KATA PENGANTAR
Buku intruksi praktikum ini disusun untuk menunjang mahasiswa dalam kegiatan praktikum mata kuliah CNC. untuk keselamatan kerja, dan proses yang benar. Mahasiswa harus mengerti tentang cara pengoperasian mesin CNC, Milling, atau Bubut, meliputi cara
setting, pemilihan perkakas (tooling), juga harus memahami program NC dan proses
pemesinan. Buku intruksi praktikum ini akan membahas bagaimana cara setting benda
kerja, pamilihan perkakas, program NC, contoh program dan sistem (penjepitan) clamping Dengan demikian, mahasiswa dapat memahami dan mempunyai persiapan sebelum melakukan praktikum mata kuliah CNC.
Jakarta, Februari 2010
Penanggung Jawab Pratikum
DAFTAR ISI
KATA PENGANTAR ... 1
DAFTAR ISI ... 2
PERATURAN DAN KEWAJIBAN ... 3
Syarat-syarat dan Tata Tertib Penggunaan Laboratorium
... 3
Hak-hak Pengguna Laboratorium
... 3
Kewajiban Pengguna Laboratorium
... 3
Larangan-larangan terhadap Pengguna Laboratorium
... 4
Sangsi-sangsi terhadap Tata Tertib:
... 4
KESELAMATAN KERJA ... 5
PERSIAPAN PENGOPERASIAN MESIN MILLING DAN TURNING CNC ... 6
Pasokan Udara Bertekanan ... 6
Pasokan Tenaga Listrik ... 6
Mengaktifkan Kontrol mesin ... 6
MESIN MILLING CNC ... 7
Petunjuk Pencekaman ... 7
Contoh Pencekaman yang Salah ... 8
Pencekaman dengan Ragum ... 8
Pencekaman dengan Chuck ... 9
Memilih Klem ... 9
Pengaturan sistem koordinat ... 10
Pengaturan Koordinat pada Benda Kerja ... 10
MESIN TURNING CNC ... 11
Pengaturan Benda Kerja pada Mesin Bubut CNC ... 12
MEMBUAT PROGRAM NC ... 13
G-code Command ... 13
Miscellaneous Words ... 16
NC functional blocks ... 18
Contoh program Milling ... 19
Contoh Program Turning ... 20
LATIHAN ... 21
PERATURAN DAN KEWAJIBAN
Syarat-syarat dan Tata Tertib Penggunaan Laboratorium
1. Memiliki izin menggunakan fasilitas laboratorium dari Ketua Jurusan Teknik
Mesin, atau sebagai peserta pratikum teknologi CNC
2. Sanggup mengisi dan menandatangani Surat Pernyataan yang dikeluarkan oleh
Laboratorium.
3. Sanggup mentaati peraturan Universitas serta tata tertib yang dikeluarkan
laboratorium.
4. Jam kerja pengguna laboratorium atau pratikum disamakan dengan karyawan.
Senin s/d Jumat : 08.00 – 17.00
Istirahat
: 12.00 – 13.00
Hak-hak Pengguna Laboratorium
1. Mendapat bimbingan dan pengarahan.
2. Memperoleh pelayanan peminjaman alat-alat yang digunakan
3. Memperoleh pasilitas sesuai dengan rekomendasi dari ketua jurusan.
Kewajiban Pengguna Laboratorium
1. Pengguna
laboratorium harus taat pada seluruh peraturan Universitas serta tata
tertib yang dikeluarkan laboratorium
2. Berada di laboratorium sesuai dengan jadwal yang sudah diatur.
3. Berlaku sopan, jujur dan bertanggung jawab terhadap tugas-tugas yang
diberikan oleh pembimbing.
4. Mengenakan pakaian yang telah ditentukan oleh jurusan mesin dengan rapi
5. Mengisi Log book yang telah tersedia.
6. Memberikan kabar bila berhalangan hadir atau hendak meninggalkan tempat
(laboratorium).
7. Menggunakan sepatu yang aman selama di dalam laboratorium
8. Mentaati
penggunaan
alat-alat, dan bahan-bahan yang dipakai.
9. Melaporkan dengan segera kepada petugas / pembimbing yang berwenang
apabila terjadi kerusakan atau salah mengambil alat atau bahan.
