6. SIMULASI DAN ANALISA
6.1. Simulasi Sistem Perkiraan Jadwal Produksi
Simulasi sistem perkiraan jadwal produksi dilakukan dengan mengolah data input hasil brainstorming dengan pihak perusahaan. Sesuai dengan konsep yang telah dirancang, langkah pertama dalam penetapan perkiraan jadwal produksi adalah dengan mengolah data-data input yang antara lain adalah: strategi marketing, data bulan lalu, dan kondisi pasar.
Untuk strategi marketing, untuk bulan yang direncanakan tidak ada rencana peluncuran produk dengan taste baru, sehingga tidak ditetapkan alokasi proporsi untuk suatu produk dengan taste baru. Demikian juga untuk produk- produk lama, tidak ada rencana khusus dari marketing terkait dengan peluncuran bonus dan lain sebagainya, sehingga tidak ada penambahan prosentase proporsi.
Dari data bulan sebelumnya, didapatkan proporsi produk adalah sebagai berikut:
Tabel 6.1. Proporsi Produk Bulan Sebelumnya No. Produk Proporsi (pieces)
1 Sakura 2430000
2 Mutiara 3610000
3 Jagung 566000
4 Mie 2650000
5 Krupuk 230000
Dari proporsi tersebut, kemudian dilihat lagi acuannya berdasarkan kondisi pasar. Mengingat bulan yang direncanakan adalah masa liburan anak Sekolah Dasar, diperkirakan akan terjadi sedikit penurunan di akhir bulan.
Dianggap terjadi penurunan adalah karena segmen terbesar pasar dari produk snack ini adalah anak sekolah. Dari hasil konfirmasi marketing dan PPIC, kemungkinan pengurangannya di-set sebesar 5 % saja, mengingat dengan antisipasi penetrasi pasar dan follow up yang akan dilakukan marketing, sepertinya penurunan yang terjadi tidak akan terlalu signifikan. Dengan demikian, proporsi produk akhir adalah sebagai berikut:
Tabel 6.2. Proporsi Produk Hasil Penyesuaian
No. Produk Proporsi (Pcs.)
1 Sakura 2308500
2 Mutiara 3429500
3 Jagung 537700
4 Mie 2517500
5 Krupuk 218500
Proporsi produk di atas adalah hasil proporsi produk bulan sebelumnya yang diolah berdasarkan 3 input utama tersebut, sehingga hasil akhirnya adalah berupa proporsi produk bulan sebelumnya dengan pengurangan untuk masing- masing produk sebesar 5 %.
Langkah selanjutnya adalah verifikasi kapasitas. Dari proporsi produk yang telah ditetapkan tersebut, kemudian akan dihitung berapa kebutuhan jam produksinya. Dengan total hari kerja yang tersedia adalah sebanyak 25 hari kerja pada bulan yang direncanakan, dikalikan dengan kapasitas harian, dikurangi dengan 96 jam maintenance dalam sebulan (penetapan jam maintenance adalah berdasarkan asumsi bahwa akan terjadi maintenance selama kurang lebih 4 jam seminggu untuk keenam mesin produksi dikalikan dengan 4 minggu produksi), maka didapatkan kapasitas produksi yang tersedia untuk bulan yang direncanakan adalah sebesar 2904 jam.
Dari proporsi produk yang didapat tersebut, kemudian dikalikan dengan job hours-nya untuk proses verifikasi. Berikut adalah hasil penjabaran langkah- langkah di atas ke dalam bentuk form-nya:
Produk
D e m a n d bulan lalu
(pcs.)
T a r g e t bulan ini
(pcs.) N o
Bulan: Juni
PT. "X" Permintaan Order Bulanan
P e n y u s u n :
1 2 3 .
Sakura Mutiara J a g u n g
2 4 3 0 0 0 0 3 6 1 0 0 0 0 5 6 6 0 0 0
2 3 0 8 5 0 0 3 4 2 6 5 0 0 5 3 7 7 0 0 T a r g e t
( % ) -5 -5 -5
Jam kerja tersedia: 2904 jam Mr. X
Job Hours (unit/jam)
3780 3780 3510
Total Job Hours
(jam)
610.7 906.5 153.2 717.2
Harga (Rp.) 7 2 7 2 7 5
Target Sales (Rp.) 166,2 juta 246,7 juta 40,3 juta
Total: 658,4 juta 4
5
Mie Krupuk
2 6 5 0 0 0 0 2 3 0 0 0 0
-5 -5
2 5 1 7 5 0 0 2 1 8 5 0 0
3510
3510 62.3
7 5 7 5
2450
188,8 juta 16,4 juta
Hasil verifikasi di atas menunjukkan bahwa perkiraan kebutuhan produksi total untuk bulan yang direncanakan adalah sebesar 2450 jam.
Kebutuhan akan jam produksi sebesar 2450 jam ini masih lebih kecil dari kapasitas produksi bulan yang direncanakan, yaitu sebesar 2904 jam, sehingga dapat dikatakan kapasitas mencukupi.
Hasil perkiraan kebutuhan produksi tersebut kemudian dikonversi ke dalam bentuk sales dengan cara mengalikannya dengan harga pokok produk, sehingga didapatkan estimasi sales pada bulan yang direncanakan adalah sebesar total 658,4 juta rupiah omzet. Dengan perkiraan sales yang didapat sebesar tersebut, dan mengingat kondisi pasar pada bulan ini sepertinya ada sedikit penurunan demand, diputuskan untuk tidak me-review target sales tersebut, dengan kata lain perkiraan sales tersebut dapat diterima.
6.2. Simulasi Sistem Perencanaan Material
Simulasi sistem perencanaan material dilakukan dengan menggunakan data hasil output simulasi sistem perkiraan jadwal produksi. Hasil output ini akan dihitung berdasarkan komposisi material per produk untuk didapatkan perkiraan kebutuhan material untuk masing-masing produk.
Hasil perkiraan kebutuhan material per produk tersebut nantinya akan diakumulasikan untuk didapatkan perkiraan kebutuhan material total untuk bulan yang direncanakan.
