PENGARUH VARIASI PUTARAN SPINDEL DAN KEDALAMAN PEMOTONGAN TERHADAP KEKASARAN PERMUKAAN BAJA ST 60 PADA PROSES BUBUT KONVENSIONAL
Teks penuh
Gambar


Dokumen terkait
Skripsi berjudul “ Kekasaran Permukaan Baja St 42 pada Proses Pembubutan Akibat Variasi Panjang Pahat (Tool Overhang), Gerak Pemakanan dan Kecepatan Pemotongan ” telah diuji
Skripsi berjudul “ Kekasaran Permukaan Baja St 42 pada Proses Pembubutan Akibat Variasi Panjang Pahat (Tool Overhang), Gerak Pemakanan dan Kecepatan Pemotongan ” telah diuji
Kesimpulan dari penelitian ini adalah dengan meningkatnya kecepatan putaran spindle terhadap kekasaran permukaan material baja ST 37 pada proses penggerindaan permukaan,
Tujuan dari penelitian ini yaitu untuk mengetahui pengaruh dari variasi parameter pemakanan yang dilakukan dalam proses bubut terhadap kekasaran permukaan baja ST 37 menggunakan
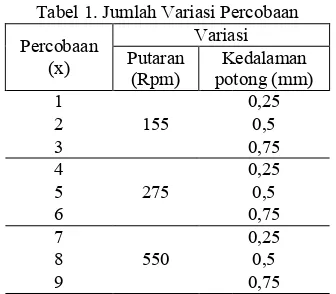
Penelitian ini bertujuan untuk mengetahui pengaruh variasi kedalaman potong dan kecepatan putar mesin bubut terhadap kekasaran permukaan benda kerja hasil pembubutan
Taufik Hidayat (2015) dalam penelitian tentang “Pengaruh Kedalaman Pemakanan, Jenis Pendingin, Dan Kecepatan Spindel Terhadap Kekasaran Permukaan Benda Kerja Pada
57 Analisis Pengaruh Variasi Jenis Cairan Pendingin dan Gerak Makan Feeding Pada Mistcooling Proses Bubut Turning Terhadap Kekasaran Permukaan Baja S45C Wayan Aunur Rofiq*1, Imam
Kemudian Terdapat pengaruh yang sangat besar saat pengujian menggunakan variasi kedalaman potong 1 mm dan kecepatan putar mesin bubut 52 rpm, mendapatkan nilai kekasaran yang sangat