10. Diharuskan menjaga ketenangan dan ketenteraman serta keharmonisan di
lingkungan laboratorium.
11. Harus mentaati ketentuan P2K3/Keselamatan dan Kesehatan Kerja.
12. Membersihkan tempat peralatan serta mengatur kembali dengan rapi apabila
hendak meninggalkan ruang laboratorium.
13. Apabila telah selesai masa penggunaan laboratorium supaya membuat laporan
ditujukan kepada Ketua jurusan mesin dan tembusan kepada Penanggung
jawab laboratorium.
Larangan-larangan terhadap Pengguna Laboratorium
1. Merokok dan membuat api di dalam lingkungan laboratorium, kecuali ditempat
yang telah ditentukan.
2. Membawa senjata tajam, dan peralatan yang berbahaya.
3. Menerima tamu pribadi atau mengajak teman ke dalam laboratorium, kecuali
seizin yang berwenang.
4. Menggunakan bahan/alat serta memasuki ruang lain tanpa izin yang berwenang.
5. Memaksa karyawan untuk melaksanakan sesuatu hal yang bukan merupakan
wewenangnya.
6. Menangani secara langsung mesin-mesin, kecuali dibawah
pengawasan/bimbingan petugas laboratorium.
7. Memperpanjang
jam
penggunaan laboratorium seperti yang telah ditentukan
kecuali ada persetujuan Ketua jurusan mesin.
8. Berbuat Asusila di dalam lingkungan laboratorium.
9. Mencuri,
memiliki barang-barang atau dokumen-dokumen laboratorium.
10. Berkelahi/bertengkar baik antara teman maupun dengan karyawan.
11. Menggunakan fasilitas lain.
12. Khusus wanita/siswi tidak diperkenankan:
•
Berpakaian longgar, terurai, karena akan mengundang resiko tinggi tentang
keselamatan
•
Memakai rok atau baju mini.
•
Memakai sepatu bertumit tinggi.
•
Memakai perhiasan yang menyolok dan berharga.
•
Memakai tata rias muka yang berlebihan.
Sangsi-sangsi terhadap Tata Tertib:
1. Peringatan
secara
lisan.
2. Peringatan
secara
tertulis/Pengurangan nilai Pratikum bagi praktikan.
3. Dikeluarkan dari laboratorium.
Telah dibaca dan dipahami, sanggup untuk mentaati Peraturan-peraturan dan
Kewajiban selama di dalam lingkungan laboratorium
Jakarta, . . .
KESELAMATAN KERJA
Pada saat akan mulai praktikum mahasiswa diharapkan mengetahui dan memahami tentang keselamatan kerja. Hal ini agar dalam pelaksanaan kegiatan praktikum tidak terjadi kecelakaan kerja, baik pada mahasiswa ataupun kerusakan pada mesin CNC, berikut ini hal-hal yang harus di perhatikan selama kegiatan praktikum .
Intruksi keselamatan kerja:
1. Mengerti dan memahami petunjuk keselamatan kerja
2. Mengerti dan memahami fungsi setiap tombol yang ada pada mesin milling dan bubut CNC,
3. Tidak memasukan anggota badan pada saat mesin sedang running program, karena
mesin bergerak secara otomatis
4. Spindel harus dalam kondisi berhenti (stop) apabila ingin menyentuh benda kerja,dan
perkakas (tool)
5. Selalu mengerat perkakas dan benda kerja dengan baik, kuat agar pada saat mesin
running tool atau benda kerja tidak lepas
6. Jangan menggunakan baju yang terlalu besar, dan jaga anggota badan dari spindel yang berpindah-pindah secara otomatis
7. Selalu gunakan sepatu safety ketika sedang bekerja
8. Jagalah tangan dari tool changer, karena perkakas berputar secara otomatis
9. Apabila sedang mengatur (setting) material, kondisi mesin harus dalam kondisi manual mode
10. Hendaklah menanyakan hal-hal yang kurang jelas pada teknisi CNC, agar keselamatan kerja tetap terjaga
PERSIAPAN PENGOPERASIAN MESIN MILLING DAN
TURNING CNC
Pasokan Udara Bertekanan
1. Jalankan kompresor sampai tekanan kerja, kompresor akan bekerja automatis. 2. Kompresor akan memberikan pasokan udara bertekanan selama proses pemesinan
berjalan.