Kebutuhan material untuk Sakura adalah:
Tabel 6.3. Kebutuhan Material Produk Sakura No Komposisi
Material
Kompisisi Item (Kg)
Target (pieces)
Kebutuhan
1 Tepung 0.009 20776 Kg
2 Minyak 0.0002 461 lt
3 Bawang 0.0001 231 Kg
4 Gula 0.00015 346 Kg
5 Garam 0.00015 346 Kg
6 Flavour A 0.0001 231 Kg
7 Etiket A 1
2308500
2,3 Jt Pcs
Kebutuhan Material untuk Mutiara adalah:
Tabel 6.4. Kebutuhan Material Produk Mutiara No Komposisi
Material
Kompisisi Item (Kg)
Target (pieces)
Kebutuhan
1 Tepung 0.009 30839 Kg
2 Minyak 0.0002 685 lt
3 Bawang 0.0001 343 Kg
4 Gula 0.00015 514 Kg
5 Garam 0.00015 514 Kg
6 Flavour B 0.0001 343 Kg
7 Etiket B 1
3426500
3,4 Jt Pcs
Kebutuhan Material untuk Jagung adalah:
Tabel 6.5. Kebutuhan Material Produk Jagung No Komposisi
Material
Kompisisi Item (Kg)
Target (pieces)
Kebutuhan
1 J-Mentah 0.0085 4570 Kg
2 Minyak 0.0002 108 lt
3 Bawang 0.0001 54 Kg
4 Gula 0.00015 81 Kg
5 Garam 0.00015 81 Kg
6 Flavour C 0.0001 54 Kg
7 Etiket C 1
537700
0.53 Jt Pcs
Kebutuhan Material untuk Mie adalah:
Tabel 6.6. Kebutuhan Material Produk Mie No Komposisi
Material
Kompisisi Item (Kg)
Target (pieces)
Kebutuhan
1 M-Mentah 0.0095 23916 Kg
2 Minyak 0.0002 504 lt
3 Bawang 0.0001 252 Kg
4 Gula 0.00015 378 Kg
5 Garam 0.00015 378 Kg
6 Flavour D 0.0001 252 Kg
7 Etiket D 1
2517500
2,5 Jt Pcs
Kebutuhan Material untuk Krupuk adalah:
Tabel 6.7. Kebutuhan Material Produk Krupuk No Komposisi
Material
Kompisisi Item (Kg)
Target (pieces)
Kebutuhan
1 K-Mentah 0.005 1093 Kg
2 Minyak 0.0002 44 lt
3 Bawang 0.0001 22 Kg
4 Gula 0.00015 33 Kg
5 Garam 0.00015 33 Kg
6 Flavour E 0.0001 22 Kg
7 Etiket E 1
218500
0.22 Jt Pcs
Dengan demikian, kebutuhan material total yang diperlukan sebulan adalah:
Tabel 6.8. Kebutuhan Material Total No Material Kebutuhan Total
1 Tepung 51615 Kilogram
2 Jagung Mentah 4570 Kilogram 3 Mie Mentah 23916 Kilogram 4 Krupuk Mentah 1093 Kilogram
5 Minyak 1802 Liter
6 Bawang 902 Kilogram
7 Gula 1352 Kilogram
8 Garam 1352 Kilogram
9 Flavour A 231 Kilogram 10 Flavour B 343 Kilogram 11 Flavour C 54 Kilogram 12 Flavour D 252 Kilogram 13 Flavour E 22 Kilogram 14 Etiket A 2,3 Juta Pieces 15 Etiket B 3,4 Juta Pieces 16 Etiket C 0,53 Juta Pieces 17 Etiket D 2,5 Juta Pieces 18 Etiket E 0,22 Juta Pieces
6.3. Simulasi Sistem Penjadwalan dan Pengontrolan Aktivitas Produksi Proses simulasi dilakukan dengan memproses perencanaan pada tanggal 28 Mei dan 29 Mei 2003. Data tersebut digunakan untuk menggambarkan proses sistem perencanaan jadwal harian saja, dan dianggap cukup mewakili. Sistem disimulasikan dengan bantuan tool penjadwalan untuk menggambarkan proses
6.3.1. Pemrosesan Data Pesanan Hari Rabu 28 Mei
Langkah-langkah pemrosesan perencanaan produksi tanggal ini adalah sebagai berikut:
a. Kondisi awal adalah: jadwal produksi sampai tanggal 30 Mei sudah penuh.
Karena 30 Mei adalah hari terakhir produksi pada minggu itu (tanggal 30 Mei adalah hari kerja Jumat, hari Sabtu adalah hari off produksi), sehingga penjadwalan selanjutnya akan dialokasikan mulai tanggal 1 Juni.
b. Kondisi material awal.
Kondisi material awal didapatkan dari hasil simulasi sistem perencanaan material awal dan dialokasikan untuk kurun waktu mingguan (rata-rata untuk 4 minggu produksi, dan dengan rasio expected ending inventory sebesar 5 %), sehingga didapatkan hasil sebagai berikut:
Tabel 6.9. Material Awal yang Tersedia No Material Persediaan Satuan
1 Tepung 14000 Kilogram
2 Jagung Mentah 1250 Kilogram
3 Mie Mentah 6570 Kilogram
4 Krupuk Mentah 300 Kilogram
5 Minyak 495 Liter
6 Bawang 250 Kilogram
7 Gula 375 Kilogram
8 Garam 375 Kilogram
9 Flavour A 65 Kilogram
10 Flavour B 100 Kilogram
11 Flavour C 20 Kilogram
12 Flavour D 70 Kilogram
13 Flavour E 7 Kilogram
14 Etiket A 632500 Pieces
15 Etiket B 935000 Pieces
16 Etiket C 145750 Pieces
17 Etiket D 687500 Pieces
18 Etiket E 60500 Pieces
Hasil tersebut di atas digunakan untuk landasan perencanaan untuk minggu pertama bulan Juni. Hasil tersebut sekaligus merupakan yang tertulis dalam form inventori dan akan diinputkan ke dalam tool penjadwalan.
c. Pesanan yang masuk pada tanggal 28 Mei adalah:
Tabel 6.10. Data Pesanan 28 Mei No Customer Kategori Tgl.
