See discussions, stats, and author profiles for this publication at: https://www.researchgate.net/publication/308776485
praktek kerja lapang perikanan airlangga
Research · October 2016 DOI: 10.13140/RG.2.2.30703.64166
CITATIONS
0
READS
5,290
1 author:
Ihda Thoyyibah
Airlangga University
1PUBLICATION 0CITATIONS
SEE PROFILE
All content following this page was uploaded by Ihda Thoyyibah on 01 October 2016.
CRITICAL CONTROL POINT (CCP) DALAM PROSES PEMBEKUAN IKAN KAKAP MERAH (Lutjanus sanguineus)
DI PT. KELOLA MINA LAUT GRESIK
PRAKTEK KERJA LAPANG
PROGRAM STUDI S-1 BUDIDAYA PERAIRAN
Oleh:
IHDA THOYYIBAH GRESIK – JAWA TIMUR
FAKULTAS PERIKANAN DAN KELAUTAN UNIVERSITAS AIRLANGGA
CRITICAL CONTROL POINT (CCP) DALAM PROSES PEMBEKUAN IKAN KAKAP MERAH (Lutjanus sanguineus)
DI PT. KELOLA MINA LAUT GRESIK
Oleh :
IHDA THOYYIBAH NIM. 141211132129
Setelah mempelajari dan menguji dengan sungguh-sungguh, kami berpendapat bahwa Praktek Kerja Lapang (PKL) ini, baik ruang lingkup
maupun kualitasnya dapat diajukan sebagai salah satu syarat untuk memperoleh gelar Sarjana Perikanan
Telah diujikan pada Tanggal : 16 Juni 2015
KOMISI PENGUJI
Ketua : Muhammad Arief, Ir., M. Kes.
Anggota : Dr. Rr. Juni Triastuti, S.Pi.,M.Si.
Kustiawan Tri Pursetyo, Spi., M.Vet.
Surabaya, 1 Desember 2015
Fakultas Perikanan dan Kelautan Universitas Airlangga
Dekan,
Prof. Dr. Hj. Sri Subekti, Drh.,DEA.
CRITICAL CONTROL POINT (CCP) DALAM PROSES PEMBEKUAN IKAN KAKAP MERAH (Lutjanus sanguineus)
DI PT. KELOLA MINA LAUT GRESIK
Praktek Kerja Lapang sebagai Salah Satu Syarat untuk Memperoleh Gelar Sarjana Perikanan pada Program Studi Budidaya Perairan
Fakultas Perikanan dan Kelautan Universitas Airlangga
Oleh :
IHDA THOYYIBAH NIM. 141211132129
Mengetahui,
Dekan Fakultas Perikanan dan Kelautan, Universitas Airlangga
Prof. Dr. Hj. Sri Subekti, Drh.,DEA. NIP. 19520517 197803 2 001
Menyetujui,
Dosen Pembimbing,
iii
RINGKASAN
IHDA THOYYIBAH. Critical Control Point (CCP) Dalam Proses Pembekuan Ikan Kakap Merah (Lutjanus sanguineus) Di PT. Kelola Mina Laut Gresik.
Ikan merupakan bahan pangan yang mudah rusak, hanya dalam waktu delapan
jam setelah ikan ditangkap dan didaratkan sudah akan timbul proses perubahan
yang mengarah pada kerusakan. Pengolahan merupakan salah satu cara untuk
mempertahankan ikan dari proses pembusukan, sehingga mampu disimpan lama
sampai tiba waktunya untuk dijadikan bahan konsumsi. Proses pembekuan yang
dilakukan pada ikan memiliki resiko pada produk olahan dan membutuhkan
tindakan control untuk mencegah. Upaya yang bisa dilakukan untuk
meminimalkan adalah dengan penerapan Critical Control Point (CCP). Critical
Control Point (CCP) adalah suatu titik tahap atau prosedur dimana pengendalian
dapat diterapkan sehingga bahaya keamanan pangan dapat dicegah, dihilangkan,
atau dikurangi sampai tingkat yang dapat diterima.
Secara organoleptik bahan baku harus mempunyai karakteristik kesegaran
seperti berikut kenampakan mata cerah, cemerlang bau segar, tekstur elastis, padat
dan kompak(SNI 01-2729-2006). Ikan kakap termasuk dalam tipe A dengan
kategori tinggi protein 15-20% dan rendah lemak <5%. Ikan mulai membeku pada
suhu antara -0,6C sampa -2C, atau rata-rata pada -1C. Free water adalah yang
paling awal membeku, disusul oleh bound water.
Proses pembekuan ikan kakap merah (Lutjanus sanguine) terdiri dari tahapan
proses yaitu penerimaan, pembekuan, pengemasan dan pelabelan, penyimpanan.
Penentuan titik kritis (CPs) pada pembekuan kakap merah dilakukan dengan
menggunakan pohon keputusan (decision tree critical control point), dan pada
proses pembekuan ikan kakap merah yang termasuk ke dalam titik kritis adalah,
proses penerimaan pada raw material yang kurang aman, pembekuan pada
penggunaan suhu yang harus antara -35 sampai -45 C , dan proses packing and
iv
Critical Control Point (CCP) di PT. Kelola Mina Laut dilakukan pada beberapa
proses yang diidentifikasi sebagai Critical Control Point (CCP). Pada proses
penerimaan dilakukan uji laboratorium dan uji organoleptik, dan penolakan
barang yang tidak sesuai standar. Pada proses pembekuan dilakukan penjaga suhu
mesin ABF dan melakukan produksi ulang (repro). Pada proses packing and
labelling pencegahan dilakukan dengan cara pengecekan secara berkala oleh
v
SUMMARY
IHDA THOYYIBAH. Critical Control Point (CCP) In Red Snapper (Lutjanus sanguineus) Fish Freezing At PT. Kelola Mina Laut Gresik.
Fish is a perishable foodstuffs, in just eight hours after the fish has been
caught and landed there will be a process of change that lead to damage.
Processing is one way to keep the fish from the decay process, so it can be stored
a long time until it was time to be used as material consumption. Freezing process
are performed on fish at risk in the processed product and require control
measures to prevent. Efforts could be made to minimize is the application of
Critical Control Point (CCP). Critical Control Point (CCP) is a point step or
procedure at which control can be applied so that the food safety hazards can be
prevented, eliminated or reduced to an acceptable level.
Organoleptic characteristics of the raw material must have the following
appearance freshness bright eyes, bright smell of fresh, elastic texture, dense and
compact (SNI 01-2729-2006). Snapper included in the category of type A with a
high protein low fat 15-20% and <5%. Fish begins to freeze at a temperature
between -,6C sampa -2C, or an average of at -1C. Free water is the most initial
freeze, followed by a bound water.
The process of freezing red snapper (Lutjanus sanguine) consists of the
stages of the process of acceptance, freezing, packaging and labeling, storage.
Determination of critical points (CPs) on the freezing red snapper done using a
vi
which belong to the critical point is that the process of receiving the raw materials
that are less secure, a freeze on the use the temperature should be between 35 to
-45ºC, and the process of packing and labeling on metal objects and labels that do
not fit. Application of Critical Control Point (CCP) in PT. Kelola Mina Laut
performed on some of the processes that are identified as Critical Control Point
(CCP). In the process of acceptance of laboratory test and organoleptic test, and
rejection of goods that do not meet standards. In the freezing process is done
keeper ABF engine temperature and perform reproduction (repro). In the process
of packing and labeling of prevention is done by periodically checking the quality
vii
KATA PENGANTAR
Segala puji dan syukur kehadirat Allah SWT atas limpahan rahmat, taufiq,
serta hidayahNya sehingga penulis dapat menyelesaikan Praktek Kerja Lapang
(PKL) tentang Critical Control Point (CCP) dalam Proses Pembekuan Ikan
Kakap lapang Merah (Lutjanus Sanguines) di PT. Kelola Mina Laut Gresik.
Penulis haturkan terima kasih yang tak terhingga pada orang tua dan keluarga
yang telah mendoa’akan, mendidik dan memberikan motivasi serta semangat
hingga terselesaikannya praktek kerja lapang ini. Karya Ilmiah laporan praktek
kerja ini disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana
Perikanan pada Program Studi Budidaya Perairan, Fakultas Perikanan dan
Kelautan Universitas Airlangga Surabaya.
Penulis menyadari bahwa karya ilmiah Praktek Kerja Lapang (PKL) ini
masih belum sempurna, sehingga kritik dan saran yang membangun sangat
penulis harapkan demi perbaikan dan kesempurnaan karya ilmiah ini. Akhirnya
penulis berharap semoga karya ilmiah ini bermanfaat dan dapat memberikan
informasi kepada semua pihak, khususnya bagi mahasiswa Program Studi
Budidaya Perairan, Fakultas Perikanan dan Kelautan Universitas Airlangga
Surabaya guna kemajuan serta perkembangan ilmu dan teknologi dalam bidang
perikanan, terutama budidaya perairan.
Surabaya, Maret 2015
viii
Penulis menyadari bahwa dalam penyusunan praktek kerja lapang ini
banyak melibatkan orang - orang yang sangat berarti bagi penulis, oleh karena itu
pada kesempatan ini penulis menyampaikan rasa hormat serta ucapan terima kasih
kepada :
1. Bapak Muhammad Arief, Ir., M. Kes. selaku Dosen Pembimbing yang
telah memberikan bimbingan sejak penyusunan usulan hingga
penyelesaian Laporan Praktek Kerja Lapang ini dengan penuh kesabaran.
