di luar berkas sinar plasma akan berkurang . Arah dan jalan partikel yang melayang di tentukan oleh banyak faktor di antaranya : bentuk geometri alat suluh plasma dan penginjeksi serbuk, jenis dan laju aliran gas pembentuk plasma, kestabilan berkas sinar plasma.
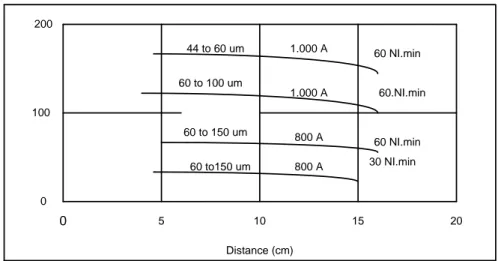
Kecepatan partikel cair sebanding terhadap kecepatan berkas sinar plasma dan di kendalilkan oleh parameter yang sama sebagaimana kecepatan berkas sinar plasma. Hubungan antara kecepatan dan ukuran partikel di ilustrasikan oleh gambar 2.10. Dari gambar terlihat bentuk ukuran serbuk yang lebih halus, dapat di peroleh kecepatan yang lebih tinggi. Kecepatan semakin jauhnya jarak nosel dari permukaan logam induk.
44 to 60 um 60 to 100 um 60 to 150 um 60 to150 um 1.000 A 1.000 A 800 A 800 A 60 NI.min 60.NI.min 60 NI.min 30 NI.min 0 5 10 15 20 200 100 0 Distance (cm)
Gambar 2.10. Kecepatan partikel WC – Co dengan ukuran yang berbeda. Sumber: Flame Spray Handbook, H.S.Ingham & A.P.Shepered
2.4. 4 . Interaksi Partikel Dengan Lingkungan
Partikel yang masuk ke dalam berkas sinar plasma dapat mencair dan mengalami akselerasi karena pengaruh termal dan kinetik dari berkas sinar plasma. Lingkungan di sekitar plasma setelah meninggalkan nosel memainkan peranan penting dalam menentukan karakteristik lapisan yang dihasilkan. Aliran plasma yang meninggalkan nosel akan berinteraksi dengan lingkungan sekitar nya. Di samping menurunkan temperatur aliran plasma, masuknya gas – gas dari luar juga mempengaruhi karakteristik deposit bila gas yang masuk itu bersifat reaktif. Contohnya ketika penyemprotan plasma disemprotkan di udara, oksigen dan nitrogen akan bereaksi. Oksida atau nitride akan terbentuk dalam deposit lapisan. Permukaan logam induk juga dapat teroksidasi atau ternitidasi jika
Titik leleh dan titik uap serbuk penting untuk ditentukan dalam hubungannya dengan penentuan parameter penyemprotan. Biasanya distribusi partikel serbuk ditentukan dengan cermat dan dalam jangkauan yang pendek ( 5 – 45 µm atau 45 – 75 µm ). Kwalitas permukaan dan sifat thermal perlu ditentukan. Pada beberapa peralatan pengumpan serbuk eksternal di gunakan aliran plasma dengan tekanan yang tinggi (high pressure plasma jet) yang dapat
membatasi masuknya partikel halus ke dalam daerah panas aliran plasma, sehingga partikel hanya berada di sekitar daerah panas dan tidak mencair ketika menumbuk logam induk. Banyaknya partikel yang tidak mencair dapat menghasilkan kwalitas yang buruk.
Gambar 2.11. Skema Hasil Semprot Plasma.
Permukaan benda kerja Partikel tidak meleleh Porosity Oksida
2.5. Karakteristik Dasar Lapisan Semprot Plasma 2.5. 1 . Struktur Mikro
Partikel yang mencair di dalam berkas sinar plasma akan berbentuk
bulat karena adanya tegangan permukaan. Partikel akan terdeposit dan struktur lapisan deposit yang terbentuk pada proses semprot logam plasma terdiri atas partikel – partikel terdeformasi yang tersusun atas lamel – lamel tipis yang terikat dan membeku pada permukaan kontak dengan logam induk.
Partikel cair yang menumbuk permukaan rata akan cepat menyebar pada permukaan tersebut sementara itu bila partikel cair ini menumbuk permukaan kasar maka proses penyebaran yang cepat memang terjadi tetapi terhambat oleh proses pendingin yang cepat dan ketidakrataan permukaan (kekasaran permukaan), sehingga partikel cair akan terperangkap dalam struktur yang tidak rata tersebut. Proses penumbukan, deformasi, pembekuan, pendinginan dan keadaan lingkungan di sekitarnya selama partikel logam semprot melayang sebelum mengenai logam induk akan menentukan struktur dan keadaan lingkungan di sekitarnya selama partikel logam semprot melayang sebelum mengenai logam induk akan menentukan struktur dan sifat lapisan yang terbentuk. Struktur lapisan secara umum sebagaimana seperti gambar 2.11. memperlihatkan bentuk lamel – lamel, porositas, material serbuk yang tidak mencair ( unmelted particles ) dan sejumlah oksida. Struktur internal lapisan tidak
homogen dan biasanya terdiri dari ukuran yang berbeda yang saling mengikat.Struktur lapisan plasma adalah metastabilkan yang jika dipanaskan akan
yang sedikit dan ikatan antara lapisan dan logam induk dapat di peroleh dengan melakukan penyemprotan memakai gas yang inert atau di dalam ruang vacuum.