Pesan
Produk yg.
Dipesan
Qty.
1 MM BJ A 28 Mei Mutiara 93750
28 Mei Sakura 45000
d. Pemrosesan penjadwalan
Data pesanan tersebut kemudian dimasukkan dalam tool penjadwalan untuk diproses. Hasil dari penjadwalan adalah sebagai berikut:
Gambar 6.2. Hasil Penjadwalan Pesanan 28 Mei pada 1 Juni
Dari hasil kalkulasi tool, didapatkan hasil seperti terlihat pada gambar di atas. Dari hasil verifikasi, kapasitas material dan kapasitas produksi mencukupi. Untuk customer MM BJ, untuk produk mutiara, akan terselesaikan pada tanggal 2 Juni pukul 18.00, sedangkan untuk produk sakura akan terselesaikan pada tanggal 2 Juni pukul 08.54. Semua order terselesaikan pada tanggal 2 Juni.
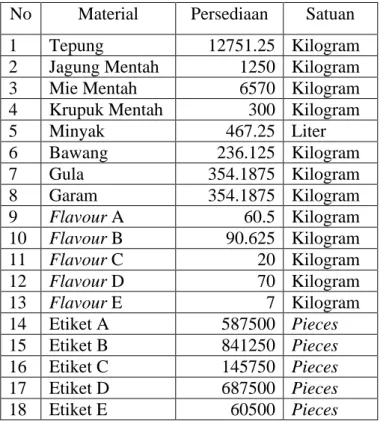
e. Kondisi material akhir.
Kondisi material akhir ini merupakan hasil setelah proses penjadwalan untuk pesanan tanggal 28 Mei dilakukan. Hasil ini merupakan kondisi dari material awal yang dikurangi untuk kebutuhan produksi pesanan pada tanggal 28 Mei yang direncanakan.
Tabel 6.11. Kondisi Material Akhir
No Material Persediaan Satuan
1 Tepung 12751.25 Kilogram
(sambungan tabel 6.11)
2 Jagung Mentah 1250 Kilogram
3 Mie Mentah 6570 Kilogram
4 Krupuk Mentah 300 Kilogram
5 Minyak 467.25 Liter
6 Bawang 236.125 Kilogram
7 Gula 354.1875 Kilogram
8 Garam 354.1875 Kilogram
9 Flavour A 60.5 Kilogram
10 Flavour B 90.625 Kilogram
11 Flavour C 20 Kilogram
12 Flavour D 70 Kilogram
13 Flavour E 7 Kilogram
14 Etiket A 587500 Pieces
15 Etiket B 841250 Pieces
16 Etiket C 145750 Pieces
17 Etiket D 687500 Pieces
18 Etiket E 60500 Pieces
f. Pembuatan form target packing.
Hasil dari penjadwalan untuk pesanan tanggal 28 Mei tersebut kemudian dipindahkan ke form target packing. Pengisian pada form target packing adalah dipisahkan per mesin agar operator pada mesin yang bersangkutan hanya perlu memfokuskan mengenai apa yang menjadi kewajibannya.
Shift : PT. "X"
Tgl :
Mesin :
No.
TARGET PACKING
Produk
Planned Qty.
Durasi (jam)
Planned Start
Planned
Stop Hasil ket.
Kabag. Gudang:
Kabag. Packing :
1 Mutiara 93750 29.6 19.00 18.00
1 Juni 2
1
NO URUT: 01
(2 Juni) (1 Juni)
Gambar 6.3. Form Target Packing Mesin 1 untuk Penjadwalan Pesanan 28 Mei
Shift : PT. "X"
Tgl :
Mesin :
No.
TARGET PACKING
Produk
Planned Qty.
Durasi (jam)
Planned Start
Planned
Stop Hasil ket.
Kabag. Gudang:
Kabag. Packing :
1 Sakura 45000 11,9 19.00 08.34
1 Juni 2
2
NO URUT: 01
(2 Juni) (1 Juni)
Gambar 6.4. Form Target Packing Mesin 2 untuk Penjadwalan Pesanan 28 Mei
g. Pembuatan Form Target Proses:
Berkaitan dengan pengisian form target packing, hasil dari penjadwalan untuk pesanan tanggal 28 Mei tersebut kemudian dipindahkan juga ke form target proses. Pengisian pada form target proses dituliskan sesuai lini produksinya. Hasilnya adalah sebagai berikut:
PT. "X"
Tgl : Lini :
No.
TARGET PROSES
Produk
Planned Kg.
Durasi (jam)
Planned Start
Planned
Stop Hasil ket.
Kabag. Gudang:
Kabag. Proses:
1 2
Mutiara Sakura
938
450 2,7
08.00 11.44 08.00 10.46 1 Juni
Goreng
3,7
NO URUT: 01
Gambar 6.5. Form Target Proses untuk Penjadwalan Pesanan 28 Mei
h. Pembuatan Form Material Requisition.
Form Material requisition dikeluarkan sesuai kebutuhan produksi untuk pesanan tanggal 28 Mei tersebut. Material requisition ini didapatkan dari pengurangan stok material yang dapat dilihat pada tool penjadwalan.
Material Requisition PT."X"
Hari/tgl : 1 Juni
Nama Material Satuan Jumlah Keterangan
1 2 3 4
6
Tepung Minyak Bawang
Gula
Flavour A
Kg Liter
Kg Kg Kg
1250 28 14 21 21
Supervisor:
No
Kg Garam
4,5
NO URUT: 01
Flavour B Etiket A
Etiket B Pcs.
Pcs.