2. Bapak Kustiawan Tri Pursetyo, S.Pi., M.Vet selaku Dosen Wali yang telah
memberikan saran dan nasehat dan menjadi orang tua kedua saya.
3. Seluruh staf pengajar dan staf kependidikan Fakultas Perikanan dan
Kelautan.
4. Bapak Pebru Yowono selaku pembimbing lapang yang telah membimbing
dengan penuh kesabaran.
5. Achmad Tholcha Aziz yang selalu memberikan semangat dan dukungan
selama pengerjaan dan proses praktek kerja lapang.
6. Dwi Astuti dan Yustika teman seperjuangan selama praktek kerja
lapangan
7. Ali Rohman, Anugrah Megawati, Mia Rinawati, Nanik Setyorini, Imardha
Rona, Christian Donovan, Alief Ayu Selia dan teman-teman angkatan
2012 yang senantiasa memberikan semangat dan dukungan penulis untuk
menyelesaikan penyusunan laporan praktek kerja lapang ini
8. Tanpa mengurangi rasa hormat kepada kedua orang tua dan keluarga
ix
penyusunan dan semua pihak yang telah membantu kelancaran dan doa
selama penyusunan laporan praktek kerja lapang.
Surabaya, Juni 2015
x
DAFTAR ISI
Halaman
RINGKASAN ... iii
SUMMARY ... v
KATA PENGANTAR ... vii
UCAPAN TERIMA KASIH ... viii
DAFTAR ISI ... xi
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xiv
DAFTAR LAMPIRAN ... xv
I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Tujuan ... 3
1.3 Manfaat ... 3
II TINJAUAN PUSTAKA ... 4
2.1 Kakap Merah (Lutjanus sanguineus) ... 4
2.1.1 Klasifikasi Kakap Merah (Lutjanus sanguineus) ... 4
2.1.2 Morfologi Kakap Merah (Lutjanus Sanguineus) ... 4
2.1.3 Kandungan Gizi Kakap Merah ... 5
2.2 Kemunduran Mutu Pada Ikan Segar ... 6
2.3 Standara Mutu Ikan ... 6
2.4 Pembekuan Ikan ... 8
2.5 Diagram Alir Proses Ikan Beku ... 9
2.6 Bentuk Ikan Yang Dibekukan ... 10
xi
2.8 Critical Control Point (CCP) ... 11
2.9 Jenis Bahaya Pada Pangan ... 11
III PELAKSANAAN KEGIATAN... 14
3.1 Tempat dan Waktu ... 14
3.2 Metode Kerja ... 14
3.3 Metode Pengumpulan Data ... 14
3.3.1 Data Primer ... 14
4.1.3 Struktur Organisasi ... 19
4.1.4 Lokasi ... 20
4.2 Fasilitas yang tersedia ... 21
4.2.1 Mesin dan Peralatan ... 21
4.2.2 Fasilitas Pekerja ... 22
4.2.3 Sarana transportasi ... 23
4.3 Proses Pembekuan Ikan Kakap Merah ... 23
4.3.1 Penerimaan ... 24
4.3.2 Pembekuan... 26
4.3.3 Pengemasan dan Pelabelan ... 29
4.3.4 Penyimpanan ... 32
4.4 Penerapan Critical Control Point (CCP) ... 33
4.6.1 Penentuan Titik Kritis (Cps) ... 33
4.6.2 Cara Penanganan Critical Control Point (CCP)... 34
A. Cara Penanganan Penerimaan ... 34
B. Cara Penanganan Pembekuan ... 36
C.Cara Penanganan Pengemasan Dan Pelabelan ... 37
4.6.3 Pemantauan Titik Kritis ... 37
V SIMPULAN DAN SARAN ... 39
5.1 Simpulan ... 39
xii
DAFTAR PUSTAKA ... 41
xiii
DAFTAR TABEL
Tabel Halaman
1. Komposisi kimia ikan kakap merah ... 5
2. Persyaratan mutu dan keamanan pangan sesuai SNI 01-4110-2014 ... 7
3. Persyaratan standar mutu ikan segar berdasarkan SNI 01-2729-2006... 8
4. Bahan kimia utama berbahaya yang dapat mencemari makanan... 12
5. Sumber bahaya fisik ... 12
6. Pengelompokan bahaya biologis ... 13
7. Perbedaan mesin ABF ammonia dan mesin ABF freon ... 28
xiv
DAFTAR GAMBAR
Gambar Halaman
1. Ikan kakap merah (Lutjanus sanguineus) ... 4
2. Diagram alir proses ikan beku... 9
3. Alur Penanganan Raw Material Ikan Kakap di PT. Kelola Mina Laut ... 25
4. Proses penerimaan bahan baku ikan kakap ... 26
5. Pengemas primer fillet ikan kakap merah ... 30
6 Proses pengemasan akhir ... 31
xv
DAFTAR LAMPIRAN
Lampiran Halaman
1. Denah Lokasi Rencana Praktek Kerja Lapang... 43
2. Layout PT. Kelola Mina Laut divisi fish ... 44
3. Struktur Organisasi ... 45
4. Lembar Analisis Bahaya ... 46
5. Analisis Critical Control Point (CCP) ... 48
6. Lembar pengawasan CCP ... 49
7. Jumlah Bahan Baku Ikan Kakap ... 50
8. Surat Keterangan Melaksanakan Praktek Kerja Lapang ... 51
9. Perhitungan Rendemen Proses Fillet Skin On Kakap Merah... 52
10. Alat Produksi Ikan Kakap Merah. ... 53
11. Seragam Dan Alat Sanitasi ... 56
I PENDAHULUAN
1.1Latar Belakang
Ikan kakap merah (Lutjanus sanguineus) merupakan salah satu jenis ikan laut
yang bernilai ekonomis penting dan potensial dibudidayakan. Habitat ikan kakap
merah ini di perairan teluk dan pantai, kadang-kadang ditemukan juga di daerah
muara-muara sungai atau estuari. Ikan kakap ini memiliki potensi untuk dijadikan
sebagai industri yang besar. Ikan kakap merah memiliki daging yang tebal dan
berwarna putih serta mengandung protein yang tinggi.
Ikan merupakan bahan pangan yang mudah rusak (membusuk), hanya dalam
waktu delapan jam setelah ikan ditangkap dan didaratkan sudah akan timbul
proses perubahan yang mengarah pada kerusakan. Agar ikan dan hasil perikanan
lainnya dapat dimanfaatkan semaksimal mungkin. Pengolahan merupakan salah
satu cara untuk mempertahankan ikan dari proses pembusukan, sehingga mampu
disimpan lama sampai tiba waktunya untuk dijadikan bahan konsumsi (Adawyah,
2008).
Pengawetan ikan dengan suhu rendah merupakan proses pengambilan/
pemindahan panas dari tubuh ikan ke bahan lain. Pengolahan ikan dengan suhu
rendah lebih menekankan pada tujuan untuk menjaga sifat segar ikan. Jadi ikan
dibuat dengan sedemikian rupa agar kondisi kesegarannya dapat dipertahankan
selama mungkin, yang dapat digolongkan dalam metode ini antara lain
2
Pembekuan mempunyai prinsip yaitu mengurangi aktivitas penyebab
kebusukan. Suhu akhir dari proses pembekuan dapat mencapai -45°C. Proses
pembekuan ikan harus dilakukan menggunakan suhu minimal -35 C , agar
pembekuan berjalan dengan cepat dan tidak merusak ikan. Selama pembekuan
banyak sekali perubahan yang terjadi, baik perubahan fisika, kimia, maupun
biologi. Proses pembekuan yang dilakukan pada ikan memiliki resiko pada
produk olahan dan membutuhkan tindakan kontrol untuk pencegahan. Upaya yang
bisa dilakukan untuk meminimalkan kerusakan produk adalah dengan penerapan
Critical Control Point (CCP).
Critical Control Point (CCP) adalah suatu titik tahap atau prosedur
dimana pengendalian dapat diterapkan sehingga bahaya keamanan pangan dapat
dicegah, dihilangkan, atau dikurangi sampai tingkat yang dapat diterima (Thaheer,
2008). Langkah dimana pengendalian dapat diterapkan dan diperlukan untuk
mencegah atau menghilangkan bahaya atau menguranginya sampai titik aman
(Bryan, 1995).
Critical Control Point (CCP) ditetapkan pada setiap tahap proses mulai
dari awal produksi suatau makanan hingga produk siap konsumsi. Pada setiap
tahap ditetapkan jumlah titik kritis (CPs) untuk bahaya mirobiologis, kimia,
maupun fisik. Beberapa produk pangan, formulasi makanan mempengaruhi
tingkat keamanannya, oleh karena itu Critical Control Point (CCP) pada produk
semacam ini diperlukan untuk mengontrol beberapa parameter seperti pH,
3
1.2Tujuan
Pelaksanan Praktik Kerja Lapang (PKL) ini bertujuan sebagai berikut :
1. Mempelajari secara langsung tentang proses pembekuan ikan kakap merah
(Lutjanus sanguineus) di PT. Kelola Mina Laut Gresik.
2. Mempelajari secara langsung penentuan titik kritis (CPs) pada setiap proses
pada pembekuan ikan kakap merah (Lutjanus sanguineus) di PT. Kelola Mina
Laut Gresik.
3. Mengetahui secara langsung penerapan critical control point (titik kontrol
kritis) pada pembekuan ikan kakap merah (Lutjanus sanguineus) di PT. Kelola
Mina Laut Gresik.
1.3Manfaat
Manfaat dari kegiatan Praktek Kerja Lapangan (PKL) ini adalah sebagai
berikut :
1. Mahasiswa mendapat gambaran secara langsung tentang proses penanganan
pembekuan ikan kakap merah (Lutjanus sanguineus).