Gambar 2.12. Struktur mikro secara umum hasil semprot plasma Sumber : Standar Practice Manual, CFM 56
2.5. 2 . Densitas dan Porositas
Paratikel yang disemprotkan dengan kecepatan yang lebih besar dan sifat partikel yang lebih kental ( viscous ) memberikan struktur lapisan dengan
kepadatan yang baik. Penyemprotan dengan memberikan kecepatan berkas sinar plasma yang tinggi akan dapat diperoleh lapisan dengan porositas rendah dari serbuk logam yang tangguh. Sebaliknya jika lapisan yang di semprotkan adalah material yang getas dan keras akan memberikan porositas tinggi. Dalam beberapa kasus, porositas yang tinggi ini diperlukan. Pori terjadi pada batas butir dengan diameter yang bervariasi dari 20 µm – 100 µm.
Densitas mikro plasma lebih rendah dari material padatnya, berkisar antara 85 % - 93 % dari material padatnya. Porositas mikro lapisan di hubungkan
dengan pembebasan oksigen, nitrogen dan hydrogen yang disebabkan kelarutan yang semakin menurun dengan berkurangnya temperature. Gas – gas yang terlarut dapat keluar ke udara bebas ( porositas terbuka ) atau terjebak di dalam rongga mikro (porositas tertutup). Porositas mempengaruhi tercapainya densitas lapisan yang meksimum dan dalam sebagian besar kasus porositas tidak dapat dihilangkan walaupun panas yang diberikan telah mencukupi.
2.5. 3. Ikatan, Tegangan Internal dan Ketebalan Lapisan
Lapisan semprot yang terikat pada permukaan logam induk, pada dasarnya dikarenakan kombinasi aksi mekanis, yaitu partikel semprot yang mencair dan menumbuk logam induk akan terikat akibat mekanisme saling kunci : ikatan metalurgis, yaitu ikatan yang terbentuknya senyawa antara partikel logam semprot dengan logam induk; ikatan fisika antara deposit lapisan dan logam induk.
No
Jenis Pada Hasil Pelapisan Pada Besi Tuang 1. Kekuatan / Strenght Rendah (5-30 %) 100%
2. Keuletan / Ductility Sangat rendah (1-10 %) 100% 3. Benturan / impact Rendah Tinggi 4. Kekosongan / Porosity Ada Ada 5. Kekerasan Rendah Tinggi 6. Wear Resistance Tinggi Rendah 7. Korosi Low Resistance Hight Resistance 8. Mampu Mesin Jelek Bagus
Umumnya lapisan semprot lebih getas dari pada logam padatnya dan sebagian besar serbuk logam berat memberikan sifat lapisan tangguh, lapisan logam bersifat liat sementara lapisan keramik bersifat getas. Lapisan keramik tidak menunjukan ikatan metalik dengan permukaan logam induk. Oleh karenanya daya lekat lapisan keramik lebih buruk. Dalam lapisan logam, dapat terjadi proses difusi. Daya lekat lapisan semprot akan menurun dengan semakain tebalnya lapisan
Nilai kekuatan ikatan lapisan semprot lebih rendah, dari pada kekuatan tarik logamnya. Kekuatan ikatan 100 MPa, dapat di katakan baik dan 50 Mpa merupakan nilai toleransi minimal yang dapat di terima. Untuk lapisan keramik, tebal lapisan 0,1 mm memberikan kekuatan ikat 30 – 49 Mpa dan dengan tebal 0,5 mm kekuatannya cukup rendah yaitu 4 – 7 Mpa. Penurunan ini berhubungan dengan tegangan internal yang dihasilkan oleh perbedaan ekspansi panas antara logam semprot dan lapisannya. Tegangan disebabkan oleh pendingin yang cepat dan struktur lapisan yang berhubungan dengan pembentukan retak. Pembentukan lapisan semprot yang setipis mungkin dapat dibenarkan tidak hanya dari susut pandang teknologi melainkan juga dari sudut pandang ekonomis.
Gambar 2.13 Tegangan yang terjadi pada pelapisan
Dalam proses semprot logam, tegangan tekan dan tarik dapat terbentuk pada lapisan, sehingga bisa menyebabkan retaknya lapisan atau pengelupasan lapisan. Pembentukan tegangan internal adalah hasil dari distribusi yang tidak seragam dari material deposit dan panas. Munculnya tegangan internal pada permukaan lapisan ketika terjadi pendinginan. Faktor yang mempengaruhinya antara lain seperti koeffisien ekspansi panas dan material semprot lebih tinggi dari pada logam induk akan terbentuk tegangan internal kompressif pada material semprot.