3. Udara bertekanan digunakan sebagai penggerak unit phenumatik pada mesin
4. Udara bertekanan juga digunakan untuk membersihkan benda kerja, meja, alat-alat pencekam dan chuck spindle
Pasokan Tenaga Listrik
1. Periksa permukaan minyak hidrolik, minyak pelumas slider, air coolant spindle dan coolant
2. Yakinkan tombol emergensi dalam keadaan on 3. Udara bertekanan sudah tercapai pada tekanan kerja 4. Periksa MCB tenaga listrik pada posisi on
5. Putar saklar utama mesin pada posisi on
Mengaktifkan Kontrol mesin
1. Tekan tombol hijau pada monitor, tunggu beberapa saat 2. Aktifkan emergensi stop
3. Tekan serentak tombol reset dan 0∞1 4. Aktifkan Zero return
MESIN MILLING CNC
Mahasiswa harus memahami betul tentang sistem pencekaman atau clamping, hal ini diperlukan agar dalam proses pemesinan benda kerja yang sedang pemesinan
(machining) tidak terlepas atau bergeser, sehinngga benda kerja rusak atau tidak presisi lagi
dan juga bisa membuat patah mata pahat yang sedang digunakan
Gambar 1 Mesin Milling CNC
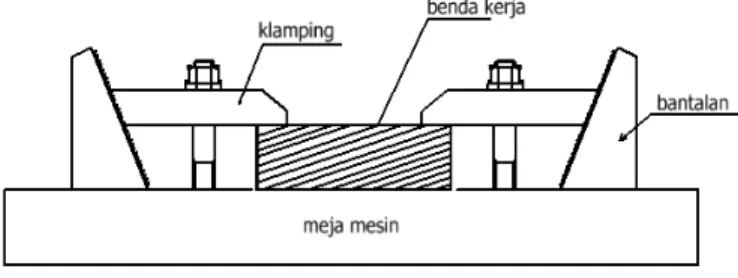
Petunjuk Pencekaman
1. Benda kerja yang dicekam hindari terjadi difleksi yang besar, karena akan mengurangi tingkat kepresisian pada benda kerja
2. Antara benda kerja dan bantalan harus sama tinggi ,(lihat gambar)
Gambar 2. Pencekaman Benda Kerja
3. Alat pencekamam harus mempermudah proses pengaturan posisi benda kerja 4. Benda kerja dan meja mesin tidak rusak saat dan setelah pencekaman tersebut
5. Harus dipastikan bahwa benda yang dicekam kuat untuk pemesinan
Contoh
Pencekaman yang
Salah1. Benda kerja dan bantalan tidak sama tinggi
2. Tidak memakai mur T-slot tetapi memakai mur yang biasa (lihat gambar)
Gambar 3. Mur T Slot
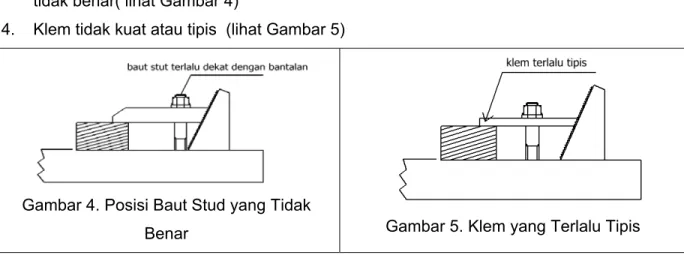
3. Jarak antara benda kerja terhadap baut stut dengan jarak bantalan terhadap baut stut tidak benar( lihat Gambar 4)
4. Klem tidak kuat atau tipis (lihat Gambar 5)
Gambar 4. Posisi Baut Stud yang Tidak
Benar Gambar 5. Klem yang Terlalu Tipis
Pencekaman
dengan RagumApabila mengerjakan benda kerja dengan menggunakan ragum, maka hal yang harus di perhatikan sebagai berikut:
1. Ragum harus pararel dengan sumbu X dengan cara memeriksa ragum menggunakan
dial indicator
2. Pastikan benda kerja yang keluar dari bibir ragum aman agar perkakas potong tidak mengenai ragum pada saat pemesinan.
Pencekaman
dengan ChuckPencekaman dengan three jaws chuck untuk mengerjakan benda-benda yang
silindris atau bulat.hal-hal yang harus diperhatikan apabila menggunakan chuck adalah
pastikan benda kerja yang menonjol dari chuck bebas dari proses pemesinan, Di bawah ini
contoh alat-alat klem yang digunakan pada mesin CNC,milling Baut Kamping Klamping Mur Klem Bantalan Step Mur T Slot
Gambar 6. Perlengkapan Pencekam Benda Kerja
Memilih Klem
Ada beberapa pertimbangan untuk memilih klem yaitu : 1. Klem harus cukup kuat untuk memegang benda kerja 2. Klem harus mudah dioperasikan
Pengaturan sistem koordinat
Koordinat yang dibuat, data-data tentu diambil dari sebuah gambar yang akan dikerjakan, karena sangat sulit jika membuat program langsung menggunakan koordinat mesin maka dengan demikian diperlu menggunakan coordinate system setting agar
koordinat benda kerja yang dipasang pada mesin diketahui jarak antara nol nol mesin dan nol nol benda kerja
Pengaturan Koordinat pada Benda Kerja
Penyaturan koordinat pada benda kerja merupakan hal penting setelah melakukan pencekaman, karena koordinat pada benda kerja merupakan referensi dalam membuat program.
Urutan-urutan pengaturan benda kerja sebagai berikut :
1. Mencekam benda kerja menggunakan klem, ragum atau chuck dengan memperhatikan
pencekaman mana yang sesuai untuk benda kerja.
2. Dial indicator, yaitu alat digunakan mengatur kelurusan benda kerja pada salah satu koordinat X atau Y, apabila menggunakan three jawchuck tidak perlu dilakukan proses
ini, cukup dengan mengatur X, Y, Z
3. Penentuan dasar atau titik nol (zero point) pada benda kerja (X, Y,) dengan menggunakan
perkakas centropik.
4. Setelah point X,Y ditentukan dilanjutkan menginputkan data pada work piece coordinat
(WPC) dengan menekan tombol “teach” pada masing-masing koordinat lalu menekan
tombol input.Hal ini bertujuan agar programmer dapat membuat program NC (Numerical Control) sesuai dengan pengaturan benda kerja.
5. Pemasangan perkakas potong pada arbor dilanjutkan dengan mengatur titik nol Z pada
benda kerja,dengan cara menyentuhkan perkakas potong pada permukaan benda kerja kemudian menginput data pada WPC.
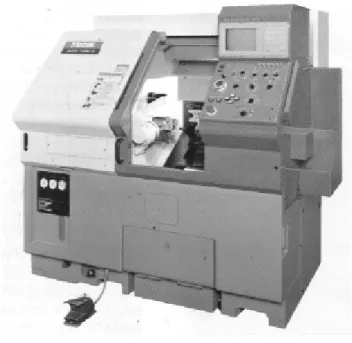
MESIN TURNING CNC
Secara umum perbedaan mesin CNC milling dan mesin CNC turning adalah jumlah sumbu (axis) koordinat pada mesin milling terdapat tiga sumbu (X,Y,Z), sedangkan pada
mesin bubut dua sumbu (X,Z). Pada mesin milling mata pahat yang berputar, benda kerja tidak berputar, sedangkan mesin bubut benda kerja berputar dan perkakas potong tidak berputar. Banyak proses pemesinan yang dapat di lakukan pada CNC bubut meliputi ,facing, turning,groofing,drilling,threading,boring dan chamfering.
Gambar 9 Mesin Turning CNC
Berikut ini persiapan sebelum melakukan praktikum pada mesin bubut.
1. Mempersiapkan chuck yang sesuai dengan diameter benda yang akan dikerjakan,
karena apabila chuk tidak sesuai dengan benda kerja, kemungkinan besar benda bisa
terlepas pada saat mesin dijalankan.