2. Meningkatkan pengetahuan dan keterampilan mahasiswa di lapangan mengenai
cara menentuan titik kritis dalam proses pembekuan ikan kakap merah
(Lutjanus sanguineus).
3. Memahami permasalahan mengenai megurangi titik kritis dalam proses
pembekuan kakap merah (Lutjanus sanguineus) dengan menerapkan Critical
II TINJAUAN PUSTAKA
2.1 Kakap Merah (Lutjanus sanguineus)
2.1.1 Klasifikasi Kakap Merah (Lutjanus sanguineus)
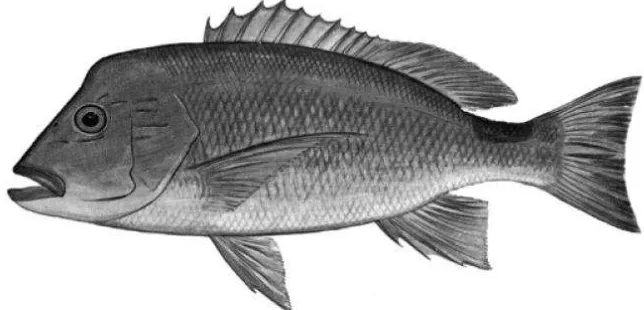
Gambar 1.Ikan kakap merah (Lutjanus sanguineus )
sumber : FAO (1985)
Menurut Saanin (1984), klasifikasi ikan kakap merah adalah sebagai berikut:
Kingdom : Animalia
Filum : Chordata
Kelas : Pisces
Ordo : Percomorphi
Famili : Lutjanidae
Genus : Lutjanus
Spesies : Lutjanus sanguineus
2.1.2 Morfologi Kakap Merah (Lutjanus sanguineus)
Ikan kakap mempunyai badan yang memanjang, dapat mencapai panjang 200
cm, umumnya 25 sampai 100 cm, gepeng, dan batang sirip ekor lebar. Mulut
lebar, sedikit serong dan gigi halus. Bagian bawah pra-penutup insang
5
buas, makanannya ikan-ikan kecil dan crustaceae. Hidup diperairan pantai,
muara-muara sungai, teluk-teluk dan air payau (Ditjen Perikanan, 1990).
Seluruh jenis ikan kakap merah merupakan anggota family Lutjanidae,
namun hanya jenis-jenis Lutjanidae yang berwarna merah kekuningan sampai
merah gelap kehitaman yang disebut kakap merah (Saraswati, 2013). Ikan kakap
tergolong ikan demersal. Ikan kakap dapat di tangkap dengan pancing kakap,
encircling net, rumpon, jaring insang dan trawl. Ikan kakap juga ditangkap
dengan menggunakan bubu. Pengunaan alat tangkap yang berbeda dapat dipilih
menyesuaikan daerah penangkapan (Ditjen Perikanan, 1990).
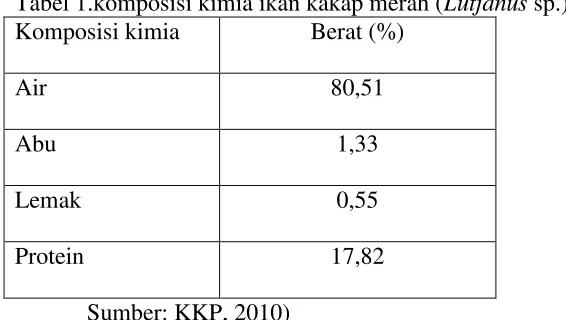
2.1.3 Kandungan Gizi Kakap Merah
Ikan kakap merah memiliki banyak kandungan gizi di dalamnya.
Kandungan gizi yang dominan terdapat pada ikan kakap merah adalah protein.
Jika dilihat dari komposisi kandungan gizinya ikan kakap termasuk dalam tipe A
dengan kategori tinggi protein 15-20% dan rendah lemak <5%. Kandungan gizi
ikan kakap (Lutjanus sp.) dapat dilihat pada tabel 1.
Tabel 1.komposisi kimia ikan kakap merah (Lutjanus sp.)
Komposisi kimia Berat (%)
Air 80,51
Abu 1,33
Lemak 0,55
Protein 17,82
6
2.2 Kemunduran Mutu Pada Ikan Segar
Kemunduran mutu ikan segar terutama diawali dengan proses perombakan
oleh aktifitas enzim proteolitik yang secara alami terdapat pada tubuh ikan. Salah
satu enzin tersebut adalah enzim katepsin yang berperan melunakkan tekstur
daging ikan akibat degradasi protein miofibril sehingga mempercepat proses
kemunduran mutu. (Jiang, 2000).
Kemunduran mutu pada ikan dapat dibedakan dalam beberapa tahapan yaitu
rigor mortis, pre rigor dan post rigor. Rigor mortis (sering disingkat rigor) pada
ikan adalah terjadinya pengejangan otot ikan setelah beberapa saat ikan mati.
Segera setelah ikan mati,otot ikan menjadi lemah terkulai (fase pre rigor). Setelah
beberapa saat, otot ikan mulai mengejang (fase rigor). Kejang pada ikan biasanya
bermula dari ekor, berangsur-angsur menjalar sepanjang tubuh ke arah kepala.
Sehabis itu, jaringan otot ikan mulai terkulai lagi (fase post rigor). Lamanya fase
rigor (masa kejang) pada ikan berlangsung beberapa jam sampai beberapa hari,
tergantung pada jenis, ukuran ikan, suhu penyimpanan sesudah ikan ditangkap.
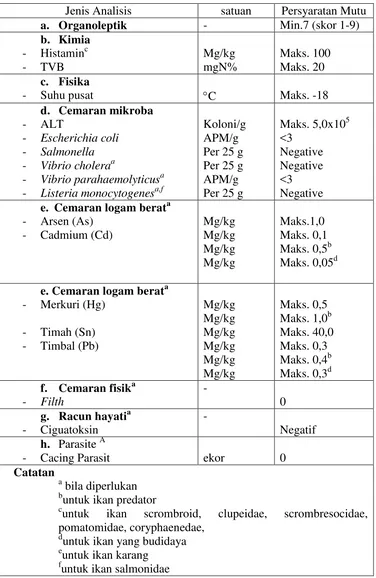
2.3 Standar Mutu Ikan
Secara organoleptik bahan baku harus mempunyai karakteristik kesegaran
seperti berikut kenampakan mata cerah, cemerlang bau segar, tekstur elastis, padat
dan kompak sesuai SNI 01-2729-2006. Secara mikrobiologidan kimia juga harus
memenuhi syarat standar kelayakan, di bawah ini tabel 2 dan tabel 3 yang
menjelaskan persyaratan mutu dan keamanan pangan sesuai SNI 01-4110-2014
7
Tabel 2. Persyaratan mutu dan keamanan pangan
Jenis Analisis satuan Persyaratan Mutu
a. Organoleptik - Min.7 (skor 1-9)
e. Cemaran logam berata
- Arsen (As)
e. Cemaran logam berata
- Merkuri (Hg)
untuk ikan scrombroid, clupeidae, scrombresocidae,
pomatomidae, coryphaenedae,
8
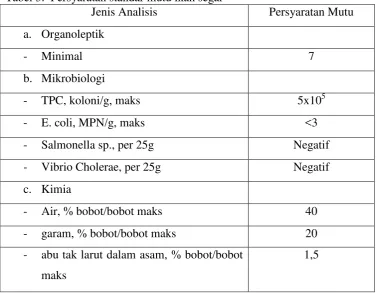
Tabel 3. Persyaratan standar mutu ikan segar
Jenis Analisis Persyaratan Mutu
a. Organoleptik
- Minimal 7
b. Mikrobiologi
- TPC, koloni/g, maks 5x105
- E. coli, MPN/g, maks <3
- Salmonella sp., per 25g Negatif
- Vibrio Cholerae, per 25g Negatif
c. Kimia
- Air, % bobot/bobot maks 40
- garam, % bobot/bobot maks 20
- abu tak larut dalam asam, % bobot/bobot
maks
1,5
Sumber : Badan Standarisasi Nasional(2006)
2.4 Pembekuan Ikan
Pembekuan ikan berarti menyiapkan ikan untuk disimpan di dalam suhu
rendah (cold storage). Pembekuan bukanlah sebuah cara pengawetan (Adawyah,
2008). Pembekuan ikan menggunakan suhu yang lebih rendah, yaitu dibawah titik
beku ikan. Pembekuan mengubah hampir seluruh kandungan air pada ikan
menjadi edis, tetapi pada waktu ikan beku dilelehkan kembali untuk digunakan,
keadaan ikan harus kembali seperti semula. Keadaan beku menghambat aktivitas
bakteri dan enzim sehingga daya awet ikan beku lebih besar dibandingkan dengan
ikan yang hanya didinginkan. Pada suhu -12°C, keadaan bakteri telah dapat
9
2.5 Diagram Alir Proses Ikan Beku
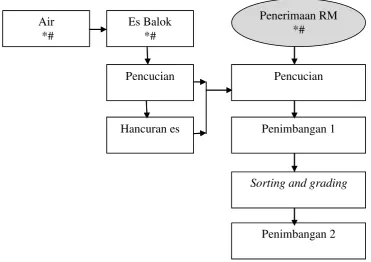
Proses pembekuan ikan kakap diawali dengan penerimaan bahan ikan,
kemudian dilakukan sortasi untuk menyesuaikan ukuran ikan yang akan diolah,
selanjutnya dilakukan penyiangan dan pencucian pada ikan. Setelah itu dilakukan
penimbangan sebelum ikan disusun dalam pan untuk dibekukan. ikan yang sudah
beku dikemas dan diberi label kemudian disimpan dalam cold storage ataupun
didistribusikan.