Untuk mengurangi tegangan internal, selama penyemprotan dapat dilakukan pendinginan atau pemanasan awal sebelum penyemprotan.
2.6. Parameter Kerja Proses Penyemprotan 2.6. 1. Pemilihan Gas Plasma
prinsipnya adalah oleh faktor jenis material yang disemprotkan dan karakteristik lapisan semprot yang diinginkan, tentunya dengan tidak melupakan pertimbangan ekonomis.
Tabel 2.2 Perbandingan jumlah gas dengan peningkatan temperatur
Untuk memperoleh biaya yang minimum dengan transfer panas yang maksimum untuk mencairkan partikel logam semprot dapat digunakan campuran nitrogen 5 – 10 % hydrogen. Komposisi gas seperti ini pengaruhnya sangat kecil terhadap logam semprot. Untuk mengetahui sejauh mana gas tersebut beraksi dengan gas ( nitrogen ) dapat menimbulkan sifat yang tidak di harapkan atau campuran gas yang lain dapat pula di gunakan seperti campuran argon dengan 5 – 10 % hydrogen. Untuk penelitian yang cukup akurat, dimana reaksi antara gas plasma dan logam semprot harus di hindari dapat digunakan argon murni tanpa campuran apapun. Penggunaan argon sebagai gas plasma telah cukup banyak di pelajari sehingga dapat dipakai untuk membawa partikel semprot di dalam suluh plasma.
Gas dengan tingkat kemurnian yang tinggi cukup mahal sehingga dapat dipilih gas dengan tingkat kemurnian yang lebih rendah untuk menghematkan pembiayaan. Disisi yang lain, gas dengan kemurnian yang tinggi untuk material semprot memiliki titik leleh yang tinggi diperlukan juga. Kerusakan elektroda suluh plasma dapat disebabkan oleh gas yang kemurniannya rendah.
2.6. 2 . Sumber Daya Listrik
Pemilihan gas plasma menentukan tegangan per unit panjang busur tegangan dan kontruksi alat penembak itu sendiri. Kecepatan gas juga menentukan panjang busur. Akhirnya tegangan dipengaruhi oleh alat penembak dan gas plasma. Umumnya untuk sebagian besar lapisan semprot yang baik dapat diperoleh dengan sumber daya listrik yang minimum, antara 15 – 25 KW. Bila gunakan sumber daya listrik sampai 40 KW dapat memberikan kecepatan umpan yang lebih tinggi sehingga akan meningkatkan kapasitas keluaran alat penembak plasma.
Aliran gas plasma harus di sesuaikan menurut petunjuk pemakaian alat karena aliran gas sangat erat hubungannya dengan pengaturan sumber daya listrik yang dipakai. Temperatur gas plasma dipengaruhi oleh hubungan antara jumlah aliran listrik yang masuk dan jumlah aliran gas plasma.
2.6. 3 . Pengumpanan Serbuk
Kecepatan pengumpan serbuk adalah salah satu parameter penting yang
mempengaruhi struktur akhir lapisan, sebagaimana efisiensi deposit ( deposit efficiency ). Jika serbuk yang diumpankan lebih cepat dari pada yang dapat
dipanaskan dengan baik maka tidak hanya berakibat turunnya effisiensi deposit dengan cepat tetapi juga lapisan itu sendiri akan banyak mengandung partikel yang tidak sempat meleleh. Tetapi bila kecepatan pengumpan serbuk terlalu lambat dapat menyebabkan pembengkakan biaya.
Partikel cair yang melayang menuju logam induk membutuhkan volume panas dalam jumlah tertentu, tergantung pada jenis dan granularitas material serbuk. Panas ini dipengaruhi oleh listrik yang masuk dan volume gas pembawa. Ketika volume serbuk meningkat, volume pembawa juga meningkat, tetapi hal ini menambah pengaruh pendinginan terhadap partikel yang melayang. Sehingga sumber daya listrk yang masuk harus diperbesar untuk menimbulkan busur yang lebih besar agar dihasilkan temperature yang lebih tinggi.
2.6. 4. Jarak Penyemprotan
Jarak antara unit penembak dengan logam induk adalah jarak
penyemprotan. Jarak semprot diusahakan tetap konstan. Jarak semprot mempengaruhi temperature logam induk. Melalui pengaturan temperature jarak semprot dapat lebih dekat dimana hal ini di butuhkan pada penyemprotan serbuk tungsten dengan kepadatan tinggi.
Pengaturan jarak semprot yang akurat tidak dapat dilakukan dengan cara ditembakkan secara langsung oleh operator. Untuk itu, diperlukan alat bantu berupa mesin penggerak atau meja putar untuk memutar benda kerja. Keakuratan juga dapat diperoleh dengan cara menggunakan robot untuk menggantikan peran operator.
2.6. 5. Sudut Semprot
Sudut semprot dalam penggunaannya sangatlah dibutuhkan terutama pada penyemprotan bagian dalam diameter dari part yang biasanya berbentuk silinder, sehingga tidaklah mungkin apabila penyemprotan pada bagian dalam silinder dengan menggunakan sudut 90º.