2. Mempersiapkan perkakas sebelum bekerja, sehingga waktu menjadi efisien, sebab apabila setelah mesin ON lalu mempersiapkan perkakas, maka waktu menjadi tidak efektif, karena mesin hidup tetapi tidak melakukam proses pemesinan
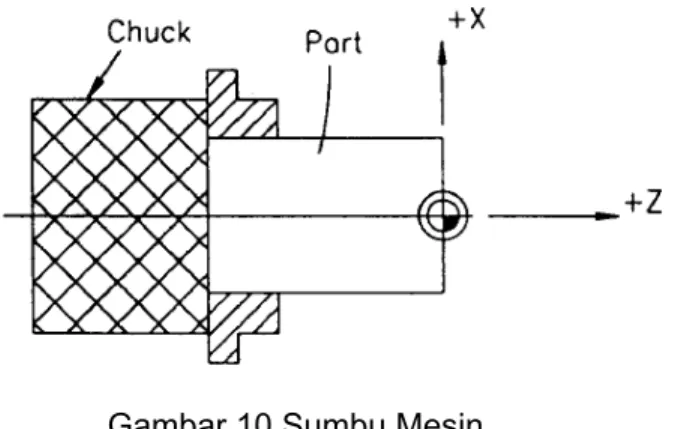
Pengaturan Benda Kerja pada Mesin Bubut CNC
Titik awal dari program harus ditentukan lebih dahulu sebelum part geometry dibuat.
di bawah ini gambar sumbupada mesin bubut.
Gambar 10 Sumbu Mesin
1. Apabila memakai perkakas untuk melakukan pengaturan pada sumbu X, maka harus
menempelkan mata pahat pada benda kerja, lalu memasukan titik koordinat pada tool offset, dengan menekan tombol teach lalu input. (lihat gambar) Dengan melihat gambar
di bawah ini maka tool offset yang dimaksudkan adalah dia 20 mm Sedangkan titik Z
adalah 0.
2. Langkah berikut adalah memasukan koordinat Z nol pada benda kerja. Dengan
menekan tombol setup kemudian” teach “lalu input.
Gambar 11 Titik Nol Benda Kerja
3. Apabila mesin bubut mempunyai tool eye maka mesin bisa mengatur titik nol secara
MEMBUAT PROGRAM NC
G-code Command
Setelah membaca dan memahami prosedur keamanan serta pengaturan di atas dilanjutkan dengan pembuatan program (part programming) NC. Berikut ini adalah tabel fungsi G
Tabel 1. G-Codes for Milling
Command
Group G-code
Function and command
Statement Illustration Tool Motion G00 G01 G02 G03 Rapid traverse G00 Xx Yy Zz Linier interpolation G01 Xx Yy Zz Ff Circular interpolation G02 Xx Yy Ii Jj G02 Xx Zz Ii Kk G02 Yy Zz Jj Kk Circular interpolation G03 Xx Yy Ii Jj G03 Xx Zz Ii Kk G03 Yy Zz Jj Kk Plan selection G17 G18 G19 XY-plane selection ZX-plane selection YZ-plane selection Unit selection G20 or G70 G21 or G71