10
2.6 Bentuk-Bentuk Ikan Yang Dibekukan
Cara mempersiapkan ikan untuk dibekukan tegantung pada bentuk apa
yang dikehendaki. Ikan dapat dibekukan dalam bentuk blok di dalam
kantong-kantong plastik atau secara individual, sedangkan ikan sendiri dapat disiapkan
dalam bentuk whole (utuh), gill dan gutted (dibuang insang danisi perutnya) dan
bentuk fillet steak, stick, loin, dan sebagainya. selain itu ikan juga bisa dibekukan
dalam bentuk individual (tunggal, satu ekor atau satu potong daging), dan blok,
beberapa ekor atau beberapa potong ikan menjadi satu blok (Adawyah, 2008).
2.7 Proses Pembekuan
Pembekuan berarti mengubah kandungan cairan itu menjadi es. Ikan mulai
membeku pada suhu antara -0,6C sampa -2C, atau rata-rata pada -1C. Free
water adalah yang paling awal membeku, disusul oleh bound water. Pembekuan
dimulai dari bagian luar, bagian tengah membeku paling akhir. Pembekuan
merupakan pengeluaran panas dari bahan yang dibekukan. Prosesnya terbagi atas
tiga tahapan yaitu tahap pertama, suhu menurun hingga saat tercapainya titik
beku. Tahap kedua, suhu turun perlahan-lahan karena 2 hal, penarikan panas dari
ikan bukan penurunan suhu, melainkan karena pembekuan air di dalam tubuh
ikan, dan terbentuknya es pada bagian luar ikan adalah penghambat untuk proses
pendinginan dari bagian-bagian di dalam. Tahap ketiga, jika kira-kira tiga
perempat bagian dari kandungan air sudah beku, penurunan suhu kembali berjalan
cepat (Adawyah, 2008). Berdasarkan panjang pendeknya thermal arrest time,
pembekuan dibagi menjadi dua yaitu pembekuan cepat (quick freezing), yaitu
11
freezing atau sharp freezing), yaitu bila waktu pembekuan lebih dari dua jam
(Adawyah, 2008).
Kristal-kristal es yang terbentuk selama pembekuan berbeda ukurannya
tergantung kepada kecepatan pembekuan. Pembekuan cepat menghasilkan Kristal
yang kecil-kecil di dalam jaringan daging ikan. Jika ikan yang dibekukan
dicairkan kembali maka kristal-kristal yang keluar akan diserap kembali oleh
daging dan hanya sedikit yang lolos. Pembekuan lambat akan menghasilkan
kristal yang besar-besar sehingga merusak jaringan daging ikan, sehingga tekstur
daging ikan setelah dicairkan menjadi kurang baik karena akan berongga-rongga.
2.8 Critical Control Point (CCP)
Critical Control Point (CCP) atau Titik Kendali Kritis (TKK) adalah suatu
titik tahap atau prosedur dimana pengendalian dapat diterapkan sehingga bahaya
keamanan pangan dapat dicegah, dihilangkan, atau dikurangi sampai tingkat yang
dapat diterima (Thaheer, 2008). Penetapan Critical Control Point (CCP)
dilakukan setelah melalui tahap analisis bahaya yaitu resiko ditandingkan peluang
kejadian yang menentukan apakah titik, tahap, atau prosedur tersebut memiliki
bahaya signifikan, tahap selanjutnya adalah menganalisis dengan pohon
keputusan untuk menentukan apakah bahaya signifikan tersebut titik kritis atau
bukan, karena jika bahaya tersebut signifikan perlu dilakukan tindakan koreksi.
12
2.9 Jenis Bahaya Pada Pangan
Pengaruh kontaminasi bahaya kimia terhadap konsumen dapat berjangka
pendek (akut), seperti pengaruh makanan yang mengandung allergen dan ada pula
yang pengaruhnya berjangka panjang (kronis) seperti pengaruh makanan yang
mengandung zat karsinogenik. Berikut beberapa bahaya kimia yang dapat
mencemari makanan.
Tabel. 4 Bahan kimia utama berbahaya yang dapat mencemari makanan.
No Bahan-bahan kimia dalam produk pangan
1. Bahan-bahan kimia pembersih dari daerah persiapan makanan seperti deterjen
2. Peptisida-fungisida, insektisida, herbisida, rodentisida
3. Allergen
4. Nitrin, nitrat, dan senyawa N-nitroso
Sumber: Thaheer (2008)
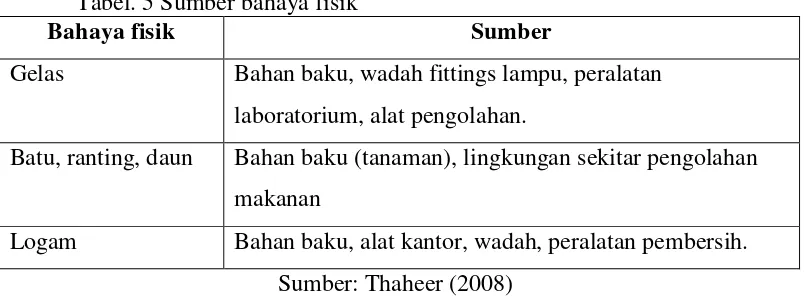
Kontaminasi bahaya fisik pada makanan dengan potensi membahayakan
kesehatan dan merugikan konsumen. Bahaya fisik dapat dilihat secara visual.
Bahaya fisik yang paling umum adalah gelas, logam, batu, daun, ranting kayu,
hama, perhiasan, dan lain-lain. Kontaminasi bahaya fisik dari benda logam dapat
dideteksi dengan alat metal detector namun kontaminasi bukan dari jenis logam
akan sulit dideteksi. Berikut daftar bahaya fisika yang dapat mencemari makanan.
Tabel. 5 Sumber bahaya fisik
Bahaya fisik Sumber
Gelas Bahan baku, wadah fittings lampu, peralatan
laboratorium, alat pengolahan.
Batu, ranting, daun Bahan baku (tanaman), lingkungan sekitar pengolahan
makanan
Logam Bahan baku, alat kantor, wadah, peralatan pembersih.
13
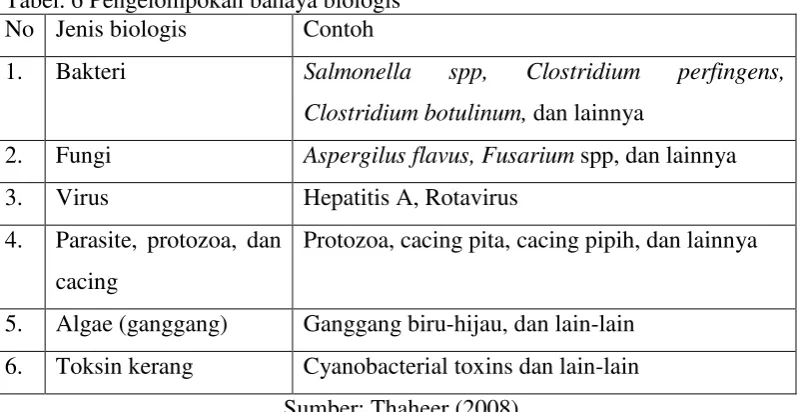
Bahaya biologis disebabkan oleh aktivitas biologis, paling umum
dikaitkan dengan aktivitas mikroorganisme. Bahaya mikroogranisme cukup sulit
untuk ditangani karena tidak kasat mata dan memerlukan pengecekan
laboratorium. sebagaimana ditunjukkan pada tabel 5 tentang pengelompokan
bahaya biologi yang dapat berupa bakteri, fungi, virus, parasite, protozoa, dan
cacing, algae (ganggang) dan toksin kerang.
Tabel. 6 Pengelompokan bahaya biologis
No Jenis biologis Contoh
1. Bakteri Salmonella spp, Clostridium perfingens,
Clostridium botulinum, dan lainnya
2. Fungi Aspergilus flavus, Fusarium spp, dan lainnya
3. Virus Hepatitis A, Rotavirus
4. Parasite, protozoa, dan
cacing
Protozoa, cacing pita, cacing pipih, dan lainnya
5. Algae (ganggang) Ganggang biru-hijau, dan lain-lain
6. Toksin kerang Cyanobacterial toxins dan lain-lain
III PELAKSANAAN KEGIATAN
3.1 Tempat Dan Waktu
Pelaksanaan kegiatan Praktek Kerja Lapang (PKL) dilakukan di PT. Kelola
Mina Laut desa Randu Agung, Kecamatan Kebomas, Kabupaten Gresik, Provinsi
Jawa Timur. Pelaksanaan kegiatan Praktek Kerja Lapang (PKL) dilakukan pada
tanggal 12 Januari - 13 Februari 2015.
3.2Metode Kerja
Metode kerja yang digunakan dalam Praktek Kerja Lapang ini adalah
metode deskriptif yang dapat diartikan suatu metode dalam meneliti status
sekelompok manusia, suatu objek, suatu set kondisi, suatu sistem pemikiran,
ataupun suatu kelas peristiwa pada masa sekarang untuk membuat diskripsi,
gambaran atau lukisan secara sistematis, aktual, dan akurat mengenai fakta-fakta,
sifat-sifat serta hubungan antar fenomena yang diselidiki (Nazir, 2011).