2.6. 6. Ukuran Serbuk
Melalui gambar 2.13. jelas terlihat bahwa densitas yang diharapkan (>90%) dapat di peroleh pada serbuk dengan ukuran 25 – 90 µm. Densitas turun tajam jika butir 125 µm di gunakan karena pelayangan partikel yang kasar tidak seluruhnya mencair. Waktu pelayangan partikel cair ditentukan oleh diameter droplets, temperature lebur / beku serbuk digunakan. Waktu ini secara langsung sebanding dengan diameter droplets dan tidak langsung dengan temperature lebur. Ketika di gunakan serbuk sangat halus ( <25 µm ), timbul masalah dengan alat pengumpan dan penguapan serbuk. Jadi dapat disimpulkan bahwa penyemprotan dengan partikel serbuk yang sangat halus kurang menguntungkan sementara
pemakaian yang sangat kasar menyebabkan ketidakseragaman pencairan serbuk dalam sinar plasma.
Gambar 2.15. Pengaruh ukuran butir terhadap kepadatan lapisan tungsten. Sumber : www.Suljur Metco.Com
2.6.7. Pemilihan Bahan Semprot
Pada proses plasma spray, mempunyai karakteristik yang fleksible dalam mengaplikasikannya. Ada banyak pilihan material pelapis yang bisa dipergunakan. Hal ini disesuaikan dengan jenis kebutuhan pelapisannya, diantaranya untuk pelindung panas pada ruang bakar mesin turbin, pelapisan mencegah korosi dan lain-lain. Variasinya pilihan bahannya seperti dalam tabel berikut.
2.7. Tahap – Tahap Proses Penyemprotan
2.7. 1. Tahap Persiapan Permukaan Logam Induk
Persiapan permukaan yang baik menentukan kekuatan ikatan yang terbentuk antara lapisan semprot dengan logam induk. Permukaan harus bersih dari kotoran seperti lemak, minyak, uap air, karat atau kotoran lainnya yang mungkin terperangkap. Selain itu kekasaran permukaan juga memainkan peranan penting dalam kekuatan ikatan . Secara umum permukaan yang relatif kasar adalah lebih baik dari permukaan halus karena dengan adanya permukaan yang kasar tersebut mekanisme saling kunci antara lapisan semprot dengan induk
Pembersihan permukaan dapat dilakukan dengan melakukan proses degreasing. Bahan ynag biasanya di gunakan adalah aseton, metil etil keton dan trikhloro etana. Permukaan logam induk dicelupkan kedalam larutan tersebut dan setelah itu di keringkan atau cukup sobekan bahan dicelupkan ke dalam larutan tersebut selanjutnya digosok pada permukaan logam induk tersebut.
Kemudian dilanjutkan dengan proses pengkasaran permukaan metode pengkasaran permukaan yang biasa dipakai adalah dengan penyemprotan paritkel abrasi. Partikel abrasi yang digunakan dapat berupa aluminium oksida atau silicon karbida. Ukuran partikel abrasi juga bermacam – macam. Ukuran partikel partikel ini dibagi dalam bentuk kasar ( -10 - +30 mesh ) , sedang (-14 - +40 mesh)
dan halus (-30 - +80 mesh ). Penyemprotan dilakukan pada permukaan logam
induk, dan setelah penyemprotan permukaan logam harus tetap berada dalam kondisi yang besih.
Untuk kondisi tertentu dimana seluruhnya dari permukaan logam induk memerlukan penyemprotan, maka permukaan yang tidak disemprot harus dilindungi dengan pemberian lapisan pelindung (masking). Lapisan pelindung
diberikan sebelum melakukan penyemprotan partikel abrasi.
2.7. 2. Tahap Pemanasan Awal Logam Induk
Proses pemanasan awal dilakukan untuk menghilangkan kondensat yang mungkin terbentuk di permukaan logam induk. Pemanasan awal dilakukan pada temperature sekitar 95 ºC atau 200 ºF. Pemanasan dilakukan dengan berkas atau unit penembak / penyemprot sebelum dialiri oleh material umpan.
2.7. 3. Tahap Penyemprotan Material Umpan
Setelah proses pemanasan awal dilakukan pada seluruh permukaan logam induk. Proses selanjutnya adalah penyemprotan material umpan. Material umpan dialirkan ke dalam unit penyemprot dan kemudian dilakukan penyemprotan. Proses penyemprotan membutuhkan keahlian tersendiri karena karakteristik alat semprot dan peralatan yang berbeda.
2.7. 4. Tahap Pengerjaan Akhir
Permukaan lapisan semprot memiliki ciri kasar yang mengandung sejumlah porositas. Umumnya kekasaran permukaan lapisan sekitarnya 15 – 13 µm sedangkan jumlah porositasnya 5 – 15 %.
Untuk memenuhi penggunaannya, permukaan lapisan semprot harus mengalami pemesinan untuk memberikan nilai toleransi dimensi yang ditentukan. Pemesinan yang dilakukan harus hati – hati untuk mencegah kerusakan terhadap lapian logam semprot.