9,5
45000 93750 Kg
5
7 8 9
Gambar 6.6. Form Material Requisition untuk Penjadwalan 28 Mei
Ketiga form tersebut, yaitu form target packing, form target proses dan form material requisition akan disampaikan ke masing-masing bagian yang diperlukan untuk keperluan penurunan order.
6.3.2. Pemrosesan Data Pesanan Hari Kamis 29 Mei
Langkah-langkah pemrosesan perencanaan produksi tanggal ini adalah sebagai berikut:
a. Kondisi awal adalah: untuk memproses pesanan tanggal 29 Mei, kondisi lantai produksi telah terisi sampai 1 Juni, hanya saja untuk tanggal 1 Juni belum terisi penuh. Oleh karena itu jika ada pesanan yang akan dijadwalkan, maka masih akan diproses pada tanggal 1 Juni.
b. Kondisi material awal.
Kondisi material awal ini merupakan sisa material setelah pemrosesan jadwal pesanan sebelumnya (pemrosesan pesanan tanggal 28 Mei).
Tabel 6.12. Material Awal yang Tersedia No Material Persediaan Satuan
1 Tepung 12751.25 Kilogram
2 Jagung Mentah 1250 Kilogram
3 Mie Mentah 6570 Kilogram
4 Krupuk Mentah 300 Kilogram
5 Minyak 467.25 Liter
6 Bawang 236.125 Kilogram
7 Gula 354.1875 Kilogram
8 Garam 354.1875 Kilogram
9 Flavour A 60.5 Kilogram
10 Flavour B 90.625 Kilogram
11 Flavour C 20 Kilogram
12 Flavour D 70 Kilogram
13 Flavour E 7 Kilogram
14 Etiket A 587500 Pieces
15 Etiket B 841250 Pieces
16 Etiket C 145750 Pieces
17 Etiket D 687500 Pieces
18 Etiket E 60500 Pieces
c. Pesanan yang masuk pada tanggal 29 Mei adalah:
Tabel 6.13. Tabel Data Pesanan 29 Mei No Customer Kategori Tgl.
Pesan
Produk yg.
Dipesan
Qty.
1 DBM A 29 Mei Jagung 23500
29 Mei Mutiara 133200
2 WY PB A 29 Mei Mutiara 47000
29 Mei Mie 25000
3 M PB B 29 Mei Mie 40850
29 Mei Krupuk 6500
4 TSA Smg. C 29 Mei Mutiara 264000
5 HRB A 29 Mei Mutiara 20000
29 Mei Mie 18800
29 Mei Sakura 3250
29 Mei Krupuk 6500
d. Pemrosesan penjadwalan.
Karena kapasitas produksi pada tanggal 1 Juni masih tersedia, maka penjadwalan dialokasikan masih pada tanggal 1 Juni. Data-data pesanan tersebut kemudian dimasukkan dalam tool penjadwalan untuk diproses. Hasil dari penjadwalan adalah sebagai berikut:
Gambar 6.7. Penjadwalan Pesanan Tanggal 29 Mei Pertama
Dari hasil kalkulasi tool, didapatkan hasil seperti terlihat pada gambar di atas. Untuk pesanan customer DBM sampai customer M PB, semua dapat dipenuhi dengan waktu penyelesaian seperti terlihat pada gambar di atas, sedangkan mulai TSA SMG kapasitas produksi sudah penuh, sehingga kekurangan ini akan dijadwalkan untuk hari berikutnya. Hasil penjadwalan sisanya adalah sebagai berikut:
Gambar 6.8. Penjadwalan Sisa Pesanan 29 Mei
Untuk customer TSA SMG, order dapat dipenuhi pada tanggal 3 Juni, sedangkan untuk customer HRB, untuk pesanan mutiara dan mie dapat diselesaikan 3 Juni, sedangkan untuk pesanan sakura dan krupuk dapat diselesaikan lebih cepat, yaitu tanggal 2 Juni.
e. Kondisi material akhir.
Kondisi material akhir ini merupakan hasil setelah proses penjadwalan untuk pesanan tanggal 29 Mei dilakukan. Hasil ini merupakan kondisi dari material awal yang dikurangi untuk kebutuhan produksi pesanan pada tanggal 29 Mei yang direncanakan.
Tabel 6.14. Kondisi Material Akhir
No Material Persediaan Satuan
1 Tepung 6227.6 Kilogram
2 Jagung Mentah 1050.25 Kilogram 3 Mie Mentah 5587.225 Kilogram 4 Krupuk Mentah 202.5 Kilogram
5 Minyak 292.99 Liter
6 Bawang 148.995 Kilogram
7 Gula 223.4925 Kilogram
8 Garam 223.4925 Kilogram
9 Flavour A 59.85 Kilogram
10 Flavour B 18.79 Kilogram
11 Flavour C 17.65 Kilogram
12 Flavour D 59.655 Kilogram
13 Flavour E 5.05 Kilogram
14 Etiket A 581000 Pieces
15 Etiket B 122900 Pieces
16 Etiket C 122250 Pieces
17 Etiket D 584050 Pieces
18 Etiket E 41000 Pieces
f. Pembuatan Form Target Packing
Form target packing dibuat dengan keterangan hari dan no urut. Untuk pesanan tanggal 29 Mei fase pertama, karena pesanan dijadwalkan pada tanggal 1 Juni, sedangkan pada tanggal 1 Juni sudah ada alokasi produksi untuk pesanan sebelumnya dengan no urut pesanan 01, maka pembuatan form target packing ini dituliskan dengan no urut 02.
Sedangkan sisa pesanan yang dijadwalkan pada tanggal 2 Juni, dituliskan pada form terpisah dengan no urut kembali ke no 01. Hal ini berlaku pula untuk pembuatan form target proses dan form material requisition-nya.
Berikut adalah form target packing untuk penjadwalan pesanan tanggal
Shift : PT. "X"
Tgl :
Mesin :
No.
TARGET PACKING
Produk
Planned Qty.
Durasi (jam)
Planned Start
Planned
Stop Hasil ket.