3.3 Metode Pengumpulan Data
3.3.1 Data Primer
Data primer adalah adalah data yang diperoleh secara langsung dari
sumbernya (Istijanto, 2005). Data primer dapat berupa opini orang secara individu
maupun kelompok, hasil observasi terhadap suatu objek, kejadian atau kegiatan,
dan hasil pengujian (Nazir, 2011). Pengambilan data primer dalam praktek kerja
lapang ini dilakukan dengan cara pencatatan hasil observasi, wawancara, dan
15
A. Observasi
Observasi atau pengamatan adalah pencatatan pola perilaku subyek
(orang), obyek (benda), atau kejadian yang sistematis tanpa adanya pertanyaan
atau komunikasi dengan individu-individu yang diteliti (Sangadji dan Sopiah,
2010). Observasi dalam praktek kerja lapang ini dilakukan terhadap berbagai hal
yang berhubungan dengan penerapan penentuan titik kritis (CCP) di PT. Kelola
Mina Laut desa Randu Agung, Kecamatan Kebomas, Kabupaten Gresik, Provinsi
Jawa Timur.
B. Wawancara
Metode wawancara adalah proses memperoleh keterangan untuk tujuan
penelitian dengan cara tanya jawab, sambil bertatap muka antara penanya atau
pewawancara dengan penjawab atau responden dengan menggunakan alat yang
dinamakan interview guide (panduan wawancara) (Nazir, 2011). Wawancara
dilakukan dengan cara tanya jawab mengenai sejarah berdirinya PT. Kelola Mina
Laut, struktur organisasi, sarana dan prasarana, tenaga kerja, proses pembekuan,
pemasaran produk, permasalahan dalam produksi dan pemasaran produk, proses
penerapan penentuan titik kritis (CCP), serta permasalahan yang dihadapi dalam
penerapan penentuan titik kritis (CCP) yang dilakukan dalam kegiatan pembekuan
ikan kakap merah (Lutjanus sanguineus) di PT. Kelola Mina Laut Gresik.
C. Partisipasi Aktif
Partisipasi aktif dilakukan dengan mengikuti secara langsung beberapa
16
Kelola Mina Laut desa Randu Agung, Kecamatan Kebomas, Kabupaten Gresik,
Provinsi Jawa Timur. Kegiatan tersebut diikuti secara langsung dari cara atau
teknik berproduksi yang baik dan benar untuk menghasilkan produk, harus
memenuhi persyaratan mutu dan keamanan pangan.
3.3.2 Data Sekunder
Data sekunder merupakan sumber data yang diperoleh peneliti secara tidak
langsung melalui media perantara. Data sekunder umumnya berupa bukti, catatan,
atau laporan historis yang telah tersusun dalam arsip (data dokumenter) yang
dipublikasikan maupun tidak dipublikasikan. Sangadji dan Sopiah (2010)
menjelaskan bahwa data sekunder dapat diklasifikasikan sebagai data internal dan
data eksternal. Data internal yaitu dokumen-dokumen akuntansi dan operasi yang
dikumpulkan, dicatat dan disimpan dalam suatu organisasi. Contohnya faktur
penjualan, jurnal penelitian, laporan penjualan periodik, surat-surat seperti notulen
hasil rapat, hasil rapat dan memo manajemen. Data eksternl adalah data sekunder
yang pada umumnya disusun oleh suatu entitas selain peneliti dan organisasi yang
bersangkutan. Contohnya buku jurnal, majalah atau buletin, antara lain yang
IV HASIL DAN PEMBAHASAN
4.1 Kondisi Umum Lokasi
4.1.1 Sejarah PT. Kelola Mina Laut
PT. Kelola Mina Laut merupakan perusahaan yang bergerak dibidang
pengolahan hasil perikanan. Terdapat beberapa unit pengolahan yang dilakukan di
PT. Kelola Mina Laut diantaranya unit pengolahan ikan (fish), udang (shrimp),
rajungan (crab), teri nasi (anchovi), olahan ikan (value added), surimi, dan baso
ikan (fish ball). PT. Kelola Mina Laut didirikan pada tahun 1994 oleh Mohammad
Nadjikh di Tuban Jawa Timur dengan produk awal pengolahan teri nasi
(chirimen). PT. Kelola Mina Laut berkembang dengan cepat hingga memiliki
banyak unit pabrik pengolahan yang sekarang berkantor pusat di jalan KIG Raya
Selatan kavling C-5 Gresik Jawa Timur.
PT. Kelola Mina Laut yang didirikan pada tahun 1994 mulai berkembang
sejak pertama kali didirikan hingga pada tahun 1997 memiliki 10 unit pabrik.
Tahun 1999 PT. Kelola Mina Laut mendirikan unit pengolahan ikan (fish) dan
Chepalopoda yang berpusat di Gresik Jawa Timur. Pada tahun 2001 mendirikan
unit pengolahan udang dan unit pengolahan rajungan (crab) tahun 2003 di Gresik,
sebelumnya pada tahun 2002 di Makasar didirikan unit pengolahan ikan. PT.
Kelola Mina Laut pada tahun 2005 mendirikan unit pengolahan ikan (value
added), pada tahun 2006 pengolahan baso di Madura dan pengolahan surimi
tahun 2007 di Kendal. Pada tahun 2009 dikembangkan di Lamongan.
Kelola Mina Laut group saat ini telah mempunyai sekitar 75 unit
18
Indonesia. Penyebaran lokasi perusahaan menjadikan Kelola group menjadikan
PT. Kelola Mina Laut Gresik sebagai kantor pusat yang berfungsi sebagai
pengontrol dan pengkoordinasi sebagai fungsi manajemen dan pemasaran.
4.1.2 Visi dan Misi
PT. Kelola Mina Laut memiliki visi dan misi untuk menjadi perusahaan
yang mampu memimpin dalam bidang pengolahan pangan. PT. Kelola Mina Laut
merupakan salah satu eksportir teri nasi terbesar di dunia, dan termasuk dalam
perusahaan yang mengekspor udang, crab dan ikan terbesar dunia. Visi dan PT.
Kelola Mina Laut adalah KML menjadi perusahaan pengolahan pangan yang
terbaik, kompetitif dan integritas di Indonesia. KML menjadi “dapur” Indonesia.
Visi tersebut didukung dengan misi membangun bisnis pangan melalui :
1. Managemen usaha yang profesional
2. Berorientasi efisiensi, efektifitas & produktifitas usaha
3. Berorientasi pada value added product
4. Menjalin kemitraan (partnership) dengan stakeholder
5. Menjunjung tinggi kualitas di atas segalanya
6. Memberikan pelayanan terbaik dalam upaya memuaskan pelanggan
7. Pencapaian kinerja perusahaan di atas rata-rata pelaku bisnis food yang
didasari fundamental bisnis kuat.
Berdasarkan visi misi tersebut, maka perusahaan memiliki kebijakan mutu
yang diterapkan dalam perusahaan. Kebijakan mutu tersebut yaitu PT. Kelola
Mina Laut memiliki komitmen tinggi untuk : 1) Menghasilkan produk yang
19
sistem jaminan mutu pangan HACCP, ISO 22000, BRC (British Retail
Concorcium), global standard dan auaculture celtification council. 3) Melibatkan
seluruh karyawan dalam mewujudkan pengembangan mutu secara berkelanjutan
sehingga berubah dan tumbuh untuk memuaskan pelanggan, perusahaan dan
karyawan.
PT. Kelola Mina Laut juga memiliki sertifikat HACCP dari Dinas
Perikanan dan Kelautan Serta sertifikat dari pihak ketiga yaitu :
1. Frozen Demersal Fish No. 061.a/SM/HACCP/Pb/7/13
2. Frozen Demersal Fish No. 061.b/SM/HACCP/Pb/7/13
3. ISO 22000 : 2005 No. HCV 20680 by SAI Global
4. BRC issue 6-Global Standart for Food Safety No. GB 12/86984 by SGS
United Kingdom Ltd. System dan Service Certification
4.1.3 Struktur Organisasi
Struktur organisasi PT. Kelola Mina Laut terbagi menjadi dua yaitu
struktur organisasi kantor pusat dan struktur organisasi di tiap divisi produksi.
Struktur organisasi pusat dipimpin oleh Presiden direktur yang bertugas untuk
mengambil kebijakan-kebijakan yang bersifat strategis, mengatur, mengarahkan
dan bertanggung jawab terhadap semua kegiatan. Presiden direktur dalam
melaksanakan tugasnya dibantu oleh Direktur Operasional, Direktur Human
Resources and Development, Direktur Pemasaran dan Direktur Quallity
Assurance.
Direktur Operasional bertugas untuk mengontrol dan mengawasi jalannya
20
bertanggung jawab atas kegiatan produksi yang dilakukan oleh setiap manajer
divisi dalam satu lokasi pabrik. Direktur Human Resources and Development
bertanggung jawab atas sumber daya manusia dalam perusahaan yang dalam
pelaksanaannya dibantu oleh manajer Human Resources and Development.
Sejajar dengan kedudukan Direktur Human Resources and Development yaitu
Direktur Pemasaran, bertanggung jawab atas kegiatan pemasaran yang dilakukan
PT. Kelola Mina Laut. Direktur Quallity Assurance yang juga disebut dengan
Food Safety Team Leader bertanggung jawab atas mutu dan keamanan produk.
Direktur Quallity Assurance dibantu manajer Quallity Assurance yang
membawahi manajer Quallity Control dan Kepala Laboratorium.