B A B III
DATA-DATA PENGUJIAN
3.1. Diagram Alir Penelitian
Diagram alir penelitian merupakan langkah-langkah untuk pelaksanaan pengujian mulai dari persiapan logam dasar sampai dilakukan pengujian di laboratorium.
Gambar 3.1. Diagram alir penelitian
Logam Dasar Persiapan Permukaan Pembersihan Pengkasaran Permukaan Pemanasan Awal 95 oC Proses Penyemprotan Uji Tarik Uji Kekerasan Kesimpulan Uji Ketebalan Uji Struktur Analisis Data Literatur Data
3.2. Spesifikasi Bahan Yang Digunakan 3.2. 1. Logam Induk ( Substrat )
Logam induk yang dipakai adalah 17 – 7 PH yang berbentuk plat dengan ketebalan 1,84 mm, berukuran panjang 8,8 cm, lebar 2,8 cm jumlah sample seluruhnya 6 buah.
Gambar 3.2. Bentuk benda uji kekerasan. Sumber : Standar Prectice Manual, CFM 56
Sedangkan untuk pengujian kekuatan tarik lapisan deposit, digunakan sample berbentuk silinder ( rod ) dengan diameter 2,54 cm dan panjang 7,59 cm.
Gambar 3.3. Bentuk benda uji tarik Sumber : Standar Prectice Manual, CFM 56
Baja Stainless 17 – 7 PH memiliki komposisi kimia yang tertera dalam table 3.1. (AISI. SAE)
Tabel 3.1 Komposisi Kimia Baja Stainless 17 – 7 PH Sumber : Standar Prectice Manual, CFM 56
Unsur % C 0.09 (max) Mn 1,00 (max) P 0.04 (max) S 0.03 (max) Si 1.00 (max) Cr 16.0 - 18.0 Ni 6.50 - 7.75
Baja ini banyak dipakai sebagai material kulit pesawat dan strukturnya, baut,
antena whip dan komponen yang membutuhkan ketahanan yang tinggi sampai
temperature 316, 85 º C ( 602,334 º F).
3.2. 2. Logam Pelapis
Material logam pelapis yang dipakai adalah paduan nikel alumunium (Metco 404 nikel alumunium) dalam bentuk serbuk dengan ukuran partikel -170 +170 mesh. Komposisi serbuk adalah alumunium 20.0 nikel balance. Titik lebur partikel serbuk 650 º C (1200º F).
3.2. 3. Parameter Proses Untuk Serbuk 404
* Nozel 732
* Powder Port # No 1
* Plasma Gas Flow → Argon (hight purity) = 80000 cc / jam Hidrogen = 15000 cc / jam * Carrier Flow → 37
* Spray Distance = 4″ - 6″
* Spray Rate = 15 lbs / jam * Vibrator = 5
* Sumber listrik, tegangan = 64 – 70 volt kuat arus 500 ampere * Feed Rate = 6,8 kg / jam
3.2 4. Gas Pembentuk Plasma
Gas pembentuk plasma yang digunakan adalah campuran gas argon dan hydrogen. Voltase yang digunakan 64 – 70 volt dengan kuat arus 500 Amp dengan kondisi parameter penyemprotan lainnya mengikuti petunjuk Metco 9 MB Plasma Spray Gun.
3.2. 5. Resin Adhesive
Bahan kimia resin adhesive dipakai dalam pengujian tarik. Pengujian tarik di lakukan untuk mengetahui kekuatan ikatan material pelapis. Menurut metode : See TSI/TRS3/003/98 dengan kekuatan tarik minimum : 20,684 MN/m² (3000 Psi).
3.3 Parameter Penelitian
Penelitian ini menggunakan parameter jarak semprot 20 cm, 30 cm dan 40 cm.
3.4 Peralatan dan Prosedur Proses Semprot Plasma 3.4.1. Peralatan Proses Semprot Plasma
Peralatan yang dipakai berupa satu set penembak plasma tipe 9 MB lengkap dengan unit kendali 7 MC II dan unit catu daya 8 MR – 230, powder Feed unit MP – Dual. Peralatan lain yang dibutuhkan seperti pemegang benda uji, larutan pembersih metal etil keton, stop wach, grit blasting dan semprotan
Pembuatan benda uji dilaksanakan di Engine Maintenance Shop, Garuda Maintenance Facility (GMF).
3.4. 2. Prosedur Proses Semprot Plasma
Posedur proses penyemprotan logam dapat di bagi dalam tiga tahap proses, yaitu : persiapan permukaan logam induk, pemanasan mula permukaan logam induk dan penyemprotan material pelapis.
3.4. 2.1. Persiapan Permukaan Logam Induk
Persiapan awal yang di lakukan adalah memotong logam induk sesuai dengan ukuran yang telah di tetapkan kemudian dilakukan penghalusan dengan gerinda untuk menghilangkan sisa – sisa pemotongan pada bagian sisi – sisi logam induk.