Kabag. Gudang:
Kabag. Packing :
1 Mutiara 57450 15,2 23.48 18.00
1 Juni 2
2
NO URUT: 02
(2 Juni) (1 Juni)
Gambar 6.9. Form Target Packing Mesin 2 untuk Penjadwalan Pesanan 29 Mei Fase Pertama
Untuk form mesin-mesin yang lain, cara pembuatannya sama dengan pembuatan form untuk mesin 2 ini.
g. Pembuatan Form Target Proses.
Form target proses dibuat untuk semua lini produksi yang ada. Berikut adalah contoh pembuatan form target proses penjadwalan pesanan tanggal 29 Mei untuk lini produksi oven:
PT. "X"
Tgl : Lini :
No.
TARGET PROSES
Produk
Planned Kg.
Durasi (jam)
Planned Start
Planned
Stop Hasil ket.
Kabag. Gudang:
Kabag. Proses:
1 Mie 889 08.00 9.58
1 Juni Oven
1,9
NO URUT: 02
Form target proses untuk lini-lini yang lain, yaitu lini penggorengan, adalah sama cara pembuatannya dengan pembuatan form untuk lini oven.
Pembuatan form ini adalah berdasarkan hasil alokasi penjadwalan.
h. Pembuatan Form Material Requisition
Form Material requisition dikeluarkan sesuai kebutuhan produksi untuk pesanan tanggal 29 Mei fase pertama tersebut. Material requisition ini didapatkan dari pengurangan stok material yang dapat dilihat pada tool penjadwalan.
Material Requisition PT."X"
Hari/tgl : 1 Juni
Nama Material Satuan Jumlah Keterangan
Tepung
Minyak Bawang Gula
Kg Liter
Kg
4207 200 894 65 118
Supervisor:
No
Garam
58,5
NO URUT: 02
Flavour B
Etiket B Etiket C
Pcs.
Pcs.
88 88 Kg
7 8 9
J-Mentah M-Mentah K-Mentah
Flavour C Flavour D Flavour E
Etiket D Etiket E 10
11 12 13 14 15 16 6 1 2 3 4 5
Pcs.
Pcs.
Kg Kg Kg Kg Kg Kg Kg Kg
46,42 2,35
8,5 1,5 350200
23500 65850 6500
Gambar 6.11. Form Material Requisition untuk Penjadwalan Pesanan 29 Mei
6.3.3. Pemrosesan Data Pesanan Trial
Langkah-langkah pemrosesan perencanaan produksi tanggal ini adalah sebagai berikut:
a. Kondisi awal adalah: Dari hasil penjadwalan terakhir, kapasitas produksi sudah teralokasi sampai tanggal 30 Juni, sehingga penjadwalan berikutnya akan dijadwalkan untuk periode 1 Juli.
b. Kondisi material awal adalah sebagai berikut:
Tabel 6.15. Material Awal yang Tersedia No Material Persediaan Satuan
1 Tepung 1000000 Kilogram
2 Jagung Mentah 500000 Kilogram
3 Mie Mentah 65000 Kilogram
4 Krupuk Mentah 400000 Kilogram
5 Minyak 320000 Liter
6 Bawang 100000 Kilogram
7 Gula 50000 Kilogram
8 Garam 40000 Kilogram
9 Flavour A 50000 Kilogram
10 Flavour B 100000 Kilogram
11 Flavour C 6500 Kilogram
12 Flavour D 7500 Kilogram
13 Flavour E 80000 Kilogram
14 Etiket A 1000000 Pieces
15 Etiket B 450000 Pieces
16 Etiket C 300000 Pieces
17 Etiket D 165000 Pieces
18 Etiket E 1500000 Pieces
c. Pesanan yang masuk pada tanggal tersebut adalah:
Tabel 6.16. Tabel Data Pesanan 30 Juni No Customer Kategori Tgl.
Pesan
Produk yg.
Dipesan
Qty.
1 C-A A 30 Juni Jagung 150000
2 C-B A 30 Juni Mutiara 70000
3 C-C A 30 Juni Mutiara 120000
4 C-D A 30 Juni Mie 10000
5 C-E B 30 Juni Mie 65000
6 C-F B 30 Juni Krupuk 20000
d. Input Awal pada Tool Penjadwalan
Gambar 6.12. Input Awal pada Tool Penjadwalan
e. Pembuatan Form Taking Order
Berdasarkan uji coba input awal pada tool penjadwalan, terlihat bahwa pesanan customer C-E untuk produk mie tidak dapat dipenuhi sepenuhnya sebagai akibat dari kekurangan sumber daya material. Berdasarkan material yang tersedia, perusahaan hanya mampu memenuhi pesanan sebanyak 45000 pieces. Dari sini pihak perusahaan dapat menanyakan kepada customer mengenai alternatif yang akan diambil. Untuk contoh kasus ini, customer meminta agar sebanyak 45000 pieces dipenuhi terlebih dahulu, dengan sisanya sebanyak 20000 pieces untuk dipenuhi kemudian hari. Berdasarkan data dari tool, terlihat bahwa material yang kurang adalah etiket mie, sebanyak 20000 pieces. Kedatangan etiket mie ini adalah paling cepat seminggu lagi, sehingga untuk jadwal pesanan yang tertunda (hutang) ini akan dijadwalkan ulang untuk tanggal 7 Juli. Pesanan yang masuk tersebut kemudian dicatat pada form taking order. Berikut adalah hasil pencatatan pada form taking order:
Customer Kate- gori
Produk yg.
dipesan Qty. Tgl.
Mulai Planned
Hasil Hutang Tgl.
Selesai
Status Pesanan
Keterangan Dlm.