Struktur organisasi pusat tidak jauh berbeda dengan, dalam struktur
organisasi unit tetap dikendalikan oleh presiden direktur, namun dalam rangkaian
kegiatan operasional, manajer bisnis dalam satu lokasi pabrik langsung
bertanggung jawab atas kegiatan operasional unit dan membawahi manajer
pengadaan, manajer produksi dan manajer Program and Planning Inventory
Control (PPIC), serta dibantu oleh supporting team yaitu Manajer Human
Resources and Development (HRD), Teknologi atau IT, Teknisi dan Manajer
Quallity Assurance.
4.1.4 Lokasi
PT. Kelola Mina Laut Gresik berlokasi di Kawasan Industri Gresik (KIG)
jalan KIG selatan kav. C-5, Jawa Timur. Kawasan industri Gresik merupakan
kawasan yang dikembangkan oleh pemerintah daerah tingkat II Gresik sebagai
21
Laut berdiri diatas tanah seluas ± 6 ha. Lokasi pabrik yang dekat dengan kota-kota
besar di jawa timur sehingga memudahkan jalur transportasi dan distribusi.
Berikut adalah batas-batas PT. Kelola Mina Laut gresik : utara danau ngipik,
timur PT. Bumi Mulia Indah Lestari (Pabrik Kaleng), selatan perumahan Kawasan
Industri Gresik (KIG), dan barat PT. Madsumaya Indoseafood.
4.2 Fasilitas Yang Tersedia
4.2.1 Mesin Dan Peralatan Produksi
Mesin dan peralatan yang digunakan pada proses produksi di PT. Kelola
Mina Laut ada yang bersifat manual, semi otomatis dan otomatis. Peralatan
produksi yang bersifat manual adalah peralatan produksi yang dipergunakan
untuk melaksanakan proses produksi menggunakan tangan. Peralatan manual
yang dibutuhkan dalam proses produksi diantaranya meja produksi, long pan, rak,
scaller, keranjang, talenan, gunting cabut, pisau, troli, lori, dan baskom.
Peralatan produksi yang semi otomatis adalah peralatan yang digunakan
yang bersifat otomatis namun masih ada beberapa fungsi yang dilakukan secar
manual. Peralatan yang semi otomatis diantaranya timbangan digital, roll
conveyer. Peralatan otomatis yang digunakan diantaranya adalah metal detector,
pengukur suhu, mesin vacum dan Air Blash Freezing (ABF).
Alat yang digunakan dalam proses pengolahan ikan harus memiliki
permukaan yang halus, rata dan mudah dibersihkan. Pernyataan ini dukung oleh
SNI 01-2729.3 2006 semua peralatan dan perlengkapan yang digunakan dalam
penanganan ikan segar harus mempunyai permukaan yang halus dan rata, tidak
22
retak dan mudah dibersihkan. Semua peralatan harus dalam keadaan bersih
sebelum, selama dan sesudah digunakan.
4.2.2 Fasilitas Pekerja
Terdapat beberapa fasilitas yang disediakan oleh PT. KML untuk para
pekerja diantaranya toilet pekerja, loker pribadi, loker makanan, air minum, ruang
ganti dan istirahat, dan tempat makan. Toilet pekerja di PT. Kelola Mina Laut
unit ikan terletak terpisah dari lokasi ruang produksi. Toilet untuk pekerja wanita
tersedia sebanyak 8 toilet, sedangkan toilet untuk pekerja laki-laki tersedia
sebanyak 4 toilet. Semua toilet dilengkapi fasilitas air bersih dan peralatan toilet
seperti kran air dan bak penampung yang masih berfungsi dengan baik dan layak
pakai. Loker pribadi pekerja disediakan untuk para pekerja untuk menyimpan
barang pribadi pekerja. Penggunaan loker diatur oleh pihak HRD dengan
ketentuan satu loker untuk dipakai dua orang. Loker makanan terletak terpisah
dari loker pribadi dan juga ruang proses. Loker makanan pekerja juga diatur oleh
HRD. Air minum merupakan salah satu fasilitas yang disediakan untuk pekerja.
Di divisi ikan setiap hari sekitar 190 Liter (10 galon) setiap hari. Tempat air
minum berupa dispenser yang berjumlah dua buah, tempat air minum juga dicuci
setiap hari. Ruang istirahat juga merupakan ruang ganti pekerja disediakan untuk
para pekerja untuk mengganti pakaian kerja dan beristirahat. Ruang ganti dan
istirahat dibedakan antara ruang pekerja untuk wanita dan pekerja laki-laki. Ruang
istirahat merupakan ruang dimana terdapat loker pribadi, loker sepatu pekerja,
kaca dan ruangannya terhubung langsung dengan luar. Ruang istirahat dilengkapi
23
makan pekerja diletakkan terpisah dari ruang produksi. Tempat makan pekerja
masih dalam masa perbaikan pada saat kegiatan PKL berlangsung. Tempat makan
dilengkapi dengan tempat sampah dan wastafel untuk mencuci tangan. Jumlah
kursi dan meja makan ini sebaiknya perlu disesuaikan dengan jumlah pekerja agar
pekerja dapat beristirahat dengan nyaman dan menghindari pekerja membawa
masuk makanan dalam ruang proses.
4.2.3 Sarana Transportasi
Pemilihan lokasi pabrik yang strategis memberikan kemudahan PT. Kelola
Mina Laut kemudahan dalam mendapatkan bahan baku serta untuk
mendistribusikan produk hasil olahannya. Pemilihan lokasi PT. Kelola Mina Laut
di Gresik ditunjang dengan lokasi pelabuhan peti kemas tanjung perak Surabaya
dan juga akses tol yang mudah. Lokasi yang strategis bisa meminimkan biaya
produksi khususnya distribusi dan bahan baku.
4.3 Proses Pembekuan Ikan Kakap Merah
Pada PT. KML terdapat beberapa jenis olahan dari ikan kakap merah yaitu
whole round, whole gutted, whole gutted gill scale, fillet, dan steak. Pada waktu
pelaksanaan PKL produk yang sedang diproduksi adalah whole gutted, whole
gutted gill scale dan fillet. Beberapa proses yang dilakukan dalam produksi
diantaranya penerimaan bahan baku, proses pembekuan, pengemasan dan
pelabelan, dan penyimpanan. Semua proses yang dilakukan disesuaikan dengan
ketentuan dan standar operational dari ISO dan HACCP. Berikut proses produksi
24
4.5.1 Penerimaan Bahan Baku
Selama proses produksi pembekuan ikan dibutuhkan bahan baku utama
yaitu ikan kakap yang akan diolah menjadi ikan beku. Bahan baku ikan datang
dalam kondisi segar langsung dari Brondong, Banyuwangi, Probolinggo. Ikan
yang datang diangkut menggunakan mobil bak terbuka dan diletakkan pada
wadah tertutup, didalamnya diberi es balok yang sudah dihancurkan menjadi
serpihan.
Es yang digunakan di PT. Kelola Mina Laut berupa es balok dan es flake.
Es balok yang digunakan dibeli dari supplier es balok. Es balok digunakan untuk
mempertahankan suhu dingin air di bak penampungan yang digunakan selama
proses. Es flake yang digunakan oleh PT. Kelola Mina Laut adalah es yang
dibuat sendiri dengan menggunakan air yang telah di treatment sebelumnya dan
dibentuk dengan menggunakan mesin sehingga menghasilkan kristal- kristal es
yang halus dan tidak akan melukai ikan atau bahan baku lainnya. Es flake
digunakan untuk menjaga agar suhu ikan yang diolah stabil < 5°C.
Jumlah bahan baku yang datang tiap harinya tergantung dari supplier.
Berdasarkan pada lampiran 7. dapat dilihat bahwa jumlah penerimaan bahan baku
tidak merata di setiap harinya. Rata-rata bahan baku yang diterima pada bulan
Januari sebesar 325,58 kg. Perbedaan jumlah bahan baku ini dikarena kan faktor
alam atau lingkungan perairan. Jumlah bahan baku yang tidak menentu
mempengaruhi produktifitas pekerja dan keuntungan perusahan untuk
menghindarinya biasanya disiasati dengan mendatangkan bahan baku dari luar
25
Berikut alur penanganan raw material ikan kakap merah di PT. Kelola
Mina Laut dapat dilihat pada gambar berikut ini :
Gambar 3. Alur Penanganan Raw Material Ikan Kakap di PT. Kelola Mina
Laut (Sumber : PT. Kelola Mina Laut, 2015)
Keterangan : a. * = Diawasi langsung oleh QC
b. # = Jika kondisi tidak layak, ditolak
c. = critical control point
Proses penanganan bahan baku diawali dengan disortasi oleh bagian
quality control (QC) dibagian penerimaan. Sortasi yang dilakukan berdasarkan
jenis, ukuran, dan kualitas bahan baku ikan kakap dari supplier. Sortasi awal ini
akan menentukan harga dari bahan baku dan bentuk olahan. Ikan yang datang
kemudian dicuci dengan air mengalir yang mengandung klorin dengan
konsentrasi 100 ppm dengan suhu < 5°C.dengan di spray. Pencucian ini bertujuan
untuk menghilangkan foreign matter dan mengurangi kontaminasi mikroba
26
diawal. Dilakukan penimbangan dengan meletakkan keranjang basket yang penuh
dengan ikan yang telah disortasi di atas timbangan digital. Dilakukan lagi
pencucian pada ikan satu persatu menggunakan air mengalir dengan konsentrasi
klorin 100 ppm. Pada pencucian ini ikan digosok menggunakan cairan iodin.
Fungsi cairan iodin ini adalah sebagai desinfektan yang akan mengurangi
keberadaan bakteri seperti Salmonella sp., E. coli, Staphylococcus aureus, bakteri
koliform serta Vibrio sp.
