6
MENINGKATAN KETAHANAN KOROSI PADA SAMBUNGAN LONGITUDINAL LAS RESISTENSI LISTRIK PIPA BAJA API 5L X – 46
DENGAN PERLAKUAN PANAS PASKA PENGELASAN Hery Tristijanto
Staf Pengajar Politeknik Negeri Semarang ABSTRAK
Masalah yang sering terjadi pada proses produksi minyak bumi adanya kebocoran yang dialami oleh pipa penyalur minyak bumi hasil pengeboran. Kebocoran ini biasanya disebabkan oleh korosi. Maka upaya untuk meningkatkan ketahanan korosi pada sambungan longitudinal las pipa baja API 5L X – 46 yang dilas menggunakan las resistensi listrik dengan melakukan perlakuan panas paska pengelasan, variasi suhu 450 ?C, 550 ?C, dan 650 ?C. Setelah diberikan perlakuan panas paska pengelasan tidak terjadi perubahan struktur mikro pada daerah las, HAZ dan logam induk akan tetapi terjadi pengasaran butir dan hilangnya orientasi butir pada ferit dan perlit. Dan Terjadi penurunan laju korosi dari tanpa perlakuan panas paska pengelasanke perlakuan panas paska pengelasan 650 ?C dari 0,008875 mm/yr menjadi 0,006206 mm/yr.
Kata kunci : korosi, perlakuan, panas, paska, pengelasan
PENDAHULUAN
Minyak bumi adalah suatu senyawa hidro karbon dengan unsur utama karbon dan hidrogen, serta bahan ikutan lainya seperti nitrogen, sulfur, dan oksigen. Minyak mentah (crude oil) hasil dari sumur tersebut mempunyai kandungan air yang sangat besar, dan juga komponen-komponen lain berupa pasir, garam-garam mineral, aspal, gas CO2
dan H2S. Komponen-komponen yang terbawa
bersama minyak mentah ini menimbulkan permasalahan tersendiri pada proses produksi minyak bumi. Adanya gas CO2 dan H2S dapat
menyebabkan korosi dan dapat mengakibatkan kerusakan pada casing, tubing, sistem perpipaan dan surface fasilities. Sedangkan ion-ion yang larut dalam air seperti kalsium karbonat, dan sulfat dapat membentuk terak, hal inilah yang dapat menyebabkan terjadinya kebocoran pada pipa minyak bumi.
Sehingga jenis baja yang digunakan untuk jalur pipa minyak dan gas harus memiliki kekuatan tarik yang tinggi dan ketangguhan yang tinggi pada kondisi suhu yang rendah maupun normal. Beberapa aplikasi untuk baja jenis ini memerlukan ketahanan atas perambatan retak yang disebabkan oleh hidrogen, tahan terhadap korosi akibat hidrogen atau lingkungan asamdan memiliki weldability yang baik.
TINJAUAN PUSTAKA
Beberapa perlakuan panas (heat treatment) dapat diterapkan setelah pekerjaan pengelasan selesai. Perlakuan panas paska pengelasan sering dilaksanakan untuk tujuan menghilangkan tegangan sisa. ASME Boiler Pressure Vessel Code menyebut perlakuan panas paska las dengan postweld heat treatment (PWHT), dimana istilah ini lebih disukai pada pengelasan pressure vessel dan kontruksi pipa. PWHT kadang-kadang disebut juga dengan membuang tegangan (stress relief) dan bisa juga disebut dengan tempering. PWHT bisa diterapkan pada seluruh pengelasan atau hanya setempat.
Perlakuan panas paska pengelasan dengan material pipa JIS STPG 370-E, pemanasan dengan temperatur 150 0C – 250 0C, menyimpulkan semakin tinggi temperatur PWHT dengan pendinginan cepat, maka kandungan perlit akan semakin banyak dan laju korosi semakin kecil (Setyawan, 2009).