Inch unit selection G20 or G70 Metric unit selection G21 or G71 Offset and conpensation G40 G41 G42
Cutter diameter conpensa-tion cancel G40 G0 (or G1) Xx Yx Cutter diameter conpensation left G41 G0 (or G1) Xx Yx Dd Cutter diameter conpensation left G42 G0 (or G1) Xx Yx Dd
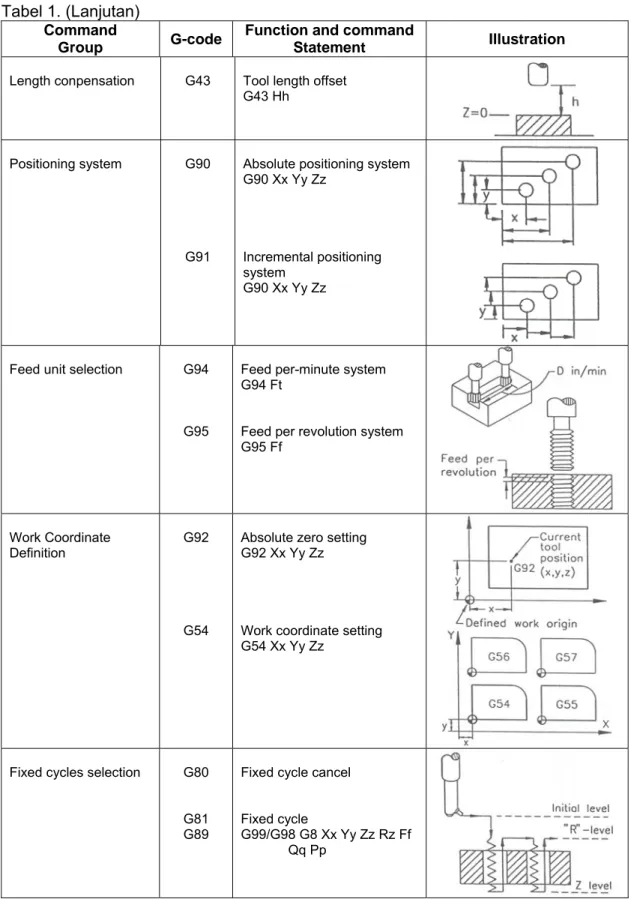
Tabel 1. (Lanjutan) Command
Group G-code
Function and command
Statement Illustration
Length conpensation G43 Tool length offset G43 Hh
Positioning system G90
G91
Absolute positioning system G90 Xx Yy Zz
Incremental positioning system
G90 Xx Yy Zz
Feed unit selection G94
G95
Feed per-minute system G94 Ft
Feed per revolution system G95 Ff
Work Coordinate Definition
G92
G54
Absolute zero setting G92 Xx Yy Zz
Work coordinate setting G54 Xx Yy Zz
Fixed cycles selection G80 G81 G89
Fixed cycle cancel Fixed cycle
G99/G98 G8 Xx Yy Zz Rz Ff Qq Pp
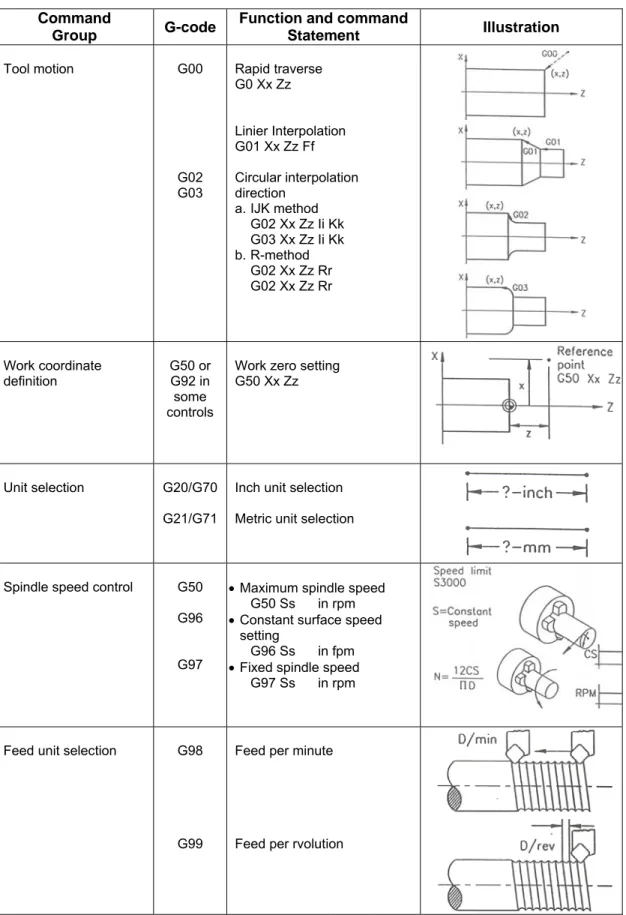
Tabel 2. G-codes for Turning
Command
Group G-code
Function and command
Statement Illustration Tool motion G00 G02 G03 Rapid traverse G0 Xx Zz Linier Interpolation G01 Xx Zz Ff Circular interpolation direction a. IJK method G02 Xx Zz Ii Kk G03 Xx Zz Ii Kk b. R-method G02 Xx Zz Rr G02 Xx Zz Rr Work coordinate definition G50 or G92 in some controls
Work zero setting G50 Xx Zz
Unit selection G20/G70 G21/G71
Inch unit selection Metric unit selection
Spindle speed control G50 G96 G97
• Maximum spindle speed G50 Ss in rpm
• Constant surface speed setting
G96 Ss in fpm
• Fixed spindle speed G97 Ss in rpm