Gambar 4. Proses penerimaan bahan baku ikan kakap Sumber :PT. Kelola Mina Laut
4.3.2 Proses Pembekuan
Proses pembekuan dimulai dengan penyisikan (scalling). penyisikan
adalah proses penghilangan sisik pada ikan menggunakan pengerik (scaller) yang
dilakukan pada seluruh bagian tubuh ikan dari arah ekor ke kepala. setelah proses
scalling dilakukan pencucian menggunakan air klorin dengan konsentrasi 30 ppm.
Pencucian menggunakan klorin sebagai pecegahan tumbuhnya mikroorganisme
27
Kalsium hipoklorit merupakan senyawa klor yang berbentuk bubuk atau tablet.
Senyawa ini mengandung klor aktif sekitar 70% dan merupakan bahan kimia yang
paling banyak digunakan untuk desinfeksi. Klorin ditambahkan dengan
konsentrasi 100 ppm, 50 ppm dan 30 ppm sesuai dengan proses yang dilakukan.
Ikan yang telah dicuci disiangi (dressing). Penyiangan (dressing) adalah proses
penghilangan isi perut ikan. Proses dressing dilakukan dengan cara ikan dibelah
bagian perut mulai dari kepala hingga anus menggunakan pisau yang tajam
kemudian isi perut ikan di keluarkan dengan alat penjepit yang berbentuk seperti
gunting sampai bersihkemudian dicuci
Ikan yang sudah discalling dan didressing kemudian difilleting, dan
ditrimming untuk merapikan pinggiran fillet dan sekaligus menghilangkan
duri-duri sirip yang masih menempel di tepi daging agar terlihat rapi. Setelah proses
fillet dan trimming. Pencucian 5 menggunakan air ozone 0,4 ppm yang dialirkan
dengan kran-kran air. Air ozone dibuat dengan alat pembuat ozone yang dosisnya
dapat diatur dengan ozone consistensi control. Pencucian menggunakan air ozone
bertujuan untuk menghilangkan bau dari ikan, mengurangi kontaminasi, serta
mengurangi residu dan bau klorin yang digunakan pada pencucian awal. Ikan
yang telah dicuci kemudian disortir dan ditimbang sebelum akhirnya disusun
dalam longpan. Untuk ikan fillet ukuran yang digunakan adalah oz. Satu oz sama
dengan 28 gram. Satuan oz dipergunakan untuk produk yang dipasarkan ke USA
dan Eropa (Sholichin, 2006) Berat ikan yang di sortasi harus berukuran diantara
6-8 oz (170-227 gram), 8-10 oz (227-283 gram), dan 10-12 oz (283-340 gram).
28
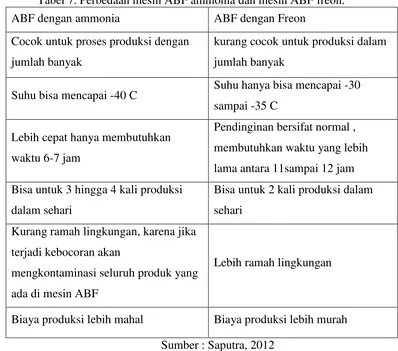
yang berukuran lebih besar akan dipotong sesuai yang diminta. Proses pembekuan
ini dilakukan setelah semua proses pengolahan ikan selesai dilakukan. Pembekuan
dilakukan dengan mesin Air Blash Freezing (ABF). Suhu yang digunakan untuk
membekukan ikan antara -35 sampai -45 C. Berikut tabel perbedaan mesin Air
Blash Freezing (ABF) dengan menggunakan amonia dan Air Blash Freezing
(ABF) dengan menggunakan Freon.
Tabel 7. Perbedaan mesin ABF ammonia dan mesin ABF freon.
ABF dengan ammonia ABF dengan Freon
Cocok untuk proses produksi dengan
jumlah banyak
kurang cocok untuk produksi dalam
jumlah banyak
Suhu bisa mencapai -40 C Suhu hanya bisa mencapai -30
sampai -35 C
Lebih cepat hanya membutuhkan
waktu 6-7 jam
Pendinginan bersifat normal ,
membutuhkan waktu yang lebih
lama antara 11sampai 12 jam
Bisa untuk 3 hingga 4 kali produksi
dalam sehari
Bisa untuk 2 kali produksi dalam
sehari
Kurang ramah lingkungan, karena jika
terjadi kebocoran akan
mengkontaminasi seluruh produk yang
ada di mesin ABF
Lebih ramah lingkungan
Biaya produksi lebih mahal Biaya produksi lebih murah
Sumber : Saputra, 2012
Di PT. Kelola Mina Laut terdapat 5 mesin Air Blash Freezing (ABF) yang
terdiri dari 4 mesin menggunakan pendingin dari amonia dan 1 mesin
menggunakan pendingin dari freon. Mesin Air Blash Freezing (ABF) yang
29
Freezing (ABF) dengan freon karena kapasitas yang kurang besar dan waktu yang
dibutuhkan untuk proses pembekuan lebih lama. Kapasitas dari mesin Air Blash
Freezing (ABF) di PT. Kelola Mina Laut sebesar 5 ton untuk tiap mesin Air Blash
Freezing (ABF).
Dilakukan glazing pada ikan yang telah dibekukam. Glanzing bisa
dilakukan dengan cara menyemprotkan air, menyapukan air, dan mencelupkan
ikan pada air. Pemberian glazing pada ikan yang telah dibekukan untuk menjaga
agar tidak terjadi dehidrasi ataupun oksidasi.
Air yang digunakan selama proses di PT. Kelola Mina Laut memiliki
beberapa standar agar bisa digunakan. Beberapa persyaratan yang perlu diketahui
mengenai kualitas air tersebut baik secara fisik, kimia dan juga mikrobiologi.
Syarat fisik, antara lain: air harus bersih dan tidak keruh, tidak berwarna, tidak
berasa, tidak berbau, suhu tidak berbeda lebih dari 3°C dari suhu udara dan tidak
meninggalkan endapan. Syarat kimiawi, antara lain: tidak mengandung bahan
kimiawi yang mengandung racun, tidak mengandung zat-zat kimia yang
berlebihan, cukup yodium, pH air antara 6,5 – 8,5. Syarat mikrobiologi, antara
lain: tidak mengandung kuman-kuman penyakit seperti disentri, tipus, kolera, dan
bakteri patogen penyebab penyakit (Setiawan dkk., 2013).
4.3.3 Pengemasan dan Pelabelan
Pengemasan dapat diartikan sebagai usaha perlindungan terhadap produk
dari segala macam kerusakan dengan menggunakan wadah, sehingga pengemasan
30
konsumen dalam keadaan baik (Suradi, 2005). Bahan pengemas yang digunakan
di PT. Kelola Mina Laut terdiri dari kemasan primer dan sekunder.
Kemasan primer yang digunakan terbuat dari Polyetilen (PE). Polyetilen
(PE) bersifat kuat, agak tembus cahaya, fleksibel dan permukaannya terasa agak
berlemak. Pada suhu di bawah 60°C sangat resisten terhadap sebagian besar
senyawa kimia. Daya proteksinya terhadap uap air baik, tetapi kurang baik bagi
gas-gas yang lain seperti oksigen. Titik lunaknya rendah, sehingga tidak tahan
untuk proses sterilisasi dengan uap panas (Sulchan dan Endang, 2007).
Gambar 5. Pengemas primer fillet ikan kakap
Sumber :PT. Kelola Mina Laut
Kemasan sedunder yang digunakan adalah Master Carton (MC). Master
carton yang digunakan terbuat dari bahan kertas karton bergelombang
(corrugated board). Terdiri dari bagian bergelombang yang di kedua sisinya
ditutup dengan lembaran karton yang direkatkan secara linier. Konstruksi
kelombang bertujuan untuk meredam getaran (Rahimah, 2011). Pemberiaan
31
pada kemasan primer yang langsung bersentuhan dengan produk dan goncangan
saat proses distribusi.
Gambar 6. Proses pengemasan akhir Sumber : PT. Kelola Mina Laut
ikan sebelum dikemas dicek menggunakan metal detector untuk
pencegahan bahaya berupa potongan logam yang mungkin terdeteksi di produk
akhir. Proses deteksi logam ini dilakukan dengan cara melewatkan produk satu
persatu pada alat metal detector, apabila ditemukan adanya logam pada produk
yang dilewatkan maka alat akan secara otomatis berhenti. Kemudian ditimbang
dan dilabel. Label produk dicantumkan pada kemasan, baik pada kemasan primer
maupun kemasan sekunder. Label yang harus dicantumkan pada produk
diantaranya : nama produk, jenis ikan, nilai gizi (optional), berat bersih, ukuran,
tanggal kadaluarsa, kualitas produk (optional), nomor EU (optional), nomor
registrasi FDA (optional), nama perusahaan, stempel QC passed, asal produk
(negara asal), petunjuk penyimpanan (optional), kode produksi (traceability),
32
produk akan memudahkan untuk dilakukan pengecekan oleh perusahaan dan juga
untuk memudahkan konsumen mendapatkan informasi dari produk yang akan
dikonsumsi.
4.3.4 Penyimpanan
Ikan yang telah dibekukan dalam ABF dan di packing awal di simpan
dalam cold storage dengan suhu < -22°. Cold storage yang di miliki oleh PT.
Kelola Mina Laut untuk divisi ikan ada 3 ruangan dengan kapasitas masing-
masing ruangan adalah 72 ton, 72 ton dan 90 ton. Ditetapkan sistem First In First
Out (FIFO) pada gudang penyimpanan untuk mencegah produk yang sudah lama
tertimbun. Untuk mencegah kerusakan produk yang ditumpuk, pada dasar produk
diberi tatakan agar tidak langsung brsentuhan dengan lantai.