Proses D o n e N o U r u t Produksi PT. "X"
Tgl. Kerja:
Form Taking Order Supervisor:
N o
1 C-A A Sakura 150000
30/6
1/7 0
Mutiara 70000 1/7 0
30/6(01)
C-F C-E C-D C-C C-B
6 5 4 2 3
B B A A A
Krupuk Mie Jagung
Mie
20000 65000 10000 120000 1/7
1/7 1/7 1/7
150000
20000 45000 10000 120000
70000
20000 0 0
0
Material Kurang
30/6(01) 30/6(01) 30/6(01) 30/6(01) 30/6(01)
Gambar 6.13. Form Taking Order
Bersamaan dengan pembuatan form taking order, karena terdapat pesanan yang belum dapat dipenuhi, maka perlu dibuatkan form hutang produksi sebagai antisipasi terhadap kekurangan order tersebut. Berikut adalah contoh pembuatan form hutang produksi:
PT. "X" No urut: 30/6(01)
No Customer Tgl.
Pesan Produk Keku-
rangan
Tgl.
Re- schedule
1 C-E 30/5 Mie 20000 7/7
Status Form Hutang Produksi
Supervisor:
Gambar 6.14. Form Hutang Produksi
f. Pemrosesan Penjadwalan
Jadwal tersebut kemudian diproses untuk menetapkan target pengirimannya. Berikut adalah hasil pemrosesan penjadwalan:
Gambar 6.15. Hasil Pemrosesan Penjadwalan
Pemrosesan penjadwalan ini telah disesuaikan dengan kapasitas material yang hanya dapat memenuhi 45000 pieces material. Dari gambar diatas tampak bahwa semua pesanan dapat diselesaikan pada tanggal 2 Juli, terkecuali pesanan untuk customer C-D yang dapat diselesaikan pada tanggal 1 Juli. Untuk kekurangan pesanan customer C-E akan dijadwalkan pada tanggal 7 Juli, sesuai dengan ketersediaan material pada periode tersebut.
g. Kedatangan Order Susulan.
Pada tanggal 30 Juni tersebut, masuk order susulan sebagai berikut:
Tabel 6.17. Tabel Data Pesanan 30 Juni No Customer Kategori Tgl.
Pesan
Produk yg.
Dipesan
Qty.
1 C-G A 30 Juni Jagung 30000
h. Pemrosesan Penjadwalan Berikutnya
Tool di-update dengan order susulan tersebut dan diproses ulang untuk menetapkan target pengiriman untuk customer C-G. Berikut adalah hasil penjadwalan untuk order susulan:
Gambar 6.16. Penjadwalan Order Customer C-G
Pada saat order susulan dijadwalkan, kapasitas produksi untuk tanggal 1 Juli sudah penuh. Oleh karena itu tool pun di-update stok materialnya, di- update tanggal mulai produksinya (menjadi tanggal 2 Juli dari sebelumnya tanggal 1 Juli), dan direset untuk pemrosesan lanjutan pesanan customer C-G.
Hasil dari pemrosesan lanjutan tersebut adalah sebagai berikut:
Gambar 6.17. Penjadwalan Order Customer C-G Proses Lanjutan Dengan demikian, pesanan customer C-G dapat dipenuhi pada tanggal 2 Juli.
6.4. Validasi
Validasi dilakukan dengan wawancara kepada pihak-pihak yang terkait dalam pelaksanaan sistemnya, yaitu mulai bagian marketing, PPIC, sampai bagian gudang. Karena penelitian yang dilaksanakan adalah hanya berupa konsep perancangan, maka teknik validasi yang dilakukan adalah secara kualitatif. Hal ini diperlukan untuk menguji kelayakan sistem agar dapat mewakili kondisi dan sesuai dengan keinginan perusahaan.
6.4.1. Validasi Sistem Perencanaan Jadwal Produksi Induk
Sesuai permintaan pabrik, untuk perencanaan jadwal induk, dasar sistem yang dibuat secara garis besar adalah sistem yang lama, hanya saja kini penanggung jawab sistem adalah Kepala PPIC. Berdasarkan wawancara dengan pihak marketing dan pihak PPIC, sistem dinyatakan telah sesuai dengan kondisi dan kebijakan perusahaan saat ini. Sedangkan mengenai pergantian tanggung jawab kepada kepala PPIC, dapat diterima dan diterapkan. Bentuk dari media informasi pendukungnya, yaitu form POB, sudah sesuai dengan keinginan pihak marketing dan PPIC, dan oleh karena itu akan digunakan. Sistem ini memberikan keuntungan berupa pemberian arah yang jelas dalam proses perencanaan jadwal induk, dan dengan penanggung jawab adalah kepala PPIC, dan bukan marketing, maka kejadian salah pengertian dapat dikurangi.
6.4.2. Validasi Sistem Perencanaan Material
Validasi dilakukan melalui wawancara dengan bagian marketing dan PPIC, dan dinyatakan bahwa untuk kondisi perusahaan saat ini, perencanaan material dengan cara ini masih merupakan yang paling sesuai untuk diterapkan.
6.4.3. Validasi Sistem Penjadwalan
Untuk keperluan validasi, dilakukan wawancara terhadap pihak marketing, PPIC, produksi, maintenance, dan gudang. Dari hasil validasi, sistem yang baru dinyatakan dapat memberikan berbagai kemudahan kepada perusahaan, terutama dari penggunaan tool penjadwalannya. Sementara itu mengenai sistem verifikasi, bagian produksi, maintenance, dan gudang telah menyetujui konsep
yang ditawarkan, hanya saja untuk mempermudah keperluan tersebut mereka berpendapat bahwa akan lebih baik bila ditugaskan satu orang khusus untuk keperluan administrasi, yang bertugas mengurusi keperluan verifikasi. Dari hasil validasi tersebut, dapat dikatakan bahwa sistem penjadwalan baru sudah sesuai dengan kondisi dan kebutuhan perusahaan dan dianggap layak untuk digunakan.