Kun-Lin mengamati laju korosi pada baja API 5L X – 65 pada kondisi T = 20oC, pH 5, PCO2 = 1 bar, konsentrasi gas H2S dalam CO2 =
0, 3,15,100 dan 250ppm, ω = 1000 rpm. Terlihat lapisan film sulfida sangat tipis terbentuk dengan cepat pada eletroda baja.Konsentrasi H2S rendah, < 15 ppm,
7 lapisan sulfida yang terbentuk mengurangi laju
korosi. Semakin tinggi konsentrasi H2S, > 250
ppm, tren yang terjadi sebaliknya dan terlihat laju korosi meningkat (Kun-Lin, 2004).
METODE PENELITIAN 1. Bahan dan Alat
Bahan penelitian yang digunakan pipa baja API 5L X – 46 yang dilas secara longitudinal dan dilas menggunakan ERW.
Sedangkan ala –alat yang digunakan adalah
1. F urn a ce
2. Mesin uji Kekerasan Mikrovickers, Buehler microhardness tester 3. Sel tiga elektoda 4. Komputer 2. Proses Pengelasan
Pengelasan ERW (Gambar 1) pipa baja API 5L X-46 dilakukan di PT KHI Pipelines Industries di Cilegon Banten. Pengelasannya dengan menggunakan arus 912 A,voltage pengelasan 355 V dan kecepatan pengelasan 12 m/menit [KHI, 2010], sehingga menimbulkan masukan panas pada sambungan las sebesar 1,6188 kJ/mm.
Gambar 1. Proses pengelasan ERW (Kim, 2007)
3. Prosedur Pengujian
a. Perlakukan panas paska pengelasan Tungku pemanas digunakan untuk memanaskan spesimen uji sampai temperatur yang telah di tentukan. Spesimen uji uji laju korosi (ketahanan korosi), dan foto mikro dimasukan kedalam furnace, kemudian diatur pada suhu 450 oC, 550 oC dan 650 oC, selanjutnya ditahan selama 1 jam, selanjutnya didingin lambat di dalam tungku pemanas
sampai suhu kamar (dengan mematikan power tungku).
b. Pengujian Laju Korosi
Sel tiga elektroda adalah perangkat laboratorium baku untuk penelitian kuantitatif terhadap sifat-sifat korosi bahan. Sel tiga elektroda adalah versi penyempurnaan dari sel korosi basah.Sel ini dapat digunakan dalam berbagai macam percobaan korosi.
Percobaan ini akan di peroleh data besarnya arus untuk setiap tegangan. Data tersebut digunakan untuk pengeplotan diagram Tafel, yang kemudian dapat menentukan harga io. Nilai icorsama dengan nilai io.Setelah
mendapatkan nilai icor, maka besarnya laju
korosi dapat ditentukan dengan menggunakan persamaan Faraday. Persamaan Faraday yang digunakan : (Trethewey, 1991)
= K .
.
Dimana, K adalah konstanta (0.129 untuk mpy, 0.00327 untuk mmpy), a adalah berat atom logam terkorosi, i adalah icor [kerapatan arus
(?A/cm2)], n adalah jumlah elektron valensi logam terkorosi, dan D adalah densitas logam terkorosi.