4.4 Penerapan Critical Control Point (CCP)
4.4.1 Penentuan Titik Kritis (Cps)
Tujuan dari menentukan titik kritis adalah menentukan suatu kondisi dapat
biterima atau tidak sehingga harus ditetapkan secara spesifik. Menentukan titik
kritis harus disesuaikan dengan standar yang ditetapkan pihak konsumen baik
lokal maupun konsumen luar. Standar yang ditetapkan berupa batasan kritis fisik,
kimia dan biologi pada proses maupun produk akhir yang dikirim.
Sebuah proses dapat disebut Critical Control Point (CCP) apabila pada
proses selanjutnya tidak dapat menghilangkan bahaya dari proses sebelumnya.
33
merah di PT. Kelola Mina Laut (terlampir) menunjukkan bahwa Critical Control
Point (CCP) dari proses pembekuan yaitu pada proses penerimaan, pembekuan,
metal detecting, pengemasan dan pelabelan.
Gambar 7. Pohon keputusan (decision tree critical control point)
34
Proses tersebut ditetapkan sebagai Critical Control Point (CCP) karena
pada proses selanjutnya tidak dapat menghilangkan bahaya yang ada. Cara yang
digunakan untuk menentukan titik kritis dalam suatu proses produksi bisa dengan
menggunakan pohon keputusan (decision tree critical control point). Gambar
pohon keputusan (decision tree critical control point) seperti diatas.
4.4.2 Cara Penanganan Critical Control Point (CCP)
A. Cara Penanganan Penerimaan
Pada proses penerimaan dilakukan pencegahan dengan cara bahan baku
ikan kakap yang datang diberikan beberapa prosedur awal untuk pengecekan yaitu
cek suhu, uji organoleptik dan uji laboratorium. Pengecekan pada bahan baku
bertujuan untuk menghindari adanya bahaya yang terkandung dari bahan baku.
Bahaya tersebut bisa berupa natural toxin, logam berat ataupun mikroorganisme.
Pada saat bahan baku ikan kakap merah datang dilakukan pengujian
organoleptik oleh quality control bagian penerimaan. Hasil uji organoleptik ikan
harus menunjukkan ikan masih dalam kondisi yang baik atau segar. Ikan segar
adalah ikan yang memiliki tekstur daging elastis, bola mata cerah dan insang
berwarna merah segar. Pernyataan ini didukung oleh Badan Standarisasi Nasional
(2006) bahwa ikan segar memiliki ciri-ciri daging kenyal dan dalam kondisi
lentur, mata cerah dan menonjol keluar, insang merah cerah, bau segar spesifik
jenis.
Bahan baku yang diterima dari supplier diambil sampel untuk dilakukan
35
berbeda untuk setiap jenisnya. Apabila sampel uji berupa raw material, maka
produk diambil secara acak dari truk supplier yang datang oleh analis yang
bertugas mengambil sampel. Apabila sampel berupa produk finished good, maka
yang bertugas mengambil sampel adalah petugas quality control yang selanjutnya
diserahkan kepada analis.
PT. Kelola Mina Laut melaksanakan semua uji mikrobiologi yang
ditetapkan sebagai standar mutu oleh Badan Standardisasi Nasional. Pengujian
mikrobiologi yang dilaksanakan yaitu Total Plate Count/Angka Lempeng Total,
Coliform, E. coli, Salmonella sp., Staphylococcus aureus, dan Listeria
monocytogenes. Parameter mikrobiologi yang diuji adalah Escherichia coli dan
Salmonella sp. karena kedua bakteri tersebut telah mewakili dua metode
pengujian mikrobiologi, yaitu kuantitatif dan kualitatif. Standar maksimum yang
ditetapkan oleh BSN untuk masing-masing mikroorganisme tersebut sesuai
dengan SNI 7388:2009
Tabel 8. Batas maksimum cemaran mikroba yang diuji di PT. KML
ALT (30 oC, 72 jam) 5 x 105 koloni/g
APM Coliform < 3/g
APM Escherichia coli < 3/g
Salmonella sp. Negatif/25g
Vibrio Cholerae Negatif/25g
Staphylococcus aureus 1 x 102 koloni/g
Listeria monocytogenes Negatif/25g
Sumber: PT. Kelola Mina Laut (2015)
Ikan yang datang seperti telah dijelaskan di atas dilakukan prosedur awal
36
sesuai dengan SNI (2006) yang menjelaskan bahan baku yang diterima di unit
pegolahan diuji secara organoleptik, untuk mengetahui mutunya. Bahan baku
harus ditangani secara hati-hati, cepat, dan saniter dengan suhu dibawah 5 C.
Proses penerimaan bahan baku merupakan salah satu proses yag penting.
Proses penerimaan menentukan ikan yang diterima layak atau kurang layak untuk
diolah menjadi produk. Barang yang ditolak akan dikembalikan kepada supplier
yang bersangkutan. Selain dikembalikan PT. Kelola Mina Laut juga melakukan
pengecekan dan pembinaan pada supplier agar dikemudian hari menjaga kualitas
bahan baku yang dikirim. Pembinaan yang diberikan mengenai cara penangkapan
yang baik, cara menyimpan hasil tangkapan, transportasi yang baik penggunakan
bahan kimia berbahaya seperti formalin dan beberapa prosedur lain yang
membantu meningkatkan kualitas bahan baku.
B. Cara Penanganan Pembekuan
Pada proses pembekuan dilakukan pencegahan dengan menjaga suhu
mesin Air Blash Freezing (ABF). Suhu yang digunakan antara -35 sampai
-45C. Suhu yang digunakan bergantung pada jumlah ikan yag dibekukan dan jenis
mesin Air Blash Freezing (ABF) yang digunakan. Jika jumlah ikan banyak suhu
yang digunakan semakin kecil. Apabila terjadi kesalahan proses pembekuan dapat
dilakukan produksi ulang (repro) untuk mengulang proses pembekan yang kurang
37
C. Cara Penanganan Pengemasan Dan Pelabelan
Sedangkan pada proses pengemasan dan pelabelan pencegahan dilakukan
dengan cara pengecekan secara berkala oleh quality control dan dilakukan
pengontrolan ketat pada proses produksi yang menggunakan bahan metal untuk
meminimalisir metal yang mungkin terdapat pada bahan. Di PT. Kelola Mina
Laut menetapkan peraturan pegawai yang masuk dalam ruang proses tidak
diperbolehkan membawa atau mengenakan barang yang berbahan dasar logam.
Jika ditemukan produk yang teridentifiksi logam atau produk yang memiliki
kesalahan pelabelan.akan dillakukan penolakan ataupun melakukan produksi
ulang (repro) pada produk Label yang harus ada pada kemasan: nama produk,
jenis ikan, nilai gizi (optional), berat bersih, ukuran, tanggal kadaluarsa, nama
perusahaan, asal produk (negara asal), petunjuk penyimpanan (optional), kode
produksi (traceability).
4.6.3 Pemantauan Titik Kritis
Titik kritis yang sudah dinyatakan sebagai Critical Control Point (CCP)
harus dilakukan monitoring atau control unuk memastikan sesuai dengan
prosedur. Monitoring bisa dilakukan dengan pengamatan (sensori, visual),
ataupun pengukuran kimia, fisik (Thaheer, 2008). Pemantauan dilakukan oleh
quality control ataupun penanggung jawab di lokasi/ divisi proses yang sedang
berjalan. Di PT. Kelola Mina Laut pada tiap proses dilakukan pemantauan secara
berkala oleh penanggung jawab. Pengecekan yang dilakukan biasanya pada suhu
ikan dan aroma (organoleptik). Perusahaan secara periodik mengunjungi dan
38
nama lokasi proses, nama supplier, area supplier, proses yang dilakukan, tanggal
proses dan tahun proses. Pengecekan secara periodik dilakukan untuk mencegah
V KESIMPULAN DAN SARAN
5.1 Simpulan
Kesimpulan yang dapat diambil dari hasil praktek kerja lapang di PT. Kelola
Mina Laut diantaranya:
1. Proses pembekuan ikan kakap merah (Lutjanus sanguineus) terdiri dari
beberapa tahapan proses yaitu penerimaan mulai dari ikan diterima, disortir,
dan ditimbang kemudian dicuci. Proses kedua yaitu pembekuan mulai dari
ikan disisik, difillet, ditrimming, ditimbang, disusun kemudian dibekukan.
Proses ketiga yaitu pengemasan dan pelabelan yaitu glanzir, metal detecting
dan pengemasan dan pelabelan. Proses terakhir adalah penyimpanan finish
good product di cold storage.
2. Penentuan titik kritis (CPs) pada pembekuan kakap merah dilakukan dengan
menggunakan pohon keputusan (decision tree critical control point), dan pada
proses pembekuan ikan kakap merah yang termasuk ke dalam titik kritis
adalah, proses penerimaan pada raw material, pembekuan pada penggunaan
suhu antara -35 sampai -45 C , dan proses packing and labeling pada benda
logam dan label kemasan yang tidak sesuai.
3. Penerapan Critical Control Point (CCP) di PT. Kelola Mina Laut dilakukan
pada beberapa proses yang diidentifikasi sebagai Critical Control Point
(CCP). Pada proses penerimaan dilakukan dengan pencegahan yaitu uji
laboratorium dan uji organoleptik, dan penolakan barang yang tidak sesuai
standar. Pada proses pembekuan dilakukan pencegahan dengan menjaga suhu