6.4.4. Validasi Sistem Pengontrolan Aktivitas Produksi
Validasi dilakukan dengan wawancara terhadap pihak PPIC, gudang, dan produksi. Dari hasil validasi dengan kepala PPIC, dinyatakan bahwa sistem ini sudah dapat memenuhi keinginan perusahaan untuk keperluan cost center tracking, yaitu pelacakan penggunaan material secara lebih detil, yang mana hal ini tidak dapat dilakukan dengan sistem lama dikarenakan pencatatannya yang masih global. Sementara itu mengenai sistem pelaporannya, seperti halnya pada validasi konsep verifikasi penjadwalan, pihak produksi dan gudang telah menyetujui konsep yang ditawarkan, hanya saja mereka berpendapat bahwa akan lebih baik bila ditugaskan satu orang khusus untuk keperluan administrasi, yang bertugas mengurusi keperluan laporan pengontrolannya.
6.4.5. Validasi Shop Information Packet (SIP)
Sebagai keperluan validasi SIP, dilakukan wawancara terhadap pihak- pihak yang terkait, yaitu pihak marketing, PPIC, produksi, maintenance, dan gudang. Dari hasil validasi tersebut dinyatakan bahwa kumpulan dokumen dalam SIP dapat digunakan sebagai media informasi pendukung sistem perencanaan dan pengendalian produksi di perusahaan, melengkapi dokumen-dokumen yang sudah ada sebelumnya.
6.5. Analisa Sistem Perkiraan Jadwal Produksi
Pada sistem sebelumnya, tanggung jawab dalam proses ini dipegang oleh kepala Marketing. Sedangkan pada sistem baru, tanggung jawab dialihkan kepada kepala PPIC. Hal ini dilakukan dengan tujuan untuk mengurangi salah pengertian antara pihak marketing dan PPIC. Pada sistem lama, marketing menetapkan rencana targetnya tanpa perhitungan kapasitas yang pasti, sehingga hasilnya
sering tidak sinkron dengan kapasitas produksi perusahaan. Hal inilah yang perlu digaris bawahi, keterkaitan antara pihak marketing dan PPIC, karena pada dasarnya, dalam menetapkan target sales, memang tetap harus diperhatikan kapasitas produksi dari perusahaan.
Untuk membantu proses perencanaan, dirancangkan form Permintaan Order Bulanan (POB) yang baru sebagai keperluan pencatatan dan untuk keperluan pelaporan. Hal ini untuk memperjelas informasi yang disampaikan, dimana untuk form yang lama hal itu kurang dapat tercapai. Form ini akan berguna bagi perencana dimulai dari saat memulai proses perencanaan perkiraan jadwal, sampai pada akhirnya untuk keperluan melakukan pencatatan. Selain sebagai keperluan pendataan dan umpan balik, pencatatan memang mutlak diperlukan untuk proses selanjutnya, yaitu proses perencanaan material. Hal ini karena input utama dari proses perencanaan material merupakan hasil dari penetapan proporsi pada proses perkiraan jadwal produksi ini.
6.6. Analisa Sistem Perencanaan Material
Untuk sistem perencanaan material yang digunakan, tidak digunakan metode lot sizing seperti yang banyak berkembang saat ini, yaitu EOQ, Wagner- within, PPB, dan lain sebagainnya. Hal ini disebabkan, pada tahap pemesanan material di perusahaan ini, tidak menimbulkan biaya pesan yang signifikan. Biaya pesan yang timbul hanyalah dari percakapan per telepon yang tidak lebih dari 2 menit, oleh karena itu dapat diabaikan.
Mengingat perencanaan material yang dilakukan hanyalah tinggal memperhitungkan biaya simpan, maka perencanaan material diturunkan langsung sesuai kebutuhan perkiraan jadwal produksi, sesuai dengan lead time pemesanannya.
Untuk keperluan proses perencanaan tersebut dirancangkan 2 form utama sebagai kunci pemrosesan tahap ini. Form-form tersebut adalah form kebutuhan material per produk dan form kebutuhan material total. Dengan adanya form ini akan lebih menghindarkan kesalahan perhitungan, karena proses dimulai dengan penghitungan kebutuhan material per produknya, dikaitkan dengan BOM-nya,
baru ditotal untuk kebutuhan material secara keseluruhan. Secara konseptual, form tersebut akan sangat membantu proses perencanaan material.
6.7. Analisa Sistem Penjadwalan dan Pengontrolan Aktivitas Produksi 6.7.1. Perbedaan Sistem Penjadwalan Lama dengan Sistem Penjadwalan Baru
Beberapa hal yang menjadi poin perbedaan antara sistem penjadwalan lama dengan sistem penjadwalan yang baru antara lain adalah sebagai berikut:
• Tidak dibangun dari perhitungan kapasitas yang pasti, hanya berdasarkan perkiraan saja. Sedangkan untuk sistem yang baru dirancang berdasarkan perhitungan kapasitas yang terencana dengan baik.
• Perhitungan penjadwalan dilakukan secara manual dan memakan waktu.
Untuk sistem yang baru, telah dirancangkan tool dengan aplikasi software Excel untuk melakukan proses penjadwalan sehingga waktu kalkulasi dapat dipersingkat. Hasil penjadwalan juga akan lebih konsisten dari waktu ke waktu karena kemungkinan human error dapat dieliminasi.
• Lama waktu produksi dibuat tetap, yaitu selama minimal 1/2 shift, sehingga akan mengakibatkan keborosan pengalokasian sumber daya. Untuk sistem yang baru, alokasi beban produksi lebih disesuaikan dengan kebutuhan pesanan produksi, mencegah kemungkinan keborosan sumber daya.
• Pengkategorian customer yang ada belum ditetapkan secara fixed, sehingga sulit dalam memprioritaskan pesanan. Hal ini telah dibenahi pada sistem yang baru, dengan menetapkan kategori pembobotan untuk masing-masing customer.
• Tidak adanya panduan konsep penjadwalan yang jelas, sehingga pelaksanaannya menjadi tidak konsisten dari waktu ke waktu. Sedangkan pada sistem yang baru, telah ditetapkan fungsi-fungsi dan prosedur yang jelas untuk pelaksanaan prosesnya.
• Tidak ada proses verifikasi sumber daya dari bagian-bagian terkait secara langsung, sehingga seringkali menimbulkan salah perkiraan. Pada sistem yang baru, verifikasi merupakan bagian yang cukup penting, sehingga kemungkinan kesalahan dapat ditekan.