HASIL PENELITIAN & PEMBAHASAN 1. Pengamatan Struktur Mikro
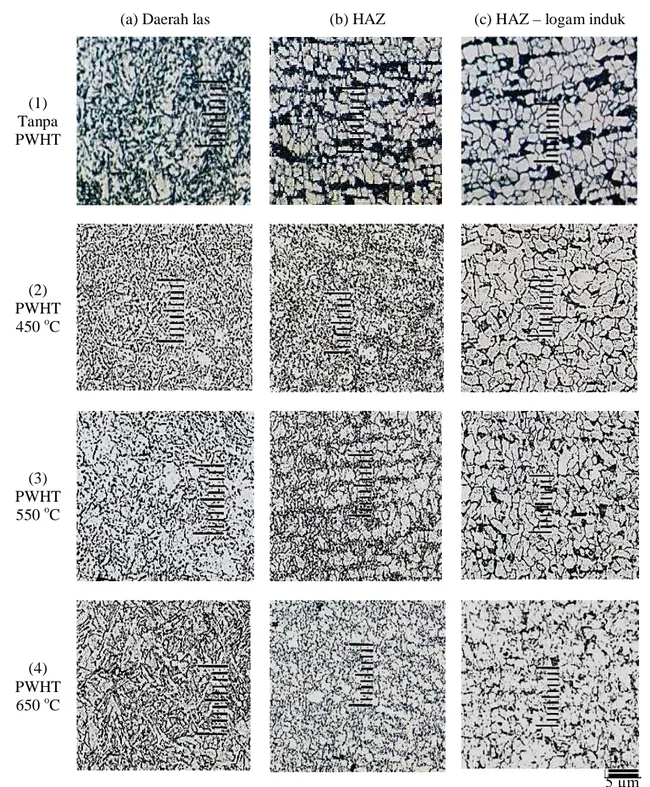
Struktur mikro spesimen tanpa PWHT sambungan las ERW seperti terlihat pada Gambar 2. (a) Daerah las terdiri dari bainit. Struktur mikro tersebut karena proses pengelasan sampai fasa austenit, kemudian diikuti pendinginan hasil pengelasan yang umumnya berlangsung relatif cepat, sehingga proses difusi tidak terjadi, hal ini menyebabkan terjadinya perubahan struktur mikro dari austenit menjadi bainit yang merupakan aggregat dari ferit dan sementit(Fe3C).
Struktur mikro di daerah batas HAZ – logam induk dan logam induk, dibentuk oleh matrik fasa ferit dan perlit, Gambar 3. (b) dan (c). Struktur mikro pada logam induk dan HAZ yang terdiri ferit dan perlit, kebanyakan tersusun atas ferit dengan sejumlah kecil pearlit (bagian yang gelap) hal ini disebabkan oleh kadar C pada karbon rendah (%C < 0,0661%).
8 Ukuran butiran halus dan pita perlit adalah
hasil proses termomekanis baja paduan rendah. Baja paduan rendah yang diroll pada
temperatur yang rendah, umumnya pada suhu di bawah apa yang disebut suhu rekristalisasi, menghasilkan butir ferit halus [ASM, 2004].
(a) Daerah las (b) HAZ (c) HAZ – logam induk
(1) Tanpa PWHT (2) PWHT 450 oC (3) PWHT 550 oC (4) PWHT 650 oC 5 µm Gambar 2. Struktur mikro spesimen sambungan las ERW di daerah las,
HAZ – logam induk dan logam induk
9 HAZ – logam induk dan logam induk pada
temperatur 450 oC, 550 oC dan 650 oC, waktu penahanan 1 jam dan pendinginan di furnace, terlihat pada Gambar 2.
Temperatur PWHT masih dibawah garis kritis A1 pada diagram Fe – C, terjadi
pengasaran butir dan hilangnya orientasi butir pada ferit dan perlit. Dalam tahap ini, juga mengalami spheroidizing yaitu penggabungan fasa Fe3C membentuk partikel bulat diikuti
proses pelunakan (Callister, 2001).
2. Uji kekerasan
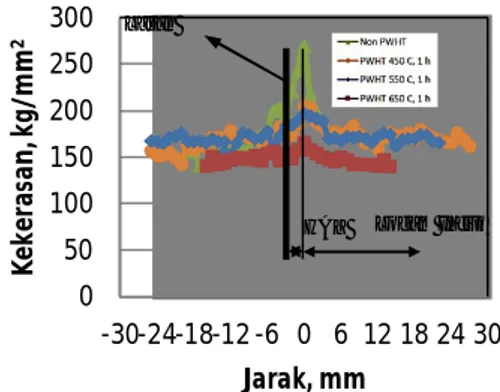
Distribusi kekerasan daerah sambungan las ERW seperti terlihat pada Gambar 3.