Feed unit selection G98
G99
Feed per minute
Tabel 2. (lanjutan) Command
Group G-code
Function and command
Statement Illustration
Tool nose radius
compensation G40
G41
G42
Tool nose radius compensation cancel G40 G0/G1 Xx Zz Tool nose radius compensation left G41 G0/G1 Xx Zz Txxxx Tool nose radius compensation right G42 G0/G1 Xx Zz Txxxx
Fixed cycles Single cycle
Multi pass cycle
G90 G94
G71 G72
Generate one pass of four toolpath moves
Generate multi pass of four toolpath moves
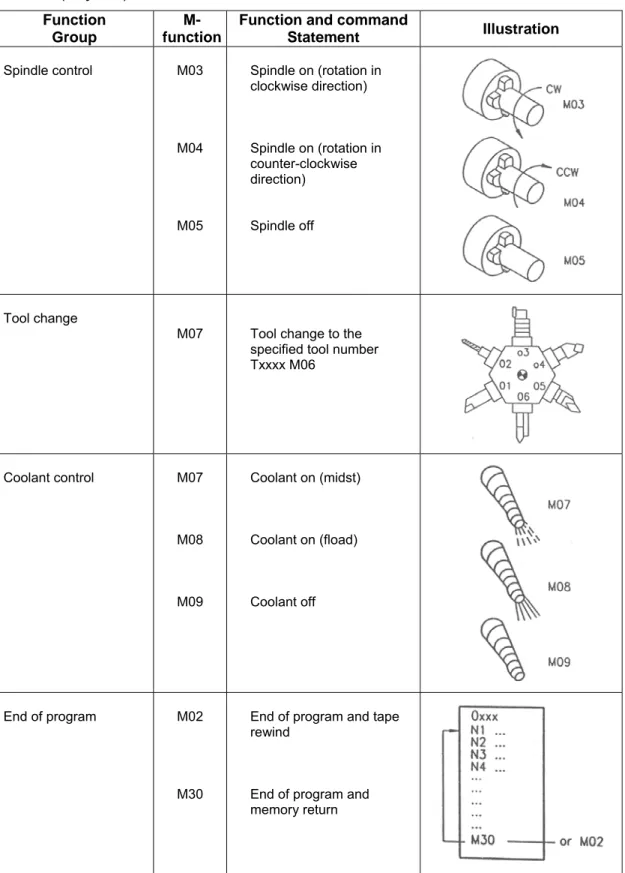
Miscellaneous Words
Fungsi ini melakukan satu grup instruksi seperti on/off cair pendingin, on/off spindel,
pergantian pahat, berhenti program atau akhir program. Fungsi miscellaneous yang biasa
ditulis sebagai M-functions. Tabel berikut meperlihatkan fungsi M yang umum dipergunakan
pada mesin milling dan bubut. Tabel 3. Miscellaneous Functions
Function Group
M-function
Function and command
Statement Illustration
Program stop M00 M01
Program stop Optional stop
Tabel 3. (lanjutan) Function
Group
M-function
Function and command
Statement Illustration Spindle control M03 M04 M05 Spindle on (rotation in clockwise direction) Spindle on (rotation in counter-clockwise direction) Spindle off Tool change
M07 Tool change to the specified tool number Txxxx M06 Coolant control M07 M08 M09 Coolant on (midst) Coolant on (fload) Coolant off End of program M02 M30
End of program and tape rewind
End of program and memory return
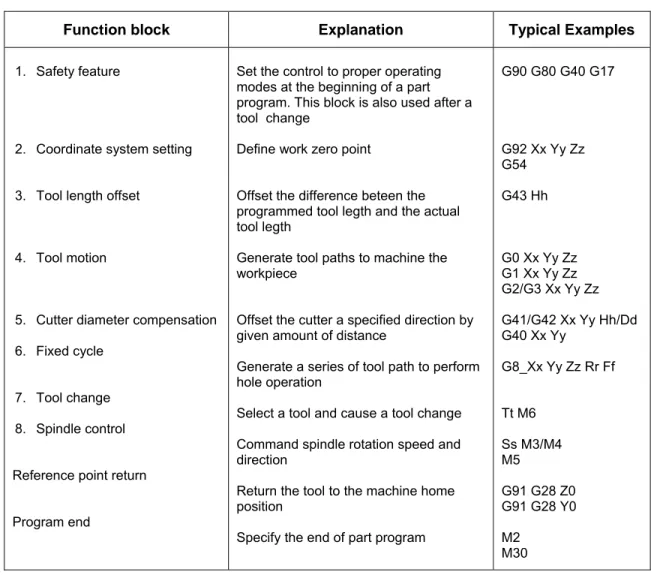
NC functional blocks
Kontrol NC mengeksekusi secara seluruh NC words yang ada dalam satu blok.