6.7.2. Analisa Sistem Penjadwalan
Dari simulasi yang dilaksanakan, terlihat bahwa sistem penjadwalan yang baru memperoleh hasil yang lebih baik dari sistem penjadwalan yang lama. Ini disebabkan karena sistem penjadwalan lama belum memperhitungkan kapasitas perusahaan dengan pasti, hanya berlandaskan perkiraan saja. Demikian juga dengan pendistribusian bebannya, lebih banyak dengan cara trial and error.
Penjadwalan baru dibangun melalui perhitungan kapasitas perusahaan yang lebih pasti, sehingga pendistribusian beban produksi dapat ditetapkan dengan lebih tepat. Sementara itu trial and error juga dapat ditinggalkan dengan penerapan metode sequencing First Come First Served (FCFS), sehingga hasil penjadwalan akan lebih stabil performanya dari waktu ke waktu.
Sementara itu mengenai tool penjadwalan yang digunakan, dari simulasi yang dilaksanakan, tool terbukti dapat memberikan kemudahan kepada perencana produksi dalam mengolah data-data pesanannya. Dengan sistem baru, perencana tinggal memasukkan data-data pesanan, yaitu customer yang memesan, produk yang dipesan, dan berapa banyaknya, maka tool akan memproses perhitungan dan memperlihatkan waktu penyelesaian pesanan. Ini sekaligus memberikan kemampuan pada perencana produksi untuk dapat menetapkan target pengirimannya dengan lebih tepat.
Sementara itu kelebihan lain tool adalah dapat memberitahu bilamana kapasitas proses ataupun kapasitas material tidak mencukupi. Tool akan dapat memperlihatkan, bahwa berdasarkan kapasitas yang ada, maka seberapa besar yang sebenarnya dapat diproduksi. Tool juga menyediakan slot pembelian material dan slot jadwal kedatangan material, sehingga dalam perhitungannya, jika terjadi ketidak cukupan material, tool akan mencari secara otomatis jadwal kedatangan material untuk memberikan perkiraan yang lebih tepat mengenai kapan jadwal yang tertunda tersebut dapat diselesaikan.
Di sini terbukti perencana dapat terbantu dalam penjadwalannya secara keseluruhan. Dimana biasanya proses penghitungan kapasitas yang cukup memakan waktu, dapat dihemat dengan bantuan tool.
6.7.3. Analisa Sistem Pengontrolan Produksi
Sistem pengontrolan produksi yang baru dapat membantu perusahaan dalam melakukan penelusuran terhadap konsumsi material perharinya. Di mana, dengan sistem lama, akan sulit terlihat jumlah dari penggunaan material selama satu hari secara mendetil. Dengan sistem yang baru, perusahaan akan terbantu karena dari laporan Production Activity Control-nya dapat dilihat penggunaan material secara detil untuk tiap produknya dalam sehari. Sehingga dari sini dapat diketahui jika ada keborosan-keborosan yang mungkin terjadi dalam penggunaan materialnya.
6.8. Analisa Shop Information Packet
Shop Information Packet (SIP) ini terutama berguna sebagai media informasi dari keseluruhan sistem Perencanaan dan Pengendalian Produksi. Guna dari SIP ini antara lain adalah:
• Sebagai media penyalur informasi.
• Sebagai media untuk membuat catatan (record) data, yang untuk kemudian hari mungkin diperlukan untuk keperluan analisa dan penelusuran balik.
• Sebagai media untuk keperluan umpan balik, semisal melaporkan adanya downtime, sehingga perlu dilakukan perubahan jadwal, dan sebagainya.
Media informasi yang terdapat sistem baru secara umum lebih baik dari sistem lama, hal ini karena media informasi pada sistem baru lebih informatif dan lebih detil, tanpa meninggalkan aspek-aspek kemudahan penggunaan. Informasi yang lebih detil ini terutama akan membantu perencana dalam melakukan langkah-langkah perencanaannya, sehingga lebih teliti. Demikian juga untuk keperluan analisa dan umpan balik, informasi yang lebih detil akan lebih membantu.
6.9. Kelebihan dan Kekurangan Sistem Baru
6.9.1. Kelebihan Sistem Perencanaan dan Pengendalian Produksi Baru Beberapa kelebihan sebagai rangkuman hasil analisa di atas adalah:
• Penanggung jawab sistem penjadwalan produksi induk yang baru adalah kepala PPIC, di mana sebelumnya adalah pihak marketing. Dalam sistem
yang baru perkiraan kapasitas benar-benar dikonfirmasikan dengan pihak PPIC, di mana sebelumnya adalah ditetapkan oleh marketing saja. Dengan sistem baru maka target sales yang ditetapkan akan lebih masuk akal.
• Sistem baru dapat menyederhanakan prosedur perhitungan yang ada di perusahaan, yaitu untuk penentuan kapasitas, penjadwalan, dan alokasi beban.
• Sistem baru dapat dijadikan sebagai standar bagi perusahaan, sehingga jika terjadi pergantian user, sistem baru tetap dapat digunakan, karena tidak hanya berdasarkan pengalaman seorang perencana saja.
• Terdapatnya konsep sistem pengontrolan produksi yang dapat digunakan untuk keperluan cost center tracking.
• Terdapat dokumen-dokumen pendukung tambahan dalam sistem Shop Information Packet yang dapat digunakan untuk keperluan pelaporan dan pengukuran kinerja produksi.
6.9.2. Kelemahan Sistem Perencanaan dan Pengendalian Produksi Baru Kekurangan-kekurangan yang ada hasil dari analisa di atas adalah:
• Sistem perencanaan jadwal induk sebagian besar masih tergantung dari intuitive jugdement perencana produksi, sehingga hasilnya mungkin akan kurang akurat.
• Karena berangkat dari perencanaan jadwal induk yang kurang optimal, hasil perencanaan material yang didapat mungkin juga kurang optimal.