Gambar 3. Grafik distribusi kekerasan pipa baja API 5L X-46
Sebelum dilakukan PWHT, nilai kekerasan tertinggi pada di daerah las sekitar 269,8 VHN, sedangkan pada HAZ rata – rata 210 VHN dan pada logam induk rata – rata 194 VHN. Pemberian PWHT pada 450 oC dengan waktu penahanan 1 jam, menyebabkan nilai kekerasan mengalami penurunan, di daerah lasan menjadi 204,9 VHN, sedangkan pada HAZ rata – rata 183,6 VHN dan pada logam induk rata – rata 168,5 VHN. PWHT 550 oC dengan waktu penahanan 1 jam, nilai kekerasan kembali mengalami penurunan, di daerah lasan menjadi 197,6 VHN, sedangkan pada HAZ rata – rata 178,9 VHN dan pada logam induk rata – rata 164,3 VHN. Dan PWHT 650
o
C dengan waktu penahanan 1 jam, nilai kekerasan semakin mengalami penurunan, di daerah lasan menjadi 147,8 VHN, sedangkan pada HAZ rata – rata 140,4 VHN dan pada logam induk rata – rata 151,2 VHN.
Adanya penurunan kekerasan setelah PWHT disebabkan logam yang mengalami work hardening, bila dipanaskan pada suhu di atas 0,4 Tsolidus (proses annealing / PWHT),
mengalami pengurangan energi regangan dan menyebabkan butir – butir baru yang bebas regangan, yang disebut rekristalisasi. Proses ini menyebabkan perubahan pada sifat mekanisnya, yaitu kekuatan dan kekerasan akan turun, sedangkan keuletan dan ketangguhan naik.
Kekerasan pada daerah las semakin turun, pada spesimen tanpa PWHT dan dengan PWHT, dengan semakin naiknya suhu, dari 268,7 VHN tanpa perlakuan panas menjadi 147,6 VHN pada PWHT 650 oC (Gambar 4). Dan dengan turunnya kekerasan sambungan las ERW pipa baja API 5L X – 46 karena pengaruh PWHT dibawah 248 VHN (Ramirez, 2005), maka aman dari sulfide stress cracking (SCC).
Gambar 4. Grafik pengaruh PWHT terhadap nilai kekerasan di daerah las
3. Uji Korosi
Pengujian laju korosi dengan tiga sel elektroda didasarkan pada metode eskstrapolasi Tafel. Sel tiga elektroda merupakan perangkat laboratorium baku untuk penelitian kuantitatif terhadap sifat-sifat korosi bahan. Elektrolit yang digunakan adalah feri klorit, FeCl3,
konsentrasi 0,3 %.
Besar kecilnya arus korosi menunjukkan banyak sedikitnya ion-ion logam yang larut dalam larutan elektrolit, yang berarti bahwa logam mengalami reaksi oksidasi, terjadi pelepasan electron sehingga ion-ion positif logam akan larut dalam larutan elektrolit. Jika 0 50 100 150 200 250 300 -30-24-18-12 -6 0 6 12 18 24 30 K ek er as an , k g/ m m 2 Jarak, mm 269,7 204,9 197,6 147,6 0 50 100 150 200 250 300 Lasan
HAZ Logam Induk
Kekerasan Vickers, kg/mm2
10 rapat arus yang terukur besar, maka ion-ion
logam banyak yang larut ke dalam larutan elektrolit dan mengakibatkan logam berada pada kondisi yang tidak stabil, hal ini mennyebabkan logam mengalami kerusakan pada bagian permukaannya karena bereaksi dengan lingkungannya.