Permukaan logam induk yang akan dilapisi harus dibersihkan terlebih dahulu agar ikatan antara logam pelapis dengan permukaan logam induk menjadi kuat. Pembersihan dilakukan dengan mencelupkan logam induk ke dalam larutan metal etil keton untuk menghilangkan lapisan lemak, minyak dan kotoran lainnya. Setelah dibersihkan dilakukan proses pengkasaran permukaan logam induk dengan menembakan pasir aluminium dari grit blasting.
3.4. 2.2. Pemanasan Mula Permukaan Logam Induk
Sebelum proses penyemprotan dilakukan, diberikan pemanasan awal terhadap permukaan logam induk dengan temperature 95° C. Tujuannya adalah
untuk menghilangkan kondensat yang mungkin terbentuk pada permukaan logam induk, di samping itu menghindari gradient temperature yang dapat terjadi ketika dilakukan penyemprotan. Pemanasan mula dilakukan dengan menggunakan semburan sorot plasma tanpa disertai material serbuk pelapis.
3.4. 2.3. Penyemprotan Material Serbul Pelapis
Setelah dilakukan pemanasan mula pada permukaan logam induk, maka
proses selanjutnya adalah penyemprotan dilakukan dengan mengalirkan material serbuk pelapis ke dalam sorot plasma ( unit penembak plasma ).
Penyemprotan dilaksanakan mengikuti jarak semprot yang telah direncanakan.
3.5. Pengujian dan Pengamatan Struktur Mikro 3.5. 1. Kekerasan
Pengujian kekerasan dilakukan pada benda uji dengan menggunakan metode kekerasan Rockwel tipe B ( HRB ). Penjejakan di berikan oleh indentor bola baja 1/16 “. Beban yang dipakai adalah 100 kg. Penjejakan dilakukan pada lima titik yang berbeda.
Sebelum dilakukan penjejakan, dilakukan sedikit penghalusan permukaan dengan menggunakan amplas no. 1.200. Alat uji kekerasan yang
dipakai adalah MITUTOYO AR-10 dan dilaksanakan di laboratorium Garuda Maintenenace Facility ( GMF ).
3.5. 2. Kekuatan Ikatan
Prinsip pengujian adalah melaksanakan uji tarik terhadap sepasang benda uji yang berbentuk sillinder / rod. Pada suatu bagian permukaan penampang benda uji diberikan deposit pelapis sedangkan pada satu bagian yang lain permukaan penampang diberi resin adhesive. Kedua bagian ini kemudian si satukan sehingga saling menempel. Setelah itu dilakukan uji tarik terhadap benda uji ini. Apabila terjadi perpatahan antara resin dan deposit lapisan, diperoleh kekuatan patah coating. Sedangkan jika patah terjadi pada batas keduanya, diperoleh kekuatan patah pada batas coating dan resin.
Gambar 3.4. Susunan benda uji tarik. Sumber : Standar Practice Manual, CFM 56
3.5. 3. Pengamatan Stuktur Mikro dan Pengukuran Ketebalan Lapisan
Pengamatan struktur mikro dengan menggunakan mikroskop optic pada
pembesaran 100, 200 dan 500 kali. Persiapan yang di lakukan pada benda uji adalah pemotongan benda uji dengan mesin potong Discoton 2, kemudian digrinding dengan mesin Planopal 2 untuk selanjutnya dilakukan proses maunting. Dan dilakukan pengujian struktur mikro tanpa etsa dan selanjutnya pengujian struktur mikro dengan etsa menggunakan larutan etsa ( 15 mi HCL 65 % dan % ml HNO3 65 % ).
Selain melakukan proses pemotretan terhadap penampang irisan struktur mikro, juga dilakukan pengukuran ketebalan lapisan deposit dengan menggunakan Frankpenotes.
BAB IV
ANALISA HASIL PENGUJIAN
4.1. Hasil Pengujian Kekerasan Permukaan
Data hasil pengujian kekerasan permukaan tertera pada table 4.1.
sedangkan grafik tingkat kekerasan pada gambar 4.1. Dari grafik dapat dilihat bahwa terjadi nilai kekerasan yang berbeda, namun fluktuasi nilai kekerasan yang terjadi tidak terlalu tinggi dan masih diatas nilai minimum yang harus dicapai sesuai dengan standar manual kerja yaitu minimum 80 HRB.
Tabel 4.1. Tingkat Kekerasan Permukaan (HRB)
Benda Jarak Nilai minimum Kekerasan Kekerasan
uji semprot yang harus yang diperoleh Rata-rata
cm dicapai (HRB) (HRB) (HRB) Ref. manual cfm 56 1 20 80 88.3 88.13 2 87.96 3 30 85.12 85.47 4 85.82 5 40 81.9 81 6 80.1
Berdasarkan data yang telah diperoleh pada tabel tersebut, untuk benda uji 1 dan 2 dengan jarak semprot 20 cm mendapatkan nilai kekerasan rata-rata 88.13 HRB, jauh diatas nilai minimum yaitu 80 HRB. Untuk benda uji 3 dan 4 dengan jarak semprot 30 cm mendapatkan nilai kekerasan rata-rata 85.47 HRB, sedangkan benda uji 5 dan 6 dengan jarak semprot 40 cm mendapatkan nilai kekerasan rata-rata 81 HRB mendekati nilai minimum, dengan demikian semakin jauh jarak semprot antara logam induk dengan alat semprot ( gun ) akan
mendapatkan nilai kekerasan yang semakin kecil ( seperti pada grafik 4.1 ) , hal ini kemungkinan dikarenakan pada jarak semprot yang lebih dekat akan terjadi tingkat kepadatan yang lebih tinggi partikel logam semprot yang menyentuh logam induk.