Untuk itu, NC blocks disusun sesuai dengan tugas. Tabel di bawah ini memberikan
beberapa fungsi blok yang umum dipergunakan dalam part programming.
Table 1.7 CNC functional blocks
Function block Explanation Typical Examples
1. Safety feature
2. Coordinate system setting 3. Tool length offset
4. Tool motion
5. Cutter diameter compensation 6. Fixed cycle
7. Tool change 8. Spindle control Reference point return Program end
Set the control to proper operating modes at the beginning of a part program. This block is also used after a tool change
Define work zero point
Offset the difference beteen the programmed tool legth and the actual tool legth
Generate tool paths to machine the workpiece
Offset the cutter a specified direction by given amount of distance
Generate a series of tool path to perform hole operation
Select a tool and cause a tool change Command spindle rotation speed and direction
Return the tool to the machine home position
Specify the end of part program
G90 G80 G40 G17 G92 Xx Yy Zz G54 G43 Hh G0 Xx Yy Zz G1 Xx Yy Zz G2/G3 Xx Yy Zz G41/G42 Xx Yy Hh/Dd G40 Xx Yy G8_Xx Yy Zz Rr Ff Tt M6 Ss M3/M4 M5 G91 G28 Z0 G91 G28 Y0 M2 M30
Setelah membaca dan meahami kode G dan kode M di atas, lihat contoh program di bawah ini. Dengan menggunakan perkakas end mill diameter 10mm,dalam 5mm, dan drill diameter
Gambar 8 Plat Penahan
Contoh program Milling
54 G90 G80 G40 G17
( EM10 CONTOUR LUAR) S1500 M3 M8 G00 X-5. Y0. G43 Z25. H8 Z2. G01 Z-5. F200. Y25. G02 X0. Y30. R5. G03 X10. Y40. R10. X0. Y50. R10. G02 X-5. Y55. R5. G01 Y70. G02 X0. Y75. R5. G01 X60. G02 X65. Y70. R5. G01 Y0. G02 X60. Y-5. R5. G01 X0. G02 X-5. Y0. R5. G00 Z25. M5 G00 G28 Z0. M2 %
(Program Drill dia 8 mm) % G00 G90 G80 G40 G17 ( DRILL DIAMETER 8) S1200 M3 M8 G 54 X15. Y10. G43 Z15. H1 G81 X15. Y10. Z-10. R2. F120. Y60. X40. Y40. G80 M5 G00 G28 Z0. M19 M2 %
Sebelum menjalankan mesin terlebih dahulu mengecek kembali tahapan proses pemesinan seperti clamping, pengaturan titik
nol mesin dan program NC, agar tidak terjadi
kesalahan program pada saat mesin dijalankan.
Contoh Program Turning G50 S3000 G28 U0 W0 TO100 G96 S250 M03 G00 X145. Z2. G71 U2. R1. G71 P012 Q016 U0.4 W0.2 F0.1 N012 G01 X70. F500 Z-30. G03 X120. Z-60. R30. G01 Z-100. X140. Z-110. Z-160. N016 X145. G70 P012 Q016 G28 U2 W0 M30 %
Apabila telah selesai membuat program,periksa kembali tahapan proses pemesinan,mulai dari pemasangan chuck,seting mata potong hingga program.
LATIHAN
Buatlah program untuk mesin turning dan milling dari gambar di bawah ini. a. Buatlah program untuk milling CNC gambar di bawah ini
DAFTAR PUSTAKA
S.C. Jonathon Lin, Dr. and F.C. Tony Shine, Dr., Mastercam Book for Windows, Scholars