Rapat arus korosi, Icor, pada sambungan
las ERW longitudinal baja API 5L X – 46
tanpa PWHT adalah 304,64 µA/cm2 dan
mengalami penurunan dengan meningkatnya temperatur karena perlakuan panas paska
pengelasan, menjadi 249,79 µA/cm2; 225,70
µA/cm2dan 213,50 µA/cm2
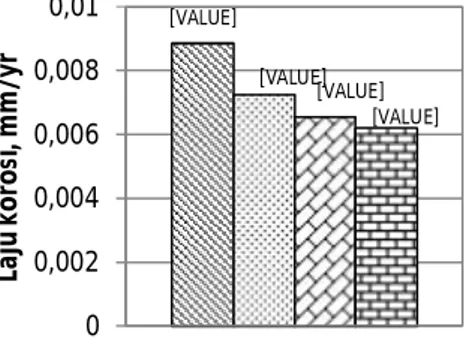
Gambar 6. Grafik Laju Korosi pada sambungan las ERW longitudinal
baja API 5L X-46
Laju korosi pada rapat arus korosi 304,64
µA/cm2 sebesar 0,008875 mm/yr juga
mengalami penurun dengan perlakuan PWHT menjadi 0,007277 mm/yr; 0,006575 mm/yr dan 0,006206 mm/yr (Gambar 6). Terjadi penurunan laju korosi dari tanpa PWHT ke PWHT 650 ?C sebesar 30 %. Menurut Jones, 1992, laju korosi pada PWHT 650 ?C termasuk excelent.
Salah satu fungsi PWHT adalah mengurangi tegangan sisa pada daerah las dan HAZ akibat perbedaan laju pemanasan dan pendinginan pada saat pengelasan. Dengan berkurangnya tegangan sisa maka akan semakin meningkatkan ketahanan terhadap stress corrosion cracking (SCC).
Kesimpulan
1. Tidak terjadi perubahan struktur mikro pada daerah las, HAZ dan logam induk akan tetapi terjadi pengasaran butir dan hilangnya orientasi butir pada ferit dan
perlit. Tahap ini, juga mengalami spheroidizing yaitu penggabungan fasa Fe3C membentuk partikel bulat diikuti
proses pelunakan .
2. Penurunan kekerasan setelah perlakuan panas paska pengelasan disebabkan logam yang mengalami work hardening, bila dipanaskan pada suhu di atas 0,4 Tsolidus
(proses annealing / PWHT).
3. Terjadi penurunan laju korosi dari tanpa perlakuan panas paska pengelasan ke perlakuan panas paska pengelasan 650 ?C sebesar 30 %. Menurut Jones, 1992, laju korosi pada perlakuan panas paska pengelasan 650 ?C termasuk excellent
DAFTAR PUSTAKA
Callister, William D, 2001, Fundamentals of Materials Science and Engineering, John Wiley & Sons, Inc.
Jones, D.A., 1991, Principle and Prevention of Corrosion, Mc. Millan Publishing Company, New York.
Kim, D., Kim, T., Park, Y.M., 2007, Estimation Of Weld Quality In High-Frequency Eletric Resistance Welding With Image Processing, Welding Journal
Kun-lin, L.J, Nesic, S., 2004, EIS investigation of CO2/H2S corrosion,
NACE International.
Ramirez,J.E., March 2008,
Characterization of High-Strength Steel Weld Metals : Chemical Composition, Microstructure and Nonmetallic Inclusions, Welding Jounals vol. 87. Setyawan, D., Ersandi, N., 2009, Studi
Ekonomis Pengaruh Pos Weld Heat Treatmen terhadap Umur Pipa, Institut
Teknology Sepuluh November
Surabaya.
Trethewey, K.R., 1991, Korosi untuk Mahasiswa Sains dan Rekayasa, PT Gramedia Pustaka Utama, Jakarta. [VALUE] [VALUE] [VALUE] [VALUE] 0 0,002 0,004 0,006 0,008 0,01 La ju k or os i, m m /y r