Gambar 4.1. Grafik kekerasan lapisan semprot ( HRB )
4.2. Hasil Pengukuran Ketebalan Lapisan
Hasil pengukuran ketebalan lapisan yang diperoleh menunjukan semakin meningkatnya ketebalan lapisan semprot pada jarak 20 cm. Hasil selengkapnya pengukuran ketebalan lapisan semprot dapat dilihat pada table 4.2.
Tabel 4.2. Hasil Ketebalan Lapisan Semprot
Benda Jarak Ketebalan Ketebalan Ketebalan yang
uji Semprot minimum yang yang diperoleh
( cm ) harus diperoleh (mm) diperoleh ( mm )
Ref. manual cfm 56 ( mm ) 1 20 0.2 0.3 0.285 2 0.27 3 30 0.263 0.25 4 0.237 5 40 0.217 0.22 6 0.223
Pada benda uji 1 dan 2 dengan jarak semprot 20 cm mendapatkan hasil ketebalan rata-rata 0.285 mm jauh diatas nilai minimum yaitu 0.2 cm, pada benda uji 3 dan 4 dengan jarak semprot 30 cm mendapatkan nilai ketebalan rata-rata 0.25 mm, dan untuk benda uji 5 dan 6 dengan jarak semprot mendapatkan nilai ketebalan rata-rata yang lebih kecil yaitu 0.22 mm semakin jauh jarak semprot antara logam induk dengan alat semprot ( gun ) akan mendapatkan nilai
yang semakin kecil ( lihat pada tabel 4.2 ). Pada jarak semprot 20 cm terjadi peningkatan ketebalan yang cukup tinggi karena dengan jarak semprot yang dekat akan mengalami volume partikel serbuk yang ditembakan mencair makin banyak sehingga akan menyebabkan peningkatan ketebalan. Sedangkan untuk jarak
partikel logam semprot yang ditembakan dapat menempel pada permukaan logam induk sehingga menurunnya ketebalan deposit logam induk.
Semakin jauh jarak semprot maka akan menurun nilai ketebalannya seperti terlihat pada grafik 4.2
Gambar 4.2. Grafik Ketebalan Lapisan Semprot ( mm )
4.3. Hasil Pengujian Kekuatan Tarik
Hasil pengujian tarik terhadap enam pasang benda uji dengan
masing-masing dua pasang benda uji dengan satu variable jarak semprot yang berbeda.
Tabel 4.3. Hasil Pengujian Kekuatan Ikatan Benda Uji Jarak Semprot ( cm ) Kekuatan ikatan Masing-masing Jarak semprot Kekuatan Ikatan Rata-rata Kondisi Kekuatan patah Pada tiap-tiap Jarak semprot MN/m² Psi MN/m² Psi 1 2 20 20 182,987 272,429 26540,0 39512,5 227,708 33026,3 Patah coating
Patah pada batas coating dan resin 3 4 30 30 277,427 279,927 40237,5 40600,0 278,608 40418,8 Patah coating Patah coating 5 6 40 40 174,954 334,912 25375,0 48575,0 254,933 36975,0 Patah coating Patah coating Dari data pada table 4.3. dapat dilihat bahwa kekuatan ikatan lapisan semprot mempunyai nilai minimum (33026,3 Psi) untuk jarak semprot 20 cm. Semua benda uji dengan jarak semprot 20 cm, 30 cm, 40 cm diperoleh
berada diatas nilai minimum yang telah ditentukan oleh manual kerja 20,684 MN/m² (3000 Psi).
Peningkatan ketebalan lapisan semprot logam dapat menurunkan kekuatan tarik ikatan lapisan. Karena dengan semakin tebalnya lapisan maka tegangan internal yang timbul akan semakin besar. Tegangan internal ini cenderung untuk menyebabkan pelemahan kekuatan tarik ikatan. Munculnya tegangan internal ini karena ketika berlangsungnya proses semprot , terjadi mekanisme perpindahan panas dari logam semprot terhadat logam induk. Ketika itu juga peristiwa pendinginan yang sangat cepat jika lapisan logam semprot yang dihasilkan semakin tebal maka proses perpindahan panas semakin lambat, sehingga menimbulkan gradien temperatur antara partikel semprot dengan logam induk yang dapat mempertinggi munculnya tegangan internal.
Bila tegangan yang terjadi terlalu besar dapat menimbulkan retak terhadap lapisan logam semprot sehingga deposit lapisan dapat terkelupas dari permukaan induk.
Pada jarak semprot yang kecil ( 20 cm ) akan mendapatkan nilai kekuatan ikatan tarik yang kecil, Kemudian akan meningkat kekuatan ikatan tariknya pada jarak semprot 30 cm, dan akan menurun kembali pada jarak semprot yang jauh (40 cm) seperti pada garif 4.3.
Gambar 4.3. Grafik Kekuatan Ikatan Lapisan ( Psi )
4.4. Struktur Mikro lapisan Semprot
Foto struktur mikro dapat dilihat pada pembesaran 200 dan 500
kali (gambar 4.4 sampai dengan gambar 4.9). Foto diambil dari arah penampang lapisan semprot . Terlihat secara umum lapisan semprot yang dihasilkan berwarna putih kecoklatan berbentuk lamel-lamel yang berombak-ombak yang tersusun antar satu lapisan lamel dengan lapisan lainnya.
Dari foto terlihat hampir seluruhnya mengandung sejumlah porositas yang mempunyai bentuk tak beraturan, porositas ini terlihat
terlihat oksida yang membentuk lapisan lamel dengan kenampakan abu-abu dengan arah sejajar logam induk. Sedangkan partikel serbuk yang tidak sempat mencair (unmelted particles) tampak berwarna putih
kecoklatan yang berada didalam lapisan lamel yang terbentuk. Partikel ini berbentuk bulat.
Pada bagian antar muka deposit lapisan dan logam induk terlihat adanya kenampakan semacam rongga hitam atau semacam celah. Hal ini adalah sisa material grit blasting yang terperangkap ketika dilakukan proses persiapan terhadap permukaan logam induk.
Gambar 4.7. Struktur Mikro Jarak Semprot 30 cm Dengan Pembesaran 500 x
BAB. V
KESIMPULAN
Dari penelitian yang dilakukan dapat diambil kesimpulan antara lain :
1. Pada ketiga variable jarak semprot (20 cm, 30 cm, 40 cm) menghasilkan nilai kekerasan diatas nilai minimum yang diijinkan ( 80 HRB ).
2. Semakin jauh jarak semprot, akan mendapatkan nilai kekerasan yang lebih kecil.
3. Hasil pengukuran terhadap ketebalan lapisan yang diperoleh, menunjukkan bahwa semakin dekat jarak semprot akan mendapatkan ketebalan yang lebih besar, karena volume partikel yang ditembakan akan lebih fokus sehingga lebih banyak yang menempel pada benda kerja, selain itu juga karena semakin sedikit partikel yang melayang.
4. Peningkatan ketebalan lapisan semprot logam dapat menurunkan kekuatan tarik ikatan lapisan, karena dengan semakin tebalnya lapisan maka tegangan internal yang timbul akan semakin besar. Bila tegangan yang terjadi terlalu besar dapat menimbulkan retak terhadap lapisan semprot sehingga lapisan deposit dapat terkelupas dari permukaan logam induk. Kondisi pengelupasan ini dipengaruhi juga oleh sifat koefisien muai panas dari logam semprot yang digunakan.
5. Foto struktur mikro yang diambil pada pembesaran 200 dan 500 kali
memperlihatkan struktur lapisan semprot logam yang menunjukan gambaran yang hampir sama, yaitu struktur partikel yang berombak ombak yang berbentuk lamel – lamel dengan arah sejajar terhadap permukaan logam induk. Sedangkan pada bagian permukaan lapisan yang terluar menunjukan permukaan yang kasar.
DAFTAR PUSTAKA
1. Avner, Sidney H. ; Introduction to Physical Metallurgy Mc. Graw Hill, New York – 1974.
2. Clare, James H. & Daryl E. Crawner ; Thermal Spray Coatings Metal Handbook 5 vols, American Society for Metals, Ohio – 1989.
3. Howes Charles P. Jr. ; Thermal Spraying : Process, Preparation, Coating and Aplication Welding Journal – April 1994, p. 47. 4. Hutcings, I. M. ; Tribologi : Friction and Wear of Engineering
Materials Edward Arnold, London – 1992.
5. Ingham, H. S. & Shepard, A. P. ; Flame Spray Handbook, Vol.III Plasma Flame Spray, Metco Inc. New York – 1965.
6. Katim, Indarto ; Pelapisan Dengan Semprotan Logam Korosi, LMN LIPI – Juni 1979, p. 9.
7. Kalpakjian, Serope ; Manufacturing Engineering and Technologi Addison – Wesley Publishing Co. Canada – 1989.
8. Kragelskii, I. V. ; Friction and Wear Butterworths, London – 1973.
9. Matejka, D. & Benko, B. ; Plasma Spraying of Metallic and Ceramic Materials John Willey & Sons, U K. – 1989.
10. Nicoli, A. R. ; Protective Coating and Their Processing – Thermal Spraying Course on high Temperature Materials and Coatings Finland, 24 – 20 Juni 1984.
11. Okada, M. & H. Maruo ; British Welding Journal 15 – 1998, p. 371.
12. Technical Service Information : Quality Control of Metco 404 Plasma Coating Enggine Maitenance Shop – Garuda Maintenance